Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування
Номер патенту: 119317
Опубліковано: 25.09.2017
Автори: Білоус Андрій Валерійович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Антошевський Богдан, Тарельник В'ячеслав Борисович, Коноплянченко Євген Владиславович, Кундера Чеслав, Жуков Олексій Миколайович, Гапонова Оксана Петрівна
Формула / Реферат
1. Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування (ЕЕЛ) електродом, що містить сірку, який відрізняється тим, що при виготовленні електрода на поверхні його заготовки з металу або сплаву формують заглиблення, які заповнюють консистентною речовиною, що містить сірку, а потім проводять ЕЕЛ поверхні, не чекаючи висихання консистентної речовини.
2. Спосіб за п. 1, який відрізняється тим, що як консистентну речовину застосовують сірчану пасту і/або сірчану мазь.
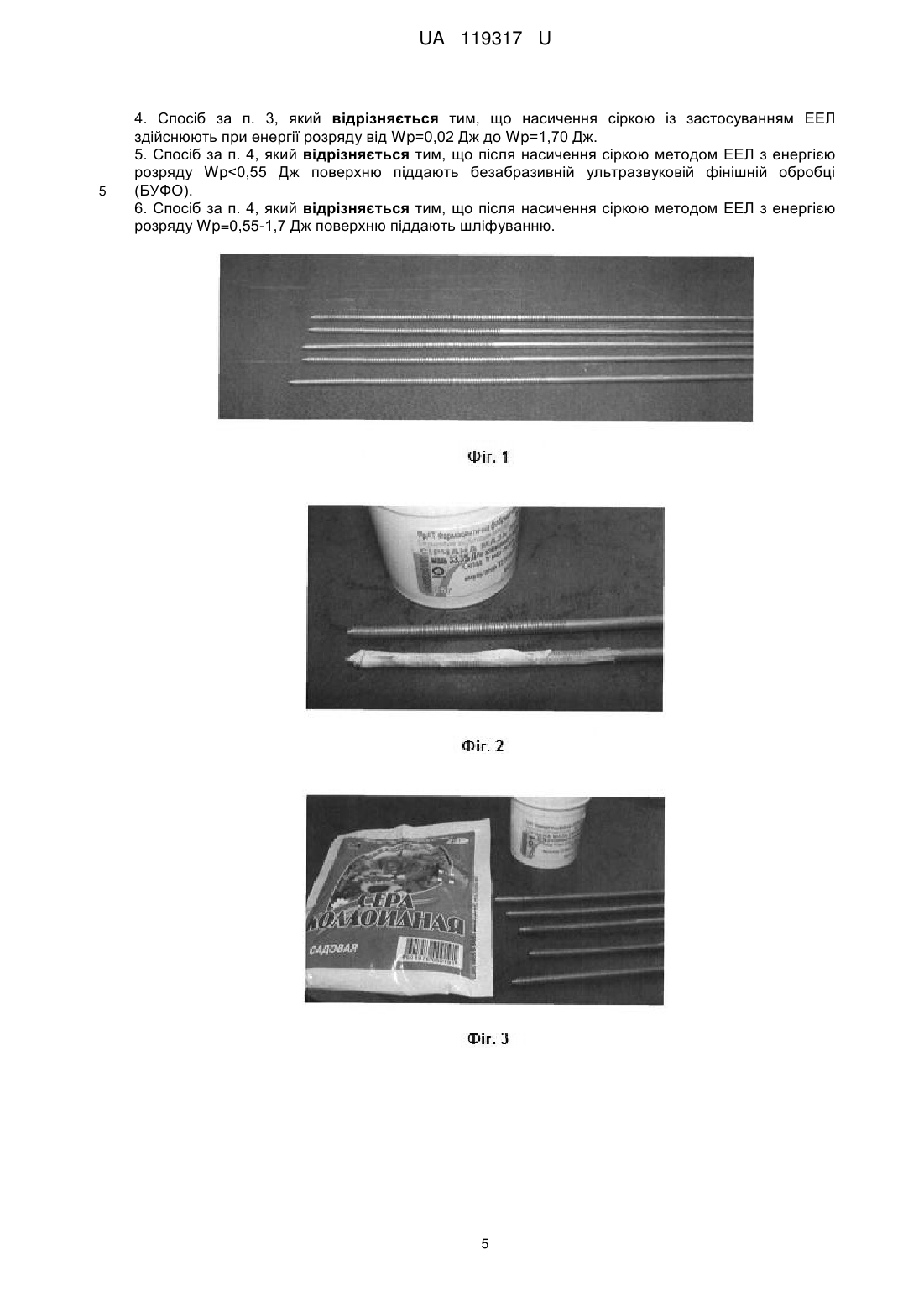
3. Спосіб за п. 2, який відрізняється тим, що кількість сірки збільшують додаванням колоїдної сірки.
4. Спосіб за п. 3, який відрізняється тим, що насичення сіркою із застосуванням ЕЕЛ здійснюють при енергії розряду від Wp=0,02 Дж до Wp=1,70 Дж.
5. Спосіб за п. 4, який відрізняється тим, що після насичення сіркою методом ЕЕЛ з енергією розряду Wp<0,55 Дж поверхню піддають безабразивній ультразвуковій фінішній обробці (БУФО).
6. Спосіб за п. 4, який відрізняється тим, що після насичення сіркою методом ЕЕЛ з енергією розряду Wp=0,55-1,7 Дж поверхню піддають шліфуванню.
Текст
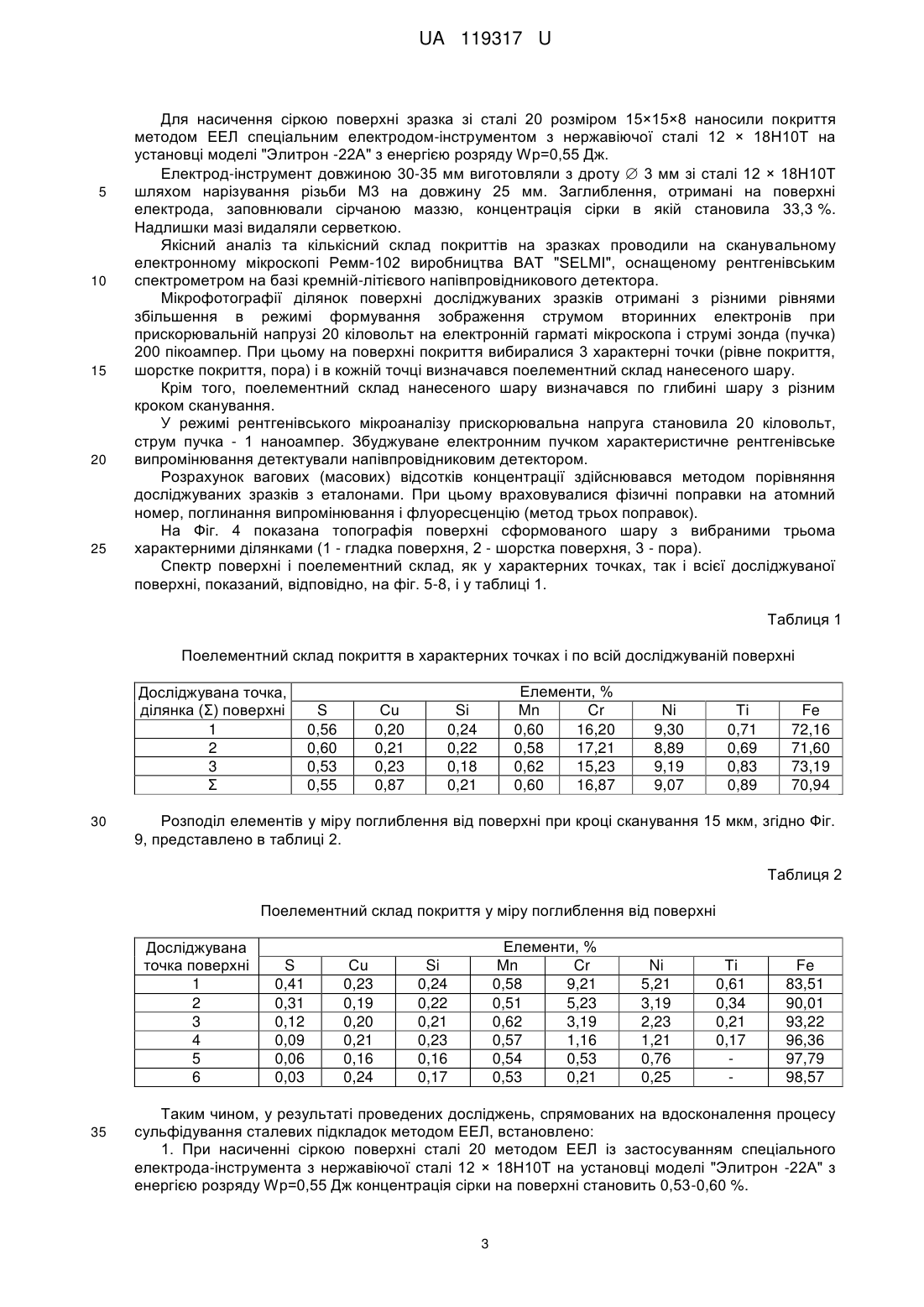
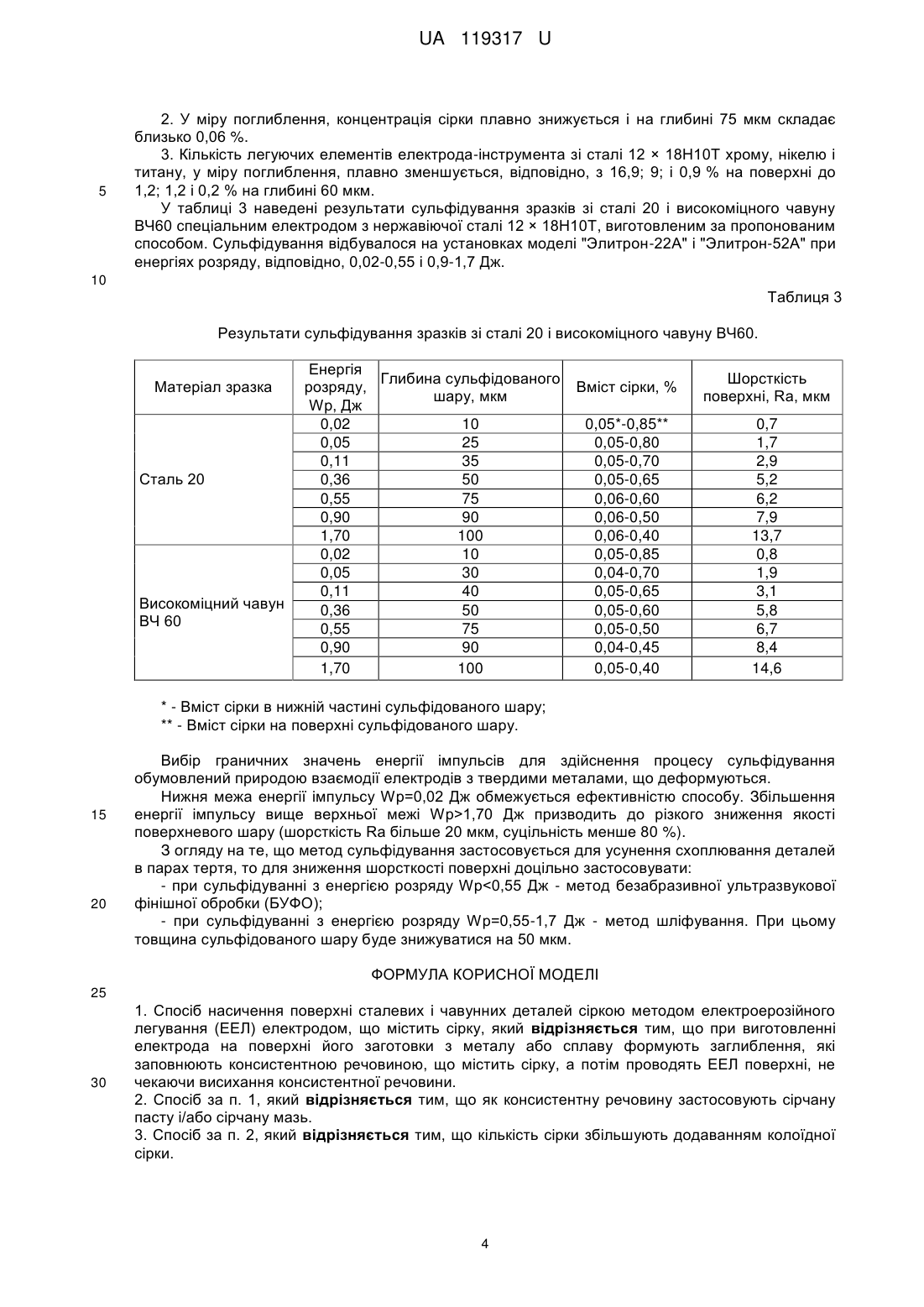
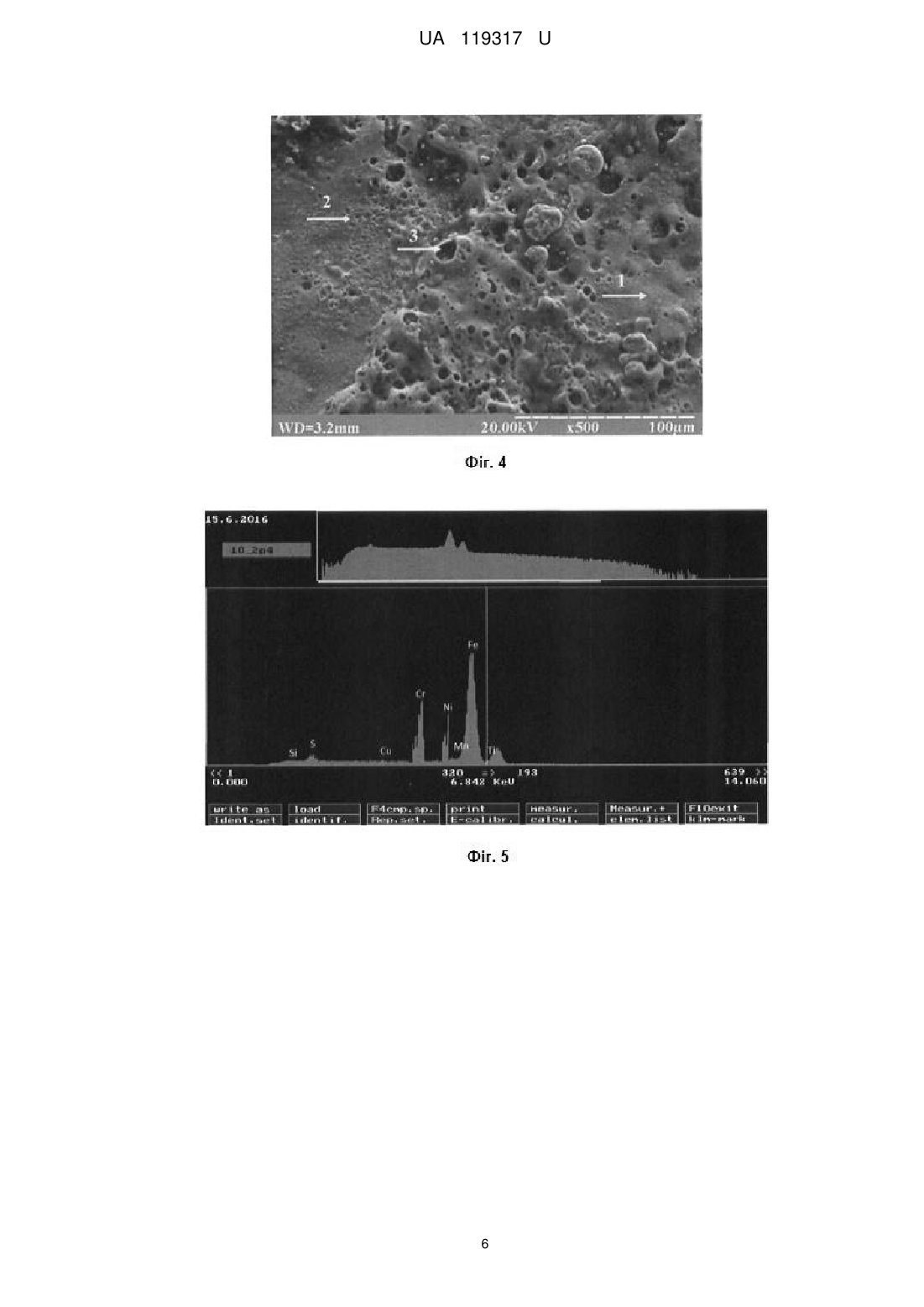
Реферат: Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування (ЕЕЛ) електродом містить сірку. При виготовленні електрода на поверхні його заготовки з металу або сплаву формують заглиблення, які заповнюють консистентною речовиною, що містить сірку, а потім проводять ЕЕЛ поверхні, не чекаючи висихання консистентної речовини. UA 119317 U (12) UA 119317 U UA 119317 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування (ЕЕЛ), і може бути використана для обробки поверхонь термооброблених деталей. Відомий спосіб насичення поверхні сталевих і чавунних деталей сіркою (сульфідування), який являє собою термохімічний процес обробки виробів, виготовлених із сплавів на залізній основі, для збагачення поверхневих шарів сіркою. Ефект сульфідування зводиться до створення на поверхні деталі плівки сульфідів. Останні підвищують поверхневу активність металів і сплавів, а також забезпечують змочування поверхні поверхнево-активними речовинами і її опір схоплюванню. Сульфідна плівка, що має меншу міцність, ніж основний метал, легко руйнується при терті і відділяється від основи без пластичного деформування, запобігаючи схоплюванню поверхонь тертя. Плівка сульфіду заліза (FeS) підвищує зносостійкість поверхонь тертя і покращує їх припрацьовуваність. Феросульфідне покриття має досить високу пористість і вбирає велику кількість мастила, надаючи матеріалу властивості самозмащування. [Словарь-справочник по трению, износу и смазке деталей машин /В.Д. Зозуля, Е.Л. Шведков, Д.Я. Ровинский, Э.Д. Браун; Отв. Ред. И.М. Федорченко. АН УССР. Ин-т проблем материаловедения. - 2-е изд., перераб. и доп. - Киев: Наук, думка, 1990. - с. 203]. Традиційно, спосіб сульфідування полягає в насиченні поверхневого шару металу (сталі, чавуну, сплавів титану і ін.) сіркою в відповідних соляних ваннах. Глибина сульфідованого шару досягає 50 мкм. Сульфідування може бути низько-, середньо- і високотемпературним (при 150…450; 540…580; 850…950 °C, відповідно). Шорсткість поверхонь, які пройшли сульфідування, трохи вища за вихідну, при цьому незначно збільшуються і розміри деталей. [Денисова Н.Е., Шорин В.А., Гонтарь И.Н., Волчихина Н.И., Шорина Н.С. Триботехническое материаловедение и триботехнология: учеб. пособие/Под общей редакцией Н.Е. Денисовой. Пенза: Изд-во Пенз. гос. ун-та, 2006. - С. 178, 179]. Слід зазначити, що до недоліків традиційного способу сульфідування, крім збільшення шорсткості поверхні і розмірів деталі, слід віднести: - нагрівання всієї деталі, а відповідно і структурні зміни металу; - повідці і викривлення; - тривалість процесу до трьох і більше годин; - велика витрата електроенергії; - негативний вплив на екологію та ін. Відомий спосіб, коли сірку вводять в поверхню виробу способом електроіскрового легування (ЕІЛ) (те ж, що і ЕЕЛ). Для введення сірки її наносять на поверхню у вигляді порошкоподібного шару, виконують так зване "опудрювання" поверхні і через цей шар проводять легування матеріалами деталі або покриття. У процесі обробки нанесення порошкоподібної сірки повторюють 2-3 рази [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М. Машиностроение, 1976. - с. 27]. Однак даний спосіб не призводить до бажаного результату. Особливості формування властивостей і структури поверхневого шару визначаються суттю ЕЕЛ, яка полягає в тому, що матеріал, у пароподібному та рідкокапельному стані викинутий із анода у вигляді пучка, що розширюється, потрапляє до міжелектродного простору, розігрітого надійшовшим електричним імпульсом до температури, при якій можливе існування речовини в іонізованому стані. Ці частинки б'ються об поверхню катода (деталі), також локально розігріту електричним імпульсом, та вступають з нею у взаємодію, утворюючи сплави, тверді розчини або механічну суміш. Матеріал мікрованни, що утворилася на катоді, та частки анода, що надходять, починають взаємодіяти між собою і з елементами газоподібного середовища, що оточує електроди. Сірка не є електропровідним порошком, і для здійснення процесу ЕЕЛ (контакту легуючого електрода з легованою поверхнею) її необхідно відсунути легуючим електродом убік. При цьому попадання сірки в зону рідкої фази матеріалів електродів і утворення хімічних сполук значною мірою ускладнено, а якщо і відбувається, то на окремих розрізнених ділянках. Суцільність на поверхні плівки сульфідів низька. Відомий спосіб ЕІЛ сірчистим залізом сталей 45, Х12Ф, сірого і перлітного ковкого чавуну, який дозволив сформувати на оброблюваній поверхні шар, збагачений сіркою товщиною 40-50 мкм. В результаті, значно зменшилася схильність сірого чавуну до утворення задирок при сухому терті, зменшився знос у 8-10 разів, а стійкість волочильних матриць збільшилася в 3,5 разу [Электроискровое легирование металлических поверхностей / А.Е. Гитлевич, В.В. Михайлов, Н.Я. Парканский, В.М. Ревутский - Кишинев: Штинца, 1985. - с. 145]. Для здійснення даного способу електроди виготовлялися з сірчистого заліза за такою технологією. Залізний порошок марки AM, попередньо розкислений в атмосфері водню при 1100-1150 °C, змішували з технічною сіркою в кульовому млині протягом 1 год. Співвідношення 1 UA 119317 U 5 10 15 20 25 30 35 40 45 50 55 змішуваних матеріалів (у вагових відсотках): залізного порошку - 61 і сірки - 39. Після вивантаження з кульового млина суміш залізного порошку і сірки нагрівали під витяжкою у відкритому тиглі доти, поки повністю не відбувалася реакція утворення сірчистого заліза. Отримане сірчисте залізо, яке являє собою пухку масу, подрібнювали, а потім розплавляли у селітовій або газовій печі. З розплавленого сірчистого заліза відливали електроди. Заливку здійснювали при 1100-1150 °C в ретельно висушені земляні форми з хорошим газопроникненням. Після охолодження і очищення від пригару електроди готові до застосування [А.Г. Щербинский. Способ насыщения поверхностей металла серой. АС № 139336. - Опубл. в бюллетене изобретений № 13 за 1961 г. С. 2, 3], (прототип). Незважаючи на надані вище позитивні результати, спосіб сульфідування із застосуванням як електродів ЕЕЛ сірчистого заліза має ряд недоліків: - обмежене застосування при ЕЕЛ сталевих (залізних) електродів з нелегованих сталей; - електроди з нелегованих сталей в процесі ЕЕЛ нагріваються, окислюються і руйнуються, що негативно впливає на якість сформованого покриття (висока шорсткість, низька суцільність, припікання, приварювання окремих дрібних частинок із зруйнованого анода); - електроди не застосовуються в механізованих установках через вигоряння; - зазначений спосіб виготовлення і спікання електродів є дорогим, трудомістким і екологічно шкідливим. В основу корисної моделі поставлена задача усунення наведених вище недоліків за рахунок способу насичення сіркою поверхонь сталевих і чавунних деталей електроерозійним легуванням (ЕЕЛ) електродом. Поставлена задача вирішується тим, що спосіб включає, як і аналог, сірку, в якому, згідно з корисною моделлю, при виготовленні електрода на поверхні його заготовки з металу або сплаву формують заглиблення, які заповнюють консистентною речовиною, що містить сірку, а потім проводять ЕЕЛ поверхні, не чекаючи висихання консистентної речовини, причому, як консистентну речовину застосовують сірчисту пасту і/або сірчисту мазь. Концентрацію сірки можна збільшувати додаванням у пасту і/або мазь колоїдної сірки. При цьому насичення сіркою із застосуванням ЕЕЛ виконують при енергії розряду від Wp=0,02 Дж до Wp=1,70 Дж. Крім того, після насичення сіркою методом ЕЕЛ з енергією розряду Wp1,70 Дж призводить до різкого зниження якості поверхневого шару (шорсткість Ra більше 20 мкм, суцільність менше 80 %). З огляду на те, що метод сульфідування застосовується для усунення схоплювання деталей в парах тертя, то для зниження шорсткості поверхні доцільно застосовувати: - при сульфідуванні з енергією розряду Wp
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: насичення, чавунних, методом, легування, електроерозійного, поверхні, деталей, сталевих, спосіб, сіркою
Код посилання
<a href="https://ua.patents.su/10-119317-sposib-nasichennya-poverkhni-stalevikh-i-chavunnikh-detalejj-sirkoyu-metodom-elektroerozijjnogo-leguvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування</a>
Спосіб сульфідування поверхні сталевих і чавунних деталей методом електроерозійного легування
Номер патенту: 115059
Опубліковано: 27.03.2017
Автори: Тарельник В'ячеслав Борисович, Білоус Андрій Валерійович, Жуков Олексій Миколайович, Гапонова Оксана Павлівна, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Косенко Павло Вікторович
МПК: B23H 1/00, C23C 8/60, C22C 37/06, C22C 37/08, C22C 37/00
Мітки: спосіб, сульфідування, поверхні, чавунних, деталей, сталевих, легування, методом, електроерозійного
Формула / Реферат:
1. Спосіб сульфідування поверхні сталевих і чавунних деталей методом електроерозійного легування (ЕЕЛ) електродом, що містить сірку, який відрізняється тим, що при виготовленні електрода на поверхні його заготовки з металу або сплаву формують заглиблення, які заповнюють консистентною речовиною, що містить сірку, а потім проводять ЕЕЛ поверхні, не чекаючи висихання консистентної речовини.2. Спосіб за п. 1, який відрізняється тим, що як...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей
Номер патенту: 16058
Опубліковано: 17.07.2006
Автори: Аулін Віктор Васильєвич, Калита Микола Миколайович, Капелюшний Федір Михайлович
МПК: B23P 6/02
Мітки: деталей, поверхні, циліндричної, чавунних, спосіб, внутрішньої, спрацьованої, відновлення, сталевих, переважно
Формула / Реферат:
1. Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, що включає створення градієнта температур в стінці деталі за рахунок впливу на деталь джерел нагрівання і охолодження, який відрізняється тим, що градієнт температур створюють у стінці деталі рівномірно та в один момент часу за допомогою, наприклад, електроконтактного нагрівання з...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Аулін Віктор Васильович, Жулай Олександр Юрійович, Капелюшний Федір Михайлович, Калита Микола Миколайович
МПК: B23P 6/02
Мітки: спрацьованої, спосіб, зносом, циліндричної, сталевих, відновлення, поверхні, висоті, деталей, переважно, чавунних, нерівномірним, внутрішньої
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 26293
Опубліковано: 10.09.2007
Автори: Калита Микола Миколайович, Аулін Віктор Васильович, Жулай Олександр Юрійович, Капелюшний Федір Михайлович
МПК: B23P 6/00
Мітки: спрацьованої, відновлення, переважно, внутрішньої, поверхні, висоті, деталей, зносом, циліндричної, сталевих, нерівномірним, чавунних, пристрій
Формула / Реферат:
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, який складається з джерела нагрівання, джерела охолодження, механізму обертання і переміщення гільзи, який відрізняється тим, що джерело нагрівання виконане у вигляді ніхромової спіралі, навитої на керамічному осерді з різним розподілом кількості...
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу
Номер патенту: 5682
Опубліковано: 15.03.2005
Автори: Ляшенко Борис Артемович, Рудковський Анатолій Віталійович, Кравець Василь Васильович, Лабунець Василь Федорович, Шульга Іван Федорович, Марчук Володимир Єфремович
МПК: C25D 13/20, B23H 9/10, B23H 9/04, C25D 13/12, C25D 13/02, B23H 9/00
Мітки: електроерозійного, поверхонь, струмопровідного, матеріалу, спосіб, деталей, легування
Формула / Реферат:
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу, що включає нанесення на поверхню деталі шару покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу, який відрізняється тим, що перед нанесенням покриття зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення.
Попередній патент: Спосіб обробки поверхонь сталевих деталей
Наступний патент: Спосіб сульфоцементації сталевих деталей
Випадковий патент: Радіопротекторний засіб "мебентол"