Спосіб сульфоцементації сталевих деталей
Номер патенту: 119318
Опубліковано: 25.09.2017
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Кундера Чеслав, Гапонова Оксана Петрівна, Анташевський Богдан, Коноплянченко Євген Владиславович, Білоус Андрій Валерійович, Жуков Олексій Миколайович

Формула / Реферат
1. Спосіб сульфоцементації сталевих деталей електроерозійним легуванням графітовим електродом, який відрізняється тим, що безпосередньо перед легуванням графітовим електродом на поверхню сталевої деталі наносять консистентну речовину, що містить сірку.
2. Спосіб за п. 1, який відрізняється тим, що як консистентну речовину застосовують сірчану пасту і/або сірчану мазь.
3. Спосіб за п. 2, який відрізняється тим, що кількість сірки в консистентній речовині збільшують додаванням до неї колоїдної сірки.
4. Спосіб за п. 3, який відрізняється тим, що електроерозійне легування проводять при енергії розряду Wp=0,13-3,4 Дж.
Текст
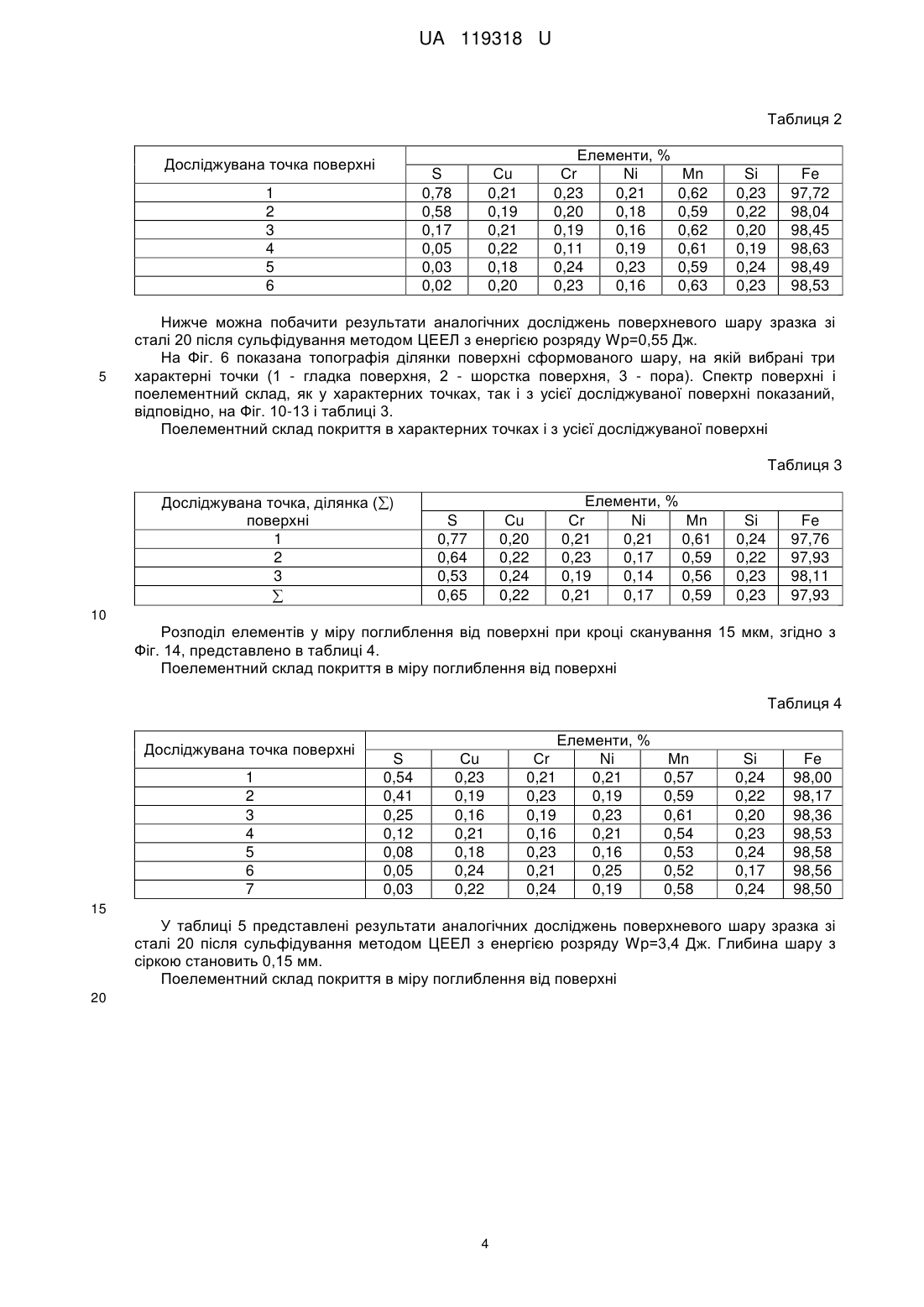
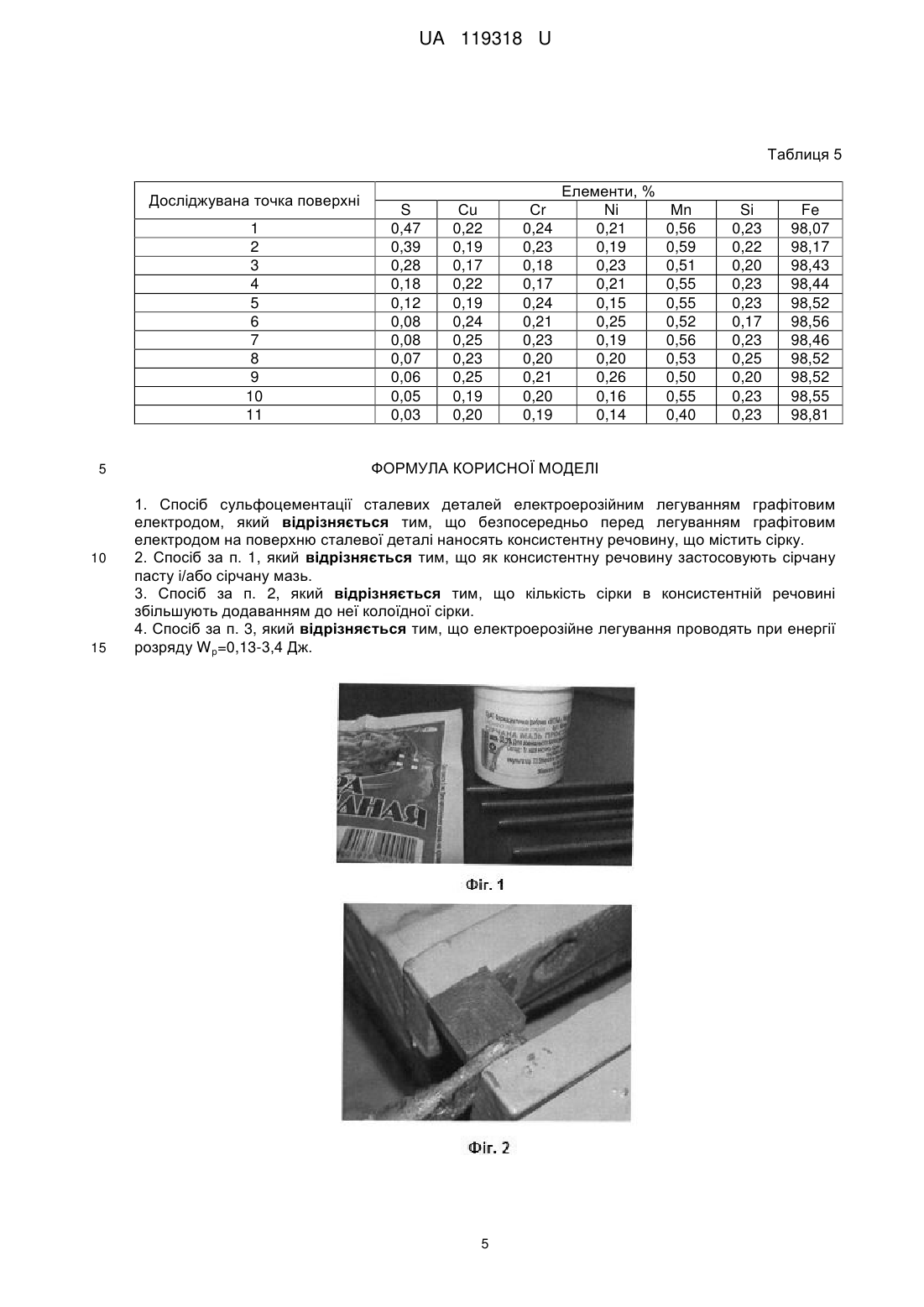
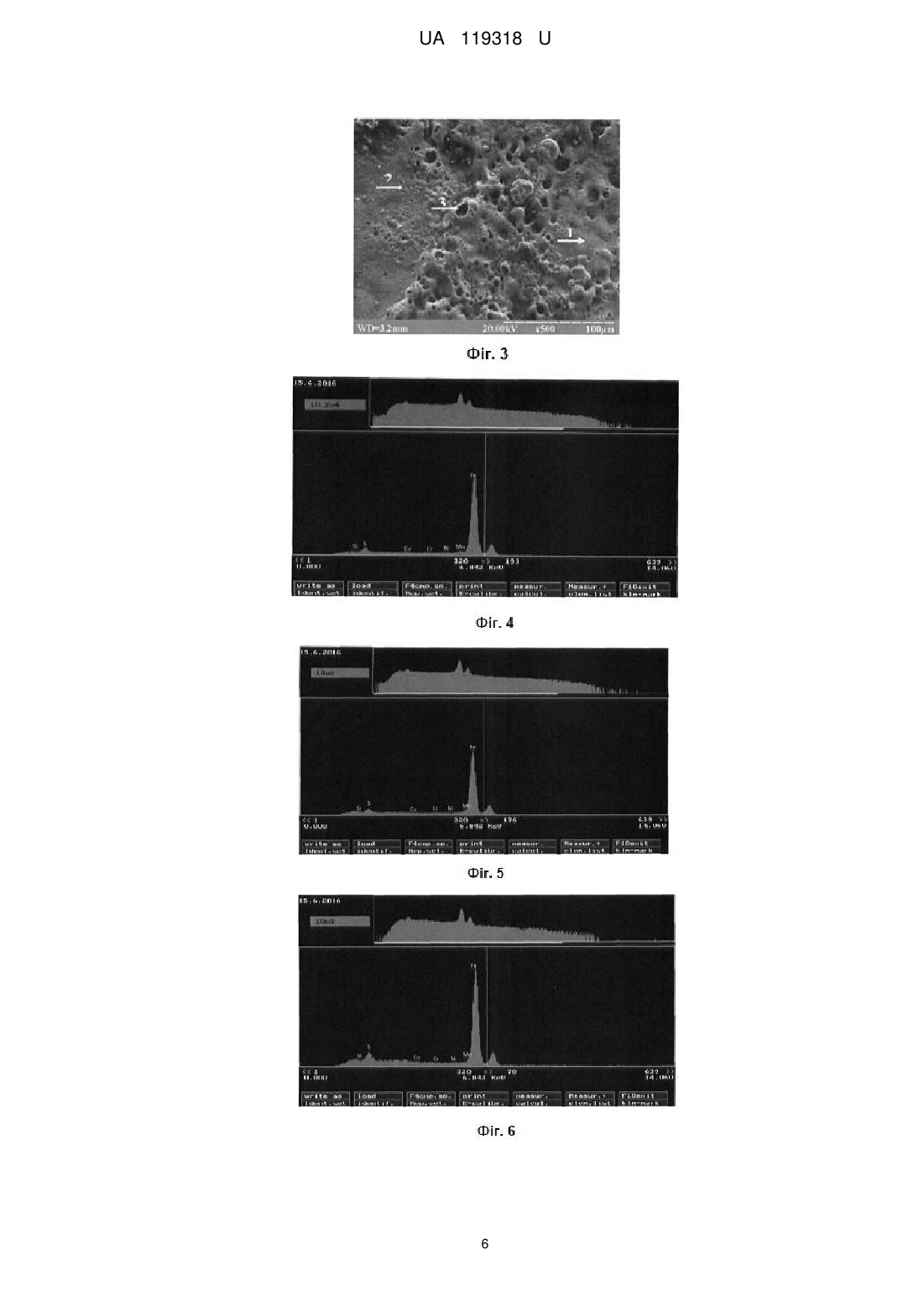
Реферат: Спосіб сульфоцементації сталевих деталей електроерозійним легуванням графітовим електродом. Безпосередньо перед легуванням графітовим електродом на поверхню сталевої деталі наносять консистентну речовину, що містить сірку. UA 119318 U (12) UA 119318 U UA 119318 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування (ЕЕЛ), і може бути використана для обробки поверхонь термооброблених деталей. Відомо спосіб сульфідування, який представляє собою термохімічний процес обробки виробів, виготовлених із сплавів на залізній основі, для збагачення поверхневих шарів сіркою. Ефект сульфідування зводиться до створення на поверхні деталі плівки сульфідів. Останні підвищують поверхневу активність металів і сплавів, а також забезпечують змочування поверхнево-активними речовинами і опір схоплюванню. Сульфідна плівка, що має меншу міцність, ніж основний метал, легко руйнується при терті і відділяється від основи без її пластичного деформування, запобігаючи схоплюванню поверхонь тертя. Плівка сульфіду заліза (FeS) підвищує зносостійкість поверхонь тертя і покращує їх припрацьовуваність. Феросульфідне покриття має досить високу пористість і вбирає велику кількість мастила, надаючи матеріалу властивості самозмащування [Словарь-справочник по трению, износу и смазке деталей машин / В.Д. Зозуля, Е.Л. Шведков, Д.Я. Ровинский, Э.Д. Браун; Отв. ред. И.М. Федорченко. АН УССР. Институт проблем материаловедения. - 2-е изд., перераб. и доп. - К.: Наукова думка, 1990. - С. 203]. Традиційно сульфідування полягає в насиченні поверхневого шару металу (сталі, чавуну, сплавів титану і ін.) сіркою у відповідних соляних ваннах. Глибина сульфідованого шару досягає 50 мкм. Сульфідування може бути низько-, середньо- і високотемпературним (при 150…450; 540…580, 850…950 °C відповідно). Шорсткість поверхонь, які пройшли сульфідування, трохи вища за вихідну, незначно збільшуються і розміри деталей. [Денисова Н.Е., Шорин В.А., Гонтарь И.Н., Волчихина Н.И., Шорина Н.С. Триботехническое материаловедение и триботехнология: учеб. пособие / Под общей редакцией Н.Е. Денисовой. - Пенза: Изд-во Пенз. гос. ун-та, 2006.- С. 178, 179]. Процес сульфідування реалізується також у твердому середовищі порошку сірчистого заліза. Шорсткість поверхонь, які пройшли сульфідування, також трохи вища за вихідну, також незначно збільшуються розміри деталей. При експлуатації сульфідна плівка менш міцна, ніж основний метал, легше руйнується і відділяється, запобігаючи схоплюванню і появі задирів. Слід зазначити, що до недоліків традиційного сульфідування, крім збільшення шорсткості поверхні і розмірів деталі, належать: необхідність нагрівання всієї деталі, а відповідно і поява структурних змін металу; деформація і викривлення; тривалість процесу до трьох і більше годин; велика витрата електроенергії; негативний вплив на екологію та ін. Відомо спосіб, коли сірку вводять у поверхню виробу методом електроіскрового легування (ЕІЛ) (теж саме, що і ЕЕЛ). Для введення сірки її наносять на поверхню у вигляді порошкоподібного шару, тобто "напудрюють", і через цей шар проводять легування матеріалами деталі або покриття. В процесі обробки нанесення порошкоподібної сірки повторюють 2-3 рази [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - С. 27]. Проте даний спосіб не приводить до бажаного результату. Особливості формування властивостей і структури поверхневого шару визначаються суттю ЕЕЛ, яка полягає в наступному. Матеріал у пароподібному і рідкокапельному стані, викинутий із анода у вигляді пучка, що розширюється, потрапляє до міжелектродного простору, розігрітого надійшовшим електричним імпульсом до температури, при якій можливе існування речовини в іонізованому стані. Ці частинки б'ються об поверхню катода (деталі), також локально розігріту електричним імпульсом, та вступають з нею у взаємодію, утворюючи сплави, тверді розчини або механічну суміш. Матеріал мікрованни, що утворилася на катоді, та частки анода, що надходять, починають взаємодіяти між собою і з елементами газоподібного середовища, що оточує електроди. Сірка не є електропровідним порошком, і для здійснення процесу ЕЕЛ (контакту легуючого електрода з легованою поверхнею) її необхідно відсунути легуючим електродом убік. При цьому попадання сірки в зону рідкої фази матеріалів електродів і утворення хімічних сполук в значній мірі ускладнено, а якщо і відбувається, то на окремих розрізнених ділянках. Суцільність на поверхні плівки сульфідів низька. Сульфідування може поєднуватися з деякими видами хіміко-термічної обробки, наприклад з цементацією. При цьому під час сульфідування поверхню одночасно насичують сіркою і вуглецем. Одночасне насичення поверхні сталевих і чавунних деталей сульфідами і вуглецем називають сульфоцементацією. 1 UA 119318 U 5 10 15 20 25 30 35 40 45 50 55 60 Відомо спосіб хіміко-термічної обробки сталевих і чавунних деталей методом сульфоцементації у ванні, яка містить хлористі солі кальцію, барію, і натрію у відповідній кількості і склад якої забезпечує надання поверхні деталі одночасно високих протикорозійних властивостей, підвищеної припрацьовуваності і зносостійкості [АС СРСР № 165757, 1964]. Недоліками зазначеного способу є: необхідність нагрівання всієї деталі, а відповідно, присутність обов'язкових структурних змін металу; наявність деформації і викривлення; тривалість процесу до трьох і більше годин; велика витрата електроенергії; негативний вплив на екологію та ін. Відомо спосіб цементації сталевих деталей електроерозійним легуванням (ЦЕЕЛ) [Способ цементации стальных деталей электроэрозионным легированием. Патент РФ № 2337796, МПК В23Н 9/00 / Марцинковский B.C., Тарельник В.Б., Белоус А.В.; Заявлено 05.10.2006; Опубликовано 10.04.2008, Бюл. № 31. - С. 3], який має ряд переваг, основними з яких є: досягнення 100 % суцільності зміцнення поверхневого шару; підвищення твердості поверхневого шару деталі за рахунок дифузійно-гартівних процесів; можливість здійснення легування в строго зазначених місцях без необхідності в одночасному захисті решти поверхні деталі; відсутність об'ємного нагріву деталі, а, отже, деформації і викривлення; - простота застосування технології; гнучка прив'язка до наявного обладнання; процес зміцнення не вимагає спеціальної підготовки і високої кваліфікації робітника. При ЦЕЕЛ сталевих деталей товщина зміцненого шару залежить від енергії розряду і тривалості легування (продуктивності процесу). Зі збільшенням енергії розряду і тривалості легування товщина зміцненого шару збільшується. Однак при цьому зростає і шорсткість поверхні. Так, при ЕЕЛ вуглецем середньовуглецевої легованої сталі 40Х (Rа = 0,5 мкм) з 2 продуктивністю 5 хв/см при енергії розряду 6,8 Дж товщина шару підвищеної твердості становить понад 1,15 мм. Шорсткість поверхні при цьому відповідає Rа=11,7-14,0 мкм. Найближчим до корисної моделі, що заявляється, є спосіб цементації сталевих деталей електроерозійним легуванням, при якому використовують як анод графітовий електрод, а як катод - сталеву деталь і після цементації виконують електроерозійне легування отриманої поверхні деталі вуглецем поетапно тим же графітовим електродом, що і цементацію, при цьому на кожному наступному етапі знижують енергію розряду режиму електроерозійного легування [Патент RU № 2468899, В23Н 9/00. Способ цементации стальных деталей электроэрозионным легированием / Марцинковский B.C., Тарельник В.Б., М.П. Братущак / Опубл. 10.12. 2012, Бюл. № 34]. Зазначений спосіб не може бути застосований при сульфідуванні поверхонь сталевих виробів, тому що цим способом не може бути проведена сульфоцементація, яка забезпечила би отримання сталевої поверхні з підвищеним притиранням і високою зносостійкістю. При експлуатації сульфідна плівка менш міцна, ніж основний метал, легше руйнується і відділяється, запобігаючи схоплюванню і задирки. В основу корисної моделі поставлено задачу створити спосіб сульфоцементації сталевих деталей, який би дозволив отримати сталеві деталі з підвищеним притиранням і високою зносостійкістю. Поставлену задачу вирішують тим, що у способі сульфоцементації сталевих деталей електроерозійним легуванням графітовим електродом, згідно з корисною моделлю, безпосередньо перед легуванням графітовим електродом на поверхню сталевої деталі наносять консистентну речовину, що містить сірку. Як консистентну речовину застосовують сірчану пасту і/або сірчану мазь. Кількість сірки в консистентній речовині збільшують додаванням до неї колоїдної сірки. Електроерозійне легування проводять при енергії розряду W p=0,13-3,4 Дж. Нанесення безпосередньо перед легуванням графітовим електродом на поверхню сталевої деталі консистентної речовини, що містить сірку (сірчану пасту і/або сірчану мазь з можливим додаванням колоїдної сірки), дозволяє отримати сталеві деталі з підвищеним притиранням і високою зносостійкістю. Перевагами способу, що запропоновано, є можливість здійснення сульфоцементаціі сталевих деталей методом електроерозійного легування графітовим електродом, який дозволяє проводити процес сульфоцементації у заданих місцях без необхідності захищати інші поверхні виробу від негативного температурного впливу, пов'язаного з загрозою виникнення 2 UA 119318 U 5 10 15 20 25 30 35 40 45 структурних змін основи виробу, його деформуванням і викривленням. При цьому досягається скорочення часу обробки виробу, тобто, знижується його собівартість. Корисна модель пояснюється кресленнями. На Фіг. 1 показано ємність, що містить сірчану мазь, і пакет з колоїдною сіркою; на Фіг. 2 - зразок сталі 20 з нанесеною сірчаної маззю; на Фіг. 3 - топографію ділянки поверхні зі сталі 20 після сульфідування методом ЦЕЕЛ при Wp=0,13 Дж; на Фіг. 4 - спектр гладкої поверхні на Фіг. 3; на Фіг. 5 - спектр шорсткої поверхні на Фіг. 3; на Фіг. 6 - спектр пори на Фіг. 3; на Фіг. 7 - спектр всієї поверхні на Фіг. 3; на Фіг. 8 - точки сканування поелементного складу покриття по глибині шару після сульфідування методом ЦЕЕЛ при Wp=0,13 Дж; на Фіг. 9 - топографію ділянки поверхні зі сталі 20 після сульфідування методом ЦЕЕЛ при Wp=0,55 Дж; на Фіг. 10 - спектр гладкої поверхні на Фіг. 9; на Фіг. 11 - спектр шорсткої поверхні на Фіг. 9; на Фіг. 12 - спектр пори на Фіг. 9; на Фіг. 13 - спектр всієї поверхні на Фіг. 9; на Фіг. 14 - точки сканування поелементного складу покриття по глибині шару після сульфідування методом ЦЕЕЛ при Wp=0,55 Дж. Корисна модель пояснюється прикладом здійснення процесу сульфоцементації методом ЕЕЛ. Якісний аналіз і кількісний склад покриттів на зразках проводився із застосуванням скануючого електронного мікроскопа Ремм-102 виробництва ВАТ "SELMI", оснащеного рентгенівським спектрометром на базі кремній-літієвого напівпровідникового детектора. Мікрофотографії з ділянок поверхонь досліджуваних зразків були отримані з різними рівнями збільшення в режимі формування зображення струмом вторинних електронів при прискорювальній напрузі на електронній гарматі мікроскопа 20 кВ і струмі зонду (пучка) 200 Пікоампер. При цьому на поверхні покриття вибиралися 3 характерні точки (гладке покриття, шорстке покриття, пора), і в кожній точці визначався поелементний склад нанесеного шару. Крім цього поелементний склад нанесеного шару визначався по глибині шару з різним кроком сканування. У режимі рентгенівського мікроаналізу прискорювальна напруга становила 20 кВ, струм пучка 1 Наноампер. Утворюване електронним пучком характеристичне рентгенівське випромінювання детектували напівпровідниковим детектором. Розрахунок вагових (масових) відсотків концентрації здійснювали методом порівняння досліджуваних зразків з еталонами. При цьому враховувалися фізичні поправки на атомний номер, поглинання випромінювання і флуоресценцію (метод трьох поправок). На поверхню зразків зі сталі 20 розміром 15×15×8, Фіг. 2, наносили сірчану мазь і проводили ЦЕЕЛ (ЕЕЛ графітовим електродом) на установці моделі "Элитрон -52А" з енергією розряду: Wp=0,13; 0,55 і 3,4 Дж. Нижче наведені результати досліджень на електронному мікроскопі. Спектр поверхні і поелементний склад, як у характерних точках, так і з усієї досліджуваної поверхні показаний, відповідно, на Фіг. 4-7 і табл. 1. Поелементний склад покриття в характерних точках і з усієї досліджуваної поверхні Таблиця 1 Досліджувана точка, ділянка () поверхні 1 2 3 50 S 0,97 1,2 0,87 1,01 Сu 0,23 0,23 0,21 0,22 Елементи, % Сr Ni 0,20 0,21 0,24 0,19 0,19 0,16 0,21 0,19 Мn 0,60 0,58 0,62 0,60 Si 0,24 0,22 0,18 0,21 Fe 97,55 97,34 97,77 97,56 Розподіл елементів у міру поглиблення від поверхні при кроці сканування 15 мкм, згідно з Фіг. 8, представлено в Таблиці 2. Поелементний склад покриття в міру поглиблення від поверхні 3 UA 119318 U Таблиця 2 Досліджувана точка поверхні 1 2 3 4 5 6 5 Елементи, % Сr Ni 0,23 0,21 0,20 0,18 0,19 0,16 0,11 0,19 0,24 0,23 0,23 0,16 Сu 0,21 0,19 0,21 0,22 0,18 0,20 S 0,78 0,58 0,17 0,05 0,03 0,02 Мn 0,62 0,59 0,62 0,61 0,59 0,63 Si 0,23 0,22 0,20 0,19 0,24 0,23 Fe 97,72 98,04 98,45 98,63 98,49 98,53 Нижче можна побачити результати аналогічних досліджень поверхневого шару зразка зі сталі 20 після сульфідування методом ЦЕЕЛ з енергією розряду Wp=0,55 Дж. На Фіг. 6 показана топографія ділянки поверхні сформованого шару, на якій вибрані три характерні точки (1 - гладка поверхня, 2 - шорстка поверхня, 3 - пора). Спектр поверхні і поелементний склад, як у характерних точках, так і з усієї досліджуваної поверхні показаний, відповідно, на Фіг. 10-13 і таблиці 3. Поелементний склад покриття в характерних точках і з усієї досліджуваної поверхні Таблиця 3 Досліджувана точка, ділянка () поверхні 1 2 3 Сu 0,20 0,22 0,24 0,22 S 0,77 0,64 0,53 0,65 Елементи, % Сr Ni Мn 0,21 0,21 0,61 0,23 0,17 0,59 0,19 0,14 0,56 0,21 0,17 0,59 Si 0,24 0,22 0,23 0,23 Fe 97,76 97,93 98,11 97,93 10 Розподіл елементів у міру поглиблення від поверхні при кроці сканування 15 мкм, згідно з Фіг. 14, представлено в таблиці 4. Поелементний склад покриття в міру поглиблення від поверхні Таблиця 4 Досліджувана точка поверхні 1 2 3 4 5 6 7 S 0,54 0,41 0,25 0,12 0,08 0,05 0,03 Сu 0,23 0,19 0,16 0,21 0,18 0,24 0,22 Сr 0,21 0,23 0,19 0,16 0,23 0,21 0,24 Елементи, % Ni 0,21 0,19 0,23 0,21 0,16 0,25 0,19 Мn 0,57 0,59 0,61 0,54 0,53 0,52 0,58 Si 0,24 0,22 0,20 0,23 0,24 0,17 0,24 Fe 98,00 98,17 98,36 98,53 98,58 98,56 98,50 15 У таблиці 5 представлені результати аналогічних досліджень поверхневого шару зразка зі сталі 20 після сульфідування методом ЦЕЕЛ з енергією розряду Wp=3,4 Дж. Глибина шару з сіркою становить 0,15 мм. Поелементний склад покриття в міру поглиблення від поверхні 20 4 UA 119318 U Таблиця 5 Досліджувана точка поверхні 1 2 3 4 5 6 7 8 9 10 11 5 10 15 S 0,47 0,39 0,28 0,18 0,12 0,08 0,08 0,07 0,06 0,05 0,03 Сu 0,22 0,19 0,17 0,22 0,19 0,24 0,25 0,23 0,25 0,19 0,20 Сr 0,24 0,23 0,18 0,17 0,24 0,21 0,23 0,20 0,21 0,20 0,19 Елементи, % Ni 0,21 0,19 0,23 0,21 0,15 0,25 0,19 0,20 0,26 0,16 0,14 Мn 0,56 0,59 0,51 0,55 0,55 0,52 0,56 0,53 0,50 0,55 0,40 Si 0,23 0,22 0,20 0,23 0,23 0,17 0,23 0,25 0,20 0,23 0,23 Fe 98,07 98,17 98,43 98,44 98,52 98,56 98,46 98,52 98,52 98,55 98,81 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб сульфоцементації сталевих деталей електроерозійним легуванням графітовим електродом, який відрізняється тим, що безпосередньо перед легуванням графітовим електродом на поверхню сталевої деталі наносять консистентну речовину, що містить сірку. 2. Спосіб за п. 1, який відрізняється тим, що як консистентну речовину застосовують сірчану пасту і/або сірчану мазь. 3. Спосіб за п. 2, який відрізняється тим, що кількість сірки в консистентній речовині збільшують додаванням до неї колоїдної сірки. 4. Спосіб за п. 3, який відрізняється тим, що електроерозійне легування проводять при енергії розряду W p=0,13-3,4 Дж. 5 UA 119318 U 6 UA 119318 U 7 UA 119318 U 8 UA 119318 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23H 1/00, B23H 9/00, C23C 8/60
Мітки: спосіб, деталей, сталевих, сульфоцементації
Код посилання
<a href="https://ua.patents.su/11-119318-sposib-sulfocementaci-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб сульфоцементації сталевих деталей</a>
Спосіб цементації сталевих деталей електроерозійним легуванням
Номер патенту: 82948
Опубліковано: 26.05.2008
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович, Белоус Андрій Валерійович
МПК: C23C 8/00
Мітки: цементації, електроерозійним, легуванням, спосіб, сталевих, деталей
Формула / Реферат:
1. Спосіб цементації сталевих деталей шляхом електроерозійного легування графітовим електродом-анодом вказаних деталей - катодів, який відрізняється тим, що як матеріал катода використовують низьковуглецеві леговані сталі аустенітного класу, причому легування здійснюють з продуктивністю 1,0-5,0 хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320-350 мкм.2. Спосіб за п. 1, який відрізняється тим, що електроерозійне...
Спосіб сульфідування поверхні сталевих і чавунних деталей методом електроерозійного легування
Номер патенту: 115059
Опубліковано: 27.03.2017
Автори: Косенко Павло Вікторович, Гапонова Оксана Павлівна, Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Білоус Андрій Валерійович, Жуков Олексій Миколайович
МПК: C23C 8/60, C22C 37/06, B23H 1/00, C22C 37/08, C22C 37/00
Мітки: деталей, сталевих, сульфідування, методом, спосіб, легування, електроерозійного, чавунних, поверхні
Формула / Реферат:
1. Спосіб сульфідування поверхні сталевих і чавунних деталей методом електроерозійного легування (ЕЕЛ) електродом, що містить сірку, який відрізняється тим, що при виготовленні електрода на поверхні його заготовки з металу або сплаву формують заглиблення, які заповнюють консистентною речовиною, що містить сірку, а потім проводять ЕЕЛ поверхні, не чекаючи висихання консистентної речовини.2. Спосіб за п. 1, який відрізняється тим, що як...
Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування
Номер патенту: 119317
Опубліковано: 25.09.2017
Автори: Тарельник В'ячеслав Борисович, Кундера Чеслав, Коноплянченко Євген Владиславович, Білоус Андрій Валерійович, Антошевський Богдан, Гапонова Оксана Петрівна, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Жуков Олексій Миколайович
Мітки: легування, сталевих, спосіб, деталей, чавунних, електроерозійного, поверхні, методом, сіркою, насичення
Формула / Реферат:
1. Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування (ЕЕЛ) електродом, що містить сірку, який відрізняється тим, що при виготовленні електрода на поверхні його заготовки з металу або сплаву формують заглиблення, які заповнюють консистентною речовиною, що містить сірку, а потім проводять ЕЕЛ поверхні, не чекаючи висихання консистентної речовини.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 46498
Опубліковано: 25.12.2009
Автори: Тулупов Володимир Іванович, Новиков Павло Віталійович
МПК: B23H 5/00
Мітки: спосіб, місцевого, деталей, сталевих, зміцнення
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей, який полягає в тому, що деталь, яка оброблюється на токарному верстаті, має рух обертання, а якір приладу для віброударного пластичного деформування здійснює зворотно-поступальний рух та водночас поступальний рух вздовж осі деталі і деформує поверхню деталі, утворюючи при цьому лунку, який відрізняється тим, що почергово після кожного другого локального деформування поверхні деталі в момент...
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 42986
Опубліковано: 27.07.2009
Автори: Завгородня Катерина Анатоліївна, Ковалевський Сергій Вадимович, Тулупов Володимир Іванович
МПК: C23C 26/00
Мітки: спосіб, сталевих, зміцнення, деталей, місцевого
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей, який полягає в утворенні поверхневого зміцненого шару з екзотермічної суміші процесом самопоширюваного високотемпературного синтезу, який відрізняється тим, що спосіб включає оміднення, за допомогою якого утворюється зносостійкий шар, глибина якого складає 0,8-1,2 мм.
Попередній патент: Спосіб насичення поверхні сталевих і чавунних деталей сіркою методом електроерозійного легування
Наступний патент: Спосіб підвищення зносостійкості робочих поверхонь сталевих кілець імпульсних торцевих ущільнень
Випадковий патент: Пристрій для ендоваскулярної оклюзії отвору судини