Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином
Номер патенту: 47520
Опубліковано: 10.02.2010
Автори: Бейгельзимер Яків Юхимович, Возняк Андрій Васильович, Синков Олександр Сергійович, Білошенко Віктор Олександрович, Возняк Юрій Васильович

Формула / Реферат
1. Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином, оснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання через деформуючий блок, вхідний і вихідний канали якого виконані співвісними по вертикалі, при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, який відрізняється тим, що деформація здійснюється методом гвинтової екструзії при величині накопиченої деформації 1,73-5,19.
2. Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином за п. 1, який відрізняється тим, що накопичення деформації досягається шляхом збільшення числа циклів гвинтової екструзії без проміжного охолоджування екструдатів.
Текст
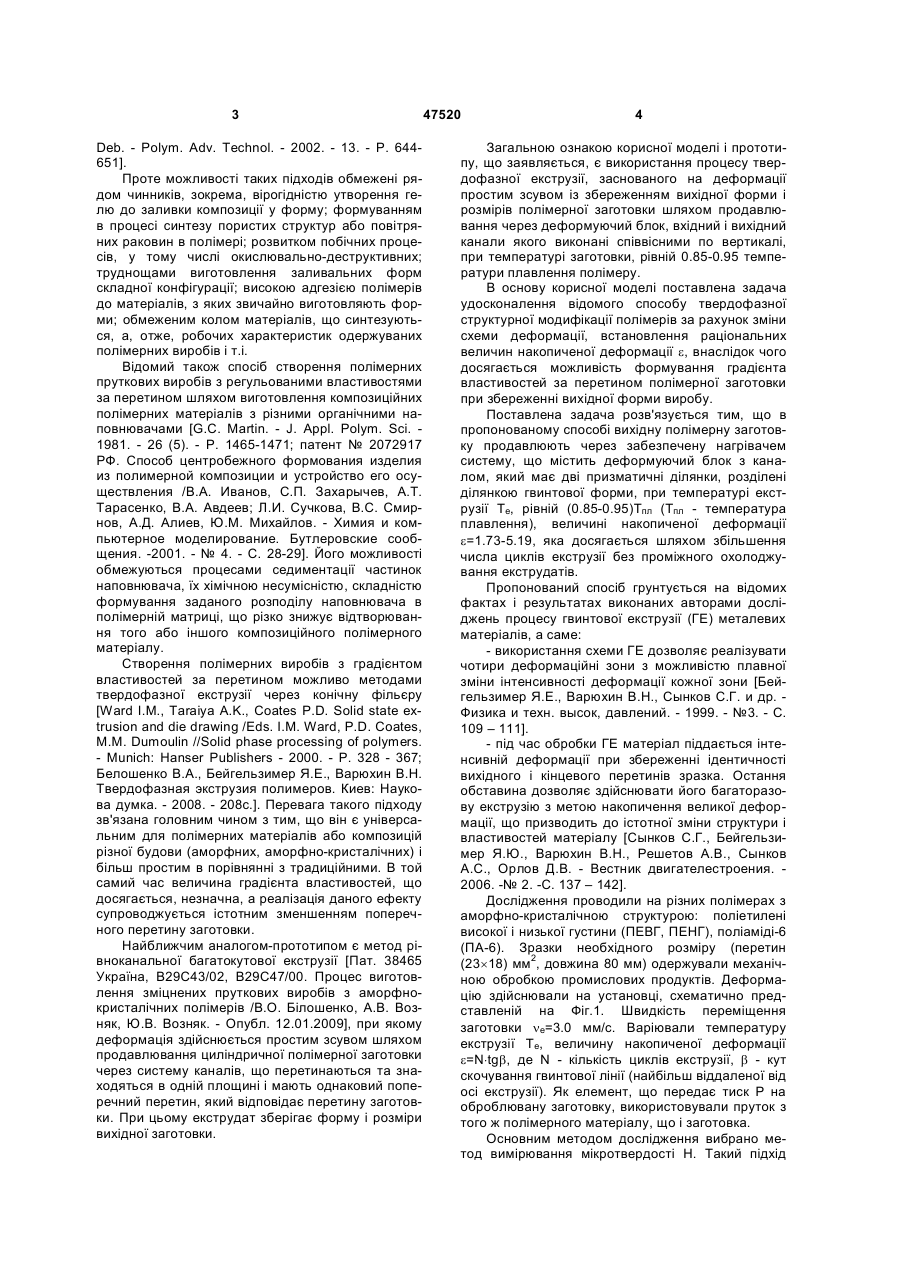
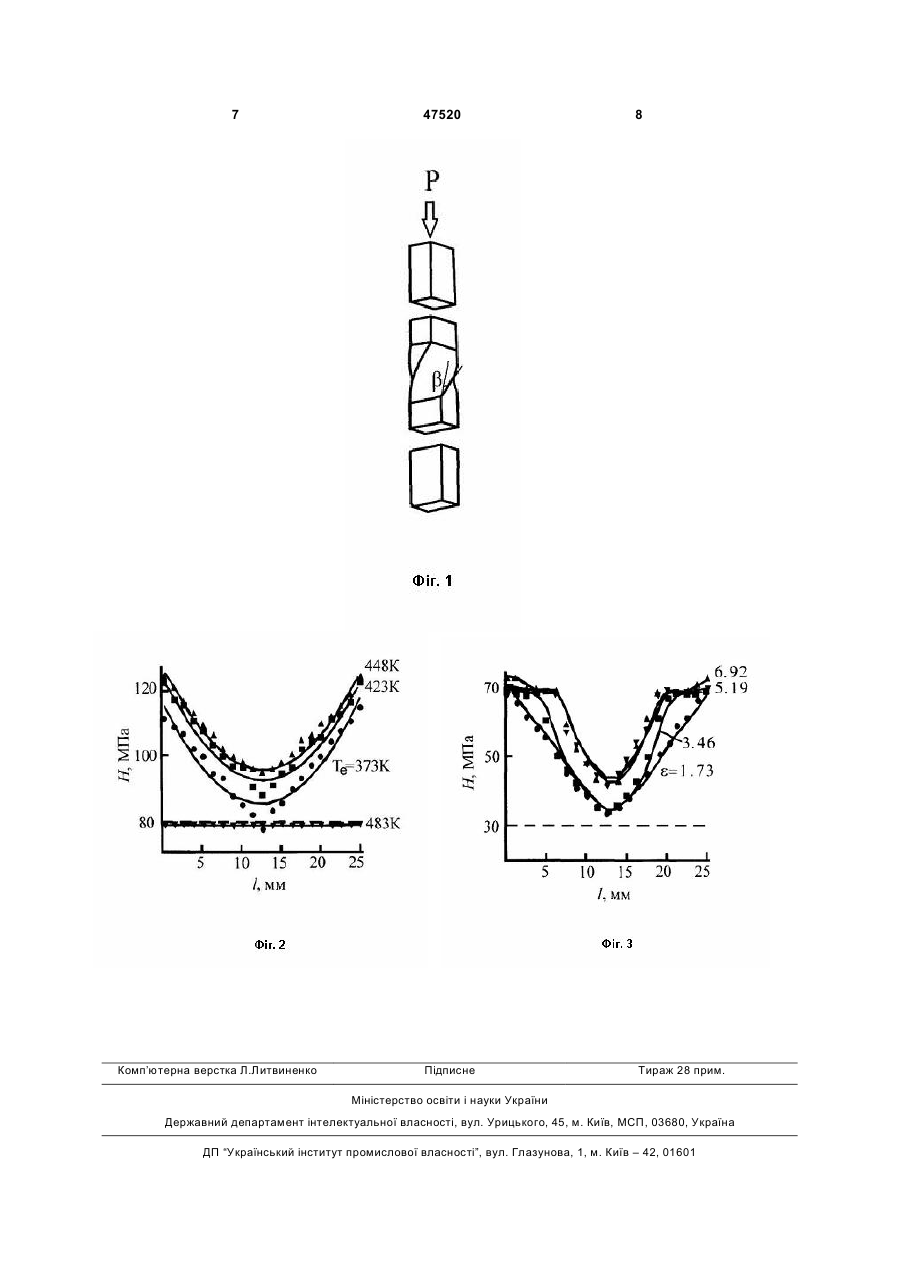
1. Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином, оснований на деформації заготовки простим зсувом із збереженням її вихід 3 Deb. - Polym. Adv. Technol. - 2002. - 13. - P. 644651]. Проте можливості таких підходів обмежені рядом чинників, зокрема, вірогідністю утворення гелю до заливки композиції у форму; формуванням в процесі синтезу пористих структур або повітряних раковин в полімері; розвитком побічних процесів, у тому числі окислювально-деструктивних; труднощами виготовлення заливальних форм складної конфігурації; високою адгезією полімерів до матеріалів, з яких звичайно виготовляють форми; обмеженим колом матеріалів, що синтезуються, а, отже, робочих характеристик одержуваних полімерних виробів і т.і. Відомий також спосіб створення полімерних пруткових виробів з регульованими властивостями за перетином шляхом виготовлення композиційних полімерних матеріалів з різними органічними наповнювачами [G.C. Martin. - J. Appl. Polym. Sci. 1981. - 26 (5). - P. 1465-1471; патент № 2072917 РФ. Способ центробежного формования изделия из полимерной композиции и устройство его осуществления /В.А. Иванов, С.П. Захарычев, А.Т. Тарасенко, В.А. Авдеев; Л.И. Сучкова, B.C. Смирнов, А.Д. Алиев, Ю.М. Михайлов. - Химия и компьютерное моделирование. Бутлеровские сообщения. -2001. - № 4. - С. 28-29]. Його можливості обмежуються процесами седиментації частинок наповнювача, їх хімічною несумісністю, складністю формування заданого розподілу наповнювача в полімерній матриці, що різко знижує відтворювання того або іншого композиційного полімерного матеріалу. Створення полімерних виробів з градієнтом властивостей за перетином можливо методами твердофазної екструзії через конічну фільєру [Ward I.M., Taraiya A.K., Coates P.D. Solid state extrusion and die drawing /Eds. I.M. Ward, P.D. Coates, M.M. Dumoulin //Solid phase processing of polymers. - Munich: Hanser Publishers - 2000. - P. 328 - 367; Белошенко B.A., Бейгельзимер Я.Е., Варюхин B.H. Твердофазная экструзия полимеров. Киев: Наукова думка. - 2008. - 208с.]. Перевага такого підходу зв'язана головним чином з тим, що він є універсальним для полімерних матеріалів або композицій різної будови (аморфних, аморфно-кристалічних) і більш простим в порівнянні з традиційними. В той самий час величина градієнта властивостей, що досягається, незначна, а реалізація даного ефекту супроводжується істотним зменшенням поперечного перетину заготовки. Найближчим аналогом-прототипом є метод рівноканальної багатокутової екструзії [Пат. 38465 Україна, В29С43/02, В29С47/00. Процес виготовлення зміцнених пруткових виробів з аморфнокристалічних полімерів /В.О. Білошенко, А.В. Возняк, Ю.В. Возняк. - Опубл. 12.01.2009], при якому деформація здійснюється простим зсувом шляхом продавлювання циліндричної полімерної заготовки через систему каналів, що перетинаються та знаходяться в одній площині і мають однаковий поперечний перетин, який відповідає перетину заготовки. При цьому екструдат зберігає форму і розміри вихідної заготовки. 47520 4 Загальною ознакою корисної моделі і прототипу, що заявляється, є використання процесу твердофазної екструзії, заснованого на деформації простим зсувом із збереженням вихідної форми і розмірів полімерної заготовки шляхом продавлювання через деформуючий блок, вхідний і вихідний канали якого виконані співвісними по вертикалі, при температурі заготовки, рівній 0.85-0.95 температури плавлення полімеру. В основу корисної моделі поставлена задача удосконалення відомого способу твердофазної структурної модифікації полімерів за рахунок зміни схеми деформації, встановлення раціональних величин накопиченої деформації e, внаслідок чого досягається можливість формування градієнта властивостей за перетином полімерної заготовки при збереженні вихідної форми виробу. Поставлена задача розв'язується тим, що в пропонованому способі вихідну полімерну заготовку продавлюють через забезпечену нагрівачем систему, що містить деформуючий блок з каналом, який має дві призматичні ділянки, розділені ділянкою гвинтової форми, при температурі екструзії Те, рівній (0.85-0.95)Тпл (Тпл - температура плавлення), величині накопиченої деформації e=1.73-5.19, яка досягається шляхом збільшення числа циклів екструзії без проміжного охолоджування екструдатів. Пропонований спосіб грунтується на відомих фактах і результатах виконаних авторами досліджень процесу гвинтової екструзії (ГЕ) металевих матеріалів, а саме: - використання схеми ГЕ дозволяє реалізувати чотири деформаційні зони з можливістю плавної зміни інтенсивності деформації кожної зони [Бейгельзимер Я.Е., Варюхин В.Н., Сынков С.Г. и др. Физика и техн. высок, давлений. - 1999. - №3. - С. 109 – 111]. - під час обробки ГЕ матеріал піддається інтенсивній деформації при збереженні ідентичності вихідного і кінцевого перетинів зразка. Остання обставина дозволяє здійснювати його багаторазову екструзію з метою накопичення великої деформації, що призводить до істотної зміни структури і властивостей матеріалу [Сынков С.Г., Бейгельзимер Я.Ю., Варюхин В.Н., Решетов А.В., Сынков А.С., Орлов Д.В. - Вестник двигателестроения. 2006. -№ 2. -С. 137 – 142]. Дослідження проводили на різних полімерах з аморфно-кристалічною структурою: поліетилені високої і низької густини (ПЕВГ, ПЕНГ), поліаміді-6 (ПА-6). Зразки необхідного розміру (перетин (23´18) мм2, довжина 80 мм) одержували механічною обробкою промислових продуктів. Деформацію здійснювали на установці, схематично представленій на Фіг.1. Швидкість переміщення заготовки ne=3.0 мм/с. Варіювали температуру екструзії Те, величину накопиченої деформації e=N×tgb, де N - кількість циклів екструзії, b - кут скочування гвинтової лінії (найбільш віддаленої від осі екструзії). Як елемент, що передає тиск Р на оброблювану заготовку, використовували пруток з того ж полімерного матеріалу, що і заготовка. Основним методом дослідження вибрано метод вимірювання мікротвердості Н. Такий підхід 5 дозволив не тільки спростити процедуру механічних випробувань, але і отримати інформацію про однорідність деформації за перетином екструдатів. Оскільки мікротвердість полімерів пропорційна межі плинності sп [F.J. Balta Calleja. - In: Structure development during polymer processing. - Dordrecht: Kluwer Academic Publishers. - 2000. – 375 р.], характер її розподілу дозволяє судити і про однорідність розподілу цієї характеристики. На Фіг.2 показано розподіл мікротвердості за поперечним перетином (уздовж діагоналі l) призматичних зразків ПА-6, деформованих ГЕ залежно від температури процесу. Тут і далі пунктиром показана мікротвердість вихідних зразків. Аналогічна картина має місце і у разі ПЕВГ, ПЕНГ. Видно, що після ГЕ величина H, яка відповідає центральній області перетину екструдатів, слабо відрізняється від мікротвердості вихідної заготовки. У мірі віддалення від центру значення H плавно збільшуються, досягаючи максимуму поблизу поверхні. Неоднорідність у розподілі H обумовлена дією великого градієнта деформації, що викликає цей ефект. Підвищення Те, збільшуючи абсолютні значення H, слабо відображається на характері спостережуваної залежності. Найбільші величини H відповідають Те=(0.85-0.95)Тпл. При Те, близьких до Тпл полімеру, ефект зміцнення відсутній. Відомо, що швидкість екструзії - незалежний параметр процесу твердофазної екструзії, здатний ефективно управляти величиною H аморфнокристалічних полімерів [Белошенко В.А., Бейгельзимер Я.Е., Варюхин В.Н. Твердофазная экструзия полимеров. - Киев: Наукова думка. - 2008. - 208 с.]. Отже, варіюючи швидкість переміщення заготовки, можна змінювати величину Н, зберігаючи градієнт в її розподілі за поперечним перетином екструдата. Таким чином, відкривається додаткова можли 47520 6 вість управління градієнтом Н за перетином заготовки. Накопичення e досягалося шляхом збільшення числа циклів екструзії. Циклування здійснювали за двома режимами: з охолоджуванням екструдатів після кожного проходу і подальшим їх нагрівом перед черговим циклом деформації, а також без охолоджування. В першому випадку збільшення e призводить до зменшення H, при цьому характер H(l) зберігається. Однією з можливих причин такої поведінки H є відпал, що відбувається при нагріванні екструдатів після кожного циклу деформації. В другому випадку збільшення e призводить до розширення периферійної області з максимальними значеннями H і збільшенню H в центральній області перетину екструдатів. На Фіг.3 як приклад показано вплив циклування на характер H(l) для ПЕВГ. При e>5.19 зміни у величині H і характері H(l) не спостерігалися. Встановлена закономірність істотно відрізняється від того, що має місце при рівноканальній багатокутовій екструзії. В останньому випадку доцільним є використання одного циклу екструзії в технології твердофазної переробки аморфно-кристалічних полімерів. Результати вимірювання густини g екструдатів корелюють з даними по мікротвердості: спостерігається зростання густини в напрямі від центру до краю зразка (перпендикулярно осі циліндра). Зокрема, для ПА-6 (e=1.73, Tе=448 К) g в центрі зразка складає 1.141 г/см3, на периферії - 1.144 г/см3; для ПЕВГ (e=1.73, Tе=383 К) g в центрі зразка 0.964 г/см3, на периферії - 0.970 г/см3. Аналіз отриманих результатів дозволяє зробити висновок про досягнення технічного результату при використанні процесу ГЕ у вигляді створення полімерних пруткових виробів з градієнтом властивостей за перетином. 7 Комп’ютерна верстка Л.Литвиненко 47520 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing rod-iron articles from amorphous crystalline polymers with gradient of properties over section
Автори англійськоюBiloshenko Viktor Oleksandrovych, Beihelzimer Yakiv Yukhymovych, Vozniak Andrii Vasyliovych, Vozniak Yurii Vasyliovych, Synkov Oleksandr Serhiiovych
Назва патенту російськоюСпособ изготовления прутковых изделий из аморфно-кристаллических полимеров с градиентом свойств по сечению
Автори російськоюБилошенко Виктор Александрович, Бейгельзимер Яков Ефимович, Возняк Андрей Васильевич, Возняк Юрий Васильевич, Синков Александр Сергеевич
МПК / Мітки
МПК: B29C 47/00, B29C 43/02
Мітки: градієнтом, аморфно-кристалічних, виробів, полімерів, властивостей, спосіб, перетином, пруткових, виготовлення
Код посилання
<a href="https://ua.patents.su/4-47520-sposib-vigotovlennya-prutkovikh-virobiv-z-amorfno-kristalichnikh-polimeriv-z-gradiehntom-vlastivostejj-za-peretinom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином</a>
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 38465
Опубліковано: 12.01.2009
Автори: Возняк Юрій Васильович, Білошенко Віктор Олександрович, Возняк Андрій Васильович
МПК: B29C 47/00, B29C 43/02
Мітки: полімерів, пруткових, виготовлення, аморфно-кристалічних, виробів, процес, зміцнених
Формула / Реферат:
1. Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що оснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х або більшого, переважно парного, числа каналів, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що деформація здійснюється методом...
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються
Номер патенту: 8795
Опубліковано: 15.08.2005
Автори: Возняк Юрій Васильович, Білошенко Віктор Олександрович
МПК: B29C 47/36, B29C 43/02, B29C 47/00
Мітки: зміцнених, процес, кристалізуються, полімерів, виготовлення, виробів, пруткових
Формула / Реферат:
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються, заснований на деформації заготовки простим зсувом із збереженням її первинної форми і розмірів шляхом продавлювання через суміжні канали, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що початкову заготовку продавлюють за один прохід через систему, що складається з чотирьох або більшого, переважно...
Спосіб виготовлення відновлюючих форму пруткових виробів із полімерних матеріалів
Номер патенту: 54665
Опубліковано: 17.03.2003
Автори: Борзенко Олександр Петрович, Білошенко Віктор Олександрович, Варюхін Віктор Миколайович, Слободіна Віра Глібовна
МПК: B29C 43/00, B29C 33/00
Мітки: відновлюючих, полімерних, пруткових, матеріалів, виготовлення, форму, спосіб, виробів
Формула / Реферат:
1.Спосіб виготовлення відновлюючих форму пруткових виробів із полімерних матеріалів, головним чином на основі термопластичних аморфно-кристалічних полімерів, шляхом формування в прес-формі із порошку полімерного матеріалу заготовки з наступним її нагрівом та деформацією, який відрізняється тим, що формування заготовки здійснюється її нагрівом до температури плавлення полімеру з наступною кристалізацією при прикладенні одновісного тиску 10-30...
Процес виготовлення циліндричних пруткових виробів з пам`яттю форми із полімерних композиційних матеріалів
Номер патенту: 79188
Опубліковано: 25.05.2007
Автори: Варюхін Віктор Миколайович, Білошенко Віктор Олександрович, Возняк Юрій Васильович, Борзенко Олександр Петрович
МПК: B29C 43/00, B29C 33/40
Мітки: виготовлення, полімерних, циліндричних, процес, пруткових, композиційних, форми, пам'яттю, матеріалів, виробів
Формула / Реферат:
1. Процес виготовлення циліндричних пруткових виробів з пам'яттю форми із полімерних композиційних матеріалів, головним чином на основі термореактивних полімерів, який включає одержання заготовки заливанням полімерної композиції з наповнювачем із терморозширеного графіту у відповідну форму, формування сітчастої структури матеріалу заготовки шляхом її ствердіння, деформування стверділої заготовки у високоеластичному стані з наступним її...
Спосіб створення відновлюючих форму пруткових виробів із полімерних матеріалів
Номер патенту: 32969
Опубліковано: 15.02.2001
Автори: Білошенко Віктор Олександрович, Слободіна Віра Глібовна, Варюхін Віктор Миколайович
МПК: B29C 61/06, B29C 47/00
Мітки: пруткових, спосіб, форму, створення, полімерних, відновлюючих, виробів, матеріалів
Текст:
...матеріалу при відновленні початкової форми шляхом його нагрівання до температури, близької до температури плавлення, можлива при дотриманні ряду умов. На думку авторів, вказаний вище результат досягається за рахунок ефекту міжфазного разшарування, викликаного наявністю в порошкової суміші термодінамічно несумісних компонент, а також поля внутрішніх напружень, які сприяють розшаруванню матеріалу по межам фаз та утворенню мікропорожнеч. При...
Попередній патент: Спосіб лікування алергічних риносинуїтів у дітей з паразитозами
Наступний патент: Спосіб визначення наявності паразитарної інвазії при алергічному риносинуїті у дітей
Випадковий патент: Спосіб роботи на кривошипному гарячештампувальному пресі