Автоматизований стенд для складання панелі повітряного судна
Номер патенту: 120957
Опубліковано: 27.11.2017
Автори: Корольков Юрій Якимович, Лупкін Борис Володимирович, Коцюба Олександр Анатолійович, Бичков Сергій Андрійович
Формула / Реферат
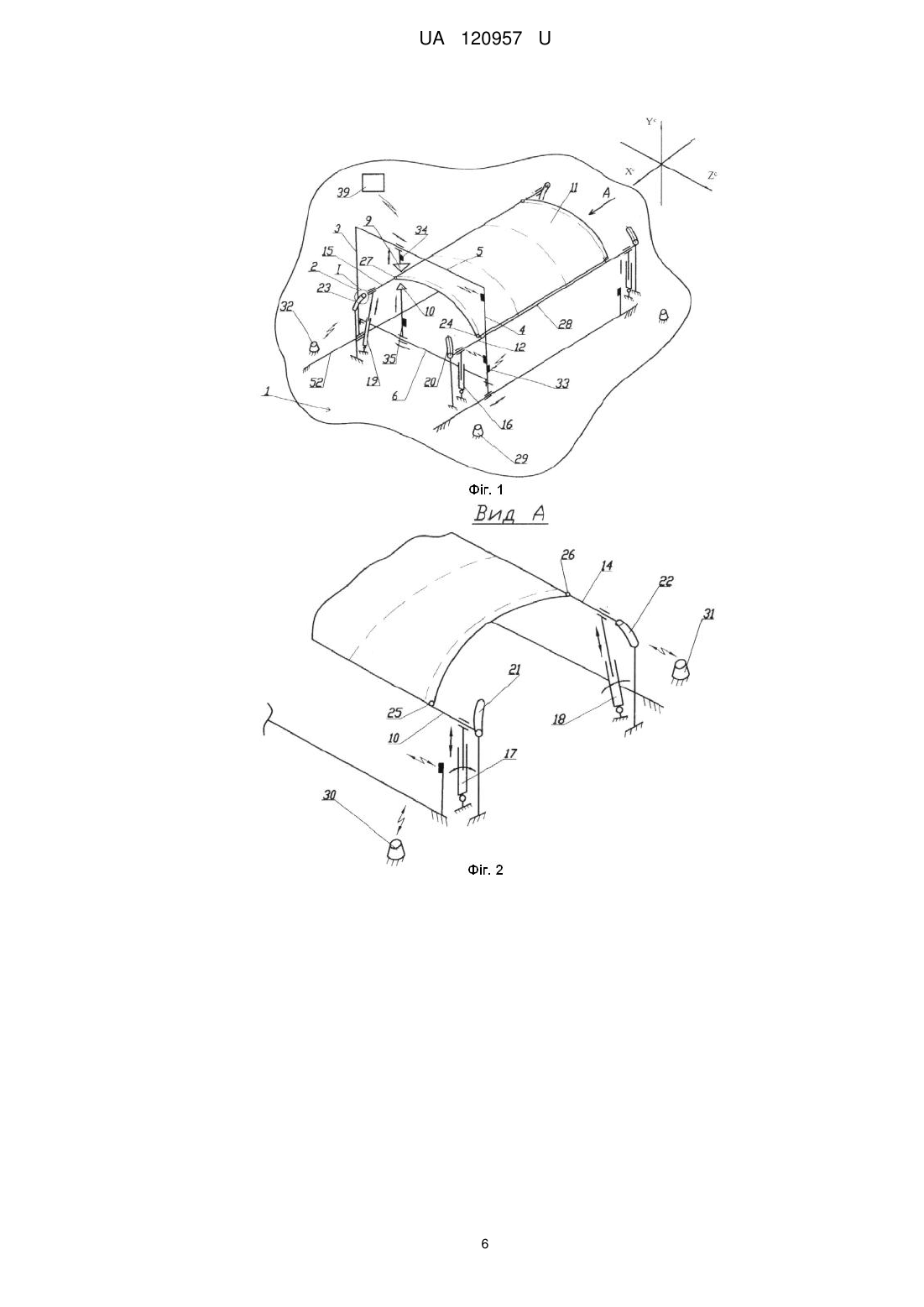
1. Автоматизований стенд для складання панелі повітряного судна, що містить ложемент із закріпленою на ньому обшивкою панелі, портал (2), що складається з вертикальних стійок (3) і (4), верхньої (5) і нижньої (6) балок, при цьому портал (2) виконаний з можливістю автоматизованого керованого переміщення уздовж стенда над панеллю, при цьому на верхній балці (5) розташовано свердлильно-зенкувальний пристрій з функцією установки заклепки (9) в підготовлений отвір, а на нижній балці (6) розташований пристрій (10) для утворення замикаючої головки заклепки,
згадані вище пристрої виконані з можливістю автоматизованого керованого позиціонованого переміщення відносно поверхні обшивки панелі по відповідних балках (5), (6) (поперек стенда), який відрізняється тим, що
нижня балка (6) виконана рознімною з вертикальними стійками (3), (4), а ложемент (28) має цапфи (12), (13), (14), (15), розташовані по його кутах,
на кожній з виступаючих цапф (12), (13), (14), (15) закріплені верхні частини автоматизовано керованих приводів повороту (16), (17), (18), (19) панелі, через відповідні шарніри, а нижні їх частини закріплені на основі стенда (1), також через шарніри,
на основі стенда також закріплені направляючі (20), (21), (22), (23), які мають кінематичний зв'язок з відповідними цапфами (12), (13), (14), (15) (з їх периферійними частинами), при цьому їх осі співпадають з відповідними крайніми утворюючими панелі,
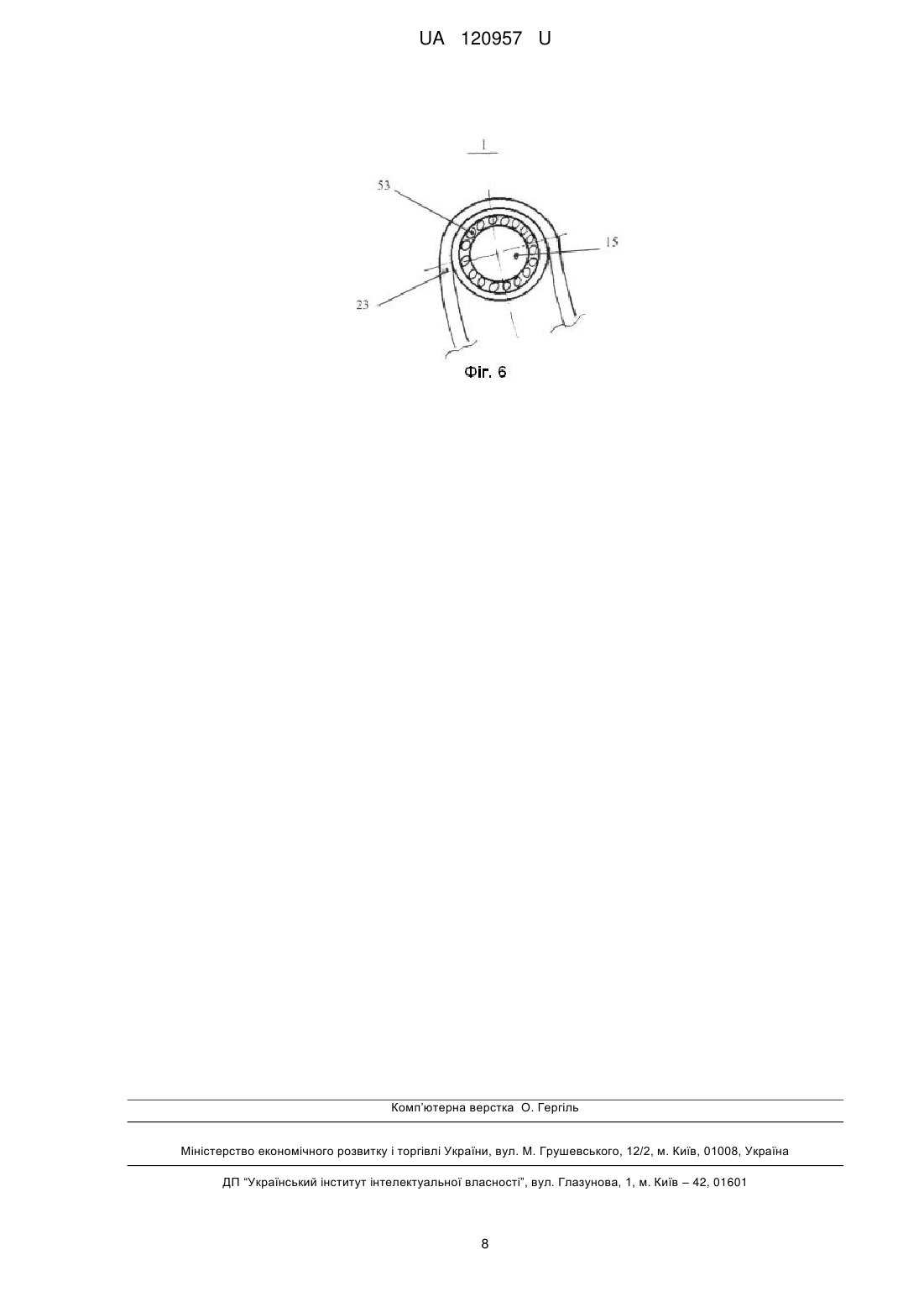
при цьому профілі направляючих (20), (21), (22), (23) мають вигляд монотонної кривої, описаної точкою, розташованою на осі цапфи ложемента, і отриманої шляхом обкатування контуру поверхні обшивки панелі повітряного судна по прямій лінії,
в кожному кутку панелі розміщені реперні лазерні відбивачі (24), (25), (26), (27),
на основі стенда (1) розміщені в районі кутів ложемента (28), в зоні прямої видимості з відповідними реперними лазерними відбивачами (24), (25), (26), (27), керовані лазерні трекери (29), (30), (31), (32),
автоматизовано керовані: портал (2); свердлильно-зенкувальний пристрій (9) з функцією установки заклепок; пристрій для утворення замикаючої головки заклепки (10) - обладнані відповідними датчиками їх переміщень (33), (34), (35),
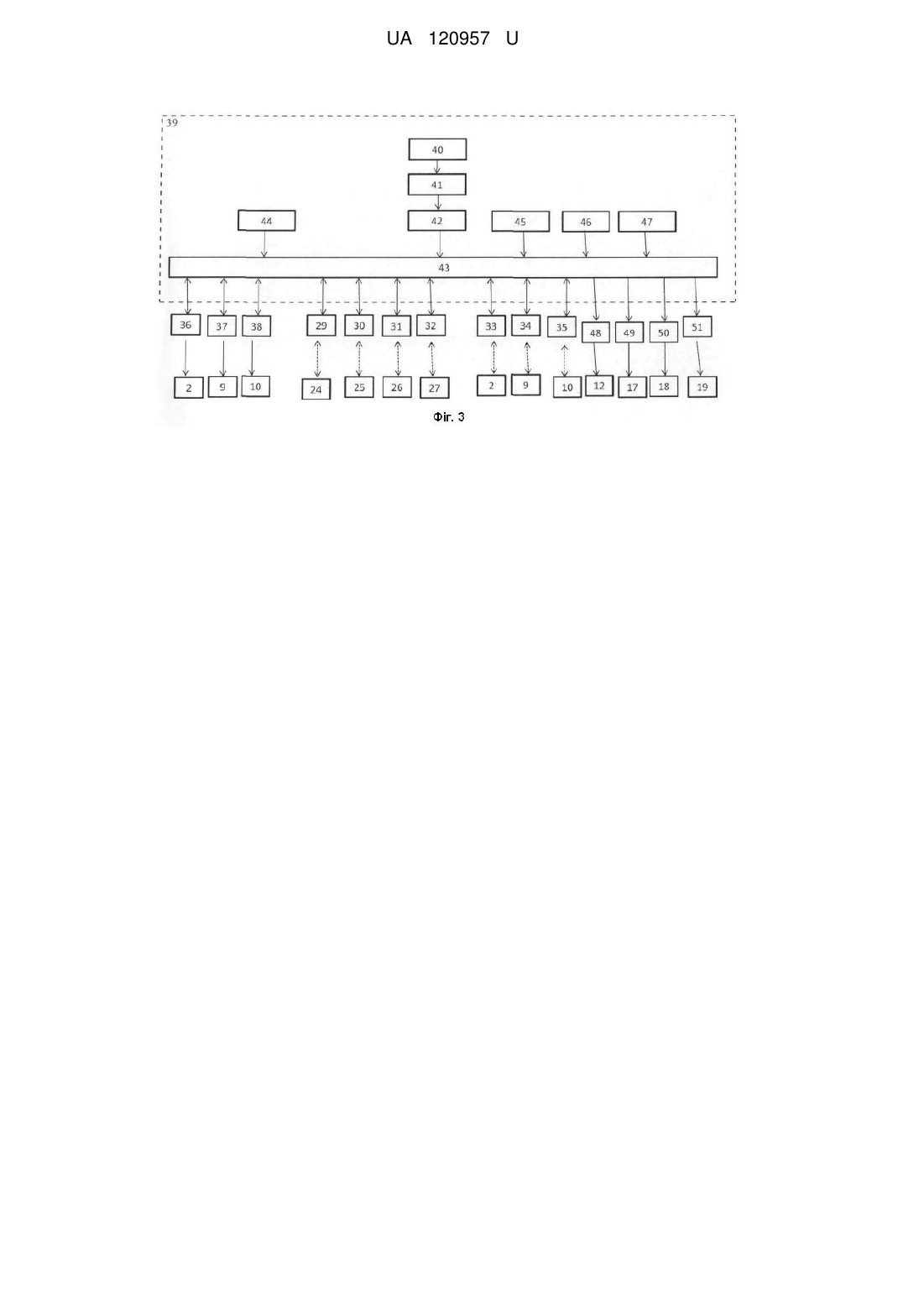
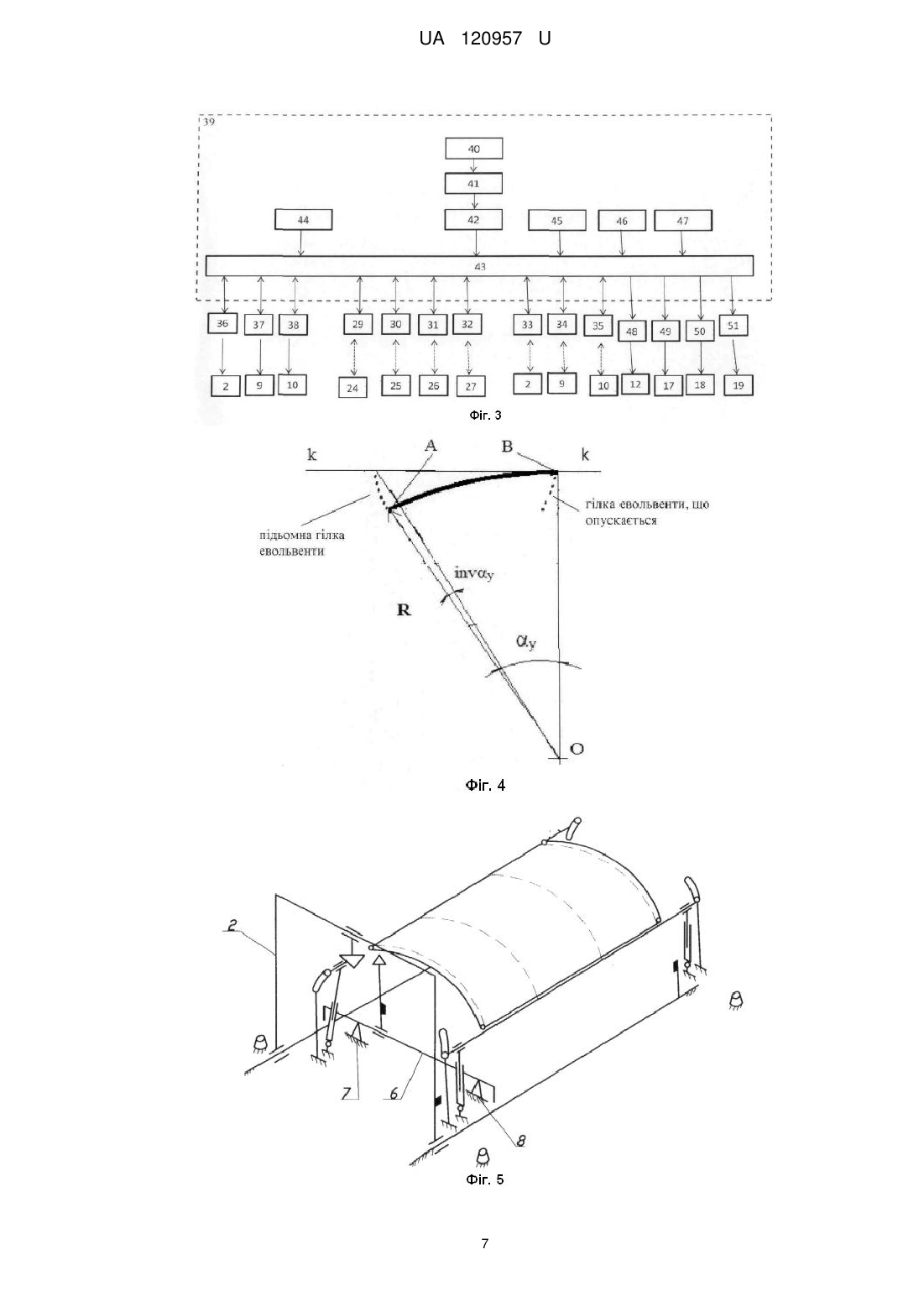
стенд містить також системний блок управління (39), виконаний, наприклад, на базі мікропроцесорної техніки, і містить послідовно з'єднані:
блок (40) введення математичної моделі панелі повітряного судна в системі координат XYZ (на підставі загальної математичної моделі повітряного судна в системі координат XYZ (будівельні осі повітряного судна));
блок (41) визначення масиву координат розташування, потрібних для постановки, заклепок на обшивці панелі в системі координат XYZ;
блок (42) перетворення координат розташування, потрібних для постановки, заклепок на обшивці панелі в системі координат будівельних осей стенда XCYCZC, при вибраному положенні місця розташування центру системи координат XCYCZC на складальному стенді, під'єднані до програмно-апаратного блока (43), до якого приєднані:
блок (44) введення даних розташування в складальному стенді чотирьох лазерних трекерів в системі координат XCYCZC;
блок (45) визначення масиву координат розташування в кутах ложемента реперних лазерних відбивачів для кожної заклепки на обшивці панелі, через відповідні лазерні трекери в системі координат XCYCZC,
а до багатопозиційного виходу програмно-апаратного блока (43) системного блока управління (39):
виконавчий пристрій (36) переміщення порталу (2);
виконавчий пристрій (37) переміщення свердлильно-зенкувального пристрою (9) з функцією установки заклепок;
виконавчий пристрій (39) переміщення пристрою для утворення замикаючої головки заклепки (10);
лазерні трекери (29), (30), (31), (32);
датчики переміщень (33), (34), (35) відповідно порталу (2), свердлильно-зенкувального пристрою (9) з функцією установки заклепок, пристрою для утворення замикаючої головки заклепки (10);
засіб візуалізації (46) процесу постановки заклепок;
блок введення (47) програмних продуктів для здійснення постановки заклепок.
2. Автоматизований стенд за п. 1, який відрізняється тим, що датчики переміщень (33), (34), (35) порталу (2), свердлильно-зенкувального пристрою (9) з функцією установки заклепок, пристрою для утворення замикаючої головки заклепки (10) виконані безконтактними.
3. Автоматизований стенд за п. 1, який відрізняється тим, що керовані приводи переміщення: порталу (2); свердлильно-зенкувального пристрою (9) з функцією установки заклепок на панелі (11); пристрою для утворення замикаючої головки заклепки (10); приводів повороту (16), (17), (18), (19) панелі з ложементом - виконані гідравлічного або електромеханічного типів.
Текст
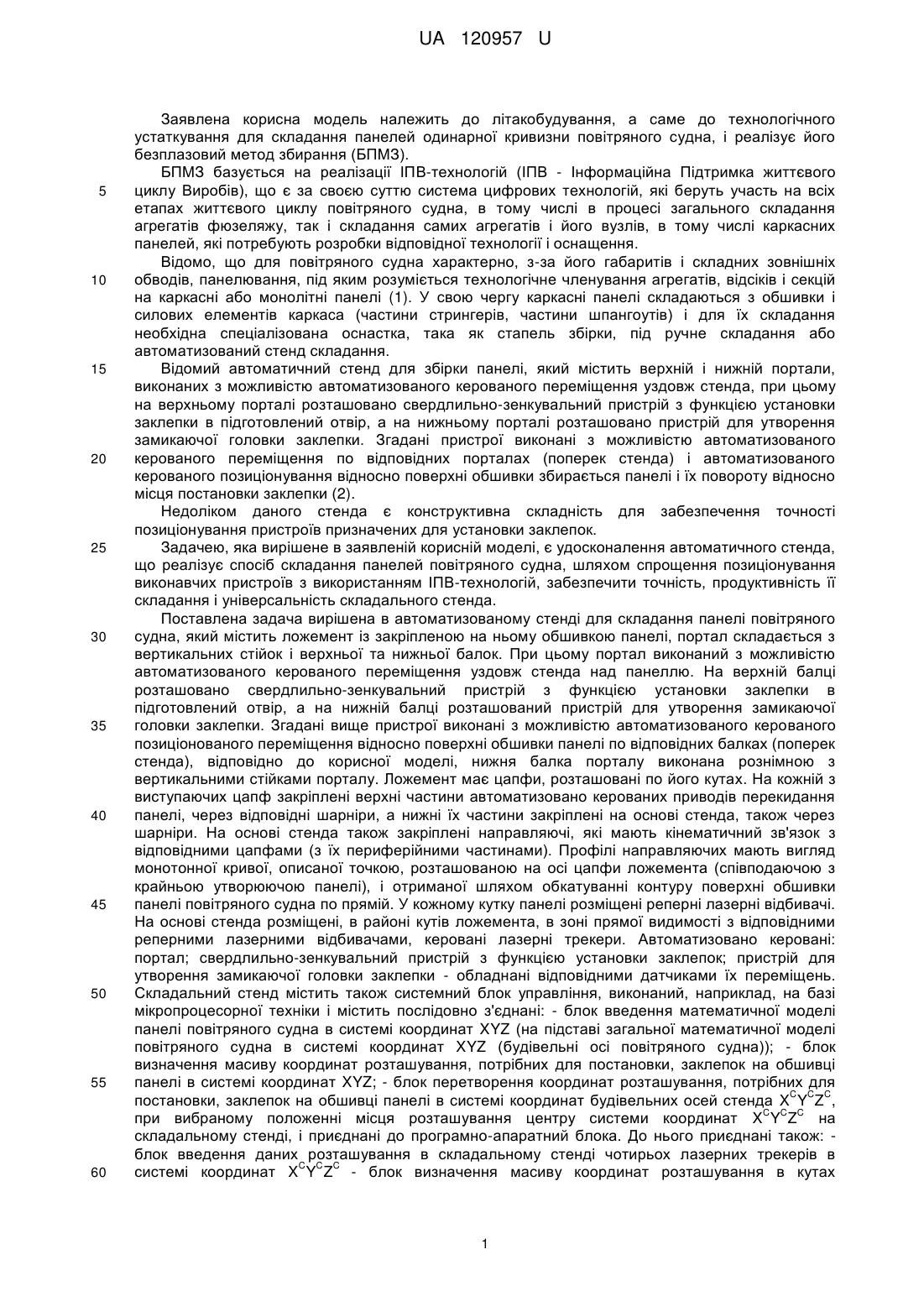
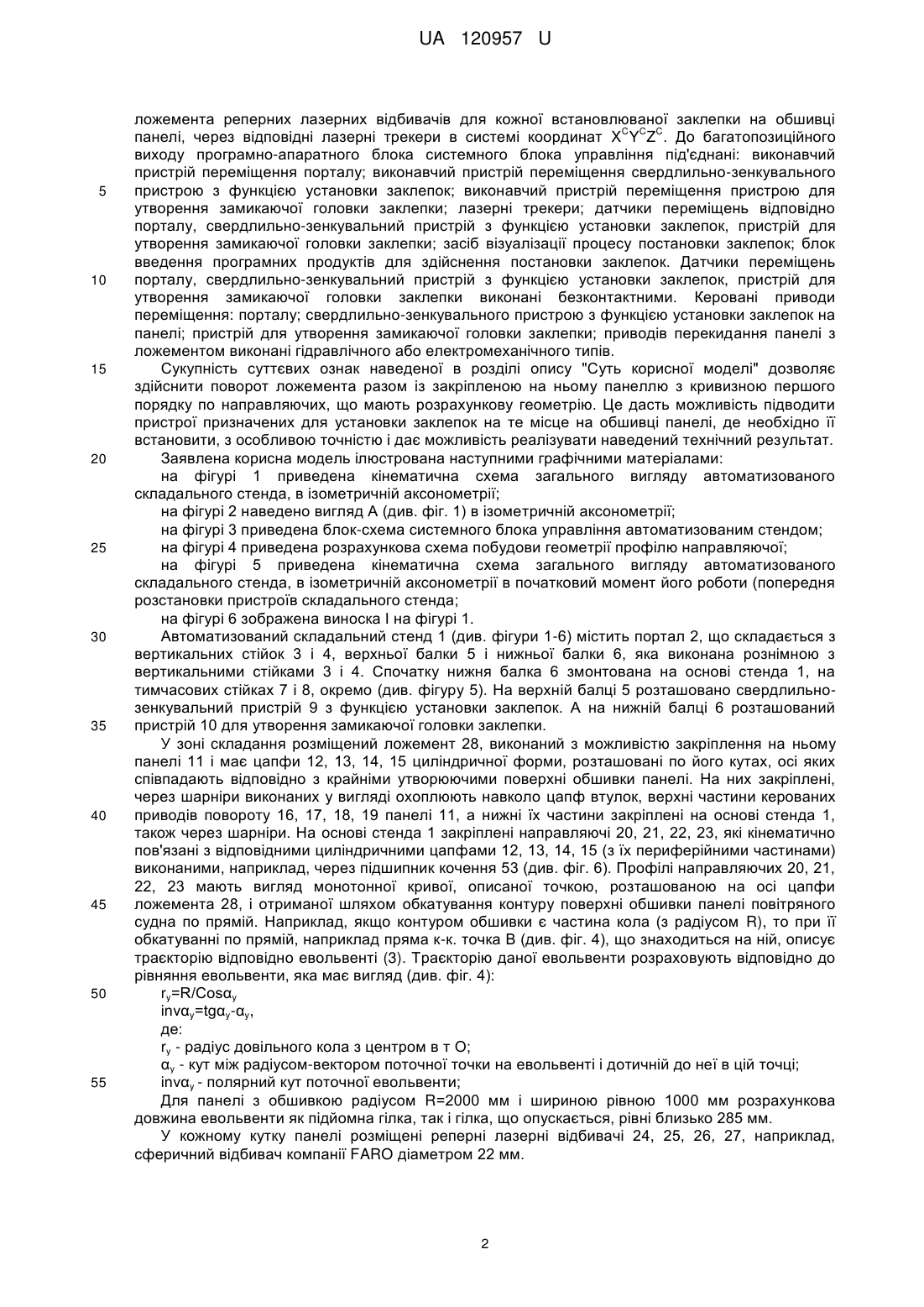
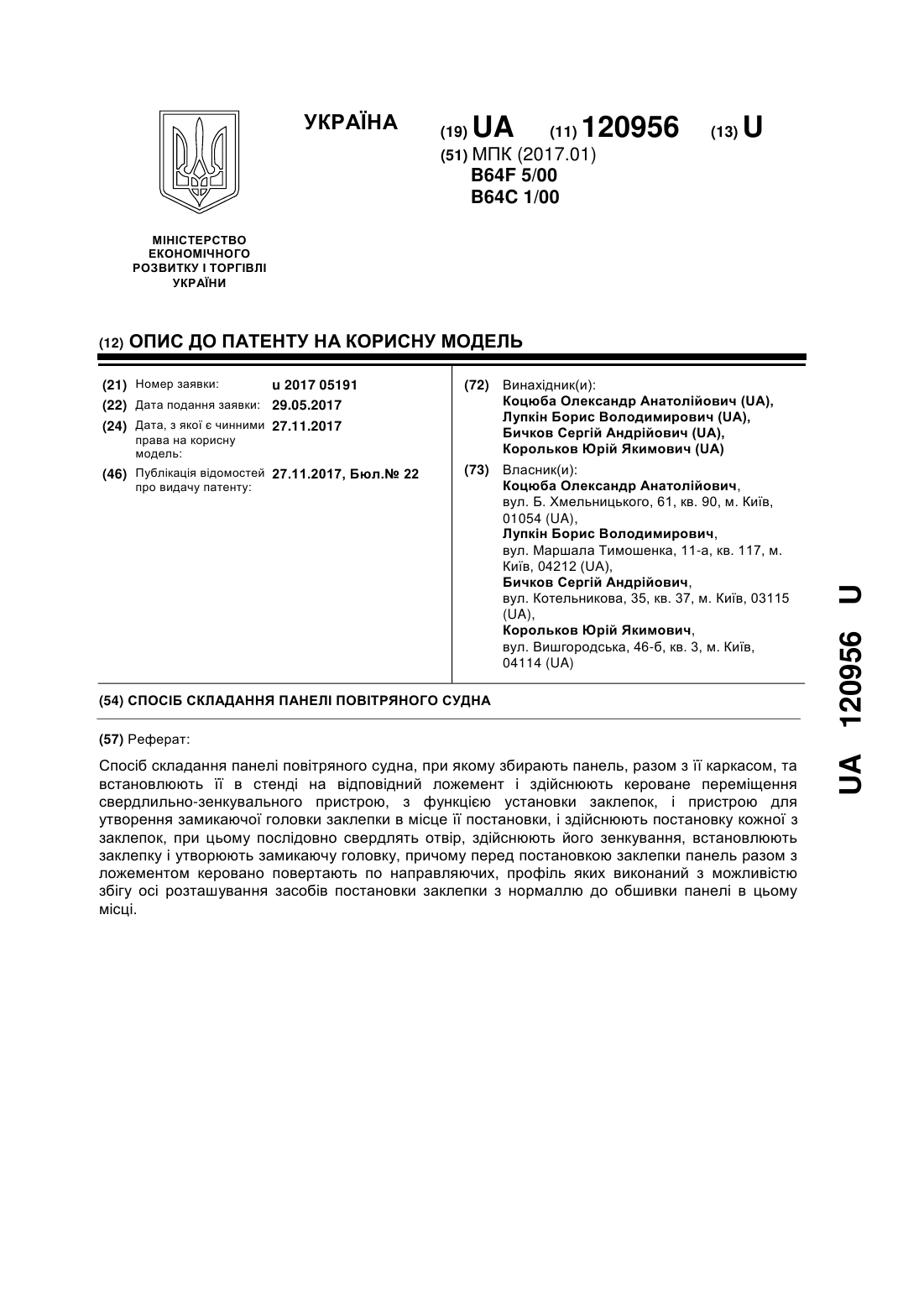
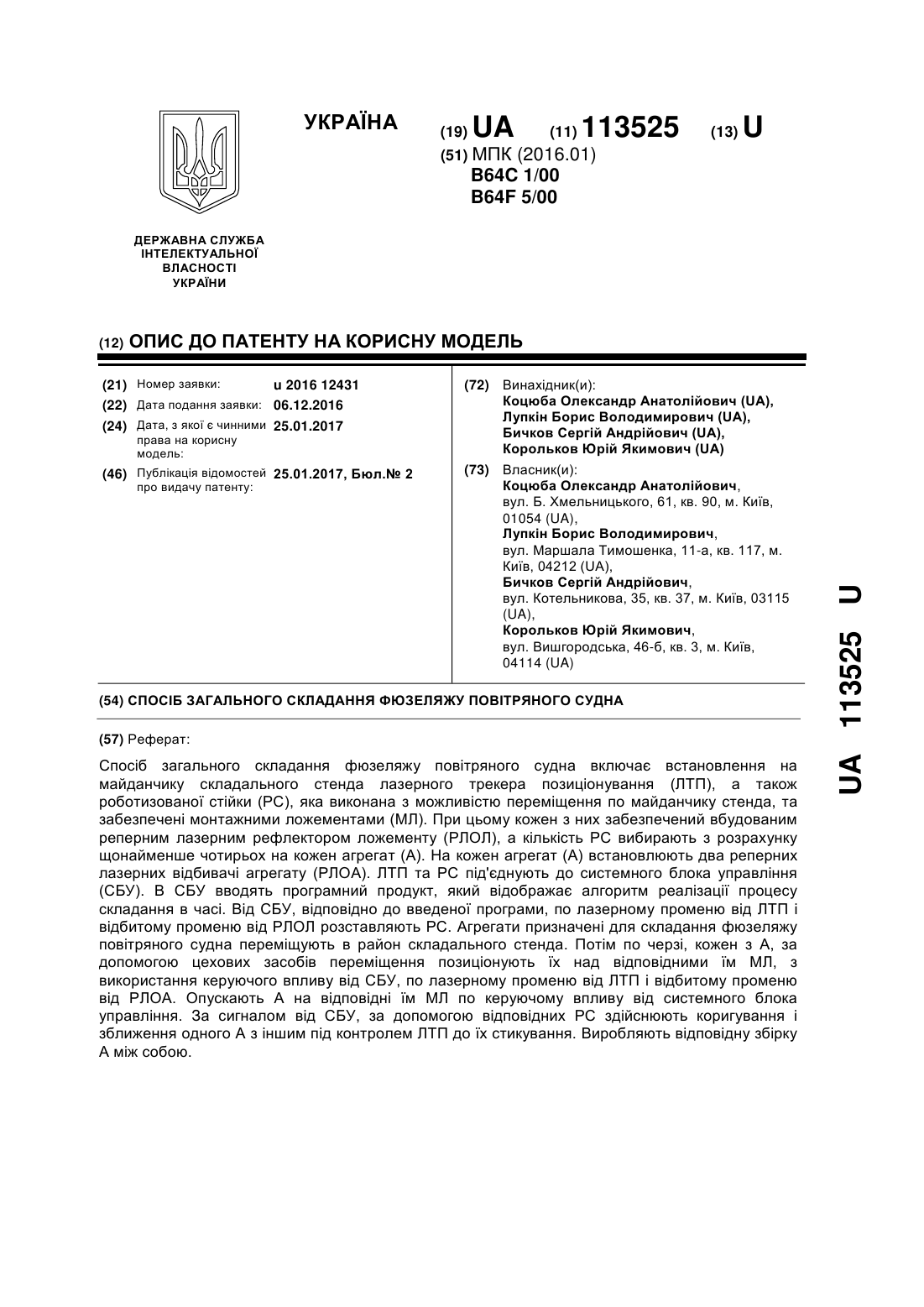
Реферат: Автоматизований стенд для складання панелі повітряного судна належить до літакобудування, а саме до технологічного устаткування для складання панелей одинарної кривизни повітряного судна і реалізує його безплазовий метод збирання. В автоматизованому стенді збирання панелей повітряного судна панель, призначену для складання, разом з її каркасом, встановлюють в стенді на відповідний ложемент і здійснюють кероване переміщення свердлильно-зенкувального пристрою, з функцією установки заклепок, і пристрою для утворення замикаючої головки заклепки в місце її постановки, і здійснюють постановку кожної з заклепок. При цьому послідовно свердлять отвір, здійснюють його зенкування, встановлюють заклепку і утворюють замикаючу головку, відповідно до корисної моделі, перед постановкою заклепки панель разом з ложементом керовано повертають по напрямних, профіль яких виконаний з можливістю збігу осі розташування засобів постановки заклепки з нормаллю до обшивки панелі в цьому місці. UA 120957 U (12) UA 120957 U UA 120957 U 5 10 15 20 25 30 35 40 45 50 55 60 Заявлена корисна модель належить до літакобудування, а саме до технологічного устаткування для складання панелей одинарної кривизни повітряного судна, і реалізує його безплазовий метод збирання (БПМЗ). БПМЗ базується на реалізації ІПВ-технологій (ІПВ - Інформаційна Підтримка життєвого циклу Виробів), що є за своєю суттю система цифрових технологій, які беруть участь на всіх етапах життєвого циклу повітряного судна, в тому числі в процесі загального складання агрегатів фюзеляжу, так і складання самих агрегатів і його вузлів, в тому числі каркасних панелей, які потребують розробки відповідної технології і оснащення. Відомо, що для повітряного судна характерно, з-за його габаритів і складних зовнішніх обводів, панелювання, під яким розуміється технологічне членування агрегатів, відсіків і секцій на каркасні або монолітні панелі (1). У свою чергу каркасні панелі складаються з обшивки і силових елементів каркаса (частини стрингерів, частини шпангоутів) і для їх складання необхідна спеціалізована оснастка, така як стапель збірки, під ручне складання або автоматизований стенд складання. Відомий автоматичний стенд для збірки панелі, який містить верхній і нижній портали, виконаних з можливістю автоматизованого керованого переміщення уздовж стенда, при цьому на верхньому порталі розташовано свердлильно-зенкувальний пристрій з функцією установки заклепки в підготовлений отвір, а на нижньому порталі розташовано пристрій для утворення замикаючої головки заклепки. Згадані пристрої виконані з можливістю автоматизованого керованого переміщення по відповідних порталах (поперек стенда) і автоматизованого керованого позиціонування відносно поверхні обшивки збирається панелі і їх повороту відносно місця постановки заклепки (2). Недоліком даного стенда є конструктивна складність для забезпечення точності позиціонування пристроїв призначених для установки заклепок. Задачею, яка вирішене в заявленій корисній моделі, є удосконалення автоматичного стенда, що реалізує спосіб складання панелей повітряного судна, шляхом спрощення позиціонування виконавчих пристроїв з використанням ІПВ-технологій, забезпечити точність, продуктивність її складання і універсальність складального стенда. Поставлена задача вирішена в автоматизованому стенді для складання панелі повітряного судна, який містить ложемент із закріпленою на ньому обшивкою панелі, портал складається з вертикальних стійок і верхньої та нижньої балок. При цьому портал виконаний з можливістю автоматизованого керованого переміщення уздовж стенда над панеллю. На верхній балці розташовано свердлильно-зенкувальний пристрій з функцією установки заклепки в підготовлений отвір, а на нижній балці розташований пристрій для утворення замикаючої головки заклепки. Згадані вище пристрої виконані з можливістю автоматизованого керованого позиціонованого переміщення відносно поверхні обшивки панелі по відповідних балках (поперек стенда), відповідно до корисної моделі, нижня балка порталу виконана рознімною з вертикальними стійками порталу. Ложемент має цапфи, розташовані по його кутах. На кожній з виступаючих цапф закріплені верхні частини автоматизовано керованих приводів перекидання панелі, через відповідні шарніри, а нижні їх частини закріплені на основі стенда, також через шарніри. На основі стенда також закріплені направляючі, які мають кінематичний зв'язок з відповідними цапфами (з їх периферійними частинами). Профілі направляючих мають вигляд монотонної кривої, описаної точкою, розташованою на осі цапфи ложемента (співподаючою з крайньою утворюючою панелі), і отриманої шляхом обкатуванні контуру поверхні обшивки панелі повітряного судна по прямій. У кожному кутку панелі розміщені реперні лазерні відбивачі. На основі стенда розміщені, в районі кутів ложемента, в зоні прямої видимості з відповідними реперними лазерними відбивачами, керовані лазерні трекери. Автоматизовано керовані: портал; свердлильно-зенкувальний пристрій з функцією установки заклепок; пристрій для утворення замикаючої головки заклепки - обладнані відповідними датчиками їх переміщень. Складальний стенд містить також системний блок управління, виконаний, наприклад, на базі мікропроцесорної техніки і містить послідовно з'єднані: - блок введення математичної моделі панелі повітряного судна в системі координат XYZ (на підставі загальної математичної моделі повітряного судна в системі координат XYZ (будівельні осі повітряного судна)); - блок визначення масиву координат розташування, потрібних для постановки, заклепок на обшивці панелі в системі координат XYZ; - блок перетворення координат розташування, потрібних для C C C постановки, заклепок на обшивці панелі в системі координат будівельних осей стенда X Y Z , C C C при вибраному положенні місця розташування центру системи координат X Y Z на складальному стенді, і приєднані до програмно-апаратний блока. До нього приєднані також: блок введення даних розташування в складальному стенді чотирьох лазерних трекерів в C C C системі координат X Y Z - блок визначення масиву координат розташування в кутах 1 UA 120957 U 5 10 15 20 25 30 35 40 45 50 55 ложемента реперних лазерних відбивачів для кожної встановлюваної заклепки на обшивці C C C панелі, через відповідні лазерні трекери в системі координат X Y Z . До багатопозиційного виходу програмно-апаратного блока системного блока управління під'єднані: виконавчий пристрій переміщення порталу; виконавчий пристрій переміщення свердлильно-зенкувального пристрою з функцією установки заклепок; виконавчий пристрій переміщення пристрою для утворення замикаючої головки заклепки; лазерні трекери; датчики переміщень відповідно порталу, свердлильно-зенкувальний пристрій з функцією установки заклепок, пристрій для утворення замикаючої головки заклепки; засіб візуалізації процесу постановки заклепок; блок введення програмних продуктів для здійснення постановки заклепок. Датчики переміщень порталу, свердлильно-зенкувальний пристрій з функцією установки заклепок, пристрій для утворення замикаючої головки заклепки виконані безконтактними. Керовані приводи переміщення: порталу; свердлильно-зенкувального пристрою з функцією установки заклепок на панелі; пристрій для утворення замикаючої головки заклепки; приводів перекидання панелі з ложементом виконані гідравлічного або електромеханічного типів. Сукупність суттєвих ознак наведеної в розділі опису "Суть корисної моделі" дозволяє здійснити поворот ложемента разом із закріпленою на ньому панеллю з кривизною першого порядку по направляючих, що мають розрахункову геометрію. Це дасть можливість підводити пристрої призначених для установки заклепок на те місце на обшивці панелі, де необхідно її встановити, з особливою точністю і дає можливість реалізувати наведений технічний результат. Заявлена корисна модель ілюстрована наступними графічними матеріалами: на фігурі 1 приведена кінематична схема загального вигляду автоматизованого складального стенда, в ізометричній аксонометрії; на фігурі 2 наведено вигляд А (див. фіг. 1) в ізометричній аксонометрії; на фігурі 3 приведена блок-схема системного блока управління автоматизованим стендом; на фігурі 4 приведена розрахункова схема побудови геометрії профілю направляючої; на фігурі 5 приведена кінематична схема загального вигляду автоматизованого складального стенда, в ізометричній аксонометрії в початковий момент його роботи (попередня розстановки пристроїв складального стенда; на фігурі 6 зображена виноска І на фігурі 1. Автоматизований складальний стенд 1 (див. фігури 1-6) містить портал 2, що складається з вертикальних стійок 3 і 4, верхньої балки 5 і нижньої балки 6, яка виконана рознімною з вертикальними стійками 3 і 4. Спочатку нижня балка 6 змонтована на основі стенда 1, на тимчасових стійках 7 і 8, окремо (див. фігуру 5). На верхній балці 5 розташовано свердлильнозенкувальний пристрій 9 з функцією установки заклепок. А на нижній балці 6 розташований пристрій 10 для утворення замикаючої головки заклепки. У зоні складання розміщений ложемент 28, виконаний з можливістю закріплення на ньому панелі 11 і має цапфи 12, 13, 14, 15 циліндричної форми, розташовані по його кутах, осі яких співпадають відповідно з крайніми утворюючими поверхні обшивки панелі. На них закріплені, через шарніри виконаних у вигляді охоплюють навколо цапф втулок, верхні частини керованих приводів повороту 16, 17, 18, 19 панелі 11, а нижні їх частини закріплені на основі стенда 1, також через шарніри. На основі стенда 1 закріплені направляючі 20, 21, 22, 23, які кінематично пов'язані з відповідними циліндричними цапфами 12, 13, 14, 15 (з їх периферійними частинами) виконаними, наприклад, через підшипник кочення 53 (див. фіг. 6). Профілі направляючих 20, 21, 22, 23 мають вигляд монотонної кривої, описаної точкою, розташованою на осі цапфи ложемента 28, і отриманої шляхом обкатування контуру поверхні обшивки панелі повітряного судна по прямій. Наприклад, якщо контуром обшивки є частина кола (з радіусом R), то при її обкатуванні по прямій, наприклад пряма к-к. точка В (див. фіг. 4), що знаходиться на ній, описує траєкторію відповідно евольвенті (3). Траєкторію даної евольвенти розраховують відповідно до рівняння евольвенти, яка має вигляд (див. фіг. 4): ry=R/Cosαy invαy=tgαy-αy, де: ry - радіус довільного кола з центром в т О; αу - кут між радіусом-вектором поточної точки на евольвенті і дотичній до неї в цій точці; invαy - полярний кут поточної евольвенти; Для панелі з обшивкою радіусом R=2000 мм і шириною рівною 1000 мм розрахункова довжина евольвенти як підйомна гілка, так і гілка, що опускається, рівні близько 285 мм. У кожному кутку панелі розміщені реперні лазерні відбивачі 24, 25, 26, 27, наприклад, сферичний відбивач компанії FARO діаметром 22 мм. 2 UA 120957 U 5 10 15 20 25 30 35 40 45 50 55 На основі стенда 1 розміщені в районі кутів ложемента 28, в зоні прямої видимості з відповідними реперними лазерними відбивачами 24, 25, 26, 27, керовані лазерні трекери 29, 30, 31, 32, за які використовується, наприклад, FARO Laser Tracker Vantage (або інших марок з аналогічними експлуатаційними параметрами) в режимі ADM (Abcolute Distance Measuremtnt), що дозволяє відстежувати поворот ложемента 28 разом з панеллю 11 по засобу візуалізації 46, наприклад, з комп'ютерного монітора. Керовані: портал 2; свердлильно-зенкувальний пристрій 9 з функцією установки заклепок; пристрій для утворення замикаючої головки заклепки 10 - обладнані (див. фіг. 4) датчиками їх переміщень, відповідно 33, 34, 35, за які, наприклад, використовується, наприклад, оптичні датчики відстаней фірми SICK AG, серії DS60, а також обладнані керованими виконавчими пристроями, відповідно 36, 37, 38 (див. фіг. 3). До того ж для автоматизованого управління всіма пристроями стенда, що беруть участь в процесі складання каркасної панелі, стенд містить (див. фіг. 4) також системний блок управління 39, виконаний, наприклад, на базі мікропроцесорної техніки і містить послідовно з'єднані: блок 40 введення математичної моделі панелі повітряного судна, призначеної для складання, в системі координат XYZ (на підставі загальної математичної моделі повітряного судна в системі координат будівельних осей повітряного судна XYZ); блок 41 визначення масиву координат розташування, потрібних для постановки, заклепок на обшивці панелі в системі координат XYZ; блок 42 перетворення координат розташування, потрібних для постановки, заклепок на обшивці панелі з системи координат будівельних осей повітряного судна XYZ в систему C C C координат будівельних осей стенда X Y Z , при вибраному положенні місця розташування C C C центру система координат X Y Z на складальному стенді. При цьому останній блок приєднаний до програмно-апаратного блока 43, до якого, в свою чергу, приєднані: блок 44 введення даних розташування в складальному стенді чотирьох лазерних трекерів в C C C системі координат X Y Z ; блок 45 визначення масиву координат розташування в кутах панелі реперних лазерних відбивачів для кожної встановлюваної заклепки на обшивці панелі, через відповідні лазерні C C C трекери в системі координат X Y Z . До багатопозиційного виходу програмного апаратного блока 43 системного блока управління 39 під'єднані: виконавчий пристрій 36 переміщення порталу 2; виконавчий пристрій 37 переміщення свердлильно-зенкувальной головкою 9 з функцією установки заклепок; виконавчий пристрій 38 переміщення пристрою для утворення замикаючої головки заклепки 10; лазерні трекери 29, 30, 31, 32; датчики переміщень 33, 34, 35 відповідно порталу 2, свердлильно-зенкувального пристрою 9 з функцією установки заклепок, пристрою для утворення замикаючої головки заклепки 10; засіб візуалізації 46 процесу постановки заклепок, призначеного для використання оператором складання при постійному контролі й ручній корекції процесу в окремих екстремальних випадках; блок введення 47 програмних продуктів для здійснення постановки заклепок; виконавчі пристрої 51, 52, 53, 54 відповідних керованих приводів повороту 12, 13, 14, 15 панелі. А до програмних продуктів можна віднести: програму визначення масиву координат розташування, потрібних для постановки, заклепок на обшивці панелі в системі координат XYZ; програму перетворення координат розташування, потрібних для постановки, заклепок на C C C обшивці панелі в системі координат X Y Z , при вибраному положенні місця розташування C C C центру системи координат X Y Z на складальному стенді; програму визначення масиву координат розташування в кутах панелі реперних лазерних відбивачів для кожної заклепки. Функціонує наведений вище автоматизований стенд наступним чином, в кілька етапів. Після проведеної підготовки автоматизованого стенду до процесу складання оператор включає системний блок управління 39. При цьому оператор за допомогою програмноапаратного блока 43 подає сигнал на генерування керуючого впливу на відповідні елементи стенда, а саме: 3 UA 120957 U 5 10 15 20 25 30 спершу портал 2 переміщують по направляючих 52 складального стенда 1, за допомогою виконавчого пристрою 36 уздовж нього до стикування з нижньої балкою 6 і закріплюють її з вертикальними стійками 3, 4 порталу 2; далі портал 2 переміщують по сигналу від програмно-апаратного блока 43 та датчика його переміщення 33, за допомогою виконавчого пристрою 36, до відповідного ряду встановлення заклепок; по верхній балці 5 свердлильно-зенкувальний пристрій 9 з функцією установки заклепок переміщують по сигналу від програмно-апаратного блока 43, за допомогою виконавчого пристрою 37 та датчика його переміщення 34 до місця установки заклепки; по ніжній балці 6 пристрій 10 для утворення замикаючої головки заклепки переміщують по сигналу від програмно-апаратного блока 43, за допомогою виконавчого пристрою 38 та датчика його переміщення 35 до місця установки заклепки; програмно-апаратний блок 43 корегує взаємне розташування свердлильно-зенкувального пристрою 9 з функцією установки заклепок та пристрій 10 для утворення замикаючої головки C C заклепки таким чином, щоб координати по осях X та Z співпадали і цю інформацію виводитьcя на засіб візуалізації 46 для оператора з метою корегування в разі помилки в їх розташуванні; використовуючи керуючий вплив від системного блока управління 39 відповідно до робочої програми позиціонування і з урахуванням баз даних, закладених в програмно-апаратний блок 43, кожним з лазерних трекерів виробляють свій захват реперного лазерного відбивача (лазерний трекер 20 - реперний лазерний відбивач 24, лазерний трекер 21 - реперний лазерний відбивач 25, лазерний трекер 22 - реперний лазерний відбивач 26, лазерний трекер 23 реперний лазерний відбивач 27); за даними від системи орієнтації, лазерний трекер - реперний лазерний відбивач, за допомогою приводів повороту 16, 17, 18,19 ложемент, що несе панель, переміщують цапфи ложемента 12, 13, 14, 15 по направляючих 20, 21, 22, 23 на запрограмовану величину таким чином, щоб нормаль до поверхні в місці постановки заклепки збігалася з віссю свердлильнозенкувального пристрою 9 і пристрою 10 для утворення замикаючої головки. після цього здійснюють постановку заклепки в даному місці (свердління отвору, його зенкування і установку заклепки - свердлильно-зенкувальним пристроєм 9 і отримання замикаючої головки заклепки пристроєм 10). Аналогічно роблять постановку інших заклепок. Постійний контроль автоматизованого процесу складання панелі здійснюють через засоби візуалізації 46 і в разі виникнення нештатної ситуації, відхід від запрограмованого процесу складання, оператор має можливість втручатися в хід збирання. 35 40 Джерела інформації: 1. Технология сборки самолётов: Учебник для студентов авиационных специальностей вузов / В. И. Ершов, В. В. Павлов, М. Ф. Каширин, В. С. Кухорев. - М.: Машиностроение, 1986. 456 с. 2. Публікація: WO 2017/025497. 3. Рашевский П.К. Курс дифференциальной геометрии. Изд. 3-е, перераб. - М-Л., ГИТТЛ, 1950.-428 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Автоматизований стенд для складання панелі повітряного судна, що містить ложемент із закріпленою на ньому обшивкою панелі, портал (2), що складається з вертикальних стійок (3) і (4), верхньої (5) і нижньої (6) балок, при цьому портал (2) виконаний з можливістю автоматизованого керованого переміщення уздовж стенда над панеллю, при цьому на верхній балці (5) розташовано свердлильно-зенкувальний пристрій з функцією установки заклепки (9) в підготовлений отвір, а на нижній балці (6) розташований пристрій (10) для утворення замикаючої головки заклепки, згадані вище пристрої виконані з можливістю автоматизованого керованого позиціонованого переміщення відносно поверхні обшивки панелі по відповідних балках (5), (6) (поперек стенда), який відрізняється тим, що нижня балка (6) виконана рознімною з вертикальними стійками (3), (4), а ложемент (28) має цапфи (12), (13), (14), (15), розташовані по його кутах, на кожній з виступаючих цапф (12), (13), (14), (15) закріплені верхні частини автоматизовано керованих приводів повороту (16), (17), (18), (19) панелі, через відповідні шарніри, а нижні їх частини закріплені на основі стенда (1), також через шарніри, 4 UA 120957 U 5 10 15 20 25 30 35 40 45 на основі стенда також закріплені направляючі (20), (21), (22), (23), які мають кінематичний зв'язок з відповідними цапфами (12), (13), (14), (15) (з їх периферійними частинами), при цьому їх осі співпадають з відповідними крайніми утворюючими панелі, при цьому профілі направляючих (20), (21), (22), (23) мають вигляд монотонної кривої, описаної точкою, розташованою на осі цапфи ложемента, і отриманої шляхом обкатування контуру поверхні обшивки панелі повітряного судна по прямій лінії, в кожному кутку панелі розміщені реперні лазерні відбивачі (24), (25), (26), (27), на основі стенда (1) розміщені в районі кутів ложемента (28), в зоні прямої видимості з відповідними реперними лазерними відбивачами (24), (25), (26), (27), керовані лазерні трекери (29), (30), (31), (32), автоматизовано керовані: портал (2); свердлильно-зенкувальний пристрій (9) з функцією установки заклепок; пристрій для утворення замикаючої головки заклепки (10) - обладнані відповідними датчиками їх переміщень (33), (34), (35), стенд містить також системний блок управління (39), виконаний, наприклад, на базі мікропроцесорної техніки, і містить послідовно з'єднані: блок (40) введення математичної моделі панелі повітряного судна в системі координат XYZ (на підставі загальної математичної моделі повітряного судна в системі координат XYZ (будівельні осі повітряного судна)); блок (41) визначення масиву координат розташування, потрібних для постановки, заклепок на обшивці панелі в системі координат XYZ; блок (42) перетворення координат розташування, потрібних для постановки, заклепок на C C C обшивці панелі в системі координат будівельних осей стенда X Y Z , при вибраному положенні C C C місця розташування центру системи координат X Y Z на складальному стенді, під'єднані до програмно-апаратного блока (43), до якого приєднані: блок (44) введення даних розташування в складальному стенді чотирьох лазерних трекерів в C C C системі координат X Y Z ; блок (45) визначення масиву координат розташування в кутах ложемента реперних лазерних відбивачів для кожної заклепки на обшивці панелі, через відповідні лазерні трекери в системі C C C координат X Y Z , а до багатопозиційного виходу програмно-апаратного блока (43) системного блока управління (39): виконавчий пристрій (36) переміщення порталу (2); виконавчий пристрій (37) переміщення свердлильно-зенкувального пристрою (9) з функцією установки заклепок; виконавчий пристрій (39) переміщення пристрою для утворення замикаючої головки заклепки (10); лазерні трекери (29), (30), (31), (32); датчики переміщень (33), (34), (35) відповідно порталу (2), свердлильно-зенкувального пристрою (9) з функцією установки заклепок, пристрою для утворення замикаючої головки заклепки (10); засіб візуалізації (46) процесу постановки заклепок; блок введення (47) програмних продуктів для здійснення постановки заклепок. 2. Автоматизований стенд за п. 1, який відрізняється тим, що датчики переміщень (33), (34), (35) порталу (2), свердлильно-зенкувального пристрою (9) з функцією установки заклепок, пристрою для утворення замикаючої головки заклепки (10) виконані безконтактними. 3. Автоматизований стенд за п. 1, який відрізняється тим, що керовані приводи переміщення: порталу (2); свердлильно-зенкувального пристрою (9) з функцією установки заклепок на панелі (11); пристрою для утворення замикаючої головки заклепки (10); приводів повороту (16), (17), (18), (19) панелі з ложементом - виконані гідравлічного або електромеханічного типів. 5 UA 120957 U 6 UA 120957 U 7 UA 120957 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: стенд, панелі, повітряного, складання, автоматизований, судна
Код посилання
<a href="https://ua.patents.su/10-120957-avtomatizovanijj-stend-dlya-skladannya-paneli-povitryanogo-sudna.html" target="_blank" rel="follow" title="База патентів України">Автоматизований стенд для складання панелі повітряного судна</a>
Спосіб складання панелі повітряного судна
Номер патенту: 120956
Опубліковано: 27.11.2017
Автори: Лупкін Борис Володимирович, Коцюба Олександр Анатолійович, Корольков Юрій Якимович, Бичков Сергій Андрійович
Мітки: повітряного, складання, панелі, спосіб, судна
Формула / Реферат:
1. Спосіб складання панелі повітряного судна, при якому збирають панель, разом з її каркасом, та встановлюють її в стенді на відповідний ложемент і здійснюють кероване переміщення свердлильно-зенкувального пристрою, з функцією установки заклепок, і пристрою для утворення замикаючої головки заклепки в місце її постановки, і здійснюють постановку кожної з заклепок, при цьому послідовно свердлять отвір, здійснюють його зенкування, встановлюють...
Спосіб загального складання фюзеляжу повітряного судна
Номер патенту: 113525
Опубліковано: 25.01.2017
Автори: Бичков Сергій Андрійович, Корольков Юрій Якимович, Лупкін Борис Володимирович, Коцюба Олександр Анатолійович
Мітки: спосіб, судна, загального, складання, фюзеляжу, повітряного
Формула / Реферат:
Спосіб загального складання фюзеляжу повітряного судна, який характеризується тим, що його реалізують послідовно в кілька етапів:на майданчику складального стенда (1) встановлюють лазерний трекер позиціонування (ЛТП) (2), а також роботизовані стійки (PC) (3), виконані з можливістю переміщення по майданчику стенда (1), забезпечених монтажними ложементами (МЛ) (5), при цьому кожен з них забезпечені вбудованим реперних лазерним...
Спосіб використання енергії руху газоповітряного потоку двигуна повітряного судна на стоянці
Номер патенту: 63187
Опубліковано: 15.01.2004
Автори: Марчук Володимир Єфремович, Шульга Іван Федорович
МПК: F01D 1/00
Мітки: двигуна, стоянці, потоку, газоповітряного, енергії, спосіб, використання, руху, судна, повітряного
Формула / Реферат:
Спосіб використання енергії руху газоповітряного потоку двигуна повітряного судна на стоянці, при якому спалюють паливо, прогрівають і перевіряють якість роботи двигуна повітряного судна на стоянці, відхиляють і розсіюють газоповітряний потік за межами двигуна повітряного судна на стоянці, який відрізняється тим, що під час відхилювання та розсіювання газоповітряного потоку за межами двигуна повітряного судна на стоянці перетворюють енергію...
Спосіб використання гарячого газоповітряного потоку двигуна повітряного судна на стоянці
Номер патенту: 60797
Опубліковано: 15.10.2003
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович
МПК: F24H 8/00
Мітки: стоянці, спосіб, гарячого, судна, газоповітряного, двигуна, використання, потоку, повітряного
Формула / Реферат:
Спосіб використання гарячого газоповітряного потоку двигуна повітряного судна на стоянці, при якому спалюють паливо, прогрівають і перевіряють якість роботи двигунів повітряного судна на стоянці, відхилюють і розсіюють газоповітряний потік за межами двигуна повітряного судна на стоянці, який відрізняється тим, що під час відхилювання та розсіювання газоповітряного потоку за межами двигуна повітряного судна на стоянці додатково відбирають...
Гумометалева опора поршневого двигуна безпілотного повітряного судна
Номер патенту: 119352
Опубліковано: 25.09.2017
Автори: Матійчик Михайло Петрович, Рибальченко Олександр Сергійович
МПК: B64D 27/04
Мітки: опора, судна, безпілотного, гумометалева, повітряного, двигуна, поршневого
Формула / Реферат:
1. Гумометалева опора поршневого двигуна безпілотного повітряного судна, що містить набір гумових шайб, які стягнуті центральним металевим елементом та ізольовані одна від одної дистанційними металевими шайбами, яка відрізняється тим, що в гумометалевій опорі центральний металевий елемент подовжений вперед і виконаний у вигляді стояка з різьбовим закінченням і галтелями для кріплення до моторами двигуна, на задній частині центрального...
Попередній патент: Спосіб складання панелі повітряного судна
Наступний патент: Післяопераційний одяг для пацієнтів
Випадковий патент: Гаманець з локальним підсвічуванням