Верстат для шліфування кульок з напівдорогоцінних каменів
Номер патенту: 111912
Опубліковано: 25.11.2016
Автори: Гейчук Володимир Миколайович, Кузнєцов Юрій Миколайович, Недобой Вадим Анатолійович

Формула / Реферат
Верстат для шліфування кульок з напівдорогоцінних каменів, що містить привод головного руху обертання шліфувального круга з радіусним профілем на периферії і електродвигуни, які розташовані на нерухомій частині, встановленої на станині верстата у вигляді піддона з краями, ведучий ролик з гумовими кільцевими буртами і привод його обертання від додаткового електродвигуна, привод радіальної подачі ведучого ролика, підпірку для утримання напівдорогоцінного каменя під час шліфування, який відрізняється тим, що верстат виконаний багатопозиційним з можливістю одночасної паралельної обробки кількох кульок різного діаметра і складається з однакових робочих позицій або секцій з кількістю електродвигунів привода головного руху, рівною або вдвічі меншою кількості шліфувальних кругів, кількістю приводів радіальної подачі ведучого ролика, рівною кількості оброблюваних кульок і їх діаметрів, причому кожна робоча позиція оснащена розташованим над нею бункерним завантажувальним пристроєм під відповідний діаметр кульки і механізмом її поштучної подачі в робочу позицію.
Текст
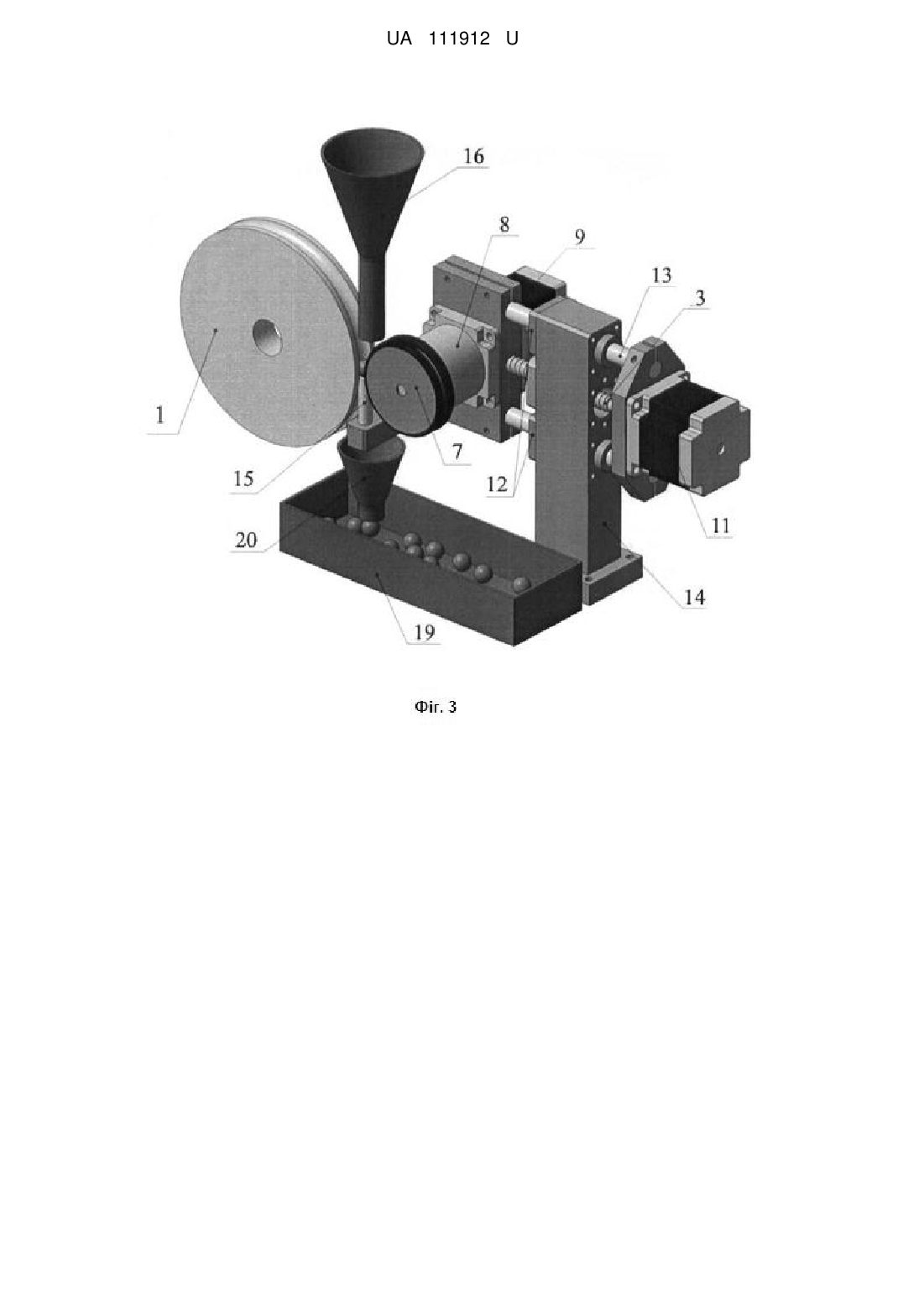
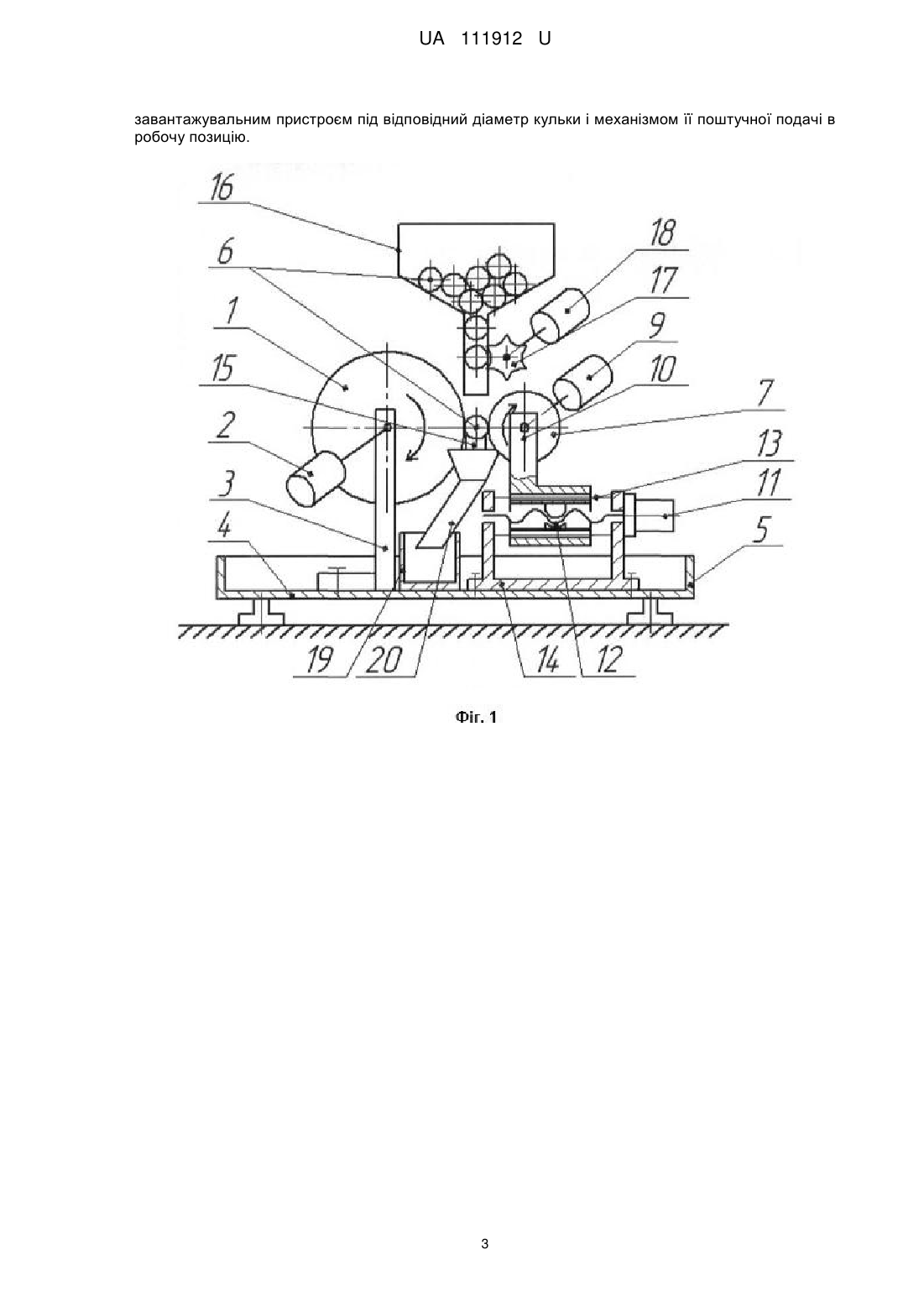
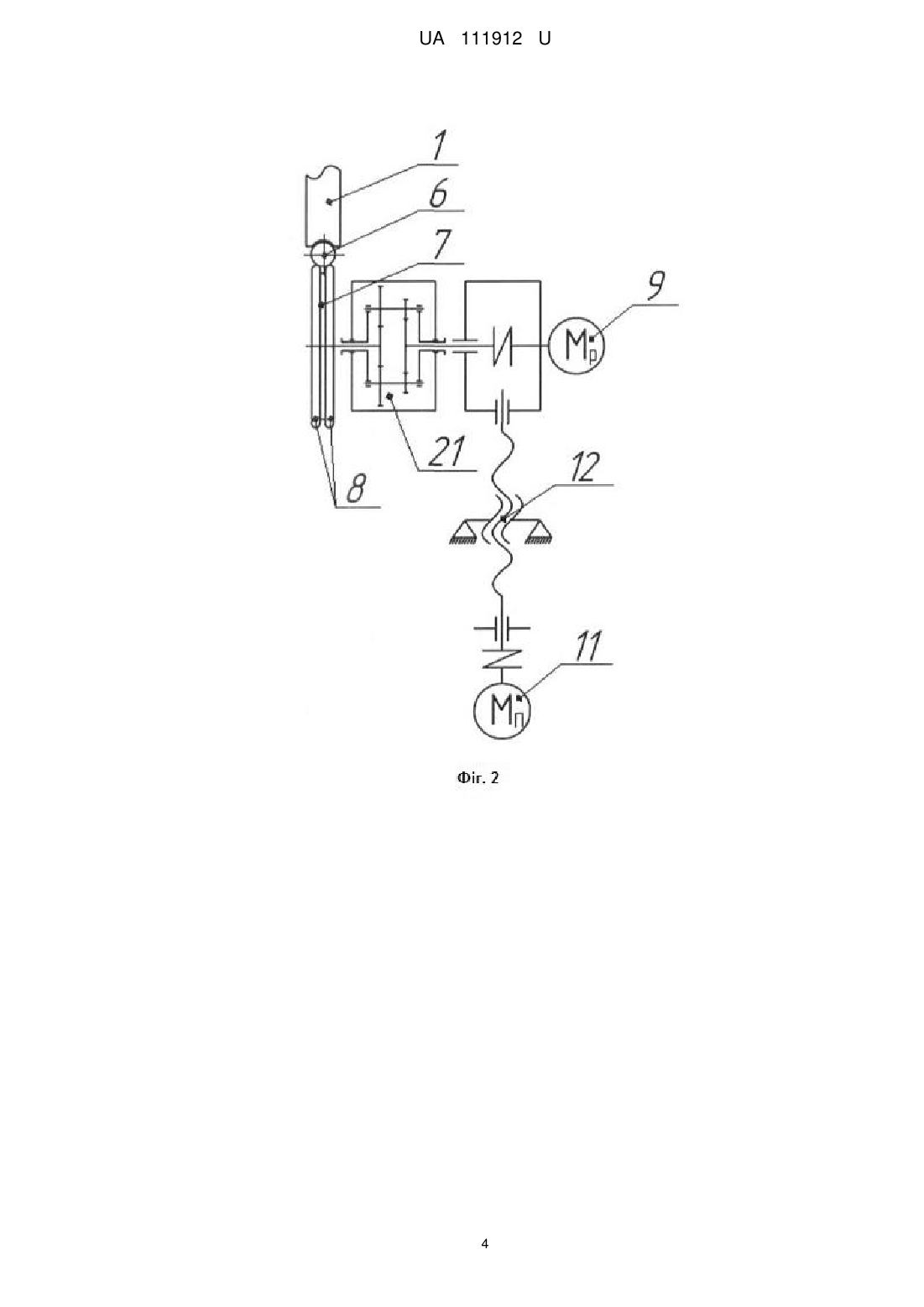
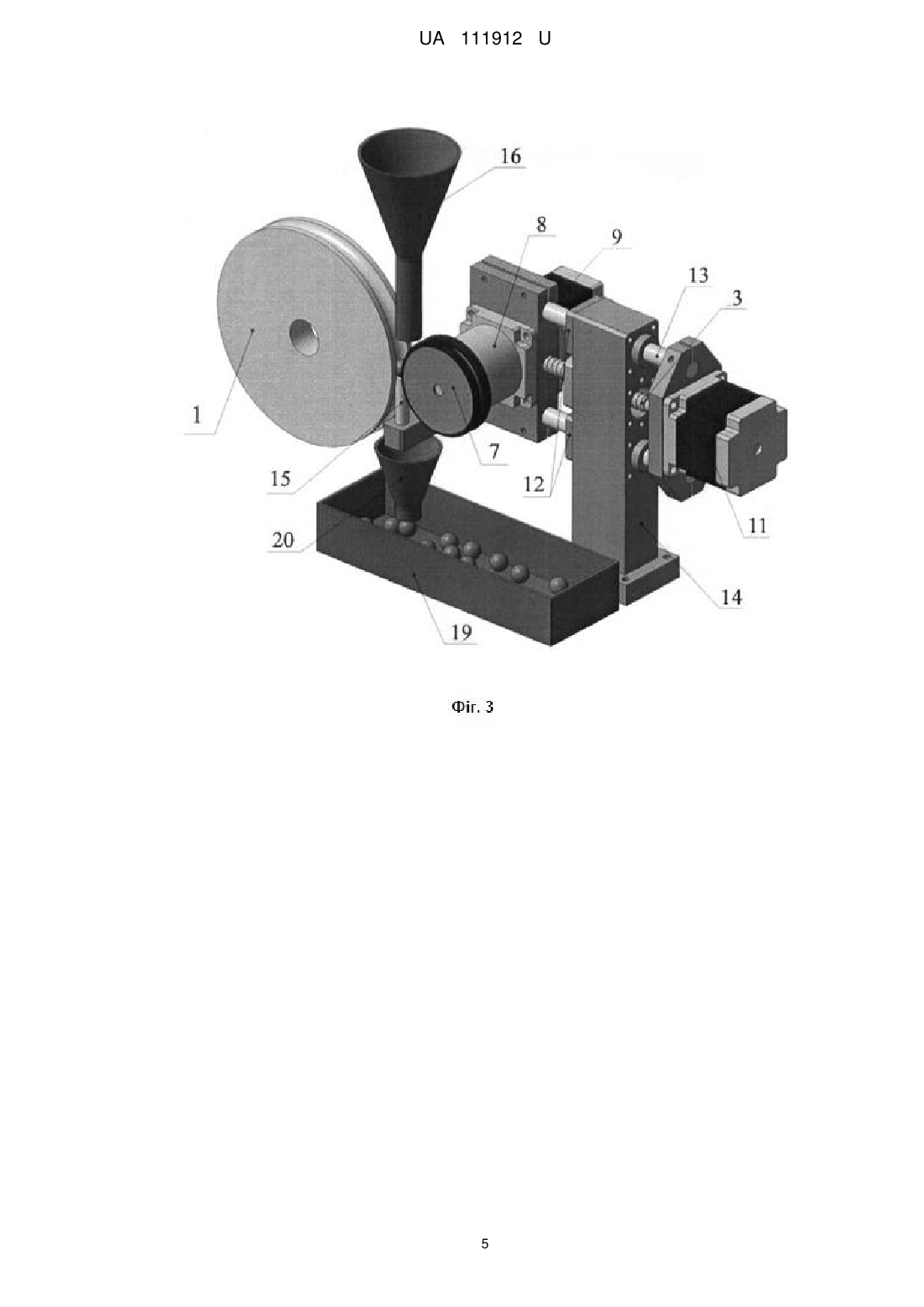
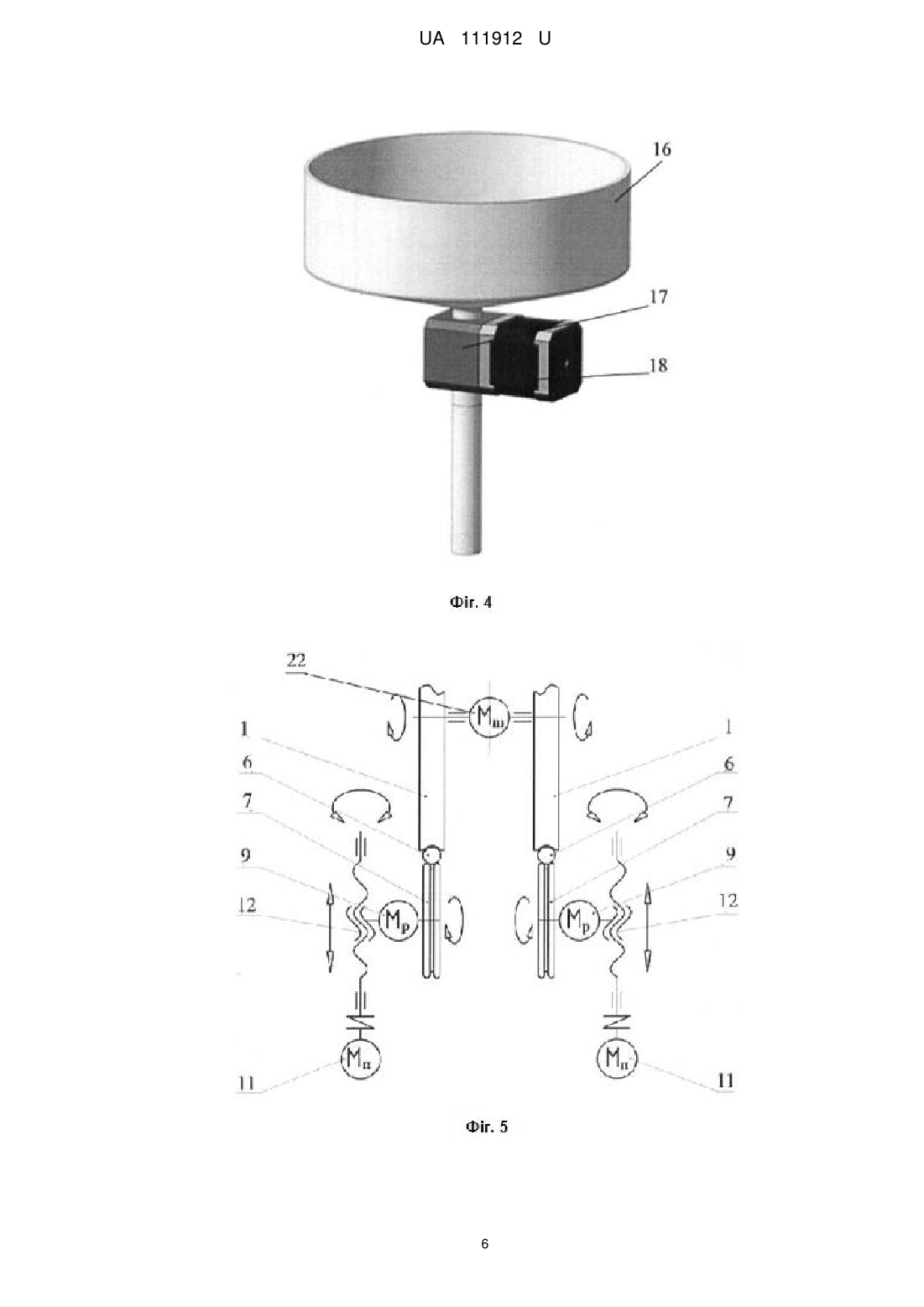
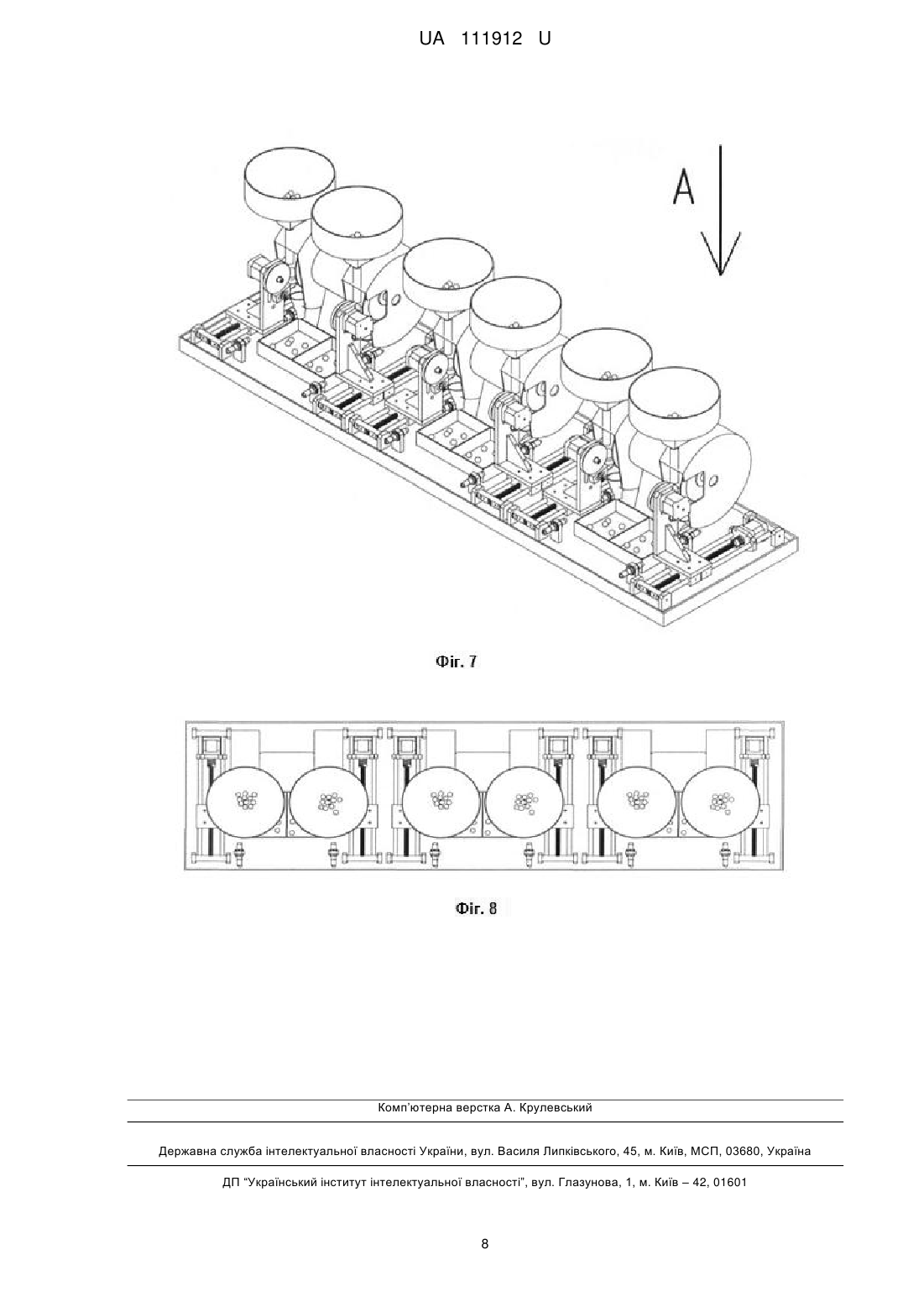
Реферат: Верстат для шліфування кульок з напівдорогоцінних каменів містить привод головного руху обертання шліфувального круга з радіусним профілем на периферії і електродвигуни, які розташовані на нерухомій частині. Нерухома частина встановлена на станині верстата у вигляді піддона з краями. Верстат містить ведучий ролик з гумовими кільцевими буртами і привод його обертання від додаткового електродвигуна. Також має привод радіальної подачі ведучого ролика, підпірку для утримання напівдорогоцінного каменя під час шліфування. Верстат виконаний багатопозиційним з можливістю одночасної паралельної обробки кількох кульок різного діаметра. Верстат складається з однакових робочих позицій або секцій з кількістю електродвигунів привода головного руху, рівною або вдвічі меншою кількості шліфувальних кругів, кількістю приводів радіальної подачі ведучого ролика, рівною кількості оброблюваних кульок і їх діаметрів. Кожна робоча позиція оснащена розташованим над нею бункерним завантажувальним пристроєм під відповідний діаметр кульки і механізмом її поштучної подачі в робочу позицію. UA 111912 U (54) ВЕРСТАТ ДЛЯ ШЛІФУВАННЯ КУЛЬОК З НАПІВДОРОГОЦІННИХ КАМЕНІВ UA 111912 U UA 111912 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі абразивної обробки і може бути використана в ювелірній промисловості при виготовленні напівфабрикатів сферичної форми - кульок з напівдорогоцінних і виробничих каменів, наприклад бурштину. Відомим аналогом є верстат подібного призначення [1], в якому заготовки автоматично завантажують з бункера у вузол подачі і разом з ним безперервно транспортують з одночасним зніманням припуску через робочий проміжок у формі клина, що утворений поверхнею радіусної профільної канавки на шліфувальному кругу і притискними поверхнями приводних роликів механізму кругової подачі, причому діаметральна площина профільної канавки розташована під кутом 180° до площини обертання притискних поверхонь роликів, а осі обертання шліфувального круга і роликів розташовані на різні сторони осі клинового проміжку. Недоліком верстата є обмеження частоти обертання механізму кругової подачі, що призводить до зниження продуктивності обробки при послідовній подачі заготовок в одну робочу позицію. Найближчим аналогом до корисної моделі верстат з ручним керуванням моделі SKU польської фірми AVALON [2], що містить привод головного руху обертання шліфувального круга з радіусним профілем на периферії і електродвигун, які розташовані на нерухомій частині верстата у вигляді піддона з краями, ведучий ролик з гумовими кільцевими буртами і привод його обертання від додаткового електродвигуна, привод радіальної подачі ведучого ролика, підпірку для утримання напівдорогоцінного каменя під час шліфування. Недоліком найближчого аналога є: по-перше, ручне управління процесом обробки, що приводить до значних витрат допоміжного часу для встановлення заготовки в робочу позицію; по-друге, ручна радіальна робоча подача ролика і нерегламентована сила його притискання до заготовки, що може привести до руйнації заготовки або погіршення якості обробки; по-третє, одночасна обробка лише одної заготовки однією людиною, що суттєво зменшує інтенсивність обробки і, як наслідок, її продуктивність; по-четверте, неможливість побудови автоматизованої системи технологічного процесу, починаючи від очищення сировини, її розпізнавання і сортування по розміру, подальшого чорнового і фінішного шліфування, додаткових операцій, наприклад, свердління отворів у кульках, полірування і контролю. В основу корисної моделі поставлена задача вдосконалення верстата для шліфування кульок з напівдорогоцінних каменів шляхом багатопозиційної паралельної обробки кількох кульок різного діаметра в однакових робочих секціях або секціях, що дозволяє досягнути технічного результату - підвищення продуктивності і якості обробки кульок. Поставлена задача вирішується тим, що верстат для шліфування кульок з напівдорогоцінних каменів, який містить привод головного руху обертання шліфувального круга з радіусним профілем на периферії і електродвигун, які розташовані на нерухомій частині, встановленої на станині верстата у вигляді піддона з краями, ведучий ролик з гумовими кільцевими буртами і привод його обертання від додаткового електродвигуна, привод радіальної подачі ведучого ролика, підпірку для утримання напівдорогоцінного каменя під час шліфування, згідно з запропонованою корисною моделлю, виконано багатопозиційною зможливістю одночасної паралельної обробки кількох кульок різного діаметра і складається з однакових робочих позицій або секцій з кількістю електродвигунів привода головного руху, рівною або вдвічі меншою кількості приводів радіальної подачі ведучого ролика, рівною кількості оброблювальних кульок і їх діаметрів, причому кожна робоча позиція оснащена розташованим над нею бункерним завантажувальним пристроєм під відповідний діаметр кульки і механізмом її поштучної подачі в робочу позицію. Завдяки багатопозиційності і розподілу на робочі позиції в межах одного номінального діаметра кульок (або діапазону діаметрів) при одночасній паралельній обробці досягається значне підвищення продуктивності і якості обробки кульок. Корисна модель пояснюється кресленнями, де: фіг. 1 - конструктивна схема одної робочої позиції запропонованого верстата; фіг. 2 - принципова кінематична схема приводів обертання і радіальної подачі ведучого ролика; фіг. 3 - загальний 3D-вигляд одної робочої позиції верстата, фіг. 1; фіг. 4 - загальний 3D-вигляд механізму поштучної подачі кульок в робочу зону, фіг. 1; фіг. 5 - принципова кінематична схема робочої секції з двома робочими позиціями від спареного приводу головного руху обертання шліфувальних кругів і двох приводів обертання і радіальної подачі ведучих роликів, фіг. 2; фіг. 6 - загальний 3D-вигляд робочої секції, фіг. 5; фіг. 7 - 3D-компоновка багатопозиційного верстата паралельної дії з трьома робочими секціями і шістьма робочими позиціями, фіг. 6; 1 UA 111912 U 5 10 15 20 25 30 35 40 45 фіг. 8 - вид А зверху на багатопозиційний верстат з трьома робочими секціями і шістьма робочими позиціями, фіг. 7. Одна робоча позиція верстата містить привод головного руху обертання шліфувального круга 1 (фіг. 1) з радіусним профілем на периферії (не показано) і електродвигун 2, які розташовані на нерухомій частині 3, встановленої на станині верстата 4 у вигляді піддона з краями 5 для утримання мастильно-охолоджуючої рідини (переважно води) від розтікання. З протилежної сторони робочої зони, де обробляється заготовка 6 напівдорогоцінного каменя, наприклад бурштину, розташований ведучий ролик 7 з гумовими кільцевими буртами 8 (фіг. 2) і приводом обертання від додаткового електродвигуна 9 (фіг. 1). Радіальна подача ведучого ролика 7, встановленого на кронштейні 10 здійснюється від електродвигуна 11 через гвинтову передачу 12 (гвинт-гайка). Кронштейн 10 переміщується по напрямних 13. Корпус 14 механізму радіальної подачі ведучого ролика 7 жорстко встановлений на станині 4. Заготовка 6, що оброблюється, утримується під час шліфування на підпірці 15. Над робочою позицією, тобто над заготовкою 6, розташований розвантажувальний пристрій з бункером 16, в якому навалом знаходяться заготовки 6 під певний діаметр готової кульки, і механізмом поштучної подачі 17 з електродвигуном 18. Для розвантаження готової кульки, отриманої із заготовки 6, в тару 19 призначений лоток 20. Для зменшення обертів ведучого ролика 7 (фіг. 2) може використовуватися редуктор 21, наприклад, планетарний. Конструктивне виконання робочої позиції верстата зображене на фіг. 3, а зони завантаження і поштучної подачі заготовки на фіг. 4. Використовуючи агрегатно-модульний принцип для двох робочих позицій доцільно верстат компонувати з робочих секцій з одним електродвигуном 22 (М ш) (фіг. 5) і двома приводами обертання - електродвигунами 9 (Мр) роликів 7 і двома електродвигунами 11 (М п) їх радіальної подачі через гвинтову передачу 12. Конструктивне виконання робочої секції наведено на фіг. 6. Згідно з агрегатно-модульним принципом і залежно від заданої продуктивності обробки кульок компонується багатопозиційний верстат паралельної дії, наприклад шестипозиційний з трьох робочих секцій (фіг. 7, 8) на базі однакової секції (фіг. 6). Принцип роботі багатопозиційного верстата побудований на принципі роботи однієї робочої позиції (фіг. 1). Заготовки 6 завантажуються в бункер 16, звідти поштучно за допомогою механізму 17 з вхідним контролем (не показано) потрапляють на підпірку 15. Ведучий ролик 7 обертається від електродвигуна 9 і за допомогою механізму радіальної подачі з приводом від електродвигуна 11 через гвинтову пару 12 притискається до заготовки 6, яка за рахунок спеціального положення підпірки 15 обертається з різними просторовими рухами і отримує сферичну поверхню правильної форми і відповідної якості (шорсткості). Після отримання із заготовки 6 готової сфери кульки остання через лоток 20 потрапляє в тару 19. Процес обробки повністю автоматизований від системи автоматичного управління і контролю. Джерело інформації: 1. Патент РФ № 2294823С1, МПК В24В 11/08. Устройство для обработки полудрагоценных камней (Б.П. Борисов, Ю.Ф. Правдин). - Опубл. 10.03.2007. Бюл. № 7. 2. Станок для изготовления шариков SKU фирмы AVALON (Польша). Инструкция по эксплуатации http://www.avalon-systev.com.ua; http://www.avalon-machines.pl; http://larss.net ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Верстат для шліфування кульок з напівдорогоцінних каменів, що містить привод головного руху обертання шліфувального круга з радіусним профілем на периферії і електродвигуни, які розташовані на нерухомій частині, встановленої на станині верстата у вигляді піддона з краями, ведучий ролик з гумовими кільцевими буртами і привод його обертання від додаткового електродвигуна, привод радіальної подачі ведучого ролика, підпірку для утримання напівдорогоцінного каменя під час шліфування, який відрізняється тим, що верстат виконаний багатопозиційним з можливістю одночасної паралельної обробки кількох кульок різного діаметра і складається з однакових робочих позицій або секцій з кількістю електродвигунів привода головного руху, рівною або вдвічі меншою кількості шліфувальних кругів, кількістю приводів радіальної подачі ведучого ролика, рівною кількості оброблюваних кульок і їх діаметрів, причому кожна робоча позиція оснащена розташованим над нею бункерним 2 UA 111912 U завантажувальним пристроєм під відповідний діаметр кульки і механізмом її поштучної подачі в робочу позицію. 3 UA 111912 U 4 UA 111912 U 5 UA 111912 U 6 UA 111912 U 7 UA 111912 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 11/08, B24B 11/10
Мітки: верстат, напівдорогоцінних, каменів, шліфування, кульок
Код посилання
<a href="https://ua.patents.su/10-111912-verstat-dlya-shlifuvannya-kulok-z-napivdorogocinnikh-kameniv.html" target="_blank" rel="follow" title="База патентів України">Верстат для шліфування кульок з напівдорогоцінних каменів</a>
Пристрій для чистового шліфування кульок

Номер патенту: 72196
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: шліфування, чистового, кульок, пристрій
Формула / Реферат:
Пристрій для чистового шліфування кульок між двома співвісними дисками , верхній з яких нерухомий, а нижній - рухомий і має робочі канавки для обробки кульок, які розташовані на глибині, що дорівнює 1/2 діаметра кулі, який відрізняється тим, що канавки виконані у вигляді нерівнобічної трапеції, у якої периферійна сторона нахилена під кутом 45-50°, а внутрішня - під кутом 30-35° до більшої основи трапеції.
Пристрій для чорнового шліфування кульок

Номер патенту: 51312
Опубліковано: 12.07.2010
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: шліфування, пристрій, кульок, чорнового
Формула / Реферат:
Пристрій для чорнового шліфування заготовок кульок за допомогою двох приводних неспіввісних дисків, які обертаються в одну сторону з різними швидкостями, нижній з яких установлено жорстко з можливістю горизонтального і вертикального переміщення підпружиненого конічного сепаратора, який відрізняється тим, що верхній диск - плоский і виконаний у вигляді планшайби з алмазу різної зернистості, а нижній диск має підпружинений конічний сепаратор з...
Спосіб шліфування янтарних кульок

Номер патенту: 107052
Опубліковано: 25.05.2016
Автор: Кузнєцов Юрій Миколайович
МПК: B24B 11/02, B24B 1/00
Мітки: шліфування, кульок, спосіб, янтарних
Формула / Реферат:
Спосіб шліфування янтарних кульок на верстаті, при якому заготовки, форма яких наближається до сферичної, завантажують в бункер, а з нього подають в робочу зону для знімання припуску абразивним різальним круговим інструментом з радіусною профільною канавкою через робочий проміжок у формі клина, що утворений з однієї сторони поверхнею радіусної профільної канавки інструмента, а з другої сторони притискними поверхнями роликів, який...
Пристрій для чорнового шліфування кульок

Номер патенту: 72197
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: чорнового, кульок, пристрій, шліфування
Формула / Реферат:
Пристрій для чорнового шліфування кульок між двома неспіввісними дисками, які обертаються в одну сторону з різними швидкостями, причому нижній диск має підпружинене кільце, який відрізняється тим, що верхній диск є плоским і виконаний у вигляді планшайби з алмазу, корунду або карбіду кремнію різної зернистості, а на нижній диск встановлено сепаратор з робочими вікнами овоїдної форми, розміри кіл яких на 5-10% більші діаметра заготовок кульок,...
Пристрій для чистового шліфування кульок

Номер патенту: 51313
Опубліковано: 12.07.2010
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: шліфування, чистового, кульок, пристрій
Формула / Реферат:
Пристрій для чистового шліфування кульок, що містить два співвісних диски, верхній з яких - нерухомий, а нижній - рухомий і має робочі кільцеві канавки для обробки кульок, які розташовані на глибину, рівну ½ діаметра кулі, який відрізняється тим, що робочі канавки виконані у вигляді рівнобічної трапеції, твірні якої нахилені під кутом 30°-35° до більшої основи трапеції.
Попередній патент: Спосіб отримання монокристалів ag0,5pb1,75ges4
Наступний патент: Спосіб формування мікроклімату в обмежених просторах для тривалого зберігання складних технічних систем
Випадковий патент: Спосіб лікування ігрової залежності