Спосіб оребрення зовнішньої поверхні сталевої труби теплообмінника
Номер патенту: 114653
Опубліковано: 10.07.2017
Автори: Тарельник Наталья В'ячеславівна, Коноплянченко Євгеній Владиславович, Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
Формула / Реферат
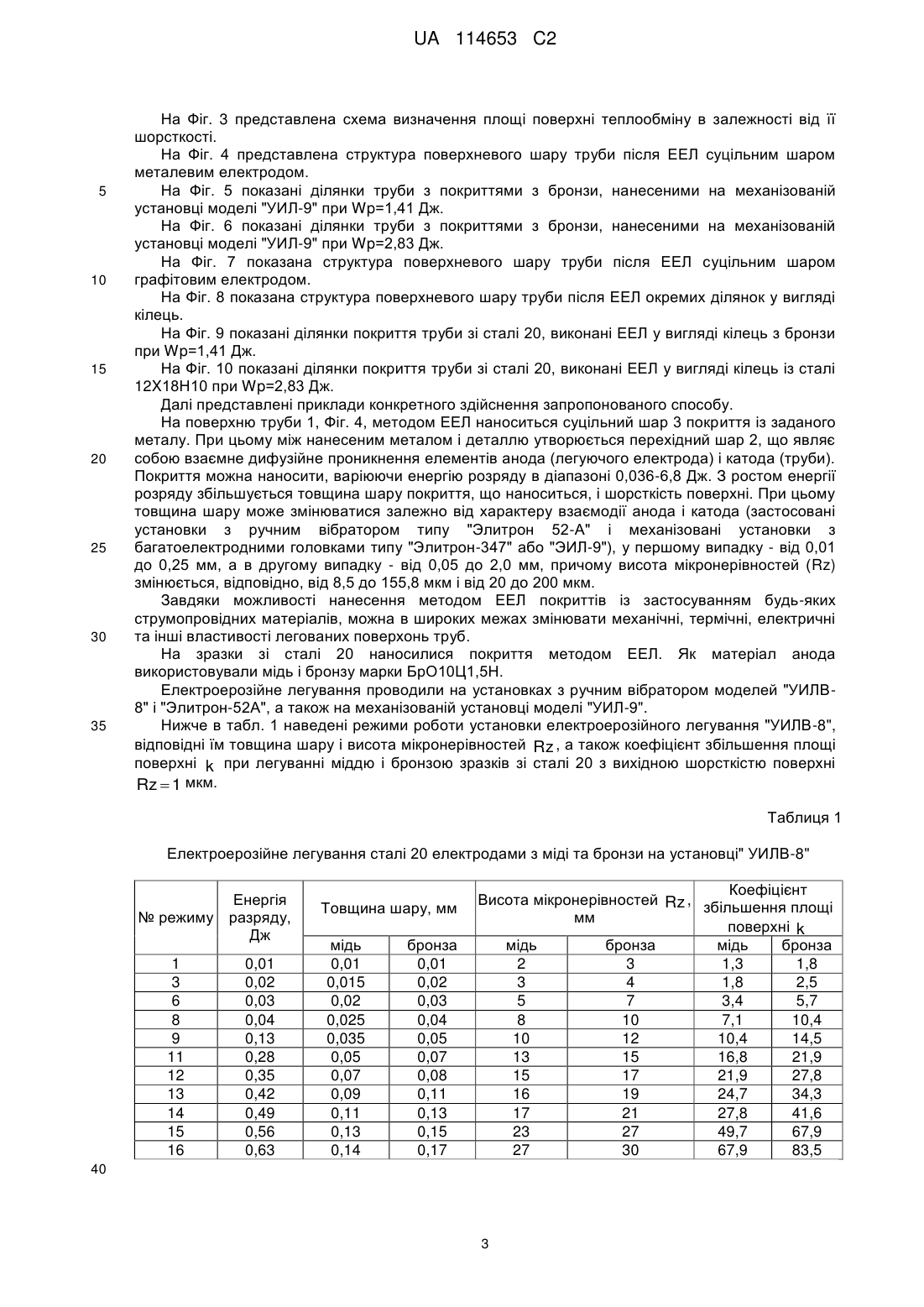
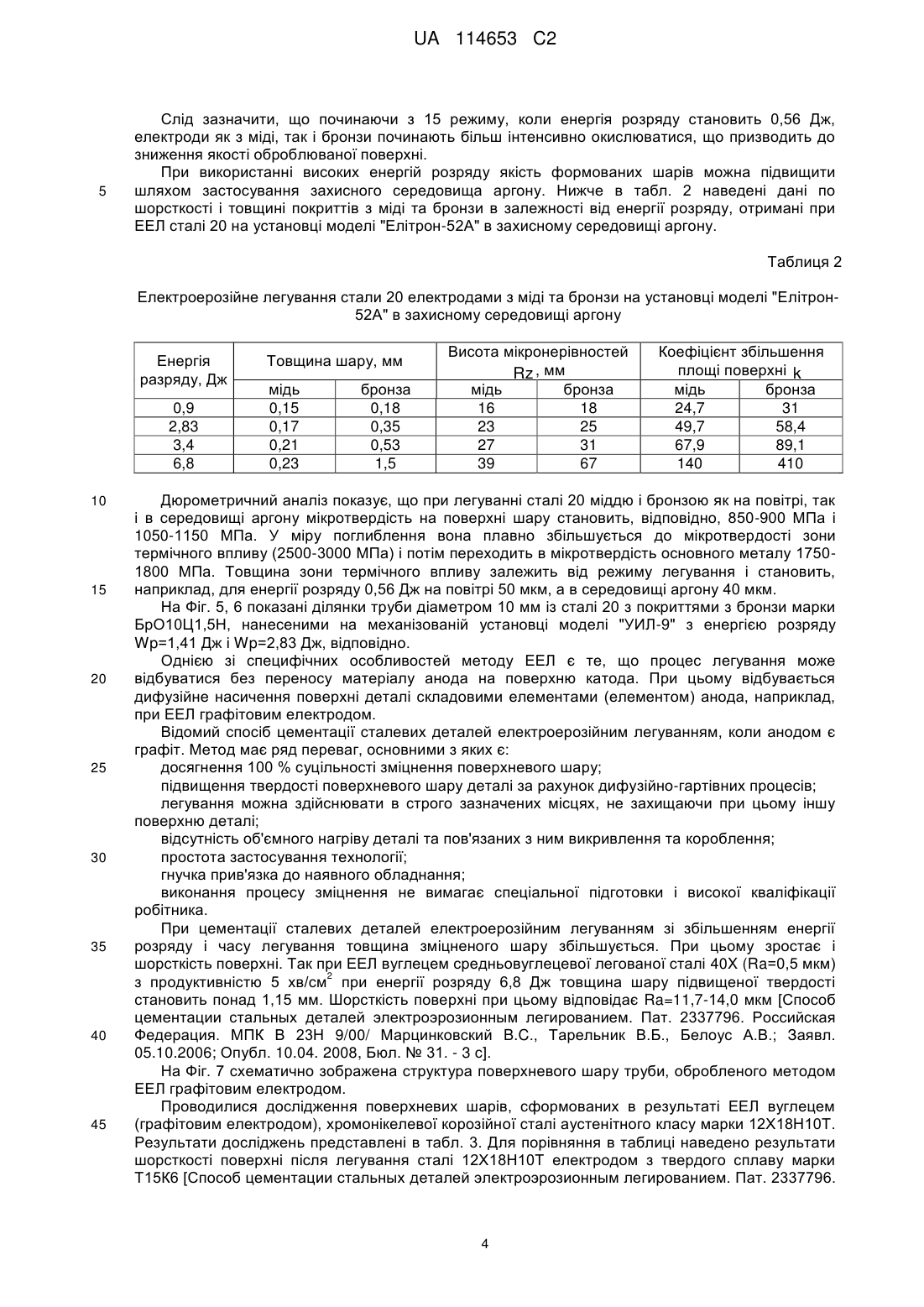
1. Спосіб оребрення зовнішньої поверхні сталевої труби теплообмінника, що включає формування на трубі поверхневих шарів шляхом електроерозійного легування поверхні сталевої труби електродом з міді або бронзи, або сталі, або графіту, який відрізняється тим, що задану шорсткість легованої поверхні в межах від 1 до 200 мкм отримують зміною енергії розряду в діапазоні Wp=0,01-6,8 Дж.
2. Спосіб за п. 1, який відрізняється тим, що легування електродом з міді або бронзи, або сталі при енергії розряду Wp=0,01-0,5 Дж здійснюють на повітрі.
3. Спосіб за п. 1, який відрізняється тим, що легування електродом з міді або бронзи, або сталі здійснюють в середовищі аргону.
4. Спосіб за п. 1, який відрізняється тим, що легування електродом з графіту здійснюють при енергії розряду Wp=0,036-6,8 Дж.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що шорсткість легованої поверхні вибирають в залежності від заданої площі поверхні теплообміну труби.
Текст
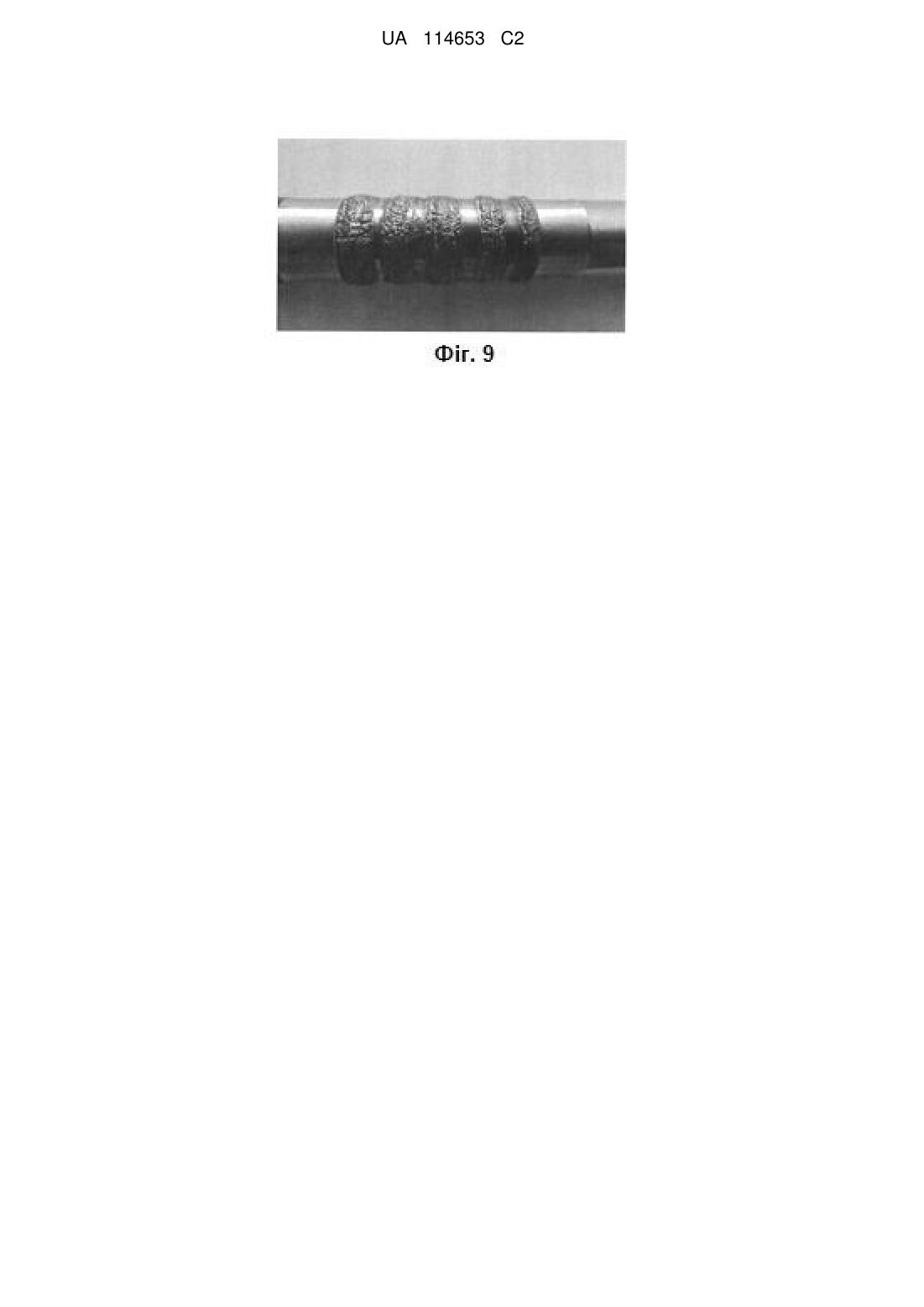
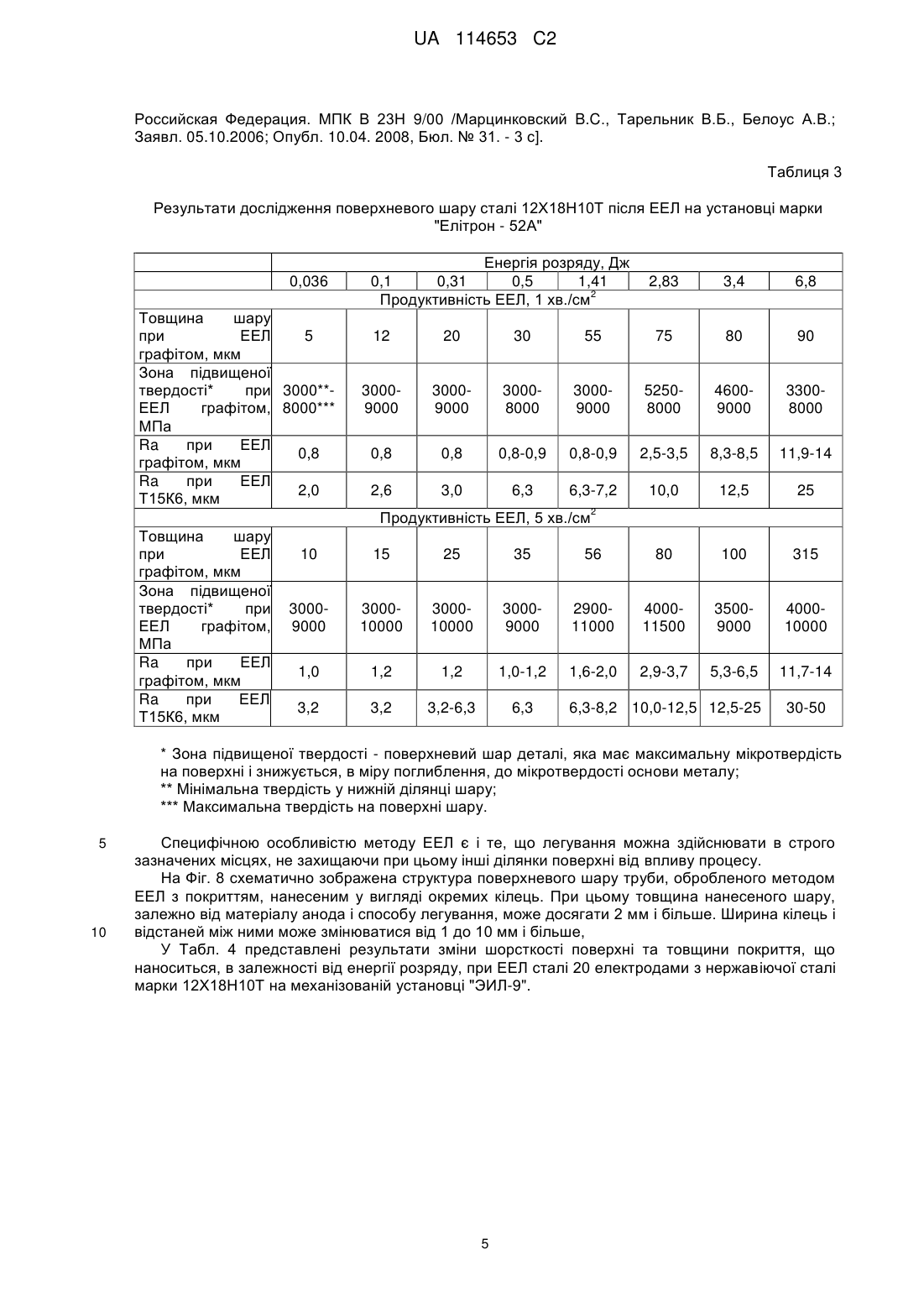
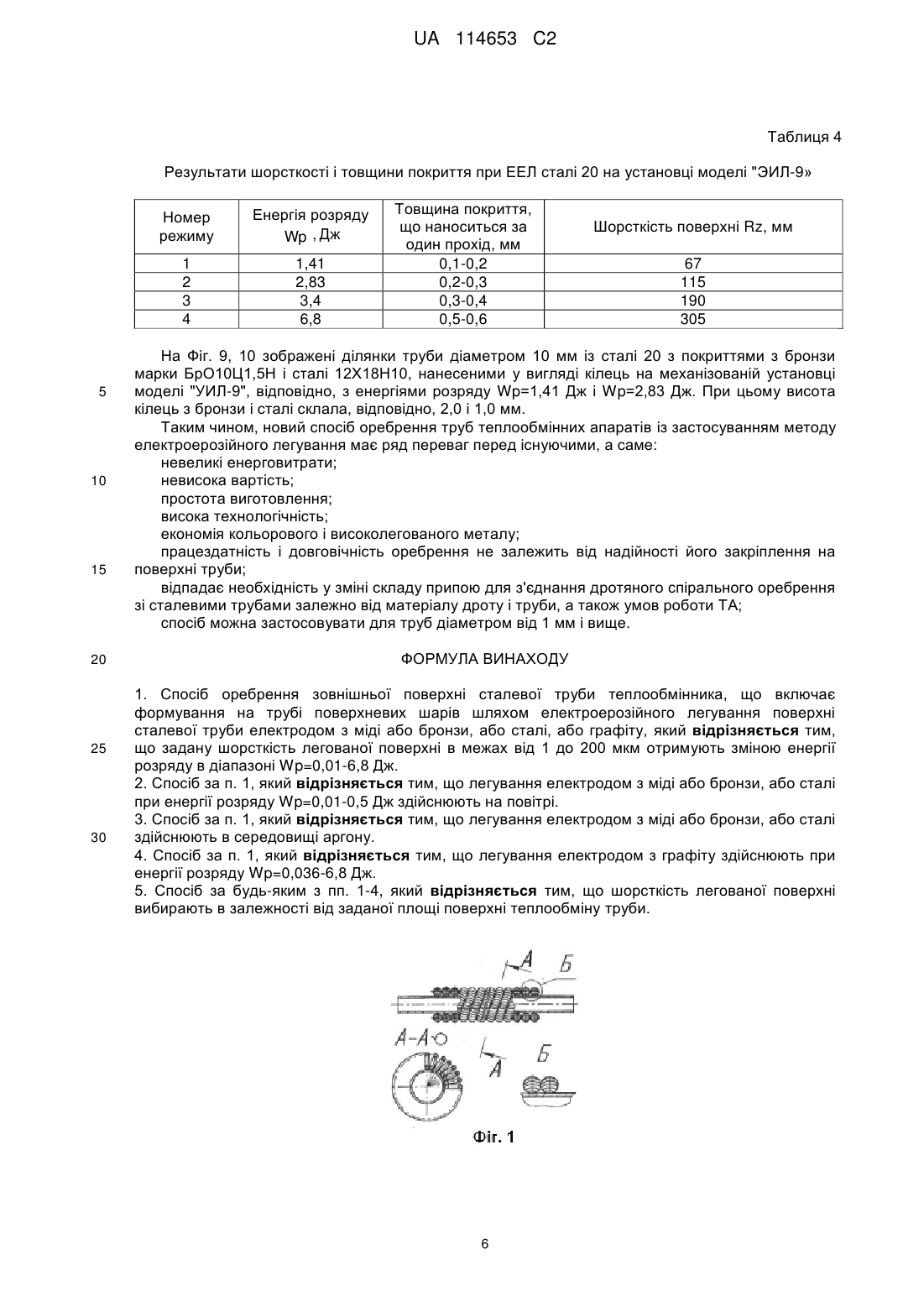
Реферат: Винахід належить до електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування, і може бути використаний для оребрення гладкої зовнішньої поверхні труб діаметром від 1 мм і вище трубчастих теплообмінних апаратів (ТА). Спосіб оребрення зовнішньої поверхні сталевої труби теплообмінника включає формування на трубі поверхневих шарів шляхом електроерозійного легування поверхні сталевої труби електродом з міді або бронзи, або сталі, або графіту, при якому шорсткість легованої поверхні в межах від 1 до 200 мкм задають зміною енергії розряду в діапазоні Wp=0,01-6,8 Дж. Винахід забезпечує підвищення якості теплообмінника. UA 114653 C2 (12) UA 114653 C2 UA 114653 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до області електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування, і може бути використаний для оребрення гладкої зовнішньої поверхні труб трубчастих теплообмінних апаратів (ТА). Теплообмінними апаратами (ТА) називаються пристрої, призначені для обміну теплом між гріючими робочими середовищами і робочими середовищами, що нагріваються. Необхідність передачі тепла від одного теплоносія до іншого виникає в багатьох видах техніки: в енергетиці, в хімічній, металургійній, нафтовій, харчовій та інших галузях промисловості. Відомі водяні кожухотрубчасті і повітряні трубчасті ТА компресорних установок, в яких для збільшення ефективності теплообміну застосовують оребрення зовнішньої поверхні труб. Оребрення гладкої поверхні труби дозволяє збільшити площу теплообміну в 7…20 разів, залежно від площі оребрення. Відомі різні способи оребрення зовнішньої поверхні труби. Основні способи оребрення відомі з рівня техніки [Радзиевский В.Н., Кирик Г.В., Лавренко A.M., Котов A.M. Теплообменные аппараты компрессорных установок. Исследования, конструкция, технология.- Сумы: Издательство "Слобожанщина", 2007. - С. 37]. У зазначеній роботі схематично показані застосовані види оребрення труб шайбами, гвинтовою накаткою стінки, гвинтовою накаткою біметалічної стінки, спіральним навиванням стрічки, спіральним навиванням стрічки з просічками або відгинами, навиванням дроту, навиванням спіралі з дроту. Накатка ребер на стінці моношарової або біметалічної труби є найбільш продуктивним способом оребрення. Навивання на трубу з одночасною приваркою за допомогою радіочастотного контактного зварювання металевої стрічки також є продуктивним процесом оребрення і, крім того, дозволяє формувати ребра з розрізами та відгинами на ребрах. Інші способи оребрення вимагають застосування пайки для утворення металевого зв'язку між трубою і ребрами. Оребрення, утворене накаткою або приваркою гладкої стрічки, формує ламінарні прикордонні шари охолоджуючого повітря, що знижує коефіцієнт теплообміну. Розрізи і відгини на ребрах руйнують прикордонний шар і підвищують коефіцієнт тепловіддачі на 20…25 %. Однак таке оребрення ефективно працює при чистому охолоджувальному повітрі. При наявності парів масла та запилення розрізи "заростають" і ефективність теплообмінника значно знижується. Недоліком зазначених вище способів оребрення є те, що вони застосовні для труб діаметром більше 16 мм. Така обставина перешкоджає створенню малогабаритних компактних трубчастих теплообмінників з труб малого діаметра [Радзиевский В.Н., Ткаченко Г.Г., Гарцунов Ю.Ф., Котов A.M. Особенности конструкции и технологии оребрения труб проволочной спиралью для воздушных теплообменников. Труды XIII Международной научно-технической конференции по компрессоростроению "Компрессорная техника и пневматика в XXI веке". Сумы. - 2004. - с. 126-127.] Найбільш близьким до пропонованого способу є спосіб оребрення труб дротяною спіраллю. Конструкція оребреної труби показана на Фіг. 1 [Радзиевский В.Н., Ткаченко Г.Г., Гарцунов Ю.Ф., Котов A.M. Особенности конструкции и технологии оребрения труб проволочной спиралью для воздушных теплообменников. Труды XIII Международной научно-технической конференции по компрессоростроению "Компрессорная техника и пневматика в XXI веке". Сумы. - 2004. - с. 127] (Прототип). В даному випадку потік охолоджувального повітря, переміщаючись в лабіринті дротяного оребрення, багаторазово розривається, турбулізується, що значно інтенсифікує теплообмін. Коефіцієнт теплопередачі залежить від багатьох факторів: матеріалу і діаметра дроту, діаметра дротяної спіралі, кроку навивання спіралі на трубу. Це дає можливість раціонально конструювати оребрення залежно від призначення теплообмінника. Недоліками такого способу оребрення труб ТА є: великі енерговитрати; висока вартість; технологічна складність виготовлення; низька технологічність конструкції; працездатність і довговічність спірального дротяного оребрення визначається надійністю його закріплення на поверхні труби; необхідність зміни складу припою для з'єднання дротяного спірального оребрення зі сталевими трубами, в залежності від матеріалу дроту і труби, а також умов роботи ТА; спосіб не застосовується для труб діаметром менше 6 мм. Відомий спосіб електроерозійного легування (ЕЕЛ) все ширше застосовується в промисловості для підвищення зносостійкості і твердості поверхонь деталей машин, в тому числі і тих, які працюють в умовах підвищених температур і агресивних середовищ, для 1 UA 114653 C2 5 10 15 20 25 підвищення жароміцності і корозійної стійкості, а також для відновлення зношених поверхонь деталей машин при ремонті та ін. ЕЕЛ поверхні - це процес перенесення матеріалу на оброблювану поверхню іскровим електричним розрядом. Метод має ряд специфічних особливостей: Матеріал анода (легуючий матеріал) може утворювати на поверхні катода (легованій поверхні) надзвичайно міцно зчеплений з поверхнею шар покриття. У цьому випадку не тільки відсутня межа розділу між нанесеним матеріалом і металом основи, але відбувається навіть дифузія елементів анода в катод; Процес легування може відбуватися так, що матеріал анода не утворює покриття на поверхні катода, а дифузійним способом збагачує цю поверхню своїми складовими елементами; Легування можна здійснювати в строго зазначених місцях (радіусом від часток міліметра і більше), не захищаючи при цьому решту поверхні деталі; Технологія електроерозійного легування металевих поверхонь дуже проста, а необхідна апаратура компактна і транспортабельна [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. -М.: Машиностроение, 1976. - с. 3, 4]. Характерною особливістю ЕЕЛ є збільшення шорсткості поверхні оброблюваного виробу. Причому, чим більше енергія розряду (Wp) при ЕЕЛ, тим більше параметр шорсткості. Збільшення шорсткості, в свою чергу, тягне за собою зростання площі поверхні теплообміну. Для простоти сприйняття процесу проілюструємо зміну площі поверхні теплообміну залежно від шорсткості на прикладі гармонійної функції f x Ra sinx , де висота піків і западин 2 мікронерівностей відповідає шорсткості Ra в мікронах (мкм). На Фіг. 2 представлена залежність зміни довжини дуги кривої в діапазоні шорсткості Ra : 0,4-12,5 мкм. У цьому випадку аналітична залежність, яка визначає довжину дуги кривої на ділянці l, записується у вигляді: l 0 30 2 d Ra 1 sinx dx dx 2 Відповідно, площа поверхні теплообміну, Фіг. 3, визначається як число, отримане в результаті множення довжин дуг граничних кривих на ділянці l l : l 2 l 2 1 d Ra sinx dx 1 d Ra siny dy dx 2 dy 2 0 0 35 40 45 50 Виходячи з наведеного вище аналізу, технічною задачею даного винаходу є створення такого способу ЕЕЛ, при якому, варіюючи режими легування, можна в широких межах змінювати шорсткість поверхні (Rz ) від 1 до 200 мкм і більше, що, в свою чергу, завдяки застосуванню запропонованого способу ЕЕЛ для оребрення сталевих труб теплообмінних апаратів, дозволить підвищити їх якість. Поставлена задача вирішена за рахунок створення способу оребрення зовнішньої поверхні сталевої труби теплообмінника, що як і способи, відомі з рівня техніки, включає формування на трубі поверхневих шарів шляхом електроерозійного легування поверхні сталевої труби електродом з міді, бронзи, сталі або графіту, але при якому, відповідно до даного винаходу, шорсткість легованої поверхні в межах від 1 до 200 мкм задають зміною енергії розряду в діапазоні Wp=0,01-6,8 Дж, а сам процес можуть виконувати електродом з міді, бронзи або сталі у середовищі аргону, причому легування електродом з міді, бронзи або сталі при енергії розряду Wp=0,01-0,5 Дж можуть здійснювати на повітрі. При цьому легування електродом з графіту здійснюють при енергії розряду Wp=0,036-6,8 Дж. Крім того, при виконанні ЕЕЛ шорсткість легованої поверхні вибирають в залежності від заданої площі поверхні теплообміну труби. Подальший опис представлено з посиланнями на ілюстративний матеріал. На Фіг. 1 представлена схема оребрення труби спіраллю з дротяної спіралі. На Фіг. 2 представлена схема збільшення довжини кривої в залежності від збільшення шорсткості поверхні. 2 UA 114653 C2 5 10 15 20 25 30 35 На Фіг. 3 представлена схема визначення площі поверхні теплообміну в залежності від її шорсткості. На Фіг. 4 представлена структура поверхневого шару труби після ЕЕЛ суцільним шаром металевим електродом. На Фіг. 5 показані ділянки труби з покриттями з бронзи, нанесеними на механізованій установці моделі "УИЛ-9" при Wp=1,41 Дж. На Фіг. 6 показані ділянки труби з покриттями з бронзи, нанесеними на механізованій установці моделі "УИЛ-9" при Wp=2,83 Дж. На Фіг. 7 показана структура поверхневого шару труби після ЕЕЛ суцільним шаром графітовим електродом. На Фіг. 8 показана структура поверхневого шару труби після ЕЕЛ окремих ділянок у вигляді кілець. На Фіг. 9 показані ділянки покриття труби зі сталі 20, виконані ЕЕЛ у вигляді кілець з бронзи при Wp=1,41 Дж. На Фіг. 10 показані ділянки покриття труби зі сталі 20, виконані ЕЕЛ у вигляді кілець із сталі 12X18Н10 при Wp=2,83 Дж. Далі представлені приклади конкретного здійснення запропонованого способу. На поверхню труби 1, Фіг. 4, методом ЕЕЛ наноситься суцільний шар 3 покриття із заданого металу. При цьому між нанесеним металом і деталлю утворюється перехідний шар 2, що являє собою взаємне дифузійне проникнення елементів анода (легуючого електрода) і катода (труби). Покриття можна наносити, варіюючи енергію розряду в діапазоні 0,036-6,8 Дж. З ростом енергії розряду збільшується товщина шару покриття, що наноситься, і шорсткість поверхні. При цьому товщина шару може змінюватися залежно від характеру взаємодії анода і катода (застосовані установки з ручним вібратором типу "Элитрон 52-А" і механізовані установки з багатоелектродними головками типу "Элитрон-347" або "ЭИЛ-9"), у першому випадку - від 0,01 до 0,25 мм, а в другому випадку - від 0,05 до 2,0 мм, причому висота мікронерівностей (Rz) змінюється, відповідно, від 8,5 до 155,8 мкм і від 20 до 200 мкм. Завдяки можливості нанесення методом ЕЕЛ покриттів із застосуванням будь-яких струмопровідних матеріалів, можна в широких межах змінювати механічні, термічні, електричні та інші властивості легованих поверхонь труб. На зразки зі сталі 20 наносилися покриття методом ЕЕЛ. Як матеріал анода використовували мідь і бронзу марки БрО10Ц1,5Н. Електроерозійне легування проводили на установках з ручним вібратором моделей "УИЛВ8" і "Элитрон-52А", а також на механізованій установці моделі "УИЛ-9". Нижче в табл. 1 наведені режими роботи установки електроерозійного легування "УИЛВ-8", відповідні їм товщина шару і висота мікронерівностей Rz , а також коефіцієнт збільшення площі поверхні k при легуванні міддю і бронзою зразків зі сталі 20 з вихідною шорсткістю поверхні Rz 1 мкм. Таблиця 1 Електроерозійне легування сталі 20 електродами з міді та бронзи на установці" УИЛВ-8" Енергія № режиму разряду, Дж 1 3 6 8 9 11 12 13 14 15 16 0,01 0,02 0,03 0,04 0,13 0,28 0,35 0,42 0,49 0,56 0,63 Товщина шару, мм мідь 0,01 0,015 0,02 0,025 0,035 0,05 0,07 0,09 0,11 0,13 0,14 бронза 0,01 0,02 0,03 0,04 0,05 0,07 0,08 0,11 0,13 0,15 0,17 Коефіцієнт Висота мікронерівностей Rz , збільшення площі мм поверхні k мідь бронза мідь бронза 2 3 1,3 1,8 3 4 1,8 2,5 5 7 3,4 5,7 8 10 7,1 10,4 10 12 10,4 14,5 13 15 16,8 21,9 15 17 21,9 27,8 16 19 24,7 34,3 17 21 27,8 41,6 23 27 49,7 67,9 27 30 67,9 83,5 40 3 UA 114653 C2 5 Слід зазначити, що починаючи з 15 режиму, коли енергія розряду становить 0,56 Дж, електроди як з міді, так і бронзи починають більш інтенсивно окислюватися, що призводить до зниження якості оброблюваної поверхні. При використанні високих енергій розряду якість формованих шарів можна підвищити шляхом застосування захисного середовища аргону. Нижче в табл. 2 наведені дані по шорсткості і товщині покриттів з міді та бронзи в залежності від енергії розряду, отримані при ЕЕЛ сталі 20 на установці моделі "Елітрон-52А" в захисному середовищі аргону. Таблиця 2 Електроерозійне легування стали 20 електродами з міді та бронзи на установці моделі "Елітрон52А" в захисному середовищі аргону Енергія разряду, Дж 0,9 2,83 3,4 6,8 10 15 20 25 30 35 40 45 Товщина шару, мм мідь 0,15 0,17 0,21 0,23 бронза 0,18 0,35 0,53 1,5 Висота мікронерівностей Rz , мм мідь бронза 16 18 23 25 27 31 39 67 Коефіцієнт збільшення площі поверхні k мідь бронза 24,7 31 49,7 58,4 67,9 89,1 140 410 Дюрометричний аналіз показує, що при легуванні сталі 20 міддю і бронзою як на повітрі, так і в середовищі аргону мікротвердість на поверхні шару становить, відповідно, 850-900 МПа і 1050-1150 МПа. У міру поглиблення вона плавно збільшується до мікротвердості зони термічного впливу (2500-3000 МПа) і потім переходить в мікротвердість основного металу 17501800 МПа. Товщина зони термічного впливу залежить від режиму легування і становить, наприклад, для енергії розряду 0,56 Дж на повітрі 50 мкм, а в середовищі аргону 40 мкм. На Фіг. 5, 6 показані ділянки труби діаметром 10 мм із сталі 20 з покриттями з бронзи марки БрО10Ц1,5Н, нанесеними на механізованій установці моделі "УИЛ-9" з енергією розряду Wp=1,41 Дж і Wp=2,83 Дж, відповідно. Однією зі специфічних особливостей методу ЕЕЛ є те, що процес легування може відбуватися без переносу матеріалу анода на поверхню катода. При цьому відбувається дифузійне насичення поверхні деталі складовими елементами (елементом) анода, наприклад, при ЕЕЛ графітовим електродом. Відомий спосіб цементації сталевих деталей електроерозійним легуванням, коли анодом є графіт. Метод має ряд переваг, основними з яких є: досягнення 100 % суцільності зміцнення поверхневого шару; підвищення твердості поверхневого шару деталі за рахунок дифузійно-гартівних процесів; легування можна здійснювати в строго зазначених місцях, не захищаючи при цьому іншу поверхню деталі; відсутність об'ємного нагріву деталі та пов'язаних з ним викривлення та короблення; простота застосування технології; гнучка прив'язка до наявного обладнання; виконання процесу зміцнення не вимагає спеціальної підготовки і високої кваліфікації робітника. При цементації сталевих деталей електроерозійним легуванням зі збільшенням енергії розряду і часу легування товщина зміцненого шару збільшується. При цьому зростає і шорсткість поверхні. Так при ЕЕЛ вуглецем средньовуглецевої легованої сталі 40X (Ra=0,5 мкм) 2 з продуктивністю 5 хв/см при енергії розряду 6,8 Дж товщина шару підвищеної твердості становить понад 1,15 мм. Шорсткість поверхні при цьому відповідає Ra=11,7-14,0 мкм [Способ цементации стальных деталей электроэрозионным легированием. Пат. 2337796. Российская Федерация. МПК В 23Н 9/00/ Марцинковский B.C., Тарельник В.Б., Белоус А.В.; Заявл. 05.10.2006; Опубл. 10.04. 2008, Бюл. № 31. - 3 с]. На Фіг. 7 схематично зображена структура поверхневого шару труби, обробленого методом ЕЕЛ графітовим електродом. Проводилися дослідження поверхневих шарів, сформованих в результаті ЕЕЛ вуглецем (графітовим електродом), хромонікелевої корозійної сталі аустенітного класу марки 12Х18Н10Т. Результати досліджень представлені в табл. 3. Для порівняння в таблиці наведено результати шорсткості поверхні після легування сталі 12Х18Н10Т електродом з твердого сплаву марки Т15К6 [Способ цементации стальных деталей электроэрозионным легированием. Пат. 2337796. 4 UA 114653 C2 Российская Федерация. МПК В 23Н 9/00 /Марцинковский B.C., Тарельник В.Б., Белоус А.В.; Заявл. 05.10.2006; Опубл. 10.04. 2008, Бюл. № 31. - 3 с]. Таблиця 3 Результати дослідження поверхневого шару сталі 12Х18Н10Т після ЕЕЛ на установці марки "Елітрон - 52А" 0,036 Товщина шару при ЕЕЛ 5 графітом, мкм Зона підвищеної твердості* при 3000**ЕЕЛ графітом, 8000*** МПа Ra при ЕЕЛ 0,8 графітом, мкм Ra при ЕЕЛ 2,0 Т15К6, мкм Енергія розряду, Дж 0,1 0,31 0,5 1,41 2 Продуктивність ЕЕЛ, 1 хв./см 2,83 3,4 6,8 12 20 30 55 75 80 90 30009000 30009000 30008000 30009000 52508000 46009000 33008000 0,8 0,8 0,8-0,9 0,8-0,9 2,5-3,5 8,3-8,5 11,9-14 2,6 3,0 6,3 6,3-7,2 10,0 12,5 25 2 Продуктивність ЕЕЛ, 5 хв./см Товщина шару при ЕЕЛ графітом, мкм Зона підвищеної твердості* при ЕЕЛ графітом, МПа Ra при ЕЕЛ графітом, мкм Ra при ЕЕЛ Т15К6, мкм 10 15 25 35 56 80 100 315 30009000 300010000 300010000 30009000 290011000 400011500 35009000 400010000 1,0 1,2 1,2 1,0-1,2 1,6-2,0 2,9-3,7 5,3-6,5 11,7-14 3,2 3,2 3,2-6,3 6,3 6,3-8,2 10,0-12,5 12,5-25 30-50 * Зона підвищеної твердості - поверхневий шар деталі, яка має максимальну мікротвердість на поверхні і знижується, в міру поглиблення, до мікротвердості основи металу; ** Мінімальна твердість у нижній ділянці шару; *** Максимальна твердість на поверхні шару. 5 10 Специфічною особливістю методу ЕЕЛ є і те, що легування можна здійснювати в строго зазначених місцях, не захищаючи при цьому інші ділянки поверхні від впливу процесу. На Фіг. 8 схематично зображена структура поверхневого шару труби, обробленого методом ЕЕЛ з покриттям, нанесеним у вигляді окремих кілець. При цьому товщина нанесеного шару, залежно від матеріалу анода і способу легування, може досягати 2 мм і більше. Ширина кілець і відстаней між ними може змінюватися від 1 до 10 мм і більше, У Табл. 4 представлені результати зміни шорсткості поверхні та товщини покриття, що наноситься, в залежності від енергії розряду, при ЕЕЛ сталі 20 електродами з нержавіючої сталі марки 12Х18Н10Т на механізованій установці "ЭИЛ-9". 5 UA 114653 C2 Таблиця 4 Результати шорсткості і товщини покриття при ЕЕЛ сталі 20 на установці моделі "ЭИЛ-9» Номер режиму 1 2 3 4 5 10 15 20 25 30 Енергія розряду Wp , Дж 1,41 2,83 3,4 6,8 Товщина покриття, що наноситься за один прохід, мм 0,1-0,2 0,2-0,3 0,3-0,4 0,5-0,6 Шорсткість поверхні Rz, мм 67 115 190 305 На Фіг. 9, 10 зображені ділянки труби діаметром 10 мм із сталі 20 з покриттями з бронзи марки БрО10Ц1,5Н і сталі 12Х18Н10, нанесеними у вигляді кілець на механізованій установці моделі "УИЛ-9", відповідно, з енергіями розряду Wp=1,41 Дж і Wp=2,83 Дж. При цьому висота кілець з бронзи і сталі склала, відповідно, 2,0 і 1,0 мм. Таким чином, новий спосіб оребрення труб теплообмінних апаратів із застосуванням методу електроерозійного легування має ряд переваг перед існуючими, а саме: невеликі енерговитрати; невисока вартість; простота виготовлення; висока технологічність; економія кольорового і високолегованого металу; працездатність і довговічність оребрення не залежить від надійності його закріплення на поверхні труби; відпадає необхідність у зміні складу припою для з'єднання дротяного спірального оребрення зі сталевими трубами залежно від матеріалу дроту і труби, а також умов роботи ТА; спосіб можна застосовувати для труб діаметром від 1 мм і вище. ФОРМУЛА ВИНАХОДУ 1. Спосіб оребрення зовнішньої поверхні сталевої труби теплообмінника, що включає формування на трубі поверхневих шарів шляхом електроерозійного легування поверхні сталевої труби електродом з міді або бронзи, або сталі, або графіту, який відрізняється тим, що задану шорсткість легованої поверхні в межах від 1 до 200 мкм отримують зміною енергії розряду в діапазоні Wp=0,01-6,8 Дж. 2. Спосіб за п. 1, який відрізняється тим, що легування електродом з міді або бронзи, або сталі при енергії розряду Wp=0,01-0,5 Дж здійснюють на повітрі. 3. Спосіб за п. 1, який відрізняється тим, що легування електродом з міді або бронзи, або сталі здійснюють в середовищі аргону. 4. Спосіб за п. 1, який відрізняється тим, що легування електродом з графіту здійснюють при енергії розряду Wp=0,036-6,8 Дж. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що шорсткість легованої поверхні вибирають в залежності від заданої площі поверхні теплообміну труби. 6 UA 114653 C2 7 UA 114653 C2 Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F28F 13/18, F28F 1/24, B23H 9/00
Мітки: поверхні, оребрення, теплообмінника, трубі, сталевої, зовнішньої, спосіб
Код посилання
<a href="https://ua.patents.su/10-114653-sposib-orebrennya-zovnishno-poverkhni-stalevo-trubi-teploobminnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб оребрення зовнішньої поверхні сталевої труби теплообмінника</a>
Спосіб спірального оребрення труби
Номер патенту: 36853
Опубліковано: 10.11.2008
Автор: Стефанів Сергій Володимирович
МПК: B23K 13/00
Мітки: трубі, спірального, оребрення, спосіб
Формула / Реферат:
Спосіб спірального оребрення труби, при якому здійснюють осьову подачу труби, яка обертається, тангенціальну подачу стрічкової заготовки з попереднім її натягом, нагрівають трубу і спіраль струмами високої частоти і зварюють їх контактним способом з прикладанням зварювального зусилля до спіралі перпендикулярно напрямку її подачі, який відрізняється тим, що попередньо по зовнішньому діаметру труби виконують паралельно дві гвинтові канавки...
Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Абе Тосіхару, Омура Томохіко, Томомацу Куніакі, Араі Юдзі
МПК: C22C 38/28, C22C 38/22
Мітки: безшовні, спосіб, трубі, сортаменту, виготовлення, сталь, сталевої, низьколегована, нафтопромислового, сталеві, безшовної
Формула / Реферат:
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал,...
Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин (варіанти) і спосіб виробництва безшовної труби з цієї сталі
Номер патенту: 82007
Опубліковано: 25.02.2008
Автори: Араі Юдзі, Накамура Кейіті, Омура Томохіко
МПК: C22C 38/28, C22C 38/32, C22C 38/22, C21D 9/08, C21D 8/10, C22C 38/00
Мітки: нафтових, спосіб, трубі, газових, виробництва, безшовної, варіанти, сталь, сталевої, свердловин, сталі, цієї, виготовлення
Формула / Реферат:
1. Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин, яка містить, у мас. %: 0,1-0,20 С, 0,05-1,0 Si, 0,05-1,0 Mn, 0,05-1,5 Cr, 0,05-1,0 Mo, ≤ 0,10 Al, 0,002-0,05 Ti, 0,0003-0,005 B, решта Fe та домішки, в яких ≤ 0,025 P, ≤ 0,01 S, ≤ 0,007 N і з величиною А ≥ 0,43, визначеною за наступним рівнянням (1) A= С+(Mn/6)+(Cr/5)+(Mo/3) (1), де у рівнянні (1)...
Спосіб очищення і поліровки поверхні труби
Номер патенту: 49342
Опубліковано: 26.04.2010
Автори: Тісагдіо Ірина Юріївна, Саф'ян Павло Павлович, Тутик Валерій Анатолійович, Балакін Валерій Федорович
МПК: C23G 5/00
Мітки: поверхні, трубі, поліровки, очищення, спосіб
Формула / Реферат:
Спосіб очищення і поліровки поверхні труби, що включає запалення розряду між оброблюваною трубою, що знаходиться під негативним потенціалом, і електролітом у вигляді струминного анода, що складається з ламінарного потоку, направленого на трубу, який відрізняється тим, що трубу, що оброблюється, обертають і переміщують всередині струминного анода, який виконаний у вигляді сталевого кільця і складається із n-кількості ламінарних потоків, при...
Спосіб виготовлення холоднотягнутої прецизійної сталевої труби
Номер патенту: 88573
Опубліковано: 26.10.2009
Автори: Зее Лотар, Муссманн Вольфганг, Зікмеєр Йозеф, Герціг Свен
МПК: C22C 38/08, C22C 38/04, C21D 6/00, C22C 38/12, C21D 1/18, C22C 38/22, C21D 9/08
Мітки: сталевої, холоднотягнутої, виготовлення, прецизійної, спосіб, трубі
Формула / Реферат:
1. Спосіб виготовлення холоднотягнутої прецизійної сталевої труби, що працює під тиском, сталь якої містить наступний хімічний склад компонентів, мас. %:С 0,05-0,25Si 0,15-1,00Mn 1,00-3,50Al 0,02-0,06V до 0,20N до 0,15S до 0,03,з доданням до нього за вибором одного або декількох легуючих елементів Cr, Mo, Ni, W, Ті або Nb, а також...
Попередній патент: Накопичувач теплової енергії, що включає компенсаційний простір
Наступний патент: Знімний контейнер для текучого середовища
Випадковий патент: Спосіб визначення характеристик оптичних властивостей текстильних матеріалів