Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 105947
Опубліковано: 10.07.2014
Автори: Возняк Андрій Васильович, Білошенко Віктор Олександрович, Возняк Юрій Васильович
Формула / Реферат
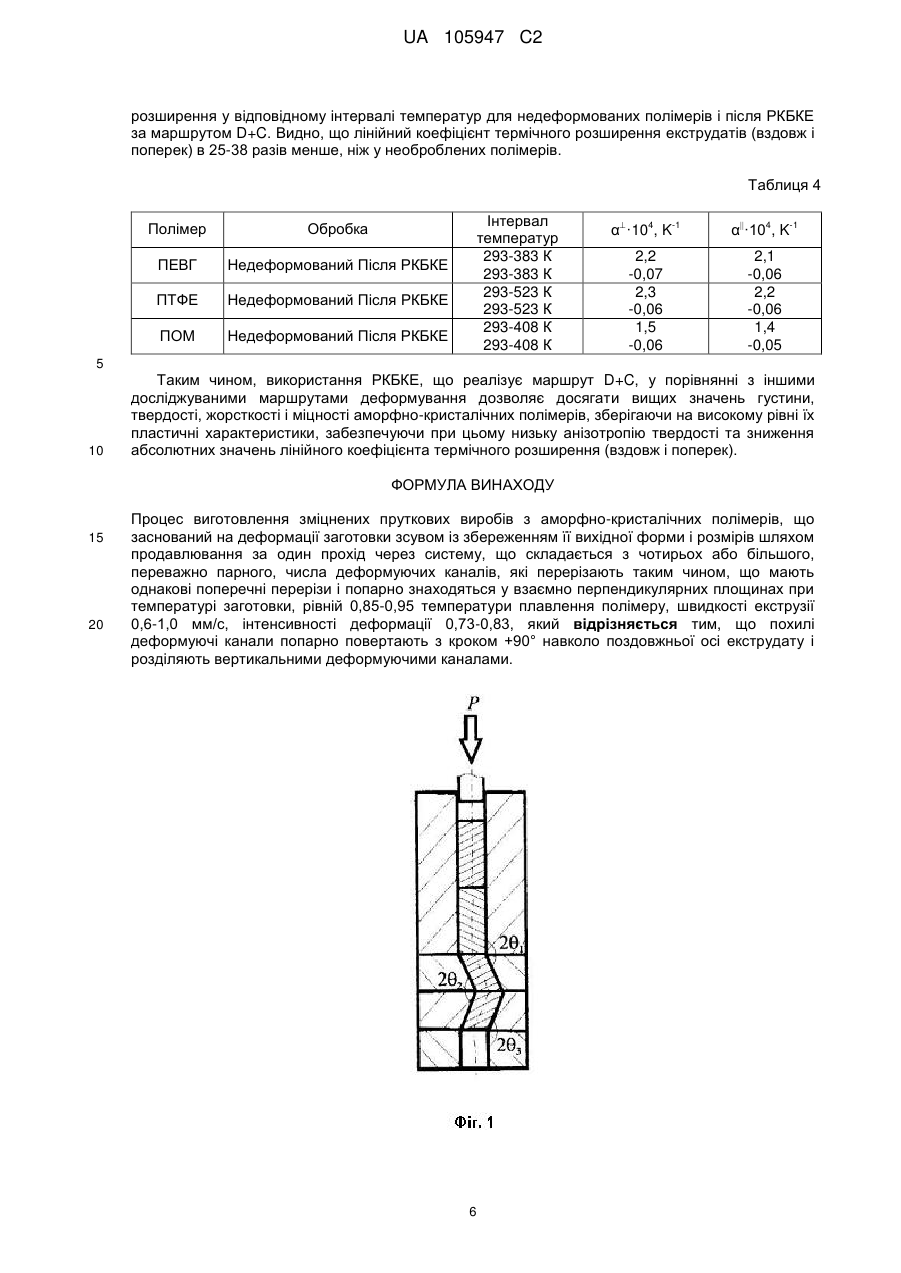
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що заснований на деформації заготовки зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з чотирьох або більшого, переважно парного, числа деформуючих каналів, які перерізають таким чином, що мають однакові поперечні перерізи і попарно знаходяться у взаємно перпендикулярних площинах при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, швидкості екструзії 0,6-1,0 мм/с, інтенсивності деформації 0,73-0,83, який відрізняється тим, що похилі деформуючі канали попарно повертають з кроком +90° навколо поздовжньої осі екструдату і розділяють вертикальними деформуючими каналами.
Текст
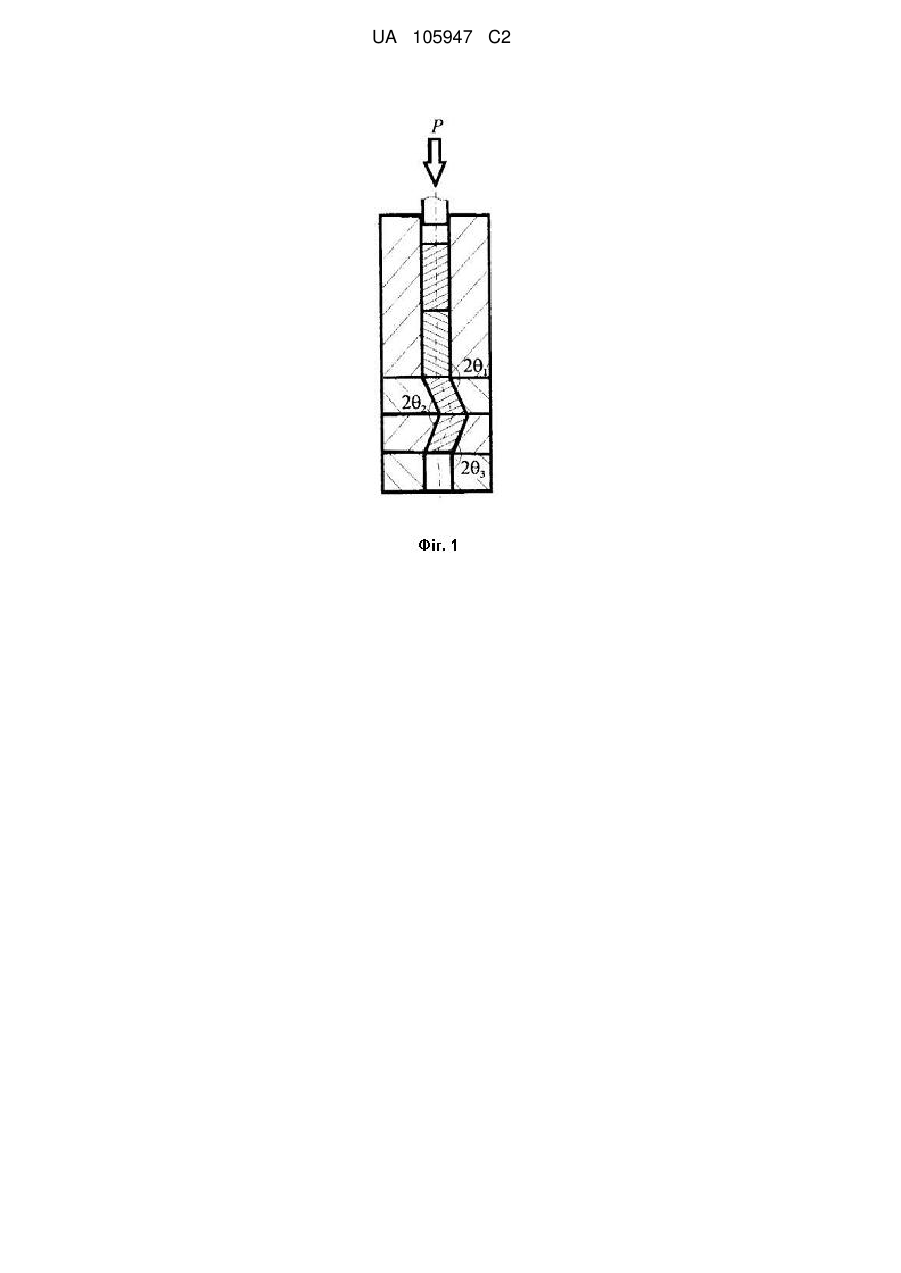
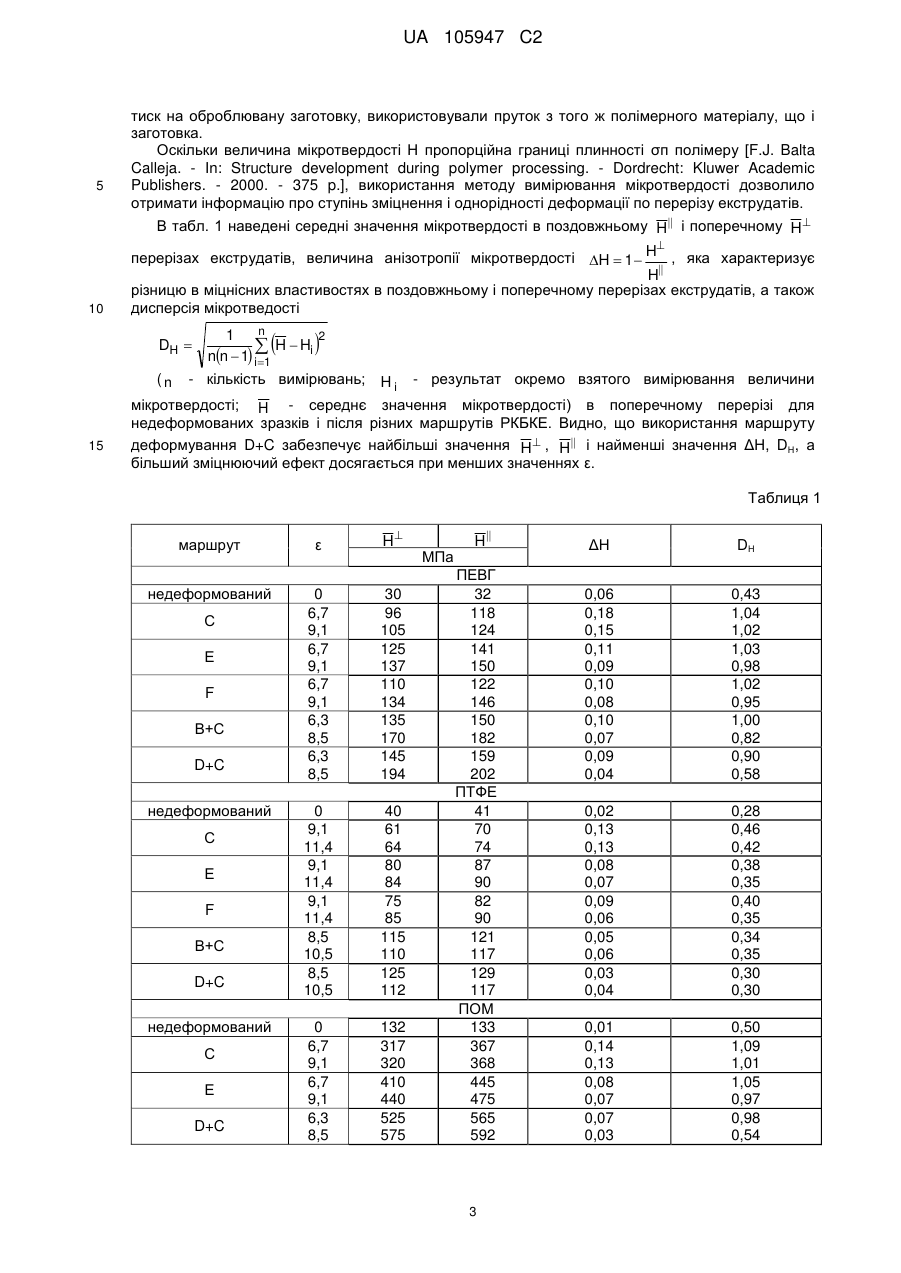
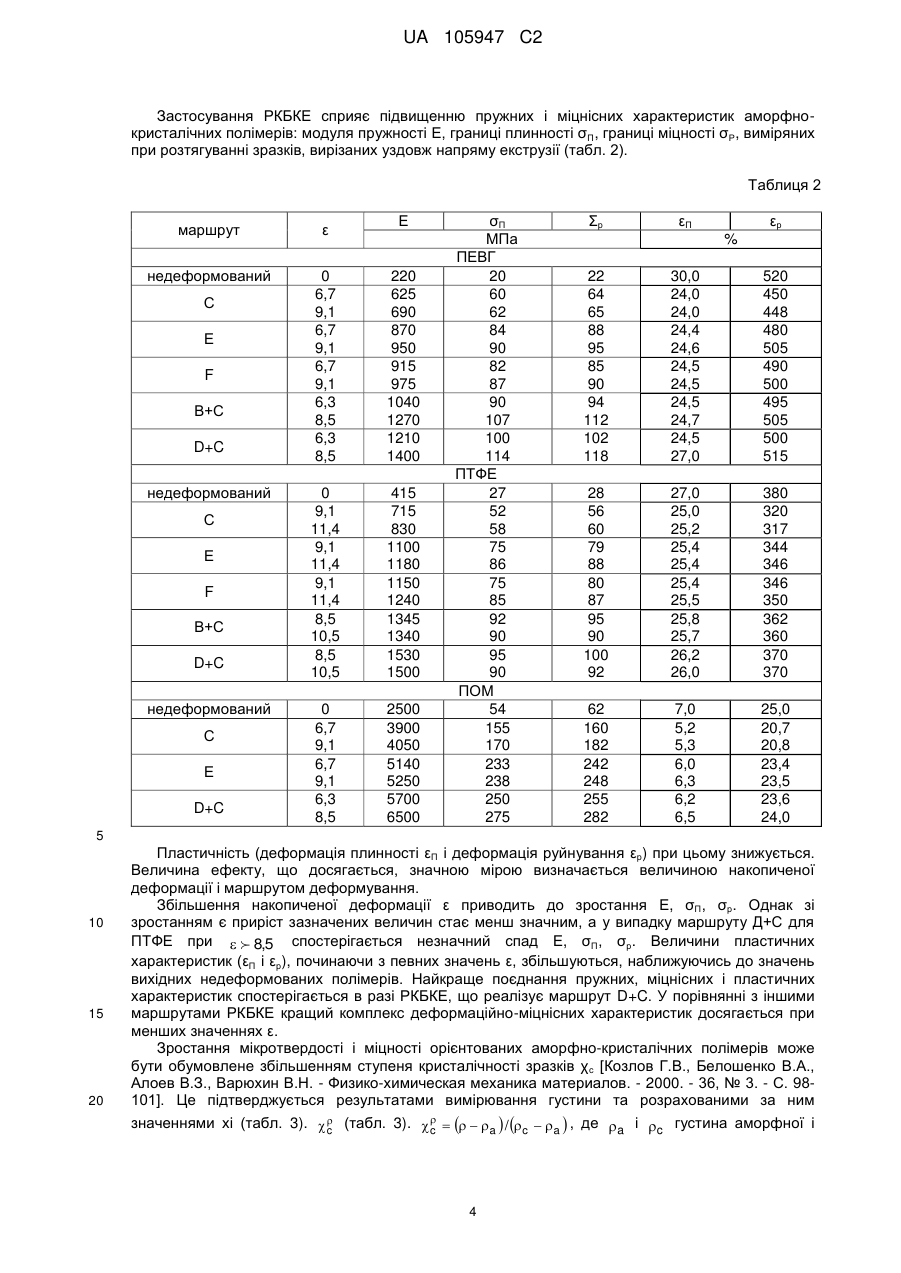
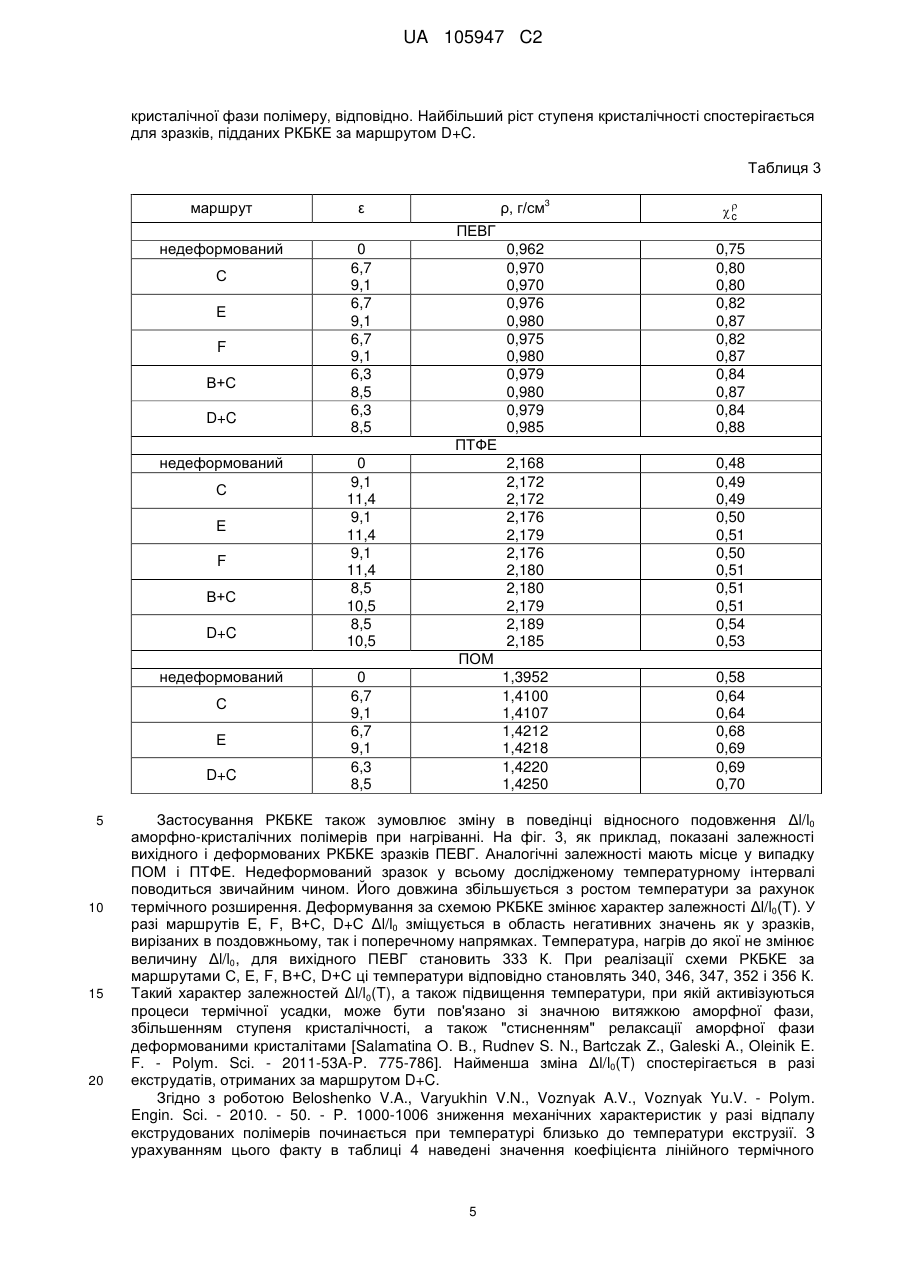
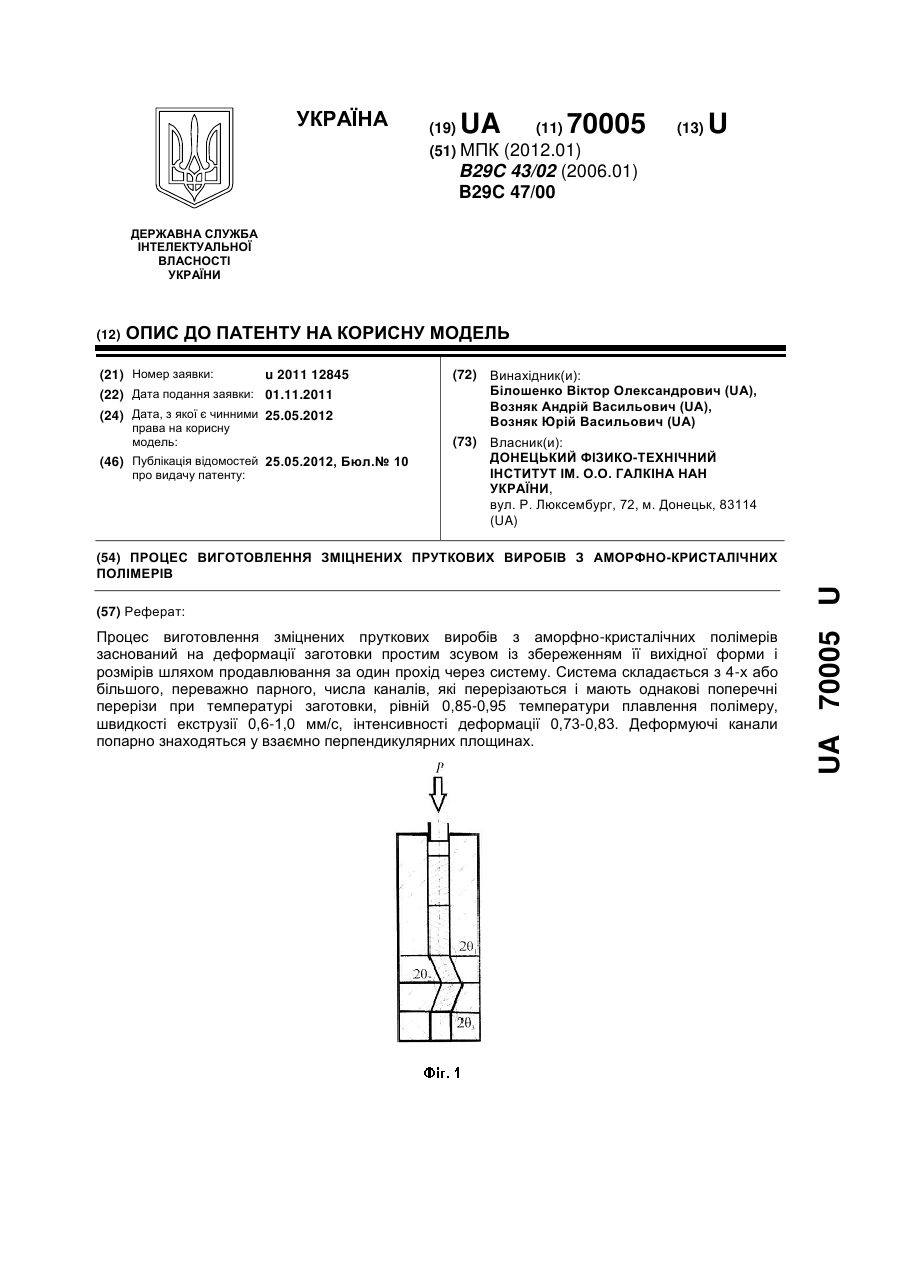
Реферат: Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів заснований на деформації заготовки зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з чотирьох або більшого, переважно парного, числа деформуючих каналів, які перерізають таким чином, що мають однакові поперечні перерізи і попарно знаходяться у взаємно перпендикулярних площинах при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, швидкості екструзії 0,6-1,0 мм/с, інтенсивності деформації 0,73-0,83. Похилі деформуючі канали попарно повертають з кроком +90° навколо поздовжньої осі екструдату і розділяють вертикальними деформуючими каналами. UA 105947 C2 (12) UA 105947 C2 UA 105947 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області твердофазної переробки полімерних матеріалів, зокрема отриманню пруткових виробів з поліпшеними фізико-механічними характеристиками із полімерів з аморфно-кристалічною структурою. Вона може бути використана в різних областях техніки, де полімери застосовуються як конструкційні матеріали. Відомі способи виготовлення зміцнених полімерних пруткових виробів засновані на твердофазній екструзії циліндричної заготовки [В.А. Белошенко, А.А. Аскадский, В.Н. Варюхин. Успехи химии. - 1998. - 67, № 11. - с. 1044-1067; Сверхвысокомодульные полимеры/ Под. ред. А. Чиферии, И. Уорда. - Л.: Химия. - 272 с; Белошенко В.А., Варюхин В.Н., Спусканюк В.З. Теория и практика гидроэкструзии. - Киев: Наукова думка, 2007. - 246 с]. Вони дозволяють істотно підвищувати модулі пружності та границі плинності матеріалів, що деформуються, за рахунок створення орієнтованої структури. Проте деформація вихідної заготовки супроводжується зміною її розмірів, що не завжди бажано. З цієї ж причини проблематично отримання виробів великого діаметра. Відомий також спосіб твердофазного зміцнення шляхом деформації полімерної заготовки осадкою [В.М. Шепель, В.А. Белошенко, В.Г. Слободина. - Физика и техника высоких давлений. - 1992. - 2, № 3. - С. 76-79]. Його можливості обмежуються порівняно короткими заготовками, а сам метод вимагає великих зусиль для реалізації процесу деформації, що призводить до швидкого зносу оснастки. Останніми роками значний інтерес викликають методи твердофазної екструзії, які засновані на простому зсуві, що входять до групи методів інтенсивної пластичної деформації і використовуються для отримання наноструктурних металевих матеріалів [Р.З. Валиев, И.В. Александров. Наноструктурные материалы, полученные интенсивной пластической деформацией. - М: Логос. - 2000. - 280 с]. В роботах Sue H.-J., Li C.K.-Y. -J.Mater. Sci. Lett. 1998. -17, N10. - P. 853-856; Campbell В., Edward G. - Plast. Rubb. Comp. - 1999. - 28, N10. - P. 467-475; Xia Z., Sue H.-J., Hsieh A.J., Huang J. W.-L. - J. Polym. Sci. - 2001. - 39B, N12. - P. 13941403; Phillips A., Zhu P., Edward G. - Macromolecules. - 2006. - 39, N17. - P. 5796-5803; Wang Z.G., Xia Z.-Y., Yu Z.-Q., Chen E.-Q., Sue H.-J., Han C.C., Hsiao B.S. - Macromolecules. - 2006. - 39. P. 2930-2939; Kitogawa M., Kozaki T. - J. Society. Mater. Sci., Japan. - 2006. - 55. - P. 37-41; Boulahia R., Gloaguen J.M., Zairi F., Nait-Abdelaziz M., Sequela R., Boukharouba Т., Lefebvre J.M. Polymer. 2009. - 50. - P. 5508-5517; Aour В., Zairi F., Boulahia, M., Nait-Abdelazizi, J.M. Gloaguen, J.M. Lefebvre-Comput. Mater. Sci. - 2009. - 45. - P. 646-652; Aour В., Zairi F., Nait-Abdelazizi M., Gloaguen J.M., Lefebvre J.M. - Mater. Sci. Eng. - 2010. - P. 71-78; Aour В., Zairi F., Nait-Abdelaziz M., Gloagnen J.M., Lefebvre J.M. - Key Eng. Mater. - 2010. - 424. - 71-78; Wang Т., Tang S., Chen J. - J. Appl. Polym. Sci. - 2011. - 122, N3. - P. 2146-2158; Qiu J., Murata Т., Wu X., Kitagawa M., Kudo M. - J. Mater. Proc. Tech. - 2012. - 212. - P. 1528-1536; Li H., Huang X., Huang C, Zhao Y. - J. Appl. Polym. Sci. - 2012. - 123. - P. 2226-2227 показана перспективність застосування одного з них рівноканальної кутової екструзії (РККЕ) для модифікації структури і властивостей аморфнокристалічних полімерів. РККЕ здійснюється шляхом продавлювання полімерної заготовки через два суміжні канали, які перерізаються та знаходяться в одній площині, мають однаковий поперечний переріз, відповідний перерізу заготовки. На відміну від традиційних способів реалізації твердофазної екструзії, РККЕ не приводить до зміни геометрії і розмірів полімерної заготовки, проте може покращувати її фізико-механічні характеристики. З метою структурної модифікації аморфно-кристалічних полімерів отримав розповсюдження також модифікований варіант РККЕ рівноканальна багатокутова екструзія (РКБКЕ) (Белошенко В.А., Возник А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С. 1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Eng. Sci. - 2010. - 50. - P. 1000-1006; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Eng. Sci. 2011. - 51-P. 1092-1098; Beloshenko V.A., Voznyak A.V., Voznyak Yu.V. - High Pres. Res. - 2011. 31. - P. 153-157; Beloshenko V.A., Voznyak A.V., Voznyak Yu.V., Glasunova V.A., Konstantinova Т.Е. - Polym. Eng. Sci. - 2012. - 52-P. 1815-1820). У разі РКБКЕ заготовка продавлюється через пристрій, який складається з декількох пар каналів одного діаметра, що перерізаються під заданими кутами. Таким чином, при РКБКЕ в каналі реалізується декілька зон зсувної деформації, що дозволяє вирішувати проблему накопичення великих пластичних деформацій за один цикл процесу і, як результат, забезпечувати більш високий рівень фізико-механічних властивостей полімерів. Знакозмінний характер деформації при РКБКЕ обумовлює формування низької анізотропії міцнісних властивостей по перерізах екструдатів і збереження на високому рівні їх пластичних характеристик. Найближчим аналогом-прототипом є технічне рішення, що відображене в описі до патенту України на корисну модель № 70005 В29С43/02, В29С47/00. Загальною ознакою винаходу, що заявляється, і прототипу є використання процесу РКБКЕ, який полягає в тому, що вихідну 1 UA 105947 C2 5 10 15 20 25 30 35 40 45 50 полімерну заготовку продавлюють за один прохід через забезпечену нагрівачем систему з чотирьох або більше каналів, які перерізаються, мають однаковий поперечний переріз та попарно знаходяться у взаємно перпендикулярних площинах при температурі заготовки, яка дорівнює 0,85-0,95 температури плавлення полімеру, швидкості екструзії 0,6-1,0 мм/с, інтенсивності деформації 0,73-0,83. Застосування РКБКЕ для обробки аморфно-кристалічних полімерів, як випливає з опису до патенту № 70005, підвищує їх густину, жорсткість і міцність, зберігаючи на високому рівні пластичні характеристики, забезпечуючи при цьому низьку анізотропію твердості і границі плинності. В основу винаходу поставлена задача удосконалення відомого способу твердофазної структурної модифікації аморфно-кристалічних полімерів за рахунок зміни положень площин і напрямів деформації простого зсуву (деформуючих каналів) щодо поздовжньої осі заготовки з метою підвищення пружних і міцнісних властивостей при збереженні на високому рівні їх пластичності, зменшення анізотропії міцнісних властивостей по перерізах екструдатів, зниження абсолютних значень лінійного коефіцієнта термічного розширення (вздовж і поперек). Поставлена задача розв'язується тим, що у способі вихідну полімерну заготовку продавлюють за один прохід через забезпечену нагрівачем систему з 4-х або більшого, переважно парного, числа каналів, які перерізаються і мають однаковий поперечний переріз, що відповідає перерізу заготовки, вхідний і вихідний канали якої виконані вертикально співвісними, а похилі деформуючі канали попарно знаходяться у площинах, що повертаються з кроком +90° навколо поздовжньої осі екструдату і розділені вертикальними деформуючими каналами при температурі екструзії, рівній (0,85-0,95)Тпл (Тпл - температура плавлення), швидкості екструзії Ve=0,6-1,0 мм/с, інтенсивності деформації ΔГ1=0,73-0,83. Пропонований спосіб обґрунтовується відомими фактами і результатами виконаних авторами досліджень, а саме: - Зміна маршрутів деформування (положення площини і напряму простого зсуву) забезпечує різноманітні варіанти просторового розвитку деформації і утворення текстур, як результат досягається можливість в широких межах змінювати комплекс деформаційно-міцнісних характеристик полімерів [Хіа Z., Hartwing Т., Sue H.-J. - J. Macromol. Sci. - 2004. - 43B, N2. - P. 385-403; Aour В., Zairi F., Nait-Abdelaziz M., Gloagnen J.M., Lefebvre J.M. - Key Eng. Mater. - 2010. - 424. - 71-78]. - Ефективне накопичення пластичної деформації реалізується при деформуванні без проміжного охолодження екструдатів [Ward І.М., Taraiya А.К., Coates P.D. Solid state extrusion and die drawing/Eds. I.M. Ward, P.D. Coates, M.M. Dumoulin // Solid phase processing of polymers. Munich: Hanser Publishers, 2000. - P. 328-367; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Engin. Sci. - 2010. - 50. - P. 1000-1006]. Відомості, що підтверджують можливість реалізації винаходу Дослідження проводили на різних полімерах з аморфно-кристалічною структурою: поліетилені високої густини (ПЕВГ) - CESTILENE HD1000, QUADRANT; політетрафторетилені (ПТФЕ) - P.T.F.E., QUADRANT; поліоксиметілені (ПОМ) - TECAFORM AH, ENSINGER. Зразки необхідного розміру (діаметр 15 мм, довжина 50 мм) одержували механічною обробкою промислових продуктів. Деформацію здійснювали на установці, яка схематично представлена на фіг. 1. Як маршрути деформування використовували маршрут С (похилі деформуючі канали знаходяться в одній площині), маршрут Е (похилі деформуючі канали попарно перебувають в площинах, що по черзі розгортаються на кут ±90° відносно поздовжньої осі екструдату), маршрут В+С (похилі деформуючі канали попарно перебувають в площинах, що по черзі розгортаються на кут ±90° відносно поздовжньої осі екструдату і розділені вертикальними деформуючими каналами), маршрут F (похилі деформуючі канали попарно перебувають в площинах, повернених з кроком +90° навколо поздовжньої осі екструдату), маршрут D+C (похилі деформуючі канали попарно перебувають в площинах, повернених з кроком +90° навколо поздовжньої осі екструдату і розділені вертикальними деформуючими каналами) (фіг. 2). Величину накопиченої деформації варіювали шляхом зміни числа каналів, що перерізаються ( 2 ctgi , де i - половинний кут перерізу каналів, n - число кутів перерізу каналів) i 1 3 [Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С. 1473-3 1480]. Швидкість екструзії складала 0,6-10 м/с, температура екструзії - 383 К (ПЕВГ), 408 К (ПОМ), 523 К (ПТФЕ), інтенсивність деформації ΔГ1=0,83 (ΔГi=2сtgΘi), що відповідало оптимальними умовами процесу [Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер. Б. - 2009. - 51. - С. 1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polymer Engineering and Science. - 2010. - 50. - P. 1000-1006]. Як елемент, що передає n 55 2 UA 105947 C2 5 тиск на оброблювану заготовку, використовували пруток з того ж полімерного матеріалу, що і заготовка. Оскільки величина мікротвердості Н пропорційна границі плинності σп полімеру [F.J. Balta Calleja. - In: Structure development during polymer processing. - Dordrecht: Kluwer Academic Publishers. - 2000. - 375 p.], використання методу вимірювання мікротвердості дозволило отримати інформацію про ступінь зміцнення і однорідності деформації по перерізу екструдатів. В табл. 1 наведені середні значення мікротвердості в поздовжньому H і поперечному H 10 перерізах екструдатів, величина анізотропії мікротвердості H 1 H , яка характеризує H різницю в міцнісних властивостях в поздовжньому і поперечному перерізах екструдатів, а також дисперсія мікротведості DH (n n 1 2 H Hi nn 1 i 1 - кількість вимірювань; Hi - результат окремо взятого вимірювання величини мікротвердості; H - середнє значення мікротвердості) в поперечному перерізі для недеформованих зразків і після різних маршрутів РКБКЕ. Видно, що використання маршруту 15 деформування D+C забезпечує найбільші значення H , H і найменші значення ΔH, DH, а більший зміцнюючий ефект досягається при менших значеннях ε. Таблиця 1 маршрут ε H недеформований 0 6,7 9,1 6,7 9,1 6,7 9,1 6,3 8,5 6,3 8,5 30 96 105 125 137 110 134 135 170 145 194 0 9,1 11,4 9,1 11,4 9,1 11,4 8,5 10,5 8,5 10,5 40 61 64 80 84 75 85 115 110 125 112 0 6,7 9,1 6,7 9,1 6,3 8,5 132 317 320 410 440 525 575 С Е F В+С D+C недеформований С Е F В+С D+C недеформований С Е D+C МПа H ПЕВГ 32 118 124 141 150 122 146 150 182 159 202 ПТФЕ 41 70 74 87 90 82 90 121 117 129 117 ПОМ 133 367 368 445 475 565 592 3 ΔН DH 0,06 0,18 0,15 0,11 0,09 0,10 0,08 0,10 0,07 0,09 0,04 0,43 1,04 1,02 1,03 0,98 1,02 0,95 1,00 0,82 0,90 0,58 0,02 0,13 0,13 0,08 0,07 0,09 0,06 0,05 0,06 0,03 0,04 0,28 0,46 0,42 0,38 0,35 0,40 0,35 0,34 0,35 0,30 0,30 0,01 0,14 0,13 0,08 0,07 0,07 0,03 0,50 1,09 1,01 1,05 0,97 0,98 0,54 UA 105947 C2 Застосування РКБКЕ сприяє підвищенню пружних і міцнісних характеристик аморфнокристалічних полімерів: модуля пружності Е, границі плинності σП, границі міцності σР, виміряних при розтягуванні зразків, вирізаних уздовж напряму екструзії (табл. 2). Таблиця 2 Е маршрут ε недеформований 0 6,7 9,1 6,7 9,1 6,7 9,1 6,3 8,5 6,3 8,5 220 625 690 870 950 915 975 1040 1270 1210 1400 0 9,1 11,4 9,1 11,4 9,1 11,4 8,5 10,5 8,5 10,5 415 715 830 1100 1180 1150 1240 1345 1340 1530 1500 0 6,7 9,1 6,7 9,1 6,3 8,5 2500 3900 4050 5140 5250 5700 6500 С Е F В+С D+C недеформований С Е F В+С D+C недеформований С Е D+C σП МПа ПЕВГ 20 60 62 84 90 82 87 90 107 100 114 ПТФЕ 27 52 58 75 86 75 85 92 90 95 90 ПОМ 54 155 170 233 238 250 275 Σр εП εр % 22 64 65 88 95 85 90 94 112 102 118 30,0 24,0 24,0 24,4 24,6 24,5 24,5 24,5 24,7 24,5 27,0 520 450 448 480 505 490 500 495 505 500 515 28 56 60 79 88 80 87 95 90 100 92 27,0 25,0 25,2 25,4 25,4 25,4 25,5 25,8 25,7 26,2 26,0 380 320 317 344 346 346 350 362 360 370 370 62 160 182 242 248 255 282 7,0 5,2 5,3 6,0 6,3 6,2 6,5 25,0 20,7 20,8 23,4 23,5 23,6 24,0 5 10 15 20 Пластичність (деформація плинності εП і деформація руйнування εр) при цьому знижується. Величина ефекту, що досягається, значною мірою визначається величиною накопиченої деформації і маршрутом деформування. Збільшення накопиченої деформації ε приводить до зростання Е, σП, σр. Однак зі зростанням є приріст зазначених величин стає менш значним, а у випадку маршруту Д+С для ПТФЕ при 8,5 спостерігається незначний спад Е, σП, σр. Величини пластичних характеристик (εП і εр), починаючи з певних значень ε, збільшуються, наближуючись до значень вихідних недеформованих полімерів. Найкраще поєднання пружних, міцнісних і пластичних характеристик спостерігається в разі РКБКЕ, що реалізує маршрут D+C. У порівнянні з іншими маршрутами РКБКЕ кращий комплекс деформаційно-міцнісних характеристик досягається при менших значеннях ε. Зростання мікротвердості і міцності орієнтованих аморфно-кристалічних полімерів може бути обумовлене збільшенням ступеня кристалічності зразків χ с [Козлов Г.В., Белошенко В.А., Алоев В.З., Варюхин В.Н. - Физико-химическая механика материалов. - 2000. - 36, № 3. - С. 98101]. Це підтверджується результатами вимірювання густини та розрахованими за ним значеннями хі (табл. 3). (табл. 3). a / c a , де a і c густина аморфної і c c 4 UA 105947 C2 кристалічної фази полімеру, відповідно. Найбільший ріст ступеня кристалічності спостерігається для зразків, підданих РКБКЕ за маршрутом D+C. Таблиця 3 маршрут недеформований ρ, г/см c 0,962 0,970 0,970 0,976 0,980 0,975 0,980 0,979 0,980 0,979 0,985 0,75 0,80 0,80 0,82 0,87 0,82 0,87 0,84 0,87 0,84 0,88 2,168 2,172 2,172 2,176 2,179 2,176 2,180 2,180 2,179 2,189 2,185 0,48 0,49 0,49 0,50 0,51 0,50 0,51 0,51 0,51 0,54 0,53 1,3952 1,4100 1,4107 1,4212 1,4218 1,4220 1,4250 0,58 0,64 0,64 0,68 0,69 0,69 0,70 3 ε 0 6,7 9,1 6,7 9,1 6,7 9,1 6,3 8,5 6,3 8,5 ПЕВГ С Е F В+С D+C ПТФЕ недеформований С Е F В+С D+C 0 9,1 11,4 9,1 11,4 9,1 11,4 8,5 10,5 8,5 10,5 ПОМ недеформований С Е D+C 5 10 15 20 0 6,7 9,1 6,7 9,1 6,3 8,5 Застосування РКБКЕ також зумовлює зміну в поведінці відносного подовження Δl/l0 аморфно-кристалічних полімерів при нагріванні. На фіг. 3, як приклад, показані залежності вихідного і деформованих РКБКЕ зразків ПЕВГ. Аналогічні залежності мають місце у випадку ПОМ і ПТФЕ. Недеформований зразок у всьому дослідженому температурному інтервалі поводиться звичайним чином. Його довжина збільшується з ростом температури за рахунок термічного розширення. Деформування за схемою РКБКЕ змінює характер залежності Δl/l0(Т). У разі маршрутів Е, F, В+С, D+С Δl/l0 зміщується в область негативних значень як у зразків, вирізаних в поздовжньому, так і поперечному напрямках. Температура, нагрів до якої не змінює величину Δl/l0, для вихідного ПЕВГ становить 333 К. При реалізації схеми РКБКЕ за маршрутами С, Е, F, В+С, D+С ці температури відповідно становлять 340, 346, 347, 352 і 356 К. Такий характер залежностей Δl/l0(T), a також підвищення температури, при якій активізуються процеси термічної усадки, може бути пов'язано зі значною витяжкою аморфної фази, збільшенням ступеня кристалічності, а також "стисненням" релаксації аморфної фази деформованими кристалітами [Salamatina О. В., Rudnev S. N., Bartczak Z., Galeski A., Oleinik E. F. - Polym. Sci. - 2011-53A-P. 775-786]. Найменша зміна Δl/l0(T) спостерігається в разі екструдатів, отриманих за маршрутом D+C. Згідно з роботою Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Engin. Sci. - 2010. - 50. - P. 1000-1006 зниження механічних характеристик у разі відпалу екструдованих полімерів починається при температурі близько до температури екструзії. З урахуванням цього факту в таблиці 4 наведені значення коефіцієнта лінійного термічного 5 UA 105947 C2 розширення у відповідному інтервалі температур для недеформованих полімерів і після РКБКЕ за маршрутом D+C. Видно, що лінійний коефіцієнт термічного розширення екструдатів (вздовж і поперек) в 25-38 разів менше, ніж у необроблених полімерів. Таблиця 4 Полімер Обробка ПЕВГ Недеформований Після РКБКЕ ПТФЕ Недеформований Після РКБКЕ ПОМ Недеформований Після РКБКЕ Інтервал температур 293-383 К 293-383 К 293-523 К 293-523 К 293-408 К 293-408 К α·10 , K α·10 , K 2,2 -0,07 2,3 -0,06 1,5 -0,06 2,1 -0,06 2,2 -0,06 1,4 -0,05 4 -1 4 -1 5 10 Таким чином, використання РКБКЕ, що реалізує маршрут D+C, у порівнянні з іншими досліджуваними маршрутами деформування дозволяє досягати вищих значень густини, твердості, жорсткості і міцності аморфно-кристалічних полімерів, зберігаючи на високому рівні їх пластичні характеристики, забезпечуючи при цьому низьку анізотропію твердості та зниження абсолютних значень лінійного коефіцієнта термічного розширення (вздовж і поперек). ФОРМУЛА ВИНАХОДУ 15 20 Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що заснований на деформації заготовки зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з чотирьох або більшого, переважно парного, числа деформуючих каналів, які перерізають таким чином, що мають однакові поперечні перерізи і попарно знаходяться у взаємно перпендикулярних площинах при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, швидкості екструзії 0,6-1,0 мм/с, інтенсивності деформації 0,73-0,83, який відрізняється тим, що похилі деформуючі канали попарно повертають з кроком +90° навколо поздовжньої осі екструдату і розділяють вертикальними деформуючими каналами. 6 UA 105947 C2 7 UA 105947 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюBiloshenko Viktor Oleksandrovych, Vozniak Andrii Vasyliovych, Vozniak Yurii Vasyliovych
Автори російськоюБилошенко Виктор Александрович, Возняк Андрей Васильевич, Возняк Юрий Васильевич
МПК / Мітки
МПК: B29C 43/02, B29C 47/00, B29C 47/54
Мітки: виготовлення, пруткових, аморфно-кристалічних, зміцнених, полімерів, процес, виробів
Код посилання
<a href="https://ua.patents.su/10-105947-proces-vigotovlennya-zmicnenikh-prutkovikh-virobiv-z-amorfno-kristalichnikh-polimeriv.html" target="_blank" rel="follow" title="База патентів України">Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів</a>
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 78968
Опубліковано: 10.04.2013
Автори: Білошенко Віктор Олександрович, Возняк Андрій Васильович, Возняк Юрій Васильович
МПК: B29C 47/54, B29C 43/02, B29C 47/00
Мітки: процес, виробів, полімерів, пруткових, виготовлення, аморфно-кристалічних, зміцнених
Формула / Реферат:
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що заснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х або більшого, переважно парного, числа каналів, які перерізаються, мають однакові поперечні перерізи і попарно знаходяться у взаємно перпендикулярних площинах при температурі заготовки, рівній...
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 70005
Опубліковано: 25.05.2012
Автори: Білошенко Віктор Олександрович, Возняк Юрій Васильович, Возняк Андрій Васильович
МПК: B29C 43/02, B29C 47/00
Мітки: виготовлення, зміцнених, процес, виробів, аморфно-кристалічних, пруткових, полімерів
Формула / Реферат:
1. Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що заснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х або більшого, переважно парного, числа каналів, які перерізаються і мають однакові поперечні перерізи при температурі заготовки, рівній 0,85-0.95 температури плавлення полімеру, швидкості...
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 38465
Опубліковано: 12.01.2009
Автори: Білошенко Віктор Олександрович, Возняк Андрій Васильович, Возняк Юрій Васильович
МПК: B29C 47/00, B29C 43/02
Мітки: виробів, пруткових, виготовлення, аморфно-кристалічних, процес, зміцнених, полімерів
Формула / Реферат:
1. Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що оснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х або більшого, переважно парного, числа каналів, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що деформація здійснюється методом...
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 73964
Опубліковано: 10.10.2012
Автори: Бейгельзимер Яків Юхимович, Возняк Юрій Васильович, Білошенко Віктор Олександрович, Прилепо Денис В'ячеславович
МПК: B29C 43/02, B29C 47/00
Мітки: пруткових, полімерів, виробів, аморфно-кристалічних, процес, зміцнених, виготовлення
Формула / Реферат:
1. Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, заснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання через деформуючий блок з каналом, що має дві призматичні ділянки, розділені ділянкою гвинтової форми при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, який відрізняється тим, що деформуючий канал має форму гвинта з...
Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином
Номер патенту: 47520
Опубліковано: 10.02.2010
Автори: Білошенко Віктор Олександрович, Возняк Юрій Васильович, Синков Олександр Сергійович, Бейгельзимер Яків Юхимович, Возняк Андрій Васильович
МПК: B29C 43/02, B29C 47/00
Мітки: перетином, градієнтом, спосіб, пруткових, виробів, властивостей, аморфно-кристалічних, виготовлення, полімерів
Формула / Реферат:
1. Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином, оснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання через деформуючий блок, вхідний і вихідний канали якого виконані співвісними по вертикалі, при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, який відрізняється тим, що деформація здійснюється...
Попередній патент: Спосіб обробки зерна пшениці активною формою повітря
Наступний патент: Порційна упаковка для харчового продукту
Випадковий патент: Пристрій пасивного захисту об'єктів від потужного емі