Спосіб шліфування янтарних кульок


Формула / Реферат
Спосіб шліфування янтарних кульок на верстаті, при якому заготовки, форма яких наближається до сферичної, завантажують в бункер, а з нього подають в робочу зону для знімання припуску абразивним різальним круговим інструментом з радіусною профільною канавкою через робочий проміжок у формі клина, що утворений з однієї сторони поверхнею радіусної профільної канавки інструмента, а з другої сторони притискними поверхнями роликів, який відрізняється тим, що до початку процесу шліфування янтарні заготовки довільної форми на верстаті або поза верстатом попередньою завантажують в спеціальну прес-форму з гніздами під діаметр кульки, що описує заготовку, потім заливають швидкотвердіючу рідину, наприклад рідинне скло з наповнювачем, після чого затверділі кульки вилучають з гнізд прес-форми і завантажують в бункер.
Текст
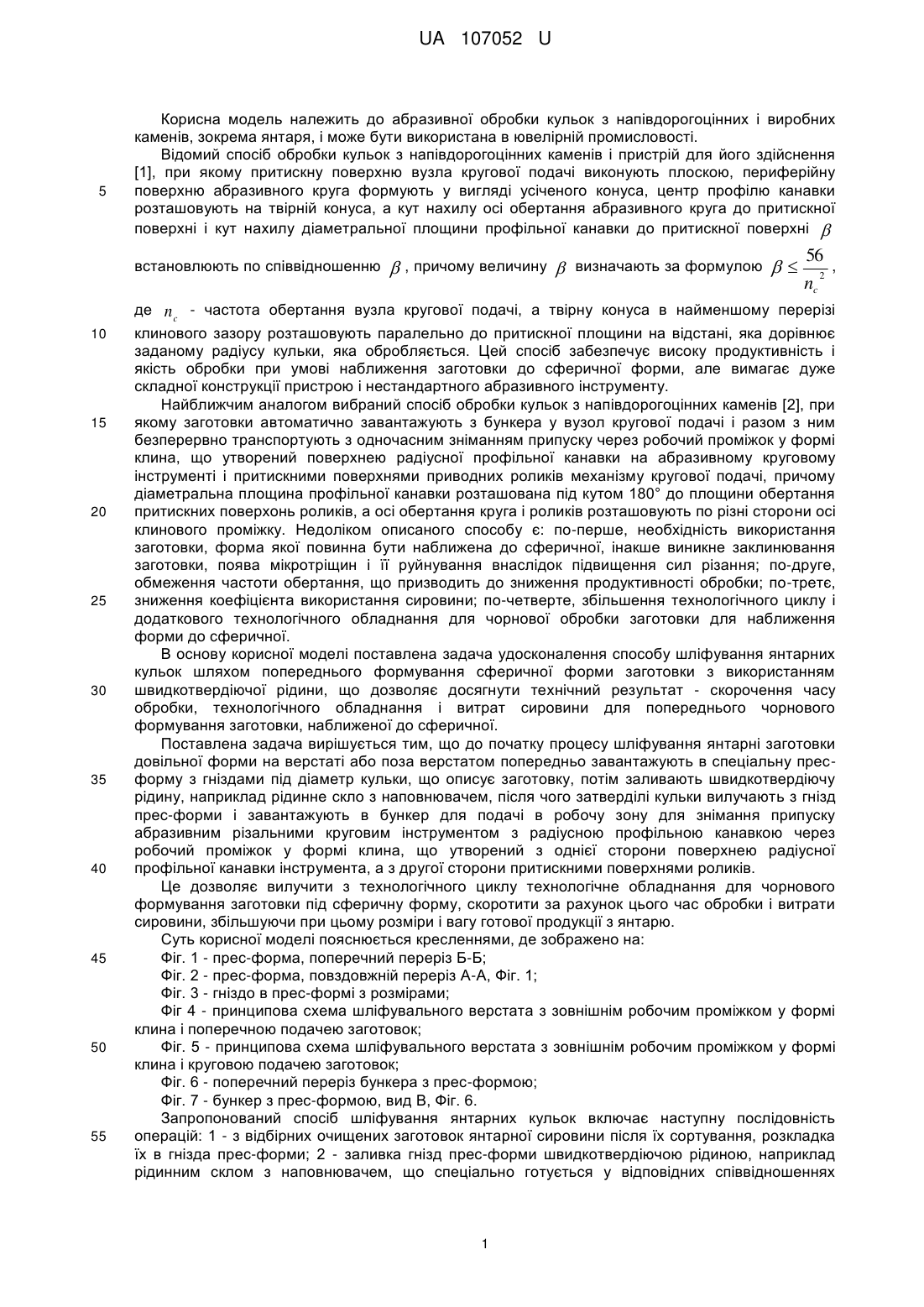
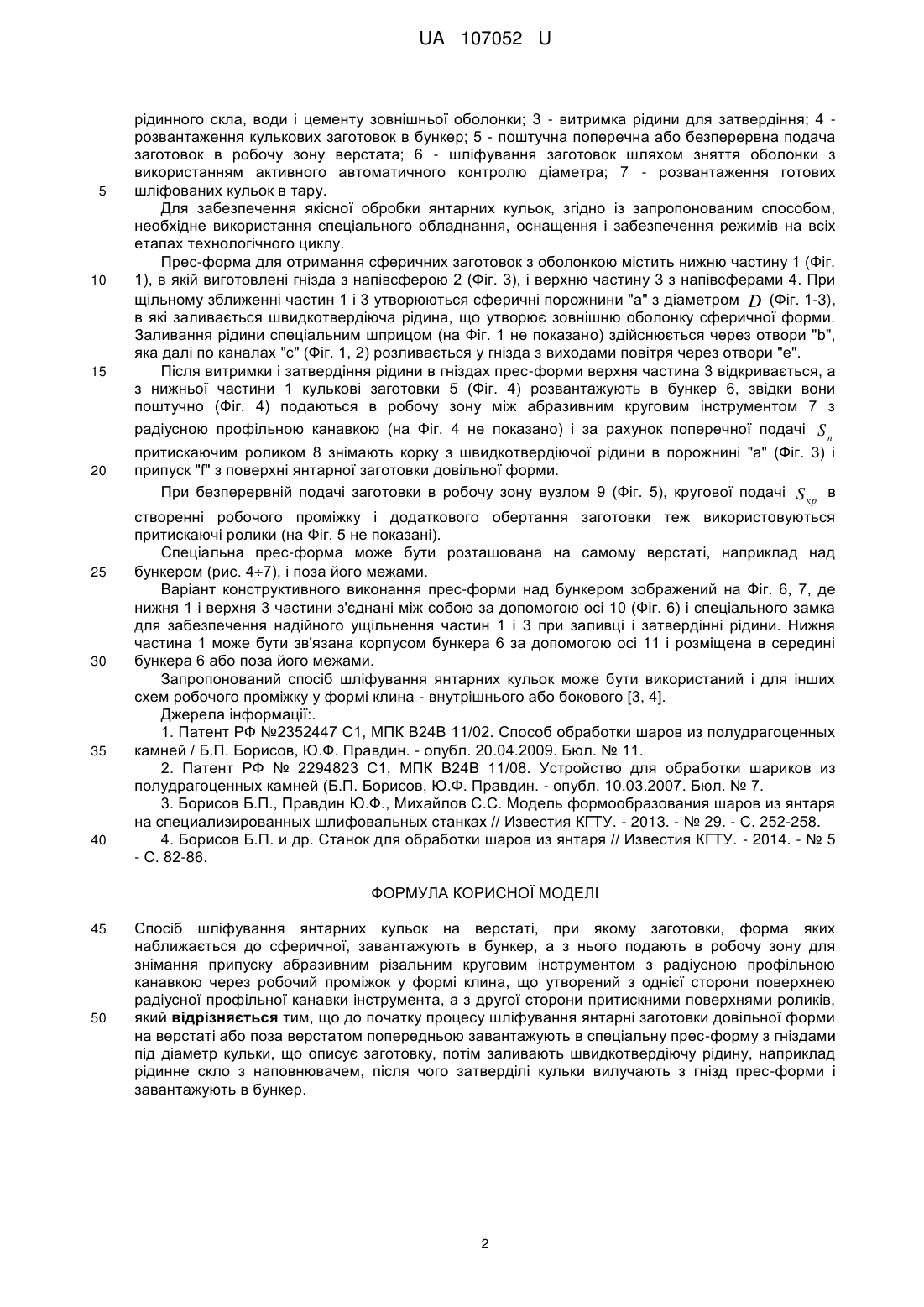
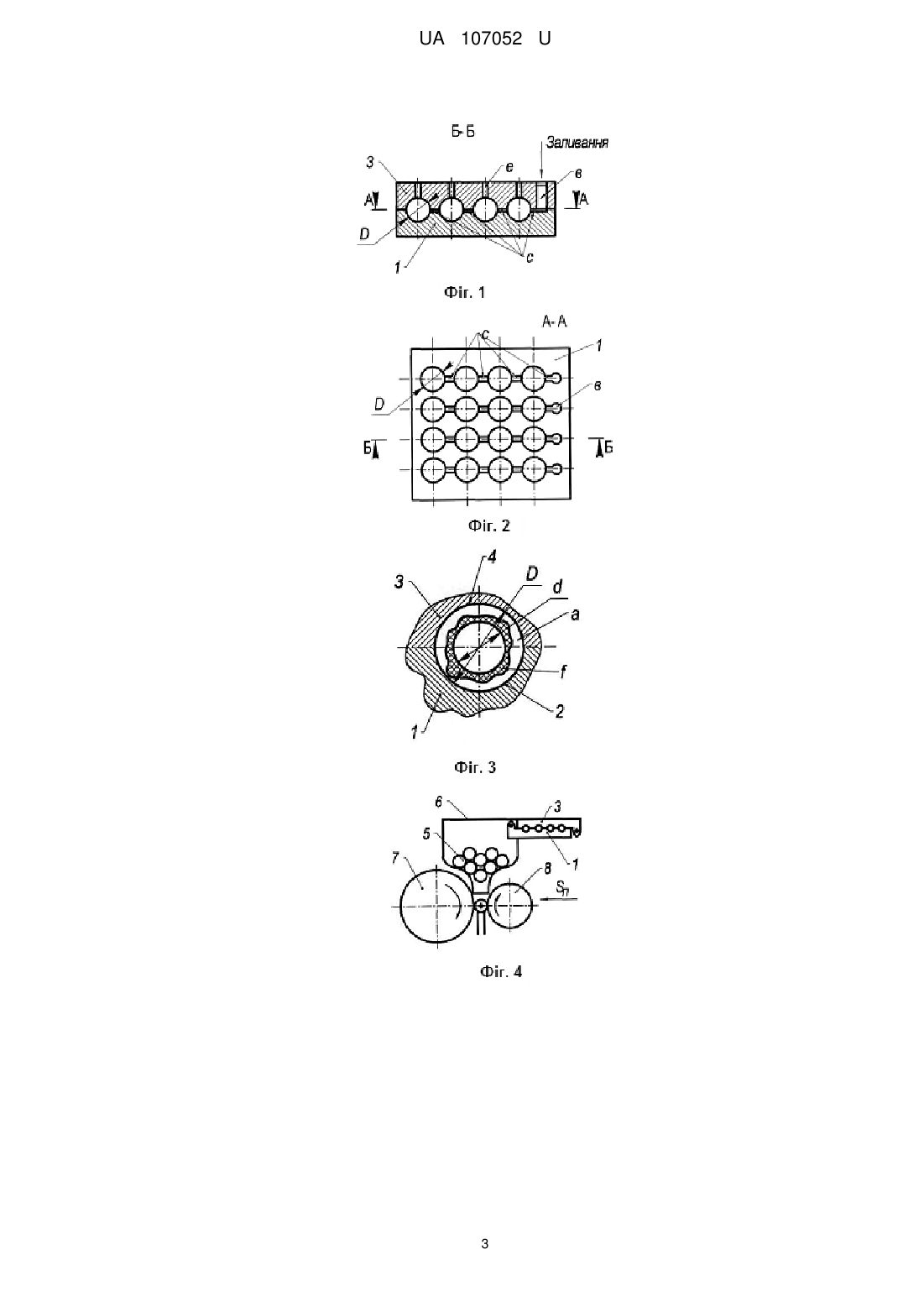
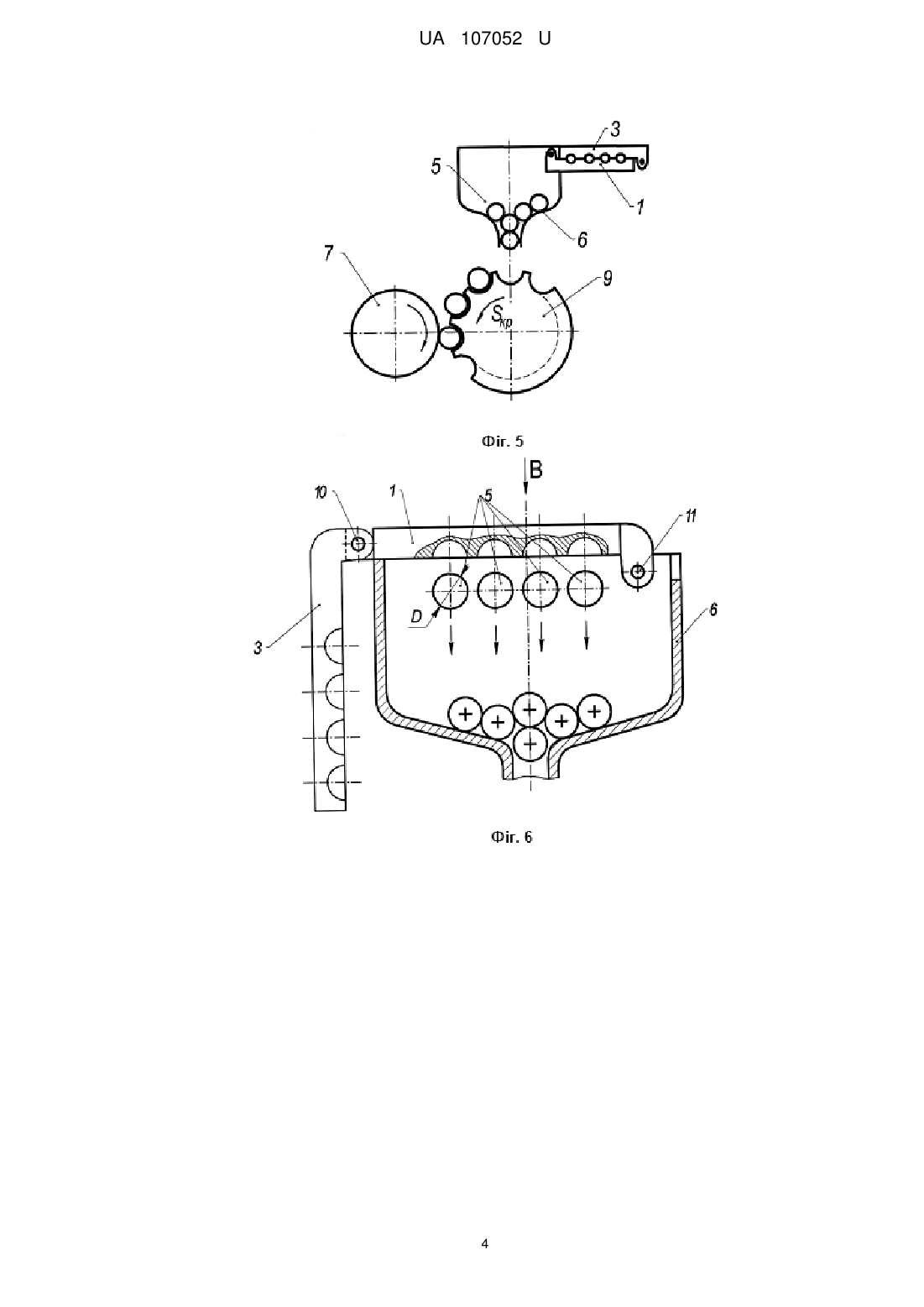
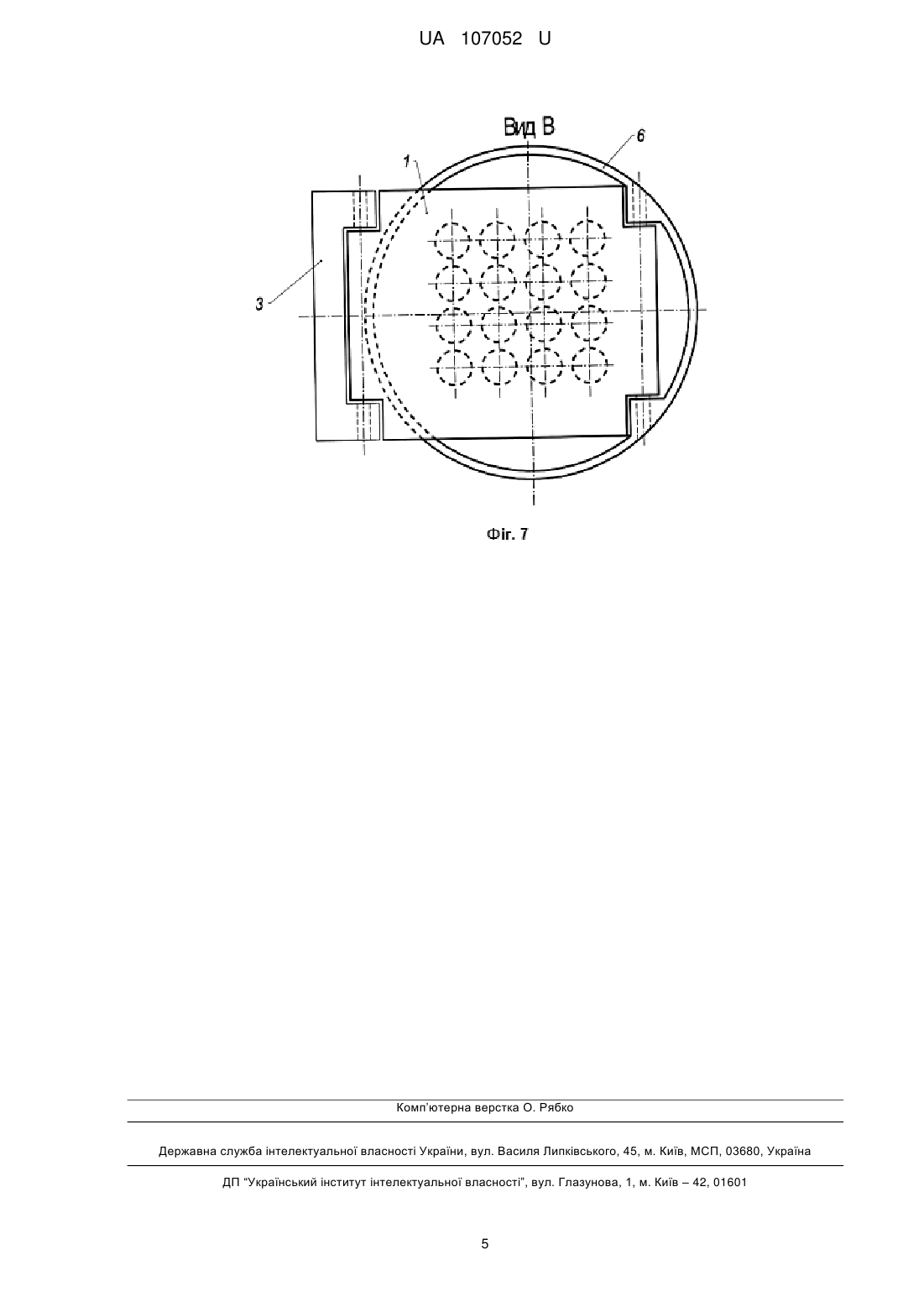
Реферат: UA 107052 U UA 107052 U 5 Корисна модель належить до абразивної обробки кульок з напівдорогоцінних і виробних каменів, зокрема янтаря, і може бути використана в ювелірній промисловості. Відомий спосіб обробки кульок з напівдорогоцінних каменів і пристрій для його здійснення [1], при якому притискну поверхню вузла кругової подачі виконують плоскою, периферійну поверхню абразивного круга формують у вигляді усіченого конуса, центр профілю канавки розташовують на твірній конуса, а кут нахилу осі обертання абразивного круга до притискної поверхні і кут нахилу діаметральної площини профільної канавки до притискної поверхні встановлюють по співвідношенню 10 15 20 25 30 35 40 45 50 55 , причому величину визначають за формулою 56 , 2 nc де n c - частота обертання вузла кругової подачі, а твірну конуса в найменшому перерізі клинового зазору розташовують паралельно до притискної площини на відстані, яка дорівнює заданому радіусу кульки, яка обробляється. Цей спосіб забезпечує високу продуктивність і якість обробки при умові наближення заготовки до сферичної форми, але вимагає дуже складної конструкції пристрою і нестандартного абразивного інструменту. Найближчим аналогом вибраний спосіб обробки кульок з напівдорогоцінних каменів [2], при якому заготовки автоматично завантажують з бункера у вузол кругової подачі і разом з ним безперервно транспортують з одночасним зніманням припуску через робочий проміжок у формі клина, що утворений поверхнею радіусної профільної канавки на абразивному круговому інструменті і притискними поверхнями приводних роликів механізму кругової подачі, причому діаметральна площина профільної канавки розташована під кутом 180° до площини обертання притискних поверхонь роликів, а осі обертання круга і роликів розташовують по різні сторони осі клинового проміжку. Недоліком описаного способу є: по-перше, необхідність використання заготовки, форма якої повинна бути наближена до сферичної, інакше виникне заклинювання заготовки, поява мікротріщин і її руйнування внаслідок підвищення сил різання; по-друге, обмеження частоти обертання, що призводить до зниження продуктивності обробки; по-третє, зниження коефіцієнта використання сировини; по-четверте, збільшення технологічного циклу і додаткового технологічного обладнання для чорнової обробки заготовки для наближення форми до сферичної. В основу корисної моделі поставлена задача удосконалення способу шліфування янтарних кульок шляхом попереднього формування сферичної форми заготовки з використанням швидкотвердіючої рідини, що дозволяє досягнути технічний результат - скорочення часу обробки, технологічного обладнання і витрат сировини для попереднього чорнового формування заготовки, наближеної до сферичної. Поставлена задача вирішується тим, що до початку процесу шліфування янтарні заготовки довільної форми на верстаті або поза верстатом попередньо завантажують в спеціальну пресформу з гніздами під діаметр кульки, що описує заготовку, потім заливають швидкотвердіючу рідину, наприклад рідинне скло з наповнювачем, після чого затверділі кульки вилучають з гнізд прес-форми і завантажують в бункер для подачі в робочу зону для знімання припуску абразивним різальними круговим інструментом з радіусною профільною канавкою через робочий проміжок у формі клина, що утворений з однієї сторони поверхнею радіусної профільної канавки інструмента, а з другої сторони притискними поверхнями роликів. Це дозволяє вилучити з технологічного циклу технологічне обладнання для чорнового формування заготовки під сферичну форму, скоротити за рахунок цього час обробки і витрати сировини, збільшуючи при цьому розміри і вагу готової продукції з янтарю. Суть корисної моделі пояснюється кресленнями, де зображено на: Фіг. 1 - прес-форма, поперечний переріз Б-Б; Фіг. 2 - прес-форма, повздовжній переріз А-А, Фіг. 1; Фіг. 3 - гніздо в прес-формі з розмірами; Фіг 4 - принципова схема шліфувального верстата з зовнішнім робочим проміжком у формі клина і поперечною подачею заготовок; Фіг. 5 - принципова схема шліфувального верстата з зовнішнім робочим проміжком у формі клина і круговою подачею заготовок; Фіг. 6 - поперечний переріз бункера з прес-формою; Фіг. 7 - бункер з прес-формою, вид В, Фіг. 6. Запропонований спосіб шліфування янтарних кульок включає наступну послідовність операцій: 1 - з відбірних очищених заготовок янтарної сировини після їх сортування, розкладка їх в гнізда прес-форми; 2 - заливка гнізд прес-форми швидкотвердіючою рідиною, наприклад рідинним склом з наповнювачем, що спеціально готується у відповідних співвідношеннях 1 UA 107052 U 5 10 15 20 25 30 35 40 рідинного скла, води і цементу зовнішньої оболонки; 3 - витримка рідини для затвердіння; 4 розвантаження кулькових заготовок в бункер; 5 - поштучна поперечна або безперервна подача заготовок в робочу зону верстата; 6 - шліфування заготовок шляхом зняття оболонки з використанням активного автоматичного контролю діаметра; 7 - розвантаження готових шліфованих кульок в тару. Для забезпечення якісної обробки янтарних кульок, згідно із запропонованим способом, необхідне використання спеціального обладнання, оснащення і забезпечення режимів на всіх етапах технологічного циклу. Прес-форма для отримання сферичних заготовок з оболонкою містить нижню частину 1 (Фіг. 1), в якій виготовлені гнізда з напівсферою 2 (Фіг. 3), і верхню частину 3 з напівсферами 4. При щільному зближенні частин 1 і 3 утворюються сферичні порожнини "а" з діаметром D (Фіг. 1-3), в які заливається швидкотвердіюча рідина, що утворює зовнішню оболонку сферичної форми. Заливання рідини спеціальним шприцом (на Фіг. 1 не показано) здійснюється через отвори "b", яка далі по каналах "с" (Фіг. 1, 2) розливається у гнізда з виходами повітря через отвори "e". Після витримки і затвердіння рідини в гніздах прес-форми верхня частина 3 відкривається, а з нижньої частини 1 кулькові заготовки 5 (Фіг. 4) розвантажують в бункер 6, звідки вони поштучно (Фіг. 4) подаються в робочу зону між абразивним круговим інструментом 7 з радіусною профільною канавкою (на Фіг. 4 не показано) і за рахунок поперечної подачі S п притискаючим роликом 8 знімають корку з швидкотвердіючої рідини в порожнині "а" (Фіг. 3) і припуск "f" з поверхні янтарної заготовки довільної форми. При безперервній подачі заготовки в робочу зону вузлом 9 (Фіг. 5), кругової подачі S кр в створенні робочого проміжку і додаткового обертання заготовки теж використовуються притискаючі ролики (на Фіг. 5 не показані). Спеціальна прес-форма може бути розташована на самому верстаті, наприклад над бункером (рис. 47), і поза його межами. Варіант конструктивного виконання прес-форми над бункером зображений на Фіг. 6, 7, де нижня 1 і верхня 3 частини з'єднані між собою за допомогою осі 10 (Фіг. 6) і спеціального замка для забезпечення надійного ущільнення частин 1 і 3 при заливці і затвердінні рідини. Нижня частина 1 може бути зв'язана корпусом бункера 6 за допомогою осі 11 і розміщена в середині бункера 6 або поза його межами. Запропонований спосіб шліфування янтарних кульок може бути використаний і для інших схем робочого проміжку у формі клина - внутрішнього або бокового [3, 4]. Джерела інформації:. 1. Патент РФ №2352447 С1, МПК В24В 11/02. Способ обработки шаров из полудрагоценных камней / Б.П. Борисов, Ю.Ф. Правдин. - опубл. 20.04.2009. Бюл. № 11. 2. Патент РФ № 2294823 С1, МПК В24В 11/08. Устройство для обработки шариков из полудрагоценных камней (Б.П. Борисов, Ю.Ф. Правдин. - опубл. 10.03.2007. Бюл. № 7. 3. Борисов Б.П., Правдин Ю.Ф., Михайлов С.С. Модель формообразования шаров из янтаря на специализированных шлифовальных станках // Известия КГТУ. - 2013. - № 29. - С. 252-258. 4. Борисов Б.П. и др. Станок для обработки шаров из янтаря // Известия КГТУ. - 2014. - № 5 - С. 82-86. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб шліфування янтарних кульок на верстаті, при якому заготовки, форма яких наближається до сферичної, завантажують в бункер, а з нього подають в робочу зону для знімання припуску абразивним різальним круговим інструментом з радіусною профільною канавкою через робочий проміжок у формі клина, що утворений з однієї сторони поверхнею радіусної профільної канавки інструмента, а з другої сторони притискними поверхнями роликів, який відрізняється тим, що до початку процесу шліфування янтарні заготовки довільної форми на верстаті або поза верстатом попередньою завантажують в спеціальну прес-форму з гніздами під діаметр кульки, що описує заготовку, потім заливають швидкотвердіючу рідину, наприклад рідинне скло з наповнювачем, після чого затверділі кульки вилучають з гнізд прес-форми і завантажують в бункер. 2 UA 107052 U 3 UA 107052 U 4 UA 107052 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 1/00, B24B 11/02
Мітки: кульок, шліфування, спосіб, янтарних
Код посилання
<a href="https://ua.patents.su/7-107052-sposib-shlifuvannya-yantarnikh-kulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування янтарних кульок</a>
Пристрій для чистового шліфування кульок

Номер патенту: 72196
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: пристрій, шліфування, кульок, чистового
Формула / Реферат:
Пристрій для чистового шліфування кульок між двома співвісними дисками , верхній з яких нерухомий, а нижній - рухомий і має робочі канавки для обробки кульок, які розташовані на глибині, що дорівнює 1/2 діаметра кулі, який відрізняється тим, що канавки виконані у вигляді нерівнобічної трапеції, у якої периферійна сторона нахилена під кутом 45-50°, а внутрішня - під кутом 30-35° до більшої основи трапеції.
Пристрій для чистового шліфування кульок

Номер патенту: 51313
Опубліковано: 12.07.2010
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: кульок, чистового, шліфування, пристрій
Формула / Реферат:
Пристрій для чистового шліфування кульок, що містить два співвісних диски, верхній з яких - нерухомий, а нижній - рухомий і має робочі кільцеві канавки для обробки кульок, які розташовані на глибину, рівну ½ діаметра кулі, який відрізняється тим, що робочі канавки виконані у вигляді рівнобічної трапеції, твірні якої нахилені під кутом 30°-35° до більшої основи трапеції.
Пристрій для чорнового шліфування кульок

Номер патенту: 72197
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: чорнового, шліфування, кульок, пристрій
Формула / Реферат:
Пристрій для чорнового шліфування кульок між двома неспіввісними дисками, які обертаються в одну сторону з різними швидкостями, причому нижній диск має підпружинене кільце, який відрізняється тим, що верхній диск є плоским і виконаний у вигляді планшайби з алмазу, корунду або карбіду кремнію різної зернистості, а на нижній диск встановлено сепаратор з робочими вікнами овоїдної форми, розміри кіл яких на 5-10% більші діаметра заготовок кульок,...
Пристрій для чорнового шліфування кульок

Номер патенту: 51312
Опубліковано: 12.07.2010
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: чорнового, шліфування, кульок, пристрій
Формула / Реферат:
Пристрій для чорнового шліфування заготовок кульок за допомогою двох приводних неспіввісних дисків, які обертаються в одну сторону з різними швидкостями, нижній з яких установлено жорстко з можливістю горизонтального і вертикального переміщення підпружиненого конічного сепаратора, який відрізняється тим, що верхній диск - плоский і виконаний у вигляді планшайби з алмазу різної зернистості, а нижній диск має підпружинений конічний сепаратор з...
Установка для шліфування насіння буряку
Номер патенту: 37610
Опубліковано: 10.12.2008
Автори: Болоташвілі Зураб Ушангович, Майданюк Микола Миколайович
МПК: A01F 11/00
Мітки: шліфування, буряку, установка, насіння
Формула / Реферат:
1. Установка для шліфування насіння буряку, що містить у собі бункер для насіння, шнек-змішувач, спрямований конус, вентилятор, яка відрізняється тим, що з метою якісного шліфування та очищення насіння буряку з достатньою продуктивністю, мінімальною енергоємністю та матеріаломісткістю робочий орган виконаний у вигляді двох дисків - нерухомого і рухомого, система очищення насіння представлена у вигляді пластини сферичної форми з отворами для...
Попередній патент: Транспортний рефрижератор
Наступний патент: Спосіб проведення обстеження поранених з вогнепальними пораненнями м’яких тканин