Спосіб нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів перед спорядженням їх в каркас тепловиділювального агрегату (тва) і пристрій для його зді
Номер патенту: 110656
Опубліковано: 25.01.2016
Автори: Глухов Віктор Владіміровіч, Чічєнков Алєксандр Анатольєвіч, Багдатьєв Дмітрій Ніколаєвіч, Грігорьянц Ашот Владіміровіч, Іванов Алєксандр Вікторовіч, Фролов Євгєній Васільєвіч, Локшін Васілій Анатольєвіч, Чєрнов Дмітрій Алєксандровіч, Буданов Роман Євгєньєвіч
Формула / Реферат
1. Спосіб нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів, що полягає в тому, що приводять поверхню твелів в контакт з лаком і потім проводять їх сушіння з утворенням лакового покриття на поверхні твела, який відрізняється тим, що приведення поверхні твелів в контакт з лаком та їх сушіння здійснюють шляхом їх переміщення в горизонтальному напрямку вздовж власної осі послідовно через зону нанесення лаку і зону сушіння, центрування твелів на вході в зону нанесення лаку і примусового і дозованого змочування при цьому в зоні нанесення лаку циліндричної поверхні твела лаком при проході його через щільно облягаючий еластичний капілярно-пористий елемент, в який подають лак до заповнення ним його пор, при цьому переміщення твелів здійснюють за допомогою роликів, що утворюють дві опори, розташовані відповідно перед зоною нанесення лаку і після зони сушіння, при цьому відстань L між опорами вибирають не більше довжини, на якій прогин твела за рахунок власної ваги дорівнює гранично допустимому значенню, а швидкість W переміщення твелів вибирають з умови:
![]() ,
,
де L - відстань між опорами,
τ - час сушіння лакового покриття,
а відстань l між закінченням зони нанесення лаку і початком зони сушіння вибирають з умови:
![]() ,
,
де W - швидкість переміщення твелів,
τк - час від моменту нанесення лаку до початку утворення краплі в нижній частині твела.
2. Спосіб за п. 1, який відрізняється тим, що при переміщенні твели стикуються один з одним за допомогою проставок, які мають той же зовнішній діаметр, що й діаметр оболонок твелів.
3. Спосіб за п. 1, який відрізняється тим, що послідовне переміщення твелів через зону нанесення лаку і зону сушіння повторюють один або більше разів.
4. Спосіб за п. 1, який відрізняється тим, що в процесі переміщення твели обертають навколо власної осі.
5. Спосіб за п. 1, який відрізняється тим, що подачу лаку припиняють перед проходженням стику твелів, що йдуть один за одним, через зону нанесення лаку і відновлюють знову після проходу стику через зазначену зону.
6. Спосіб за п. 1, який відрізняється тим, що сушіння здійснюють шляхом створення вісесиметричного руху нагрітого газового потоку навколо циліндричної поверхні рухомих твелів із забезпеченням на виході із зони сушіння температури поверхні твелів з лаковим покриттям не більше 90° С
7. Пристрій для нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів, що містить камеру нанесення лаку і камеру сушіння, який відрізняється тим, що зазначені камери мають співвісні канали для проходу твела, а перед входом в камеру нанесення лаку і після виходу з камери сушіння встановлені приводи для поздовжнього переміщення твелів, при цьому камера нанесення лаку з'єднана із засобом подачі лаку і виконана у вигляді ємності з розташованим в ній еластичним капілярно-пористим елементом, що має канал для проходу твелів і встановленим усередині втулки з утворенням картриджа, встановленого всередині ємності камери нанесення лаку з утворенням між стінками ємності і втулки простору, з'єднаного із засобом подачі лаку з можливістю примусового дозованого змочування твела лаком і сполученого з каналом для проходу твела отворами, виконаними у втулці, а перед камерою нанесення лаку встановлено центрувальний пристрій, що включає кільцеву основу, що має можливість вільного обертання, з встановленими на ньому трьома кільцевими секторами, між якими під кутом 120° один до одного на осях встановлені центруючі ролики, при цьому осі вільно встановлені в торцях сусідніх секторів, а сектори встановлені на кільцевій основі з можливістю радіального переміщення і фіксації в будь-якому проміжному положенні.
8. Пристрій за п. 7, який відрізняється тим, що засіб подачі лаку являє собою ємність, виконану з можливістю створення у ній надлишкового тиску стисненим повітрям.
9. Пристрій за п. 7, який відрізняється тим, що камера сушіння виконана у вигляді циліндричної оболонки з намотаним на неї спіральним нагрівальним елементом, що має завихрювач на вході нагрітого газового потоку.
10. Пристрій за п. 7, який відрізняється тим, що приводи поздовжнього переміщення твелів забезпечені механізмами, що забезпечують обертання твелів навколо власної осі.
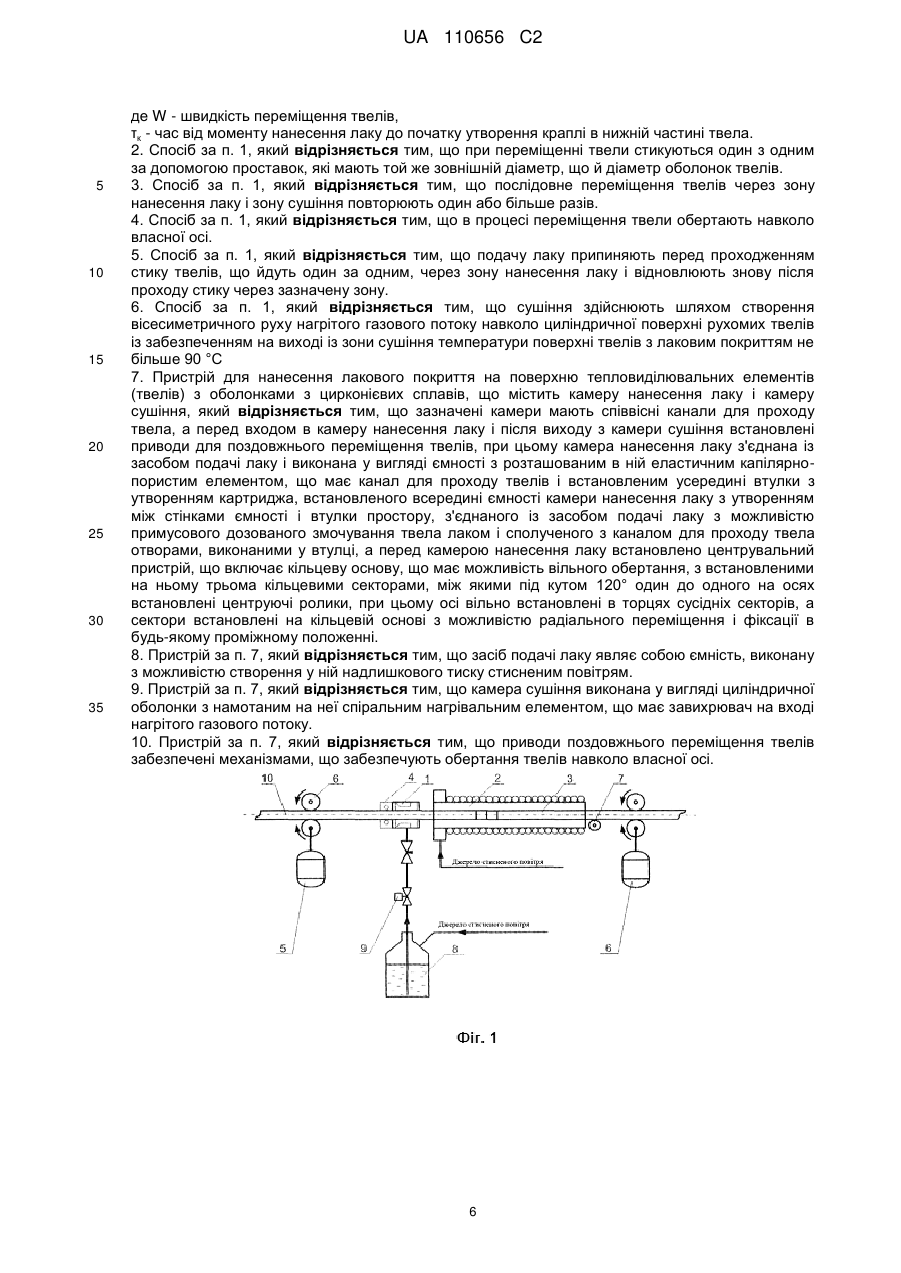
Текст
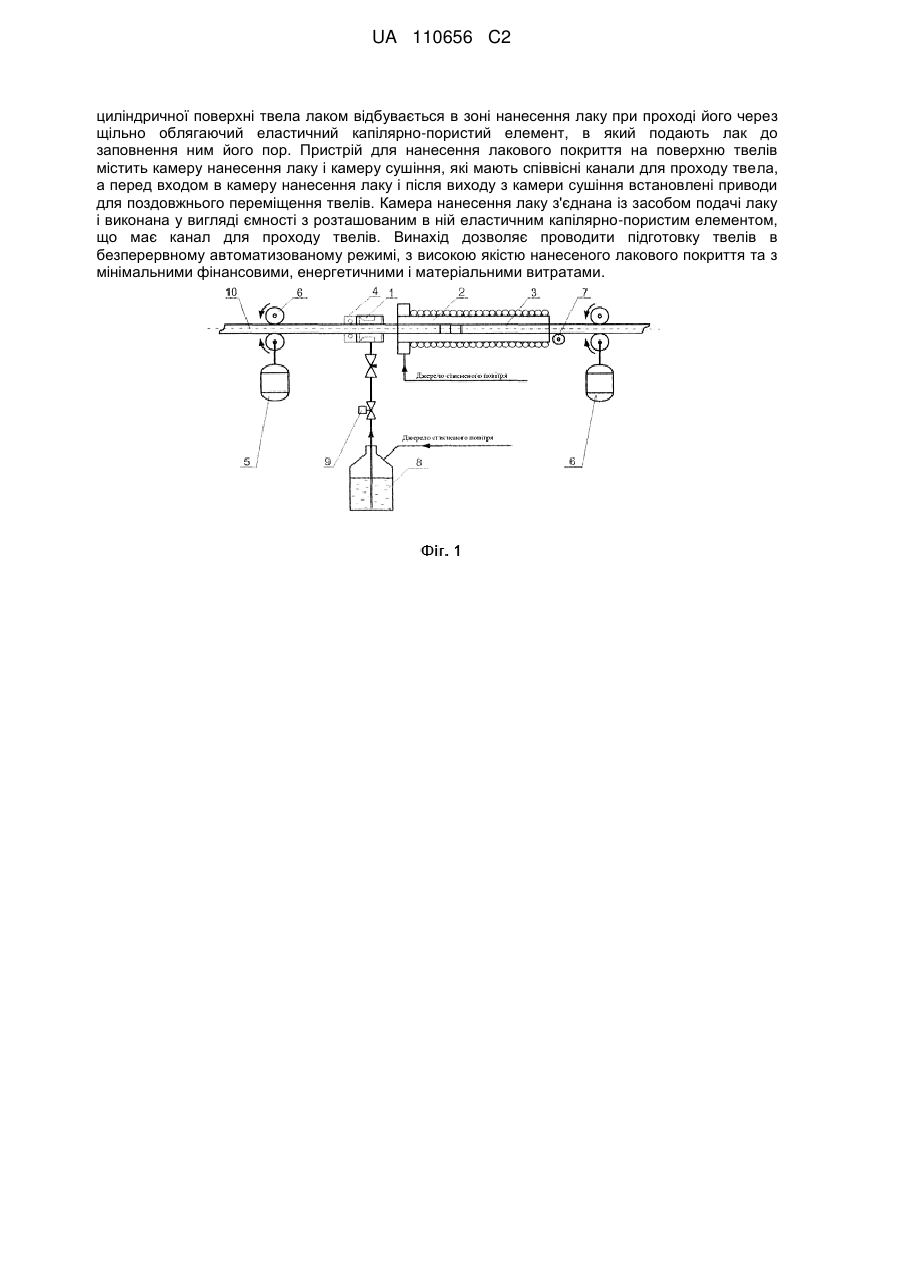
Реферат: Група винаходів належить до атомної енергетики і може бути використана при виготовленні тепловиділювальних елементів (твелів) і спорядженні їх в тепловиділювальних агрегатах переважно для водо-водяних енергетичних реакторів типу ВВЕР і РБМК. Спосіб нанесення лакового покриття на поверхню твелів з оболонками з цирконієвих сплавів полягає в тому, що приводять поверхню твелів в контакт з лаком і потім проводять їх сушіння з утворенням лакового покриття на поверхні твела. Для цього твели переміщують в горизонтальному напрямку вздовж власної осі послідовно через зону нанесення лаку і зону сушіння. Змочування UA 110656 C2 (12) UA 110656 C2 циліндричної поверхні твела лаком відбувається в зоні нанесення лаку при проході його через щільно облягаючий еластичний капілярно-пористий елемент, в який подають лак до заповнення ним його пор. Пристрій для нанесення лакового покриття на поверхню твелів містить камеру нанесення лаку і камеру сушіння, які мають співвісні канали для проходу твела, а перед входом в камеру нанесення лаку і після виходу з камери сушіння встановлені приводи для поздовжнього переміщення твелів. Камера нанесення лаку з'єднана із засобом подачі лаку і виконана у вигляді ємності з розташованим в ній еластичним капілярно-пористим елементом, що має канал для проходу твелів. Винахід дозволяє проводити підготовку твелів в безперервному автоматизованому режимі, з високою якістю нанесеного лакового покриття та з мінімальними фінансовими, енергетичними і матеріальними витратами. UA 110656 C2 5 10 15 20 25 30 35 40 45 50 55 60 Заявлена група винаходів належить до атомної енергетики і може бути використана при виготовленні тепловиділювальних елементів (твелів) і спорядженні їх в тепловиділювальний агрегат (ТВА), переважно для водо-водяних енергетичних реакторів типу ВВЕР та РБМК. Відомо, що цирконієві сплави, використовувані як оболонки твелів, мають схильність до корозії головним чином у місцях поверхневих ушкоджень: подряпин, задирів і т.п. (див. Металургія цирконію (переклад з англійської), під ред. Меєрсона Г.А. та Гагарінського Ю.О.- М.: Вид-во "Іноземна література", 1959, с. 298) [1]. Для попередження пошкоджень поверхні твелів при їх спорядженні в каркас ТВА на них наносять захисну полімерну плівку. Найбільш близьким до запропонованого є спосіб нанесення лакового покриття на поверхню тепловиділювальних елементів з оболонками з цирконієвих сплавів перед збиранням їх в каркас ТВА (див. RU 2265903 С1, опубліковано 10.12.2005) [2], згідно з яким пучок твелів у вертикальному положенні занурюється в ємність, заповнену лаковою сумішшю, потім виводиться на повітря і деякий час витримується для стікання зайвої суміші з поверхні твелів, після чого проводиться сушіння при температурі 80-90° С Як лакову суміш використовують розчин полівінілового спирту в дистильованій воді з 3 вмістом полівінілового спирту 65±6 г/дм . При збиранні каркаса полімерна плівка різко знижує зусилля заштовхування твелів в комірки дистанціонуючих решіток і оберігає поверхню твелів від утворення дефектів. Після збирання ТВА захисну плівку видаляють промиванням у воді. Недоліками відомого способу є: нерівномірна товщина шару лакового покриття по довжині твела, яка обумовлена вертикальним положенням твела в процесі сушіння (у нижній частині плівка в кілька разів товща, ніжу верхній); надзвичайно високі витрати лакової суміші, зумовлені необхідністю заповнення технологічних ємностей великого об'єму і обмеженням терміну придатності свіжоприготованої суміші; величезні габарити (у висоту) технологічних ділянок, пов'язані з вертикальним розташуванням твелів в процесі нанесення лаку; висока металоємність і енергоємність використовуваного обладнання; складність його автоматизації і внаслідок цього нетехнологічність в умовах масового виробництва. Відома найбільш близька до запропонованого пристрою лінія підготовки тепловиділювальних елементів до збирання в тепловиділювальні агрегати, вибрана як найближчий аналог для пристрою (див. патент РФ № 2127002, G21C 21/02) [3]. Лінія підготовки тепловиділювальних елементів (ТВЕЛ) до збирання в тепловиділювальні агрегати (ТВА) містить вузол збірки ТВЕЛ в пучок, що включає похилий стіл з відсікачами подачі ТВЕЛ на вертикально рухливі рейки кантувача у вигляді поворотного каркаса, що має по торцях пази для встановлення плит з різновисотними ложементами для закріплення в них вищевказаного пучка ТВЕЛу, пристрій знімання пучка ТВЕЛ з кантувача на захватне пристосування з буфером, транспортний засіб у вигляді ланцюгового конвеєра з направляючою внизу для переміщення візка захватного пристосування з пучком ТВЕЛ, по осі руху якого в технологічній послідовності встановлені ванна з водорозчинним лаком з пристроєм - лебідкою вертикального опускання і підйому роз'єму направляючої з візком, захватним пристосуванням з пучком ТВЕЛ з нижнім датчиком зупину опускання і верхнім датчиком зупину підйому, сушильну камеру з підпружиненими дверцятами і вузол розбирання пучка ТВЕЛ, що включає кантувач у вигляді поворотного каркаса з пазами по торцях для розміщення плит пучка ТВЕЛ з різновисотними ложементами для розміщення ТВЕЛ з пристроєм знімання пучка ТВЕЛ із захватного пристосування на кантувач, забезпечений вертикально рухливими рейками похилий стіл з відсікачами видачі ТВЕЛ. Недоліком відомого пристрою є те, що автоматизовано нетехнологічний спосіб нанесення лакового покриття при вертикальному розташуванні пучка твелів. Тому обладнання надзвичайно громіздке та енергоємне, містить ланцюговий конвеєр, декілька кантувачів для переведення твелів з початкового горизонтального положення у вертикальне і назад, безліч захватів і приводів, які повинні працювати синхронно. Все це різко знижує надійність роботи лінії при високих витратах на ремонтно-експлуатаційні витрати. Задачами, які розв'язуються запропонованою групою винаходів, є: підвищення якості лакового покриття, що наноситься, за рахунок зменшення його товщини, підвищення адгезії з поверхнею твела і рівномірності по його довжині і периметру поперечного перерізу; зниження витрат лакової суміші; 1 UA 110656 C2 5 10 15 20 25 30 35 40 45 50 55 зниження металоємності і енергоємності обладнання, що реалізує технологію підготовки твелів до збирання в ТВА; повну автоматизацію операції нанесення покриття і її здійснення в ритмі автоматизованої лінії. Технічний результат, що досягається запропонованим способом, полягає в підвищенні рівномірності товщини лакового шару, що наноситься, а також у зниженні витрат лаку за рахунок нанесення лаку в горизонтальному положенні і безпосередньо на поверхню твела без використання великої ємності з лаком. Технічний результат досягається тим, що в способі нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів, який полягає в тому, що приводять поверхню твелів в контакт з лаком і потім проводять їх сушіння з утворенням лакового покриття на поверхні твела, згідно з пропозицією, приведення поверхні твелів в контакт з лаком та їх сушіння здійснюють шляхом їх переміщення в горизонтальному напрямку вздовж власної осі послідовно через зону нанесення лаку і зону сушіння, центрування твелів на вході в зону нанесення лаку і примусового і дозованого змочування при цьому в зоні нанесення лаку циліндричної поверхні твела лаком при проході його через щільно облягаючий еластичний капілярно-пористий елемент, в який подають лак до заповнення ним його пор, при цьому переміщення твелів здійснюють за допомогою роликів, які утворюють дві опори, розташовані відповідно перед зоною нанесення лаку і після зони сушіння, при цьому відстань L між опорами вибирають не більше довжини, на якій прогин твела за рахунок власної ваги дорівнює гранично допустимому значенню, а швидкість W переміщення твелів вибирають з умови: W L / , де W- швидкість переміщення твелів, L - відстань між опорами, τ - час сушіння лакового покриття, а відстань l між закінченням зони нанесення лаку і початком зони сушіння вибирають з умови: l W к , де W - швидкість переміщення твелів, τк - час від моменту нанесення лаку до початку утворення краплі в нижній частині твела. При переміщенні твели переважно стикують один з одним за допомогою проставок, які мають той самий зовнішній діаметр, що й діаметр оболонок твелів. Крім того, послідовне переміщення твелів через зону нанесення лаку і зону сушіння можуть повторювати один або більше разів. У процесі переміщення твели можна обертати навколо власної осі. Крім того, подачу лаку припиняють перед проходженням стику твелів, що йдуть один за одним, через зону нанесення лаку і відновлюють знову після проходу стику через зазначену зону. Крім того, сушіння можуть здійснювати шляхом створення вісесиметричного руху нагрітого газового потоку навколо циліндричної поверхні твелів, що рухаються, із забезпеченням на виході із зони сушіння температури поверхні твелів з лаковим покриттям не більше 90° С Технічний результат, що досягається запропонованим пристроєм, полягає в зниженні матеріаломісткості та енергоємності пристрою. Технічний результат досягається тим, що пристрій для нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів містить камеру нанесення лаку і камеру сушіння, при цьому зазначені камери мають співвісні канали для проходу твела, а перед входом в камеру нанесення лаку і після виходу з камери сушіння встановлені приводи для поздовжнього переміщення твелів, при цьому камера нанесення лаку з'єднана із засобом подачі лаку і виконана у вигляді ємності з розташованим в ній еластичним капілярно-пористим елементом, що має канал для проходу твелів, і встановленим всередині втулки з утворенням картриджа, встановленого всередині ємності камери нанесення лаку з утворенням між стінками ємності і втулки простору, який з'єднаний із засобом подачі лаку з можливістю примусового дозованого змочування твела лаком і сполученого з каналом для проходу твела отворами, виконаними у втулці, а перед камерою нанесення лаку встановлено центрувальний пристрій, який включає кільцеву основу, що має можливість вільного обертання, із встановленими на ній трьома кільцевими секторами, між якими під кутом 120° один до одного на осях встановлені центруючі ролики, при цьому осі вільно встановлені в торцях сусідніх секторів, а сектори встановлені на кільцевій основі з можливістю радіального переміщення і фіксації в будь-якому проміжному положенні. 2 UA 110656 C2 5 10 15 20 25 30 35 40 45 50 55 60 В окремих варіантах реалізації пристрою засіб подачі лаку може являти собою ємність, виконану з можливістю створення в ній надлишкового тиску стисненим повітрям. Камера сушіння може бути виконана у вигляді циліндричної оболонки з намотаним на неї спіральним нагрівальним елементом, яка має завихрювач на вході нагрітого газового потоку. Приводи поздовжнього переміщення твелів можуть бути забезпечені механізмами, що забезпечують обертання твелів навколо власної осі. Реалізація заявлених технічних рішень дозволяє проводити підготовку тепловиділювальних елементів до збирання в ТВА в безперервному, легко автоматизованому режимі, з високою якістю нанесення лакового покриття та з мінімальними фінансовими, енергетичними і матеріальними витратами. При цьому рівномірність нанесення лакового покриття досягається за рахунок примусового дозованого змочування циліндричної поверхні твела лаковою сумішшю при проході його через щільно облягаючий по зовнішній поверхні еластичний капілярнопористий елемент, пори якого заповнені лаковою сумішшю, а також за рахунок точного центрування поперечного перерізу твела на вході в камеру нанесення лакової суміші. Суть запропонованої групи винаходів пояснюється кресленнями. На фіг. 1 зображена принципова схема установки для реалізації способу нанесення лакового покриття на поверхню тепловиділювальних елементів з оболонками з цирконієвих сплавів перед збиранням їх у касету. На фіг. 2 показана технологічна камера нанесення лакової суміші. На фіг. 3 показано пристрій для центрування твела в камері нанесення лакової суміші. На фіг. 4 показана камера сушіння. На фіг. 5 показано з'єднання твелів проставками. Запропонований пристрій складається з технологічних камер 1 і 2 нанесення лаку і сушіння відповідно, які мають співвісні канали, що утворюють єдиний транспортний канал для проходу твела 3. На вході в камеру 1 нанесення лаку встановлено центрувальний пристрій 4. Перед камерою 1 нанесення лаку і після виходу твела з камери 2 сушіння встановлені приводи 5 і 6 з приводними роликами 27 і 28 для поздовжнього переміщення твелів 3. Між ними по ходу твела 3 встановлені пасивні ролики 7, що служать опорами при транспортуванні виробу. Збільшення товщини лакового покриття можна досягти і за допомогою обертання твела 3 навколо власної осі в процесі поздовжнього транспортування. Для цього приводи 5 і 6 забезпечуються додатковими нахиленими роликами (на кресленні не показані). Відстань між усіма роликами вибрано таким чином, щоб прогин твела 3, що лежить на них як на опорах, не перевищував максимально допустимого значення. Подача лакової суміші в камеру 1 нанесення лаку проводиться з ємності 8 під надлишковим тиском у кількості, необхідній для отримання поверхневої рідинної плівки рівномірної товщини. Надмірний тиск створюється або насосомдозатором 9, або стисненим повітрям. Камера 1 нанесення лаку являє собою циліндричну ємність 11, всередині якої встановлений картридж, що складається з втулки 12 і еластичного капілярно-пористого елемента 13, що має циліндричний канал 14 для проходу твела 3. Втулка 12 зі стінками камери утворює кільцевий об'єм 15, що заповнюється лаковою сумішшю і сполучається з каналом 14 низкою отворів 16 у втулці 12, через які лакова суміш надходить на поверхню твела 3 і до торцевих елементів 14, просочуючи їх. Лакова суміш (розчин полівінілового спирту в дистильованій воді з вмістом 3 полівінілового спирту 65±6 г/дм ) подається під надлишковим тиском з ємності 8. Еластичний елемент 13 щільно облягає циліндричну поверхню твела 3 і виконаний з капілярно-пористого матеріалу, наприклад поролону. Необхідність примусової подачі лакової суміші в капілярно-пористий еластичний елемент 13 3 пояснюється тим, що вихідна лакова суміш має щільність 1,026-1,030 г/см . У цьому діапазоні щільностей в'язкість суміші настільки висока, що самопливом до поверхні тепловиділювального елемента 3 через пористий елемент 13 подана бути не може. Тому в реальному процесі суміш примусово подається або насосом (для цього можуть бути використані лише перистальтичні мікронасоси з регульованою подачею рідини), або надлишковим тиском стисненого повітря, який створюється в ємності 8. Необхідність дозованої подачі лакової суміші пояснюється тим, що витрата лакової суміші при її примусовій подачі підбирається таким чином, щоб вона повністю відповідала об'єму рідинної плівки, що утримується на поверхні твела 3 за рахунок сил поверхневого натягу. Перевищення витрати призводить до стікання зайвого об'єму суміші в нижній частині виходу картриджа і, як наслідок, до нерівномірного по товщині шару нанесеної плівки. Після сушіння нижня поверхня твела 3 (де нанесена плівка характеризується найбільшою товщиною) залишається недосушеною і при доторканні до наступної опори (приводного ролика 28) прилипає до нього, розривається і намотується на поверхню ролика. 3 UA 110656 C2 5 10 15 20 25 30 35 40 45 50 55 Камера 2 сушіння являє собою циліндричну оболонку 23 з намотаним на неї нагрівальним елементом 24, вісь якої поєднана з віссю транспортного каналу. На вході сушильного агента (нагрітого повітря) в камеру 2 сушіння встановлений завихрювач 25 з тангенціальними каналами, що забезпечує вісесиметричний вихровий рух нагрітого газового потоку навколо циліндричної поверхні рухомих твелів 3. Точне центрування забезпечується центруючим пристроєм 4, встановленим на вході в камеру 1 нанесення лаку і який являє собою кільцеву основу 17, яка має можливість вільного обертання в підшипниковому вузлі 18, з трьома секціями 19, кожна з яких являє собою кільцевий сектор, між якими під кутом 120° один до одного встановлені центруючі ролики 20. Секції 19 пов'язані між собою осями 21, вільно вставленими в торці сусідніх секцій і які є опорами центруючих роликів 20, а самі секції мають можливість радіального переміщення і фіксації гвинтом 22 в будь-якому проміжному положенні. Центрувальний пристрій 4 виключає деформування еластичного капілярно-пористого елемента 13 в камері 1 нанесення лаку і забезпечує рівномірний контакт поверхні твела 3 з поверхнею еластичного капілярно-пористого елемента 13 по всьому периметру. При порушенні центрування поверхня твела 3 притискається до однієї зі сторін капілярно-пористого елемента 13, деформуючи поверхневі пори. У цьому місці товщина рідинної плівки різко зменшується, а з протилежного боку також різко збільшується. Сушіння такої плівки призводить до термічної деструкції тонкого шару і недостатній ефективності товстого. Відсутності утворення дефектів лакового покриття на стику твелів можна домогтися також, якщо кожен попередній твел 3 з'єднаний з наступним спеціальною циліндричною проставкою 26, що має зовнішній діаметр, рівний діаметру оболонки твела 3, і внутрішню конфігурацію, що дозволяє повністю вставити в неї кінцеві деталі стикованих твелів 3. Використання захисних стикувальних проставок 26 забезпечує безперервність процесу нанесення лаку на поверхню твелів 3 і запобігає пошкодженню капілярно-пористих елементів 13 в камерах 1 нанесення лаку (так як твел має змінний діаметр з урахуванням кінцевих деталей). Промислова реалізація способу неможлива без використання проставок. На практиці процес запуску установки припускає спочатку прохід кількох імітаторів твелів, що необхідно для повної стабілізації процесу нанесення плівки і її сушіння, а потім безперервну роботу зі штатними виробами. При цьому твели 3 стикуються проставками 26 до нанесення лаку і розстиковуються відразу після сушіння. Крім функції створення безперервного потоку твелів, проставки 26 виконують функцію захисних наконечників, які закривають посадочні поверхні кінцевих деталей від попадання на них лаку, що неприпустимо при збиранні твелів в тепловидільний агрегат (ТВА). Запропонований спосіб нанесення лакового покриття на поверхню тепловиділювальних елементів з оболонками з цирконієвих сплавів перед збиранням їх у касету полягає в наступному. Твели 3 подаються на вихідну позицію транспортного каналу з накопичувача (на фіг. не показаний). Включається привод 5 (приводні ролики зсуваються), і твел 3 переміщується в подовжньому напрямі. При цьому передній його кінець доходить до імітатора 10 твела і починає проштовхувати його через камеру нанесення лаку 1. Iмітатор 10 встановлюється в транспортному каналі для виходу всіх технологічних параметрів процесу на робочий режим при запуску установки. При проходженні через камеру 1 нанесення лаку на поверхню твела 3 наноситься рівномірна по периметру і довжині твела 3 рідинна плівка лакової суміші, її товщина не перевищує ~ 100-120 мкм. Відразу після виходу з камери 1 твел надходить в камеру 2 сушіння. При розташуванні твела 3 на дві опори за рахунок власної ваги утворюється прогин (кривизна) твела. Надмірна кривизна призводить до розклинювання паливної таблетки всередині оболонки твела з можливим подальшим руйнуванням таблетки, що неприпустимо для експлуатації твелів. При створенні захисної лакової плівки всі стадії процесу (нанесення рівномірної плівки, утримання її до початку сушіння та висушування до повної відсутності прилипання) повинні пройти за час переміщення кожної точки твела 3 між двома опорами. Тому відстань L між першою і другою опорами, утвореними приводними роликами 27 і 28, вибирають не більше довжини, на якій прогин твела 3 за рахунок власної ваги дорівнює гранично допустимому значенню. При цьому швидкість W поздовжнього переміщення твелів 3 визначають, виходячи з наступної нерівності: W L / , де τ - час сушіння лакового покриття (визначається за відсутністю прилипання). 4 UA 110656 C2 5 10 15 20 25 30 35 Невиконання даної умови призводить до недостатньої ефективності сушіння, яке в свою чергу не дозволяє отримати бездефектну лакову плівку. Відстань l між закінченням зони нанесення лакової суміші і початком зони сушіння визначається виходячи з наступної нерівності: l W к , де τк - час від нанесення лакової суміші до початку утворення краплі в нижній частині периметра поперечного перерізу твела. Реально величина τк становить не більше 1 сек. В іншому випадку рідинна плівка до початку сушіння починає стікати з верхньої частини циліндричної поверхні твела 3 на нижню, приводячи до істотної нерівномірності товщини покриття, що наноситься, по периметру його поперечного перерізу. Проходячи зону сушіння, лакове покриття висихає, при цьому його товщина зменшується, більш ніж на порядок і становить не більше 10-12 мкм. Параметри сушіння (температура нагрівача камери сушіння, температура сушильного агента на вході в камеру, його витрата і час контакту з поверхнею твела 3) підібрані таким чином, що на виході із зони сушіння температура поверхні твелів 3 з лаковим покриттям не перевищує 90° С Невиконання даної умови призводить до зміни властивостей наносимого лакового покриття і поганого його змивання після збирання твелів 3 в ТВА. При проходженні стику двох твелів 3 через камеру 1 нанесення лакового покриття на їх торцях можливе утворення окремих крапель, які, висихаючи в камері 1 сушіння, перетворюються на локальні напливи і налипання. Зазначені дефекти лакового покриття не впливають на зусилля при спорядженні твелів 3 в каркас ТВА, проте в деяких випадках краплі, що утворюються, можуть потрапляти на стінки камери 2 сушіння, забруднюючи їх. Для запобігання цьому подача лакової суміші в камеру 1 нанесення лаку припиняється перед проходженням стику твелів 3, що йдуть один за одним, через зону нанесення лакової суміші і поновлюється знову після проходу стику через зазначену зону. При цьому утворення крапель не відбувається, тому що покриття зони стику твелів 3 здійснюється тільки за рахунок наявної в порах елемента 13 залишкової і зменшуваної кількості лакової суміші. Коли задній кінець твела 3 виходить із зачеплення з тягнучими роликами 27 приводу 5 передній його кінець, що пройшов камеру 2 сушіння, досягає приводу 6 подальшого транспортування, ролики 28 якого зводяться, і твел 3 продовжує поздовжнє транспортування аж до повного його виходу з камери 2 сушіння. Подальше транспортування покритого лаком твела 3 (в поздовжньому або поперечному напрямку) здійснюється відповідно до структури автоматизованої лінії на накопичувач автомата спорядження каркаса тепловиділювального агрегата. Збільшення товщини лакового покриття призводить до зниження величини зусиль при заштовхуванні твелів 3 в дистанціонуючі решітки каркаса, тому в разі необхідності на перший шар лаку може бути нанесено другий, що реалізується встановленням додаткових камер нанесення лакового покриття і сушіння. Твели 3, рухаючись безперервно один за одним, проходять зони нанесення і сушіння лакового покриття і на виході готові до спорядження в каркас ТВА. 40 ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Спосіб нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів, що полягає в тому, що приводять поверхню твелів в контакт з лаком і потім проводять їх сушіння з утворенням лакового покриття на поверхні твела, який відрізняється тим, що приведення поверхні твелів в контакт з лаком та їх сушіння здійснюють шляхом їх переміщення в горизонтальному напрямку вздовж власної осі послідовно через зону нанесення лаку і зону сушіння, центрування твелів на вході в зону нанесення лаку і примусового і дозованого змочування при цьому в зоні нанесення лаку циліндричної поверхні твела лаком при проході його через щільно облягаючий еластичний капілярно-пористий елемент, в який подають лак до заповнення ним його пор, при цьому переміщення твелів здійснюють за допомогою роликів, що утворюють дві опори, розташовані відповідно перед зоною нанесення лаку і після зони сушіння, при цьому відстань L між опорами вибирають не більше довжини, на якій прогин твела за рахунок власної ваги дорівнює гранично допустимому значенню, а швидкість W переміщення твелів вибирають з умови: W L/ , де L - відстань між опорами, τ - час сушіння лакового покриття, а відстань l між закінченням зони нанесення лаку і початком зони сушіння вибирають з умови: l Wк , 5 UA 110656 C2 5 10 15 20 25 30 35 де W - швидкість переміщення твелів, τк - час від моменту нанесення лаку до початку утворення краплі в нижній частині твела. 2. Спосіб за п. 1, який відрізняється тим, що при переміщенні твели стикуються один з одним за допомогою проставок, які мають той же зовнішній діаметр, що й діаметр оболонок твелів. 3. Спосіб за п. 1, який відрізняється тим, що послідовне переміщення твелів через зону нанесення лаку і зону сушіння повторюють один або більше разів. 4. Спосіб за п. 1, який відрізняється тим, що в процесі переміщення твели обертають навколо власної осі. 5. Спосіб за п. 1, який відрізняється тим, що подачу лаку припиняють перед проходженням стику твелів, що йдуть один за одним, через зону нанесення лаку і відновлюють знову після проходу стику через зазначену зону. 6. Спосіб за п. 1, який відрізняється тим, що сушіння здійснюють шляхом створення вісесиметричного руху нагрітого газового потоку навколо циліндричної поверхні рухомих твелів із забезпеченням на виході із зони сушіння температури поверхні твелів з лаковим покриттям не більше 90 °С 7. Пристрій для нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів, що містить камеру нанесення лаку і камеру сушіння, який відрізняється тим, що зазначені камери мають співвісні канали для проходу твела, а перед входом в камеру нанесення лаку і після виходу з камери сушіння встановлені приводи для поздовжнього переміщення твелів, при цьому камера нанесення лаку з'єднана із засобом подачі лаку і виконана у вигляді ємності з розташованим в ній еластичним капілярнопористим елементом, що має канал для проходу твелів і встановленим усередині втулки з утворенням картриджа, встановленого всередині ємності камери нанесення лаку з утворенням між стінками ємності і втулки простору, з'єднаного із засобом подачі лаку з можливістю примусового дозованого змочування твела лаком і сполученого з каналом для проходу твела отворами, виконаними у втулці, а перед камерою нанесення лаку встановлено центрувальний пристрій, що включає кільцеву основу, що має можливість вільного обертання, з встановленими на ньому трьома кільцевими секторами, між якими під кутом 120° один до одного на осях встановлені центруючі ролики, при цьому осі вільно встановлені в торцях сусідніх секторів, а сектори встановлені на кільцевій основі з можливістю радіального переміщення і фіксації в будь-якому проміжному положенні. 8. Пристрій за п. 7, який відрізняється тим, що засіб подачі лаку являє собою ємність, виконану з можливістю створення у ній надлишкового тиску стисненим повітрям. 9. Пристрій за п. 7, який відрізняється тим, що камера сушіння виконана у вигляді циліндричної оболонки з намотаним на неї спіральним нагрівальним елементом, що має завихрювач на вході нагрітого газового потоку. 10. Пристрій за п. 7, який відрізняється тим, що приводи поздовжнього переміщення твелів забезпечені механізмами, що забезпечують обертання твелів навколо власної осі. 6 UA 110656 C2 7 UA 110656 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори російськоюГлухов Виктор Владимирович, Григорьянц Ашот Владимирович, Багдатьев Дмитрий Николаевич, Буданов Роман Евгеньевич, Локшин Василий Анатольевич, Иванов Александр Викторович, Фролов Евгений Васильевич, Чиченков Александр Анатольевич, Чернов Дмитрий Александрович
МПК / Мітки
МПК: G21C 21/02, B05C 11/105, B05D 1/26, B05D 7/16, G21C 3/32, B05C 1/02
Мітки: оболонками, каркас, покриття, тепловиділювального, твелів, пристрій, агрегату, тепловиділювальних, нанесення, лакового, спорядженням, їзди, сплавів, елементів, спосіб, поверхню, цирконієвих, тва
Код посилання
<a href="https://ua.patents.su/10-110656-sposib-nanesennya-lakovogo-pokrittya-na-poverkhnyu-teplovidilyuvalnikh-elementiv-tveliv-z-obolonkami-z-cirkoniehvikh-splaviv-pered-sporyadzhennyam-kh-v-karkas-teplovidilyuvalnogo-a.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення лакового покриття на поверхню тепловиділювальних елементів (твелів) з оболонками з цирконієвих сплавів перед спорядженням їх в каркас тепловиділювального агрегату (тва) і пристрій для його зді</a>
Пристрій для нанесення покриття на металеву поверхню
Номер патенту: 36448
Опубліковано: 27.10.2008
Автори: Міхальцов Ігор Валентинович, Шанюк Ольга Василівна
МПК: B05C 9/00
Мітки: металеву, поверхню, пристрій, покриття, нанесення
Формула / Реферат:
Пристрій для нанесення покриття на металеву поверхню, що містить ванну для деталей, на які наноситься покриття, та нагріваючий пристрій, який відрізняється тим, що нагріваючий пристрій виконано у вигляді двох електродів, при цьому катодом є деталь, на яку наносять покриття, а анодом - метал, що наноситься на поверхню деталі, який закріплений в тримачі і виконаний з можливістю переміщення вздовж осі деталі.
Спосіб нанесення сипкого покриття на внутрішню поверхню виливниці машини відцентрового лиття і пристрій для його здійснення
Номер патенту: 80020
Опубліковано: 10.08.2007
Автори: Олійник Валерій Василійович, Толстік Володимир Василійович, Фельдман Олександр Ісаакович, Нікуліньський Дмитро Михайлович, Кругленко Володимир Андрійович, Бобух Олександр Анатолійович
МПК: B22D 13/10
Мітки: машини, пристрій, виливниці, здійснення, сипкого, внутрішню, спосіб, покриття, поверхню, відцентрового, нанесення, лиття
Формула / Реферат:
1. Спосіб нанесення сипкого покриття на внутрішню поверхню виливниці машини відцентрового лиття за допомогою консольного поворотного щілинного жолоба, який відрізняється тим, що консоль жолоба заводять на середину довжини виливниці і з'єднують із одночасно заведеною туди з протилежного боку консоллю труби супроводу, а місце зчленування одержаної двоопорної балки виводять за торець виливниці, де накладають на зчленування додаткову в'язь, після...
Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара
Номер патенту: 584
Опубліковано: 16.10.2000
Автори: Радзієвський Василь Володимирович, Глоба Володимир Мойсеєвич
Мітки: внутрішню, покриття, поверхню, нанесення, пристрій, резервуара, антикорозійного
Формула / Реферат:
1. Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара, що складається з насоса, підставки у вигляді триноги з поворотним пристроєм і коромислом на ньому, який відрізняється тим, що поворотний пристрій виконано у вигляді телескопічної стріли, на вершині якої розміщено коромисло, оснащене форсунками на кінцях, причому телескопічна стріла встановлена з можливістю обертання навколо своєї осі та пов'язана з...
Пристрій для нанесення покриття на внутрішню поверхню виробів
Номер патенту: 45026
Опубліковано: 15.03.2002
Автори: Горошко Ігор Петрович, Чередніченко Вікторія Вікторівна, Насонов Сергій Володимирович, Мнухін Анатолій Григорович, Мнухін Михайло Анатольович, Ємельяненко Володимир Іванович
МПК: B05B 7/16
Мітки: пристрій, виробів, нанесення, поверхню, покриття, внутрішню
Формула / Реферат:
Пристрій для нанесення покриття на внутрішню поверхню виробів, що містить два електроди, які приєднані до джерела постійного струму, напрямний елемент для подачі матеріалу покриття і канал для розпилення останнього, який відрізняється тим, що у торці коаксіально розташованих електродів, один з яких зовнішній, трубчастий і одночасно є напрямним елементом, виконана розрядна камера, а канали для розпилення розташовані в стінці розрядної камери і...
Агрегат для нанесення покриття із цинку, алюмінію та їх сплавів на зовнішню поверхню довгомірних циліндричних виробів
Номер патенту: 18953
Опубліковано: 25.12.1997
Автори: Хаустов Георгій Йосипович, Дем'янова Людміла Іванівна, Коровайний Сергій Федорович, Руліков Віктор Володимирович, Сергєєв Віктор Володимирович, Ткач Валер'ян Іванович, Проскуркін Євгеній Васильович, Щербак Олександр Семенович, Пархоменко Віктор Валентинович, Артьомов Володимир Васильович
МПК: C23C 2/04, C23C 2/36, C23C 2/06
Мітки: агрегат, нанесення, сплавів, покриття, поверхню, циліндричних, виробів, зовнішню, цинку, довгомірних, алюмінію
Формула / Реферат:
Агрегат для нанесення покрытий из цинка, алюминия и их сплавов на наружную поверхность длинномерных цилиндрических изделий, включающий последовательно установленные механизм размотки бунта, камеры нагрева и охлаждения в восстановительной защитной среде, установку для нанесения покрытия, устройство водяного охлаждения, а также механизм намотки длинномерных цилиндрических изделий в бунт, отличающийся тем, что агрегат дополнительно снабжен...
Попередній патент: Сканування коефіцієнтів при кодуванні відео
Наступний патент: Сільськогосподарська і садова фунгіцидна композиція
Випадковий патент: Укладач-забірник роторний