Картонна коробка, яка вміщує певну кількість упаковок, та спосіб виготовлення внутрішніх каркасів цих упаковок
Формула / Реферат
1. Картонна коробка, яка вміщує певну кількість упаковок, виготовлених так, що утворилася певна послідовність, причому кожна упаковка (1) має форму по суті прямокутного паралелепіпеда та включає в себе кришку (11), коробку (10) та внутрішній каркас (11, 20, 21, 22, 23, 24, 25, 26), прикріплений до коробки, кожний внутрішній каркас має передню стінку (201, 211, 221, 231, 241, 251, 261) та дві бічні стінки (200, 210, 220, 230, 240, 250, 260), а кожна передня стінка внутрішнього каркаса має виріз (202, 212, 222, 232, 242, 252, 262) та виступ (203, 213, 223, 233, 243, 253, 263), і форми вирізу та виступу є різними для щонайменше двох упаковок.
2. Картонна коробка за п. 1, яка відрізняється тим, що форма вирізу (202, 212, 222, 232, 242, 252, 262) кожного з внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) упаковок, розташованих у одній картонній коробці, відрізняється від форми вирізу внутрішніх каркасів усіх інших упаковок, розташованих у одній картонній коробці.
3. Картонна коробка за одним з пп. 1 або 2, яка відрізняється тим, що кожний з внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) має зону (204, 214, 224, 234, 244, 254, 264) друку, розташовану між його вирізом та його виступом.
4. Картонна коробка за будь-яким із попередніх пунктів, яка відрізняється тим, що окремі внутрішні каркаси мають вирізи та виступи, форма яких не утворює геометричного замикання.
5. Картонна коробка за будь-яким із попередніх пунктів, яка відрізняється тим, що вміщує загалом десять упаковок.
6. Спосіб виготовлення множини окремих внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) із заготовки, який включає такі операції:
- вирізання окремих внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26), кожний з яких має передню стінку (201, 211, 221, 231, 241, 251, 261) та дві бічні стінки (200, 20, 220, 230, 240, 25, 260), із заготовки так, що кожна передня стінка (201, 211, 221, 231, 241, 251, 261) внутрішнього каркаса має виріз (202, 212, 222, 232, 242, 252, 262) та виступ (203, 213, 223, 233, 243, 253, 263), і так, що виступ та виріз суміжних внутрішніх каркасів відповідають один одному,
- причому вирізання окремих внутрішніх каркасів виконують так, щоб множина внутрішніх каркасів із щонайменше двома різними формами вирізів та виступів була виготовлена з однієї заготовки.
7. Спосіб за п. 6, який відрізняється тим, що операція вирізання окремих внутрішніх каркасів включає вирізання із заготовки множини серій внутрішніх каркасів так, щоб утворилася певна послідовність, причому кожна серія включає в себе однакову заздалегідь визначену послідовність (2) внутрішніх каркасів, та внутрішні каркаси, що входять у послідовність (2), мають щонайменше дві різні форми вирізів та виступів.
8. Спосіб за п. 7, який відрізняється тим, що вирізання внутрішніх каркасів заздалегідь визначеної послідовності (2) однієї серії виконують так, що кожний окремий внутрішній каркас (20, 21, 22, 23, 24, 25, 26) заздалегідь визначеної послідовності (2) має форму вирізу та виступу, яка відрізняється від форми решти внутрішніх каркасів однієї послідовності (2).
9. Спосіб за одним з пп. 7 або 8, який відрізняється тим, що додатково включає операцію забезпечення наявності різального засобу, який включає в себе певну кількість різальних лез, при цьому форма різального леза визначає форму вирізу (202, 212, 222, 232, 242, 252, 262) першого внутрішнього каркаса (20, 21, 22, 23, 24, 25, 26) заздалегідь визначеної послідовності (2) та форму виступу (203, 213, 223, 233, 243, 253, 263) другого внутрішнього каркаса (20, 21, 22, 23, 24, 25, 26) заздалегідь визначеної послідовності (2), та щонайменше два різальні леза різального засобу відрізняються один від одного.
10. Спосіб за будь-яким із пп. 6-9, який відрізняється тим, що операція вирізання окремих внутрішніх каркасів включає вирізання окремих внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) так, що вирізи (202, 212, 222, 232, 242, 252, 262) та виступи (203, 213, 223, 233, 243, 253, 263) внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) мають форми, що не утворюють геометричного замикання.
Текст
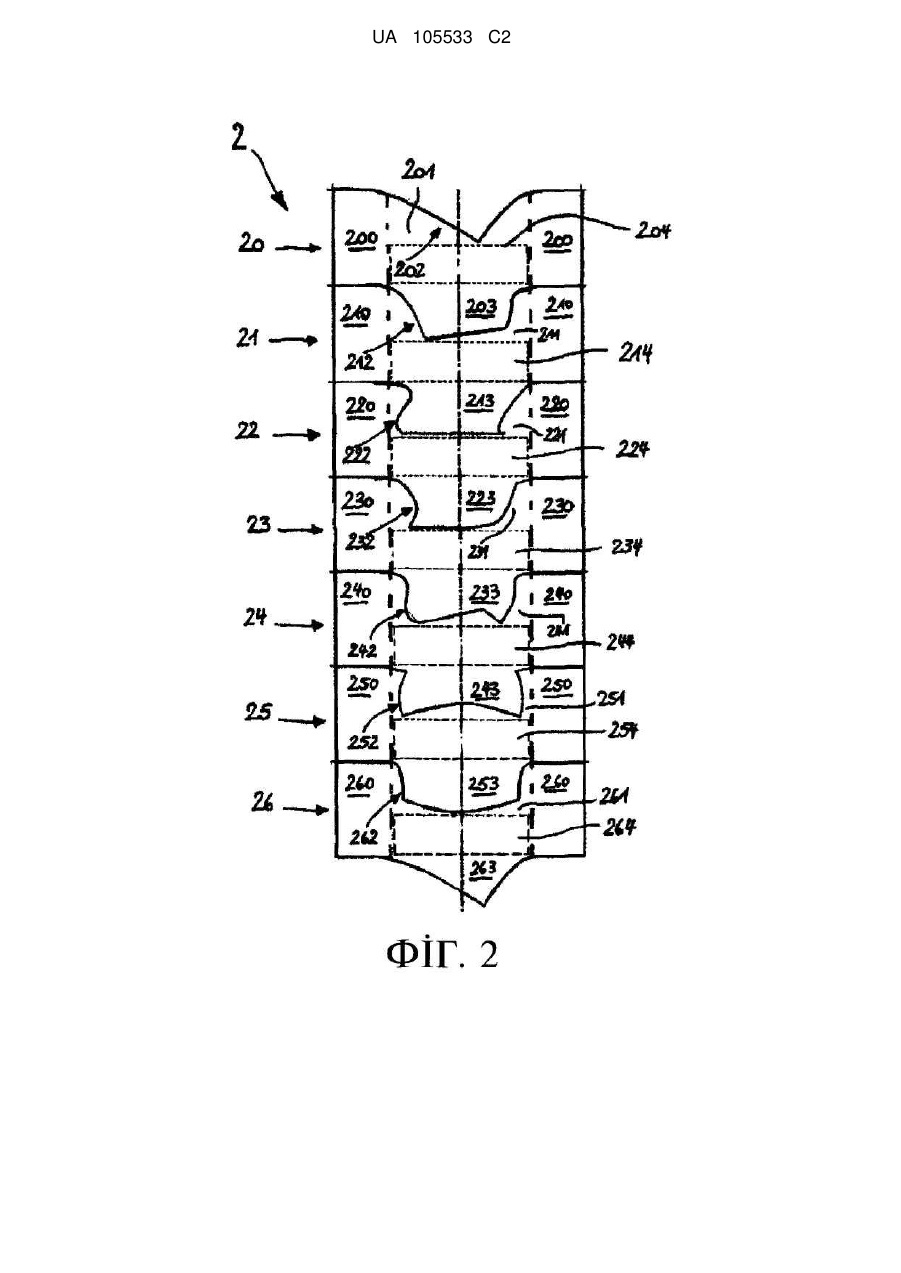
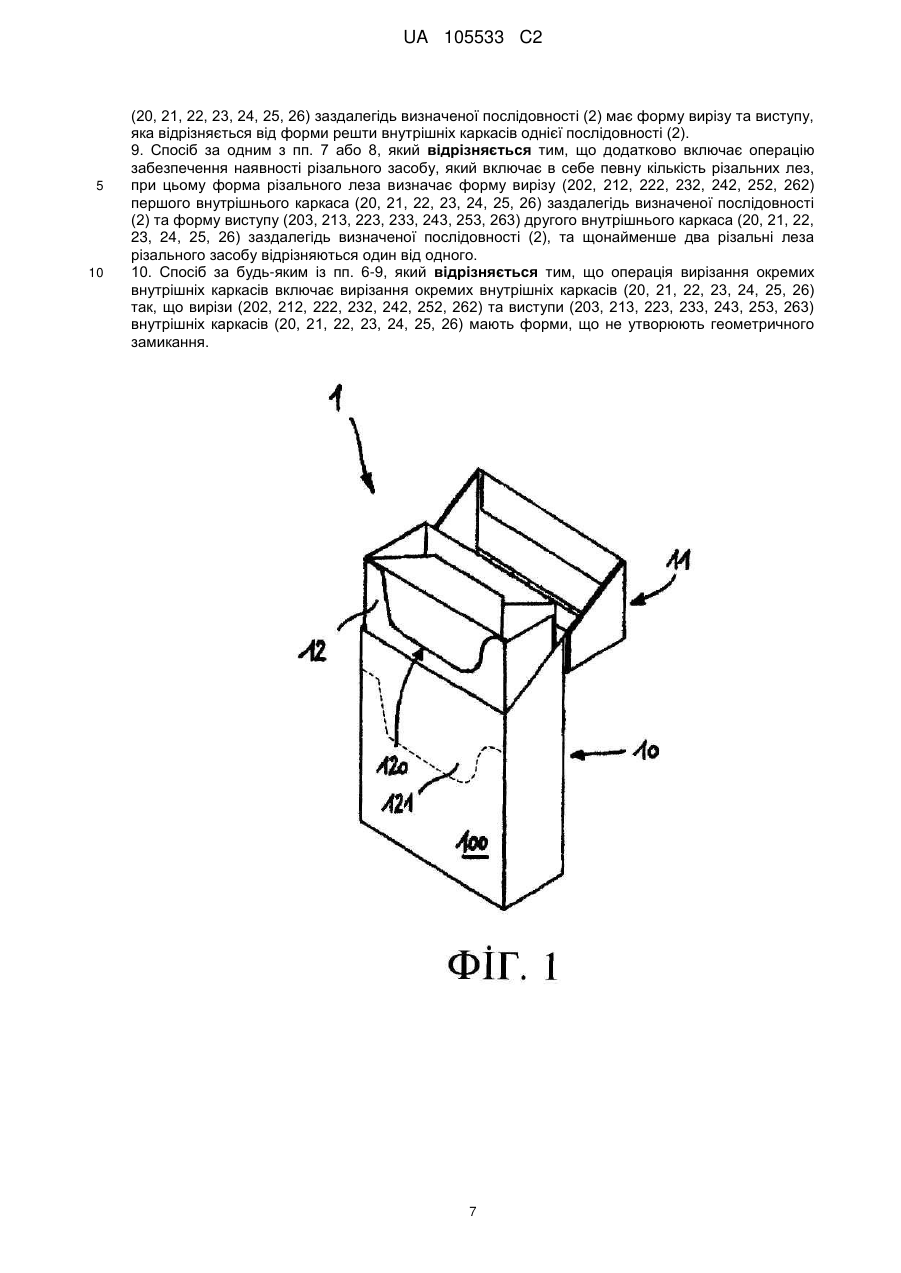
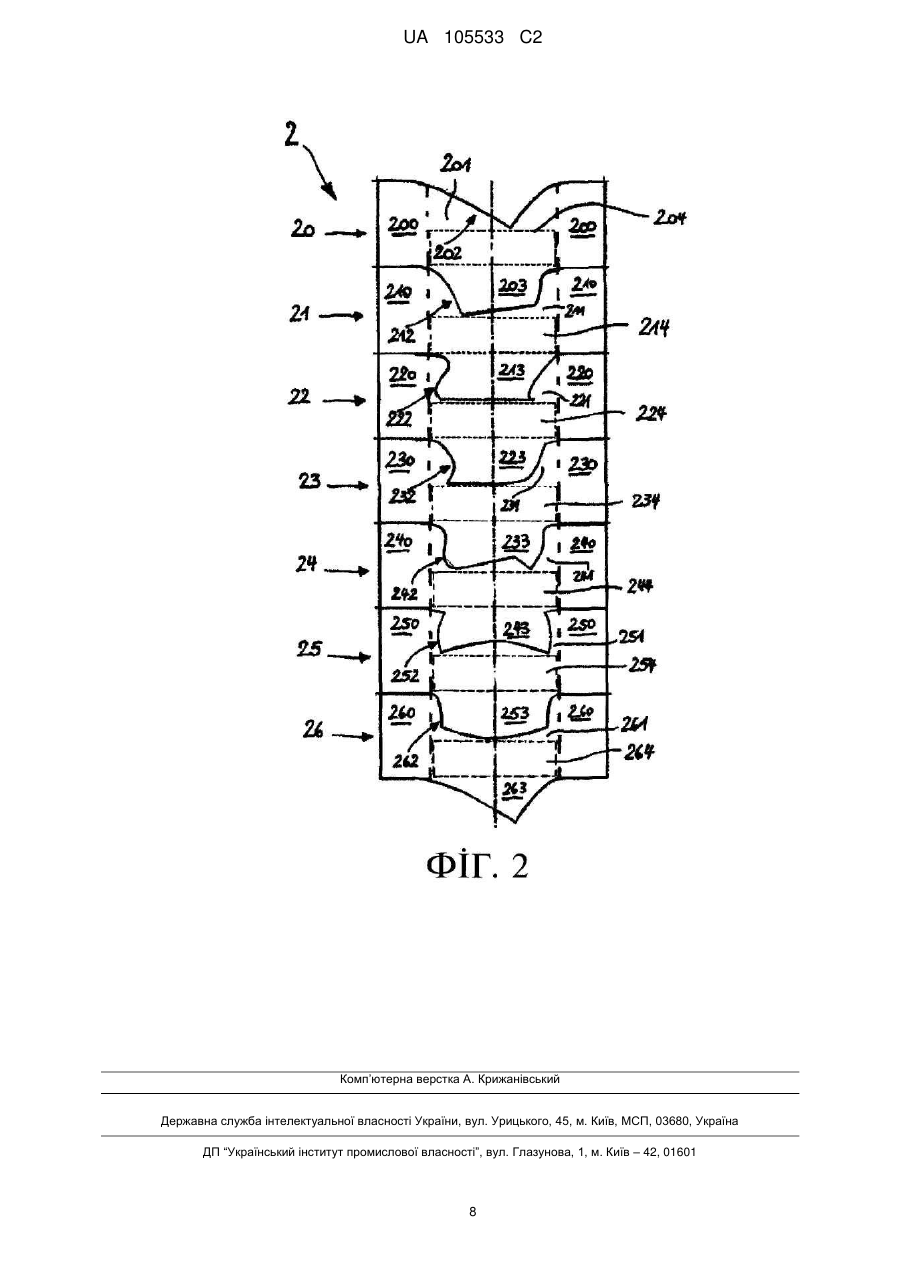
Реферат: Картонна коробка вміщує певну кількість упаковок, причому кожна упаковка (1) має форму по суті прямокутного паралелепіпеда та включає в себе кришку (11), коробку (10) та внутрішній каркас (11, 20, 21, 22, 23, 24, 25, 26), прикріплений до коробки. Кожний внутрішній каркас має передню стінку (201, 211, 221, 231, 241, 251, 261) та дві бічні стінки (200, 210, 220, 230, 240, 250, 260), причому кожна передня стінка внутрішнього каркаса має виріз (202, 212, 222, 232, 242, 252, 262) та виступ (203, 213, 223, 233, 243, 253, 263), і форми вирізу та виступу є різними для щонайменше двох упаковок у згаданій картонній коробці. UA 105533 C2 (12) UA 105533 C2 UA 105533 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід має відношення до картонної коробки, яка вміщує певну кількість несхожих упаковок, та способу виготовлення множини окремих внутрішніх каркасів із заготовки. Спосіб може бути застосований для виготовлення певної послідовності упаковок, які відрізняються одна від одної. Упаковки з відкидною кришкою використовують у багатьох галузях застосування. Зокрема, упаковки з відкидною кришкою добре відомі в галузі пакування споживчих виробів, таких як, наприклад, курильні вироби. Для транспортування та продажу споживачам пачки з відкидною кришкою звичайно складають в блоки та упаковують у картонні коробки, причому кожна така картонна коробка вміщує заздалегідь визначену кількість таких упаковок з відкидною кришкою, наприклад, десять таких упаковок з відкидною кришкою. Упаковка з відкидною кришкою включає в себе коробку та кришку, шарнірно прикріплену до коробки. Звичайно так званий "внутрішній каркас" прикріплений до внутрішньої поверхні передньої стінки коробки та заходить у кришку упаковки, коли упаковка закрита. Внутрішній каркас цього типу звичайно включає в себе передню стінку та дві бічні стінки. Передня стінка внутрішнього каркаса має виріз у верхній частині внутрішнього каркаса та виступ у нижній частині внутрішнього каркаса. Цей виріз внутрішнього каркаса полегшує доступ до споживчих виробів, вміщених у коробку. У процесі виробництва внутрішній каркас звичайно вирізають за замовленням із заготовки, яку звичайно виготовляють із рулону матеріалу. Вирізання окремих внутрішніх каркасів із суцільного матеріалу з рулону виконують без утворення відходів так, що форма вирізу одного певного внутрішнього каркаса відповідає виступу суміжного внутрішнього каркаса. Ці вирізи та виступи можуть бути вирізані із застосуванням обертового колеса з декількома лезами, прикріпленими до цього обертового колеса, або можуть бути вирізані із застосуванням висікального обладнання. Існує потреба в упаковках з відкидною кришкою, які мають підвищену привабливість для споживачів, в той самий час по суті зберігаючи без змін собівартість виготовлення упаковок. Картонна коробка за цим винаходом вміщує певну кількість упаковок, причому кожна упаковка має форму по суті прямокутного паралелепіпеда та включає в себе кришку, коробку та внутрішній каркас, прикріплений до коробки. Кожний внутрішній каркас має передню стінку та дві бічні стінки, причому кожна передня стінка внутрішнього каркаса має виріз та виступ. Форма вирізу та виступу є різною для щонайменше двох упаковок. Форма вирізу та виступу може бути різною для більш ніж двох з упаковок, вміщених у таку картонну коробку. Таким чином, відкриваючи кожного разу нову упаковку з цієї картонної коробки, споживач може бути здивований індивідуальним характером внутрішнього каркаса іншої форми. У процесі високопродуктивного виробництва картонних коробок на відомому пакувальному обладнанні згадані картонні коробки автоматично складають навколо певної кількості упаковок з відкидною кришкою, виготовлених так, що утворилася певна послідовність. За цим винаходом упаковки з відкидною кришкою з різними внутрішніми каркасами виготовляють так, щоб утворилася певна послідовність, як більш докладно описано нижче. Це уможливлює виготовлення картонних коробок за цим винаходом на відомому обладнанні з високою продуктивністю та лише з незначними змінами. Терміни "передній", "задній", "верхній" "нижній", "боковий", "верх", "низ" та інші терміни, вжиті для визначення відносних положень елементів упаковок за цим винаходом, стосуються упаковки, яка перебуває у вертикальному положенні з кришкою з верхнього торця та шарніром на задній стінці. Коли упаковка, яка перебуває у вертикальному положенні, відкрита, то споживчі вироби, вміщені у коробку, можна витягти з верхнього кінця упаковки. За варіантом, якому віддається перевага, кожний із внутрішніх каркасів має зонудруку, розташовану між його вирізом та його виступом. Така зона друку може бути використана, наприклад, для підвищення різноманітності дизайну упаковок, розташованих у одній картонній коробці. Наприклад, у зоні друку можуть бути надруковані оригінальні написи з інформацією для споживача. Такий оригінальний напис може бути визначений або випадково вибраний із набору оригінальних написів. За варіантом, якому віддається перевага, у картонній коробці за цим винаходом окремі внутрішні каркаси мають вирізи та виступи, форма яких не утворює геометричного замикання. Термін "не утворюють геометричного замикання" у цьому описі вжитий для визначення того, що суміжні виступи та вирізи мають таку форму, що відповідні суміжні внутрішні каркаси можуть бути легко відділені один від одного шляхом докладання зусилля у поздовжньому напрямку стрічки, з якої вони вирізані. Інакше кажучи, суміжні виступи та вирізи не мають жодних частин, форма яких утворює геометричне замикання, в той час як "частини, що утворюють геометричне 1 UA 105533 C2 5 10 15 20 25 30 35 40 45 50 55 60 замикання" мали б вимагати, щоб суміжні внутрішні каркаси мали бути підняті або опущені один відносно одного для їх відділення. За варіантом, якому віддається перевага, картонна коробка за цим винаходом загалом вміщує десять упаковок, однак може вміщувати будь-яку іншу прийнятну кількість упаковок. Предметом цього винаходу також є спосіб виготовлення множини окремих внутрішніх каркасів із заготовки. Цей спосіб включає: - вирізання окремих внутрішніх каркасів, кожний з яких має передню стінку та дві бічні стінки, із заготовки так, що кожна передня стінка внутрішнього каркаса має виріз та виступ, і так, що виступ та виріз суміжних внутрішніх каркасів відповідають один одному, - причому вирізання окремих внутрішніх каркасів виконують так, щоб множина внутрішніх каркасів із щонайменше двома різними формами вирізів та виступів була виготовлена з однієї заготовки. За варіантом, якому віддається перевага, операція вирізання окремих внутрішніх каркасів включає вирізання із заготовки множини серій внутрішніх каркасів так, щоб утворилася певна послідовність, причому кожна серія включає в себе однакову заздалегідь визначену послідовність внутрішніх каркасів, та внутрішні каркаси, що входять у послідовність, мають щонайменше дві різні форми вирізів та виступів. За варіантом, якому віддається перевага, упаковки з різними внутрішніми каркасами виготовляють так, щоб утворилася певна послідовність, відповідно до способу за цим винаходом. Таким чином картонна коробка може бути складена навколо певної кількості упаковок, виготовлених так, що утворилася певна послідовність, на відомому пакувальному обладнанні для виготовлення картонної коробки за цим винаходом. За варіантом, якому віддається перевага, операцію вирізання внутрішніх каркасів заздалегідь визначеної послідовності однієї серії виконують так, що кожний окремий внутрішній каркас заздалегідь визначеної послідовності має форму вирізу та виступу, яка відрізняється від форми решти внутрішніх каркасів однієї послідовності. Відповідно кожний внутрішній каркас однієї послідовності має унікальну форму у межах однієї послідовності, таким чином досягаючи максимальної кількості різних форм внутрішніх каркасів усередині однієї серії. За варіантом, якому віддається перевага, спосіб додатково включає операцію забезпечення наявності різального засобу, який включає в себе певну кількість різальних лез, при цьому форма різального леза визначає форму вирізу першого внутрішнього каркаса заздалегідь визначеної послідовності та форму виступу другого внутрішнього каркаса заздалегідь визначеної послідовності, та щонайменше два різальні леза різального засобу відрізняються один від одного. За варіантом, якому віддається перевага, різальний засіб являє собою обертовий різальний засіб. Альтернативно також можливий плоский засіб висікання. За варіантом, якому віддається перевага, операція вирізання окремих внутрішніх каркасів включає вирізання окремих внутрішніх каркасів так, що вирізи та виступи внутрішніх каркасів мають форми, що не утворюють геометричного замикання. Упаковки за цим винаходом можуть мати форму прямокутного паралелепіпеда з розташованими під прямим кутом поздовжніми та розташованими під прямим кутом поперечними ребрами. Термін "поздовжній" означає напрямок від нижньої до верхньої частини упаковки або навпаки. У заготовці внутрішніх каркасів термін "поздовжній" означає напрямок, паралельний зовнішнім ребрам бічних стінок внутрішнього каркаса. Термін "поперечний" означає напрямок, перпендикулярний до поздовжнього напрямку. Альтернативно упаковка може мати одне або більше заокруглених поздовжніх ребер, заокруглених поперечних ребер, скошених поздовжніх ребер, скошених поперечних ребер або їх комбінації. Наприклад, упаковка за цим винаходом може без обмежень мати: - одне або два поздовжні заокруглені або скошені ребра на передній стінці та/або - одне або два поздовжні заокруглені або скошені ребра на задній стінці; - одне або два поперечні заокруглені або скошені ребра на передній стінці та/або - одне або два поперечні заокруглені або скошені ребра на задній стінці; - одне поздовжнє заокруглене ребро та одне поздовжнє скошене ребро на передній стінці та/або - одне поперечне заокруглене ребро та одне поперечне скошене ребро на задній стінці; - одне або два поперечні заокруглені або скошені ребра на передній стінці та одне або два поздовжні заокруглені або скошені ребра на передній стінці; - два поздовжні заокруглені або скошені ребра на передній бічній стінці або два поперечні заокруглені або скошені ребра на другій бічній стінці. Якщо упаковка має одне або більше заокруглені ребра та виготовлена з плоскої заготовки, то за варіантом, якому віддається перевага, ця заготовка має три, чотири, п'ять, шість або сім 2 UA 105533 C2 5 10 15 20 25 30 35 40 45 50 55 60 бігованих або рильованих ліній для утворення заокругленого ребра у складеній упаковці. Ці біговані або рильовані лінії можуть бути виконані або зсередини, або ззовні упаковки. За варіантом, якому віддається перевага, біговані або рильовані лінії виконані на відстані від приблизно 0,3 мм до приблизно 4 мм одна від одної. За варіантом, якому віддається перевага, відстань між цими рильованими або бігованими лініями залежить від товщини плоскої заготовки. За варіантом, якому віддається перевага, відстань між рильованими або бігованими лініями становить від приблизно 0,5 товщини до приблизно 4 товщин плоскої заготовки. Якщо упаковка має одне або більше скошених ребер, то за варіантом, якому віддається перевага, ці одне або більше скошених ребер мають ширину від приблизно 1 мм до приблизно 10 мм, а за варіантом, якому віддається більша перевага, — від приблизно 2 мм до приблизно 6 мм. Альтернативно упаковка може мати подвійний скіс, утворений трьома паралельними бігованими лініями або рильованими лініями, які розташовані на такій відстані одна від одної, що утворюють два різні скоси на ребрі упаковки. Альтернативно упаковка може мати не прямокутний поперечний переріз, а, наприклад, багатокутний поперечний переріз, такий як трикутний, чотирикутний або шестикутний, або ж овальний, напівовальний, круглий або напівкруглий поперечний переріз. Якщо упаковка має скошене ребро та виготовлена з плоскої заготовки, то цей скіс може бути утворений двома паралельними, бігованими або рильованими, лініями на плоскій заготовці. Біговані або рильовані лінії можуть бути розташовані симетрично відносно ребра між першою стінкою та другою стінкою. Альтернативно ці біговані лінії або рильовані лінії можуть бути розташовані несиметрично відносно ребра між першою стінкою та другою стінкою так, що скіс простягається у першу стінку упаковки далі, ніж у другу стінку упаковки. Упаковка може бути виготовлена з будь-яких прийнятних матеріалів, до яких належать, але без обмеження ними, такі матеріали як цупкий папір, багатошаровий картон, пластик, метал або їх комбінації. За варіантом, якому віддається перевага, цупкий папір має питому масу від 2 2 приблизно 100 г/м до приблизно 350 г/м . Упаковки за цим винаходом можуть бути застосовані для пакування різноманітних споживчих виробів. За варіантами здійснення, яким віддається особлива перевага, упаковки за цим винаходом застосовують для пакування курильних виробів. Упаковки за цим винаходом переважно можуть бути застосовані для пакування курильних виробів, в тому числі, але без обмеження ними, відомих курильних виробів: курильних виробів із жевріючим кінцем, таких як сигарети, сигари або сигарили, нагрівних курильних виробів, які включають в себе горючий паливний елемент, або джерело тепла, та аерозолетвірний субстрат (наприклад, сигарет, описаних в US-A-4,714,082), a також курильних виробів для застосування в електричних курильних системах (наприклад, сигарет, описаних в US-A-5,692,525). Упаковки за цим винаходом шляхом відповідного вибору їх розмірів можуть бути виконані так, щоб вміщувати різну загальну кількість курильних виробів або дозволяти різне розташування курильних виробів. Наприклад, упаковки за цим винаходом шляхом відповідного вибору їх розмірів можуть бути виконані так, щоб вміщувати загалом від десяти до тридцяти курильних виробів. Упаковки за цим винаходом можуть вміщувати один, два, три, чотири або п'ять окремих пакунків споживчих виробів. Ці окремі пакунки можуть бути розташовані загалом паралельно передній стінці та задній стінці або загалом перпендикулярно передній стінці та задній стінці. Усередині пакунка курильні вироби можуть бути розташовані за різними схемами залежно від загальної кількості курильних виробів, від розмірів курильних виробів або форми поперечного перерізу упаковки. Наприклад, курильні вироби можуть бути розташовані у пакунку в один ряд із п'яти, шести, семи, восьми, дев'яти або десяти штук. Альтернативно курильні вироби можуть бути розташовані у два або більше рядів. Ці два або більше рядів можуть вміщувати однакову кількість курильних виробів. Наприклад, курильні вироби можуть бути розташовані у таких конфігураціях: два ряди з п'яти, шести, семи, восьми, дев'яти або десяти штук; три ряди з п'яти, шести, семи, восьми, дев'яти або десяти штук; або чотири ряди з чотирьох, п'яти, шести або семи штук. Альтернативно ці два або більше рядів можуть вміщувати щонайменше два ряди з різною кількістю курильних виробів у кожному з цих рядів. Наприклад, курильні вироби можуть бути розташовані у таких конфігураціях: ряд із п'яти та ряд із шести штук (конфігурація 5-6); ряд із шести та ряд із семи штук (конфігурація 6-7); ряд із семи та ряд із восьми штук (конфігурація 7-8); середній ряд із п'яти та два зовнішні ряди із шести штук (конфігурація 6-5-6); середній ряд із п'яти та два зовнішні ряди із семи штук (конфігурація 7-5-7); середній ряд із шести та два зовнішні ряди з п'яти штук (конфігурація 5-6-5); середній ряд із шести та два зовнішні ряди із семи штук (конфігурація 7-6-7); середній ряд із семи та два 3 UA 105533 C2 5 10 15 20 25 30 35 40 45 50 55 зовнішні ряди із шести штук (конфігурація 6-7-6); середній ряд із дев'яти та два зовнішні ряди з восьми штук (конфігурація 8-9-8) або середній ряд із шести, один зовнішній •ряд із п'яти та один зовнішній ряд із семи штук (конфігурація 5-6-7). Упаковки за цим винаходом можуть вміщувати курильні вироби однакового типу чи марки або різних типів чи марок. Додатково можуть бути вміщені як курильні вироби без фільтра, так і курильні вироби з різними фільтрувальними мундштуками, а також курильні вироби різної довжини (наприклад, від приблизно 40 мм до приблизно 180 мм), діаметра (наприклад, від приблизно 4 мм до приблизно 9 мм). Крім того, курильні вироби можуть відрізнятися міцністю смаку, опором просмоктуванню та загальним вмістом смол. У випадках, якщо упаковка вміщує декілька пакунків, кожний пакунок усередині однієї упаковки може вміщувати однакові або різні види курильних виробів, як зазначено вище. За варіантом, якому віддається перевага, розміри упаковки відповідають довжині курильних виробів та схемі розташування курильних виробів. Звичайно зовнішні розміри упаковки на приблизно 0,5-5 мм більші, ніж розміри пакунка курильних виробів, розташованих усередині упаковки. За варіантом, якому віддається перевага, упаковки за цим винаходом мають висоту від приблизно 60 мм до приблизно 150 мм, а за варіантом, якому віддається більша перевага, — висоту від приблизно 70 мм до приблизно 125 мм, причому висоту вимірюють від верхньої стінки до нижньої стінки упаковки. За варіантом, якому віддається перевага, упаковки за цим винаходом мають ширину від приблизно 12 мм до приблизно 150 мм, а за варіантом, якому віддається більша перевага, — ширину від приблизно 70 мм до приблизно 125 мм, причому ширину вимірюють від першої бічної стінки до другої бічної стінки упаковки. За варіантом, якому віддається перевага, упаковки за цим винаходом мають товщину від приблизно 6 мм до приблизно 100 мм, а за варіантом, якому віддається більша перевага, — товщину від приблизно 12 мм до приблизно 25 мм, причому товщину вимірюють від передньої стінки до задньої стінки упаковки (на якій розташований шарнір між коробкою та кришкою). За варіантом, якому віддається перевага, співвідношення висоти упаковки до товщини упаковки становить від приблизно 0,3/1 до приблизно 10/1, за варіантом, якому віддається більша перевага, - від приблизно 2/1 до приблизно 8/1, а за варіантом, якому віддається найбільша перевага, - від приблизно 3/1 до 5/1. За варіантом, якому віддається перевага, співвідношення ширини упаковки до товщини упаковки становить від приблизно 1/1 до приблизно 10/1, за варіантом, якому віддається більша перевага, — від приблизно 2/1 до приблизно 8/1, а за варіантом, якому віддається найбільша перевага, - від приблизно 2/1 до 3/1. За варіантом, якому віддається перевага, співвідношення висоти задньої стінки кришки упаковки до висоти задньої стінки упаковки становить від приблизно 0/1 (шарнір розташований на верхньому ребрі упаковки) до приблизно 1/1, за варіантом, якому віддається більша перевага, - від приблизно 1/5 до приблизно 1/10, а за варіантом, якому віддається найбільша перевага, - від приблизно 1/6 до 1/8. За варіантом, якому віддається перевага, співвідношення висоти передньої стінки кришки упаковки до висоти передньої стінки упаковки становить від приблизно 1/0 (кришка закриває передню стінку цілком) до приблизно 1/10, за варіантом, якому віддається більша перевага, - від приблизно 1/1 до приблизно 1/5, а за варіантом, якому віддається найбільша перевага, - від приблизно 1/2 до приблизно 1/3. Зовнішні поверхні упаковок за цим винаходом можуть мати виконаний на них друк, рельєфне чи плоскозаглиблене тиснення або інше оздоблення з логотипами виробника або бренду, товарними знаками, рекламними слоганами або іншою інформацією та вказівками для споживача. Альтернативно або додатково зовнішні поверхні упаковок за цим винаходом можуть бути принаймні частково металізовані, покриті лаком, голограмами, люмінесцентним матеріалом або будь-якими іншими матеріалами, які змінюють відчуття на дотик, запах або вигляд упаковки. У випадку, якщо внутрішній корпус упаковки за цим винаходом вміщує один або більше пакунків курильних виробів, то за варіантом, якому віддається перевага, курильні вироби загорнуті у внутрішню оболонку, виготовлену з, наприклад, металевої фольги або металізованого паперу. Якщо упаковка вміщує курильні вироби, то ця упаковка може також включати в себе відсіки для відходів (наприклад, для попелу або недопалків) або інших споживчих виробів, таких як, наприклад, сірники, запальнички, засоби гасіння, освіжувачі подиху або електронні пристрої. 4 UA 105533 C2 5 10 15 20 25 30 35 40 45 50 55 60 Інші споживчі вироби можуть бути прикріплені ззовні упаковки, розташовані усередині упаковки разом із курильними виробами, в окремому відсіку упаковки або за комбінаціями цих способів. За варіантом, якому віддається перевага, зовнішня обгортка, наприклад, являє собою прозору полімерну плівку з поліетилену високої або низької густини, поліпропілену, орієнтованого поліпропілену, полівініліденхлориду, целюлозної плівки або їх комбінацій. Лише у вигляді прикладу винахід нижче описаний з посиланнями на прикладені фігури, на яких: на Фіг. 1 показана відома упаковка з відкидною кришкою, яка включає в себе внутрішній каркас, прикріплений до внутрішньої поверхні передньої стінки коробки упаковки, та на Фіг. 2 показаний вид зверху на один із варіантів здійснення послідовності внутрішніх каркасів за цим винаходом, у якій всі внутрішні каркаси цієї послідовності мають різну форму. Упаковка 1 з відкидною кришкою, показана на Фіг. 1, має форму прямокутного паралелепіпеда та включає в себе коробку 10 та кришку 11, а також внутрішній каркас 12. Обгорнутий пакунок курильних виробів розташований усередині упаковки 1. Внутрішній каркас 12 має виріз 120 та виступ 121 (позначений пунктирною лінією), прикріплений до внутрішньої поверхні передньої стінки 100 коробки 10 та виступає догори з коробки 10. Як вже зазначено, внутрішні каркаси виготовляють окремо та прикріпляють до внутрішньої поверхні передньої стінки коробки. На Фіг. 2 показаний один із варіантів здійснення послідовності 2 із семи внутрішніх каркасів 20, 21, 22, 23, 24, 25 та 26, які можуть утворювати послідовність, що може бути вирізана із суцільної стрічки (заготовки), виготовленої з рулону матеріалу (не показаний). Кожний внутрішній каркас 20, 21, 22, 23, 24, 25, 26 обмежений лінією розрізу, показаною суцільною лінією на Фіг. 2. Як показано на Фіг. 2, кожний із внутрішніх каркасів 20, 21, 22, 23, 24, 25, 26 має іншу форму. Внутрішній каркас 20 має дві бічні стінки 200 та передню стінку 201. Пунктирні лінії між бічними стінками 200 та передньою стінкою 201 показують лінії згину внутрішнього каркаса 20. Передня стінка 201 має виріз 202, який має форму, подібну до трикутної. Крім того, передня стінка 201 має виступ 203, форма якого відповідає формі вирізу 212 суміжного внутрішнього каркаса 21. Внутрішній каркас 21 також має дві бічні стінки 210 та передню стінку 211, у якій виконані згаданий вище виріз 212 та виступ 213, форма якого відповідає формі вирізу 222 суміжного внутрішнього каркаса 22. Внутрішній каркас 22 має дві бічні стінки 220 та передню стінку 221, у якій виконані виріз 222 та виступ 223, форма якого відповідає формі вирізу 232 внутрішнього каркаса 23, який має дві бічні стінки 230 та передню стінку 231, у якій виконані виріз 232 та виступ 233, форма якого відповідає формі вирізу 242 суміжного внутрішнього каркаса 24. Внутрішній каркас 24 має дві бічні стінки 240 та передню стінку 241, у якій виконані згаданий вище виріз 242 та виступ 243, форма якого відповідає формі вирізу 252 суміжного внутрішнього каркаса 25, який має дві бічні стінки 250 та передню стінку 251, у якій виконані виріз 252, та виступ 253, форма якого відповідає формі вирізу 262 суміжного внутрішнього каркаса 26. Внутрішній каркас 26 має дві бічні стінки 260 та передню стінку 261, у якій виконані виріз 262 та виступ 263, форма якого відповідає формі вирізу суміжного внутрішнього каркаса (не показаного на Фіг. 2), виріз якого має форму, подібну до внутрішнього каркаса 20, оскільки послідовність 2, показана на Фіг. 2, починається знову. Незважаючи на те, що показана послідовність із семи різних внутрішніх каркасів, у межах однієї послідовності також можлива будь-яка інша кількість різних каркасів, що також охоплюється обсягом цього винаходу. Однак доцільна кількість різних форм каркасів однієї послідовності становить, наприклад, від семи до двадцяти різних форм. За варіантом, якому віддається особлива перевага, ця кількість становить десять, що відповідає кількості упаковок у картонній коробці. Як також показано на Фіг. 2, усі елементи: виріз 202 внутрішнього каркаса 20, виступ 203 та відповідний виріз 212, виступ 253 та відповідний виріз 262, виступ 263 та відповідний виріз суміжного внутрішнього каркаса (не показаний), який відповідає формі вирізу 202 внутрішнього каркаса 20, мають форми, що не утворюють геометричного замикання. Це означає, що внутрішні каркаси можуть бути відділені один від одного шляхом простого докладання зусилля у поздовжньому напрямку стрічки після вирізання окремих внутрішніх каркасів. Як також показано на Фіг. 2, усі елементи: виступ 223 внутрішнього каркаса 22 та відповідний виріз 232 суміжного внутрішнього каркаса 23, виступ 233 внутрішнього каркаса 23 та відповідний виріз 242 внутрішнього каркаса 24, виступ 243 та відповідний виріз внутрішнього каркаса 25 мають форми, що утворюють геометричне замикання. Це означає, що внутрішні каркаси не можуть бути відділені один від одного шляхом простого докладання зусилля у поздовжньому напрямку стрічки після вирізання окремих внутрішніх каркасів. Замість цього, внаслідок того, що вони мають форму, що утворює геометричне замикання, для відділення вони мають бути підняті/опущені один відносно одного. 5 UA 105533 C2 5 10 15 20 Незважаючи на те, що послідовність внутрішніх каркасів, що включає в себе внутрішні каркаси, які мають форми, що не утворюють геометричного замикання, та внутрішні каркаси, які мають форми, що утворюють геометричне замикання, як показано на Фіг. 2, також можливо виготовлення внутрішніх каркасів, які мають форми тільки одного виду (форми, що не утворюють геометричного замикання, або форми, що утворюють геометричне замикання), за варіантом, якому віддається перевага, внутрішні каркаси мають форми, що не утворюють геометричного замикання, та можуть бути легко відділені один від одного за способом, описаним вище. Крім того, як показано на Фіг. 2, внутрішні каркаси 20, 21, 22, 23, 24, 25, 26 можуть мати відповідно зону 214, 224, 234, 244, 254, 264 друку. Ця зона друку звичайно видима тоді, коли внутрішній каркас прикріплений до коробки незалежно від форми внутрішнього каркаса. Зона друку може використовуватися для нанесення тексту або зображень, які додатково підвищують привабливість коробки, або може використовуватися для друку реєстраційної інформації. Як вже зазначено, вирізання може бути здійснено у звичайний спосіб, наприклад, за допомогою різального колеса, до якого прикріплена відповідна кількість лез у потрібній послідовності (для варіанта здійснення, показаного на Фіг. 2, сім різних різальних лез можуть бути прикріплені до обертового різального колеса у бажаній послідовності). Альтернативно для вирізання окремих внутрішніх каркасів потрібного розміру та форми може бути застосований процес висікання. Незважаючи на те, що варіанти здійснення винаходу описані за допомогою креслень, цей винахід не обмежений описаними варіантами здійснення, і можуть бути виконані численні зміни без виходу за обсяг винаходу. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 60 1. Картонна коробка, яка вміщує певну кількість упаковок, виготовлених так, що утворилася певна послідовність, причому кожна упаковка (1) має форму по суті прямокутного паралелепіпеда та включає в себе кришку (11), коробку (10) та внутрішній каркас (11, 20, 21, 22, 23, 24, 25, 26), прикріплений до коробки, кожний внутрішній каркас має передню стінку (201, 211, 221, 231, 241, 251, 261) та дві бічні стінки (200, 210, 220, 230, 240, 250, 260), а кожна передня стінка внутрішнього каркаса має виріз (202, 212, 222, 232, 242, 252, 262) та виступ (203, 213, 223, 233, 243, 253, 263), і форми вирізу та виступу є різними для щонайменше двох упаковок. 2. Картонна коробка за п. 1, яка відрізняється тим, що форма вирізу (202, 212, 222, 232, 242, 252, 262) кожного з внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) упаковок, розташованих у одній картонній коробці, відрізняється від форми вирізу внутрішніх каркасів усіх інших упаковок, розташованих у одній картонній коробці. 3. Картонна коробка за одним з пп. 1 або 2, яка відрізняється тим, що кожний з внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) має зону (204, 214, 224, 234, 244, 254, 264) друку, розташовану між його вирізом та його виступом. 4. Картонна коробка за будь-яким із попередніх пунктів, яка відрізняється тим, що окремі внутрішні каркаси мають вирізи та виступи, форма яких не утворює геометричного замикання. 5. Картонна коробка за будь-яким із попередніх пунктів, яка відрізняється тим, що вміщує загалом десять упаковок. 6. Спосіб виготовлення множини окремих внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) із заготовки, який включає такі операції: - вирізання окремих внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26), кожний з яких має передню стінку (201, 211, 221, 231, 241, 251, 261) та дві бічні стінки (200, 20, 220, 230, 240, 25, 260), із заготовки так, що кожна передня стінка (201, 211, 221, 231, 241, 251, 261) внутрішнього каркаса має виріз (202, 212, 222, 232, 242, 252, 262) та виступ (203, 213, 223, 233, 243, 253, 263), і так, що виступ та виріз суміжних внутрішніх каркасів відповідають один одному, - причому вирізання окремих внутрішніх каркасів виконують так, щоб множина внутрішніх каркасів із щонайменше двома різними формами вирізів та виступів була виготовлена з однієї заготовки. 7. Спосіб за п. 6, який відрізняється тим, що операція вирізання окремих внутрішніх каркасів включає вирізання із заготовки множини серій внутрішніх каркасів так, щоб утворилася певна послідовність, причому кожна серія включає в себе однакову заздалегідь визначену послідовність (2) внутрішніх каркасів, та внутрішні каркаси, що входять у послідовність (2), мають щонайменше дві різні форми вирізів та виступів. 8. Спосіб за п. 7, який відрізняється тим, що вирізання внутрішніх каркасів заздалегідь визначеної послідовності (2) однієї серії виконують так, що кожний окремий внутрішній каркас 6 UA 105533 C2 5 10 (20, 21, 22, 23, 24, 25, 26) заздалегідь визначеної послідовності (2) має форму вирізу та виступу, яка відрізняється від форми решти внутрішніх каркасів однієї послідовності (2). 9. Спосіб за одним з пп. 7 або 8, який відрізняється тим, що додатково включає операцію забезпечення наявності різального засобу, який включає в себе певну кількість різальних лез, при цьому форма різального леза визначає форму вирізу (202, 212, 222, 232, 242, 252, 262) першого внутрішнього каркаса (20, 21, 22, 23, 24, 25, 26) заздалегідь визначеної послідовності (2) та форму виступу (203, 213, 223, 233, 243, 253, 263) другого внутрішнього каркаса (20, 21, 22, 23, 24, 25, 26) заздалегідь визначеної послідовності (2), та щонайменше два різальні леза різального засобу відрізняються один від одного. 10. Спосіб за будь-яким із пп. 6-9, який відрізняється тим, що операція вирізання окремих внутрішніх каркасів включає вирізання окремих внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) так, що вирізи (202, 212, 222, 232, 242, 252, 262) та виступи (203, 213, 223, 233, 243, 253, 263) внутрішніх каркасів (20, 21, 22, 23, 24, 25, 26) мають форми, що не утворюють геометричного замикання. 7 UA 105533 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюCarton with a set of different containers
Автори англійськоюLutzig, Bodo-Werner, Ozono, Koko
Автори російськоюЛутциг Бодо-Вернер, Одзоно Коко
МПК / Мітки
МПК: B65D 85/10
Мітки: упаковок, виготовлення, цих, картонна, спосіб, яка, певну, коробка, кількість, вміщує, внутрішніх, каркасів
Код посилання
<a href="https://ua.patents.su/10-105533-kartonna-korobka-yaka-vmishhueh-pevnu-kilkist-upakovok-ta-sposib-vigotovlennya-vnutrishnikh-karkasiv-cikh-upakovok.html" target="_blank" rel="follow" title="База патентів України">Картонна коробка, яка вміщує певну кількість упаковок, та спосіб виготовлення внутрішніх каркасів цих упаковок</a>
Коробка, яка вміщує сипкий курильний матеріал
Номер патенту: 92743
Опубліковано: 10.12.2010
Автор: Дісавіно Вінченцо
МПК: A24F 23/00, B65D 5/00
Мітки: коробка, яка, курильний, вміщує, сипкий, матеріал
Формула / Реферат:
1. Коробка (2)(62), яка вміщує сипкий курильний матеріал (4) та утворена із суцільної заготовки (40, 50), причому коробка (2)(62) являє собою до суттєвої міри жорстке вмістище, яке включає в себе:контейнер (6), який вміщує сипкий курильний матеріал (4) і має отвір для уможливлення доступу досередини;клапан (8), який виконаний як єдине ціле з контейнером (6) та здатний перебувати у згорнутому положенні, в якому клапан (8)...
Картонна коробка для упакування контейнерів на зразок пакетів для напоїв, пристрій та спосіб для закриття картонної коробки
Номер патенту: 104955
Опубліковано: 25.03.2014
Автори: Курц Міхаель, Ембах Вольфганг
Мітки: напоїв, упакування, картонної, пристрій, спосіб, коробки, коробка, контейнерів, зразок, закриття, пакетів, картонна
Формула / Реферат:
1. Картонна коробка (1) для упакування контейнерів на зразок пакетів для напоїв, установлена на двох сторонах, іменованих нижніми поверхнями (2), у відкритому стані, й утримуюча дві половини (3а, 3b), відкриті зверху, причому кожна нижня поверхня (2) обмежена по чотирьох сторонах сторонами картонної коробки, а половини (3а, 3b) мають одну загальну поздовжню сторону (4), зігнуту посередині у відкритому стані, на поперечних сторонах (8)...
Картонна коробка
Номер патенту: 49645
Опубліковано: 15.09.2004
Автор: Сароян Гагик Петросович
МПК: B65D 5/20
Формула / Реферат:
1. Стенд з натяжним пристроєм для вивчення роботи ланцюгових русел, який має ведучий та відомий вали, які закріплені на валах зірочок для установки ланцюгів, які переміщуються між тискненними планками, який відрізняється тим, що ланцюгова магістраль укладається у особисте русло, яке забезпечується енергією руху.2. Стенд за п. 1, який відрізняється тим, що у основній частині магістралі ланцюга розташовується натяжний пристрій, який...
Картонна коробка
Номер патенту: 13119
Опубліковано: 28.02.1997
Автори: Мєньшіков Алєксандр Васільєвіч, Грінцвайг Юхим Григорович
МПК: B65D 5/00
Формула / Реферат:
(57) Картонная коробка, содержащая днище, двойные боковые и торцевые стенки с наружными и внутренними участками и примыкающими к внутренним участкам отогнутыми полосами, окантовывающими днище изнутри, соединенные с торцевыми стенками клапаны, размещенные между внутренними и наружными участками боковых стенок, и расположенный внутри коробки на ее днище вкладыш, изготовленный из плоской заготовки, разделенной параллельными линиями перегибов на...
Спосіб виготовлення каркасів покришок пневматичних шин
Номер патенту: 6643
Опубліковано: 29.12.1994
Автори: Дорошенко Володимир Іванович, Сітало Володимир Гаврилович, Таталін Борис Федорович, Скорняков Едуард Сергійович, Шапка Володимир Леонідович, Растєряєв Юрій Карпович, Плотник Маргарита Теймуразовна, Воронов Володимир Миколайович
МПК: B29D 30/08
Мітки: покришок, виготовлення, спосіб, пневматичних, шин, каркасів
Формула / Реферат:
(57) Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что справку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса...
Попередній патент: Спосіб перетворення вихідного сигналу ємнісного чутливого елемента датчика та пристрій для його реалізації
Наступний патент: Жаростійка аустенітна сталь, яка має високу стійкість до розтріскування при знятті напруження
Випадковий патент: Спосіб і установка для сухого подрібнення твердих тіл (варіанти)