Спосіб виготовлення тіл обертання методом пошарової кристалізації та пристрій для його здійснення
Номер патенту: 18135
Опубліковано: 01.07.1997
Автори: ОСОКІН Валентин Олександрович, Кучеренко Павел Петрович, Гречанюк Микола Іванович
Формула / Реферат
1. Способ изготовления тел вращения методом послойной кристаллизации путем введения вращающейся вокруг собственной оси затравки в контакт с расплавом и намораживание слоя на затравку, отличающийся тем, что для получения заданной толщины и структуры в каждом намораживаемом слое, намораживание на затравку осуществляют путем введения затравки в канавку, выполненную на боковой поверхности тигля, а подачу жидкого металла для намораживания производят через диаметральный паз, выполненный на верхней кромке тигля, осуществляя при этом взаимное перемещение тигля относительно затравки и затравки относительно тигля на толщину слоя, намораживаемого за один поворот затравки вокруг собственной оси.
2. Устройство для получения тел вращения методом послойной кристаллизации, включающее вакуумную камеру с размещенным в ней тиглем для жидкого металла, на верхней крышке которого выполнены сквозные диаметральные пазы для перемещения в них затравки, механизм вертикального перемещения и подпитки тигля, механизм горизонтального перемещения затравки относительно тигля, систему электронно-лучевого нагрева, отличающееся тем, что на боковой поверхности тигля соосно с диаметральным пазом выполнена канавка для введения затравки глубиной 0,15-0,3 от суммарной толщины намораживаемого слоя, причем диаметральный паз глубиной 1-3мм для подачи жидкого металла и канавка для введения затравки выполнены под углом 70-90° к оси тигля и их ширина больше на 0,1-0,4мм толщины затравки.
Текст
1. Способ изготовления тел вращения методом послойной кристаллизации путем введения вращающейся вокруг собственной оси затравки в контакт с расплавом и намораживание слоя на затравку, о т л и ч а ю щ и й с я тем, что для получения заданной толщины и структуры в каждом намораживаемом слое, намораживание на затравку осуществляют путем введения затравки в канавку, выполненную на боковой поверхности тигля, а подачу жидкого металла для намораживания производят через диаметральный паз, выполненный на верхней кромке тигля, осуществляя при этом взаим 2. Устройство для получения тел вращения методом послойной кристаллизации, включающее вакуумную камеру с размещенным в ней тиглем для жидкого металла, на верхней крышке которого выполнены сквозные диаметральные пазы для перемещения в них затравки, механизм вертикального перемещения и подпитки тигля, механизм горизонтального перемещения затравки относительно тигля, систему электронно-лучевого нагрева, о т л и ч а ю щ е е с я тем, что на боковой поверхности тигля соосно с диаметральным пазом выполнена канавка для введения затравки глубиной 0,15-0,3 от суммарной толщины намораживаемого слоя, причем-диаметральный паз глубиной 1-3 мм для подачи жидкого металла и канавка для введения затравки выполнены под углом 70-90° к оси тигля и их ширина больше на 0,1-0,4 мм толщины затравки. Изобретение относится (с вакуумной металлургии и может быть использовано при изготовлении режущего инструмента, в частности, дисковых фрез. Как известно, для обработки резанием используются различные виды материалов: углеродистые, легированные и быстрорежущие стали, твердые сплавы на основе карби дов вольфрама ититана, сверхтвердые материалы (минералокерамика, алмазы, различные модификации кубического нитрида бора). Наибольший объем снимаемой стружки приходится на инструмент из твердых сплавов и быстрорежущей стали [1]. Быстрорежущие стали - наиболее характерные для режущих инструментов. Они со ное перемещение тигля относительно затравки и затравки относительно тигля на толщину слоя, намораживаемого за один поворот затравки вокруг собственной оси. С > оо ел 18135 четают высокую теплостойкость (600Ч550°С, в зависимости от состава и обработки) с высокими твердостью (до HRC 68-70), износостойкостью при повышенных температурах и повышенным сопротивлением пластинеской деформации.* В зависимости от химического состава, а следовательно, и уровня основных свойств быстрорежущие стали подразделяются на стали нормальной и повышенной теплостойкости (производительности), Если содержание ванадия не превышает 2%, их относят к быстрорежущим сталям нормальной теплостойкости. Это стали Р18, Р9, Р6М5. Быстрор е ж у щ и е стали с более в ы с о к и м содержанием ванадия, а также дополнительно легированные кобальтом относят к сталям п о в ы ш е н н о й т е п л о с т о й к о с т и (Р12ФЗ, Р6М5ФЗ, Р18К5Ф2, Р9К5, Р6М5К5, РЭМ4К8идр.). К группе быстрорежущих сталей повышенной производительности следует отнести и быстрорежущие дисперсионно-твердеющие сплавы с интерметаллидным упрочнен и е м . Наибольшее р а с п р о с т р а н е н и е получил сплав В11М7К23{ЭП 831). Исходные заготовки быстрорежущей стали получают по традиционной технологии путем металлургического передела (выллавки) с последующей специальной термической обработкой, заключающейся в закалке с высоких температур (1200-1300°С) и отпуске, вызывающем дисперсионное твердение. Быстрорежущие стали относятся кледебуритному классу. Избыточные карбиды быс т р о р е ж у щ е й стали входят в состав эвтектики, образующейся по границам зерен аустенита или д -феррита. Литая сталь из-за присутствия эвтектики имеет высокую хрупкость и низкую прочность. Существенное улучшение структуры и прочностных свойств достигается после горячей пластической деформации с обжатием выше 90%. Таким образом, технология получения быстрорежущих сталей является достаточно трудоемкой. Но с другой стороны, создание дешевого конкурентноспособного на мировом рынке режущего инструмента является чрезвычайно важной проблемой для Украйны. Это обусловлено практически полным отсутствием на Украине исходного сырья для получения вольфрама, кобальта ванадия. Суть предлагаемого авторами изобретения состоит в получении биметаллического инструмента путем намораживания режущей кромки из быстрорежущей стали на заготовку из обычной углеродистой стали. 5 10 15 20 25 30 35 40 45 50 55 Работы в данной области в бывшем СССР были начаты в 1938 году в Ленинградском физико-техническом институте под руководством д.т.н. профессора В А.В.Степанова. В 1959 году им был опубликованы первые обобщающие работы [2, 3, 4] в этом направлении и сформулированы причины, объясняющие необходимость выполнения исследований, которые являются актуальными и на сегодняшний день. 1. Стремление сделать процесс получения металлических изделий более экономичным путем ликвидации затрат огромного количества энергии на деформирование металла, а также мощного дорогостоящего оборудования, требуемого для обработки. 2,Стремление создать приемы получения изделия из металла и сплава, из которых изделия нельзя изготовить путем обработки давлением в силу того, что эти металлы (сплавы) не обладают нужными для этого механическими свойствами. 3. Стремление сделать металлургический процесс непрерывным, 4. Стремление получить у материала изделия новые свойства. На основании данных физики металлов можно полагать, что регулированием процесса кристаллизации возможно получать изделия, материал которых по ряду свойств будет иметь более высокие показатели, по сравнению с теми, которые известны для материалов, полученных обработкой давлением. В 1962 году вышла в свет монография Г.Ф. Баландина [5], в которой наиболее полно обобщены результаты исследований процесса формирования отливок способами намораживания, т.е. непосредственно из расплава. Несмотря на обширные научные исследования достаточно простое, на первый взгляд техническое решение не было реализовано до настоящего времени. Причин здесь несколько: 1. Трудности, связанные с обеспечением однородности химического состава материала изделия, вследствие возникновения ликвационных процессов при расплавлении значительного количества сплава. 2. Необходимость защиты пространства, в котором происходит процесс намораживания, для исключения интенсивного окисления жидкого сплава и формируемого изделия. 3. Необходимость регулирования вязкости поверхностного натяжения сплавов. Дальнейшее развитие металлургической науки, специальных способов расплавления металлов и формирования слитка [6] открыло реальные перспективы создания и 18135 реализации способа получения биметаллических фрез в промышленном масштабе. Применение концентрированных источников энергии (в частности, электронно-лучевых пушек) позволяет осуществить 5 регулируемое поверхностное расплавление материала, что практически исключает развитие ликвационных процессов. В этом случае легко обеспечить соответствие химического состава расплавленного и на- 10 моражиааемого сплава. С другой стороны, поскольку процесс осуществляется в вакууме, практически исключается окисление жидкого металла и формируемой заготовки. Поэтому в последнее время предприняты 15 попытки решения данной проблемы с помощью электронно-лучевой технологии. Б.А.Мовчаном, Н,Р.Музыкой и Манфредом Дитмаром Фабианом и Мафредом Теле [7] предложен способ изготовления тел враще- 20 ния методом послойной кристаллизации на затравку, включающий введение вращающейся вокруг собственной оси затравки в соприкосновение с расплавом материала, захват тонкого слоя расплава поверхностью 25 затравки с последующей кристаллизацией слоя на затравке, отличающийся тем, что, с целью получения сплошных заготовок заданного профиля с однородной тонкодисперсной макроструктурой и минимальным 30 припуском на последующую механическую обработку, перед кристаллизацией каждый слой расплава на затравке пропускают, по меньшей мере, через охлаждаемый профилированный ролик, причем процесс осуще- 35 ствляется в вакууме. Способ также отличается тем, что слой материала на затравке перед пропусканием через профилированный ролик оплавляют электронным лучом. 40 контролируемое по толщине намораживание жидкого металла, вследствие изменения теплового баланса на границе жидкий расплав-врэщающаяся заготовка. 2. Дополнительное оплавление поверхности каждого намораживаемого слоя не решает проблемы качества, поскольку не обеспечивается его полное проплэвление из-за разности толщины по периметру заготовки. Оплавление на толщину максимального намораживания является вредным, так как там, где эта толщина меньше, будет происходить плавление поверхностных слоев самой заготовки и, как следствие изменение химического состава намораживаемого слоя. Авторами & качестве примера приводится технологическая схема намораживания стали Р6М5 на заготовку из стали 20, Для формирования заданного профиля кристаллизующегося слоя в плоскости вращения затравки устанавливается охлаждаемый медный ролике наружным диаметром 40 мм, торцевая полированная поверхность соответствует ецному из необходимых профилей. Известно [1], что быстрорежущая сталь в состоянии поставки подвергается ковке при температуре 1180-850°С и соответствующим отжигу итермической обработке. Следовательно, деформацию каждого намораживаемого слоя необходимо осуществлять при температуре не ниже 850°С (оптимальная температура деформации 980-1020°С), что технологически невозможно с помощью медного водоохлаждаемого валка, учитывая то обстоятельство, что твердость меди при столь высоких температурах очень низкая. Видимо не случайно, что уже в следуюНесмотря на относительную простоту и щем изобретении [8] те же авторы приводят возможность получения биметаллических несколько модернизированный вариант усзаготовок различного профиля (форма заготановки для изготовления тел вращения метовки, как это следует из описзния заявки. тодом наслойной кристаллизации. обеспечивается с помощью профилирован- 45 Установка содержит вакуумную камеру, меного ролика) способ не нашел промышленханизм закрепления затравки (заготовки) на ного применения по следующим причинам: торце горизонтально расположенного вала и вращения ее вокруг собственной оси, ти1. Невозможности обеспечения равногель с механизмом подпитки и систему элекмерного намораживания (толщины) каждого единичного слоя вследствие изменения теп- 50 тронно-лучевого нагрева и отличается тем, что, с целью получения биметаллических залового баланса в месте контакта жидкого готовок заданного профиля, не требующих металла с заготовкой. дальнейшей механической обработки; она До момента контакта заготовки с ванной снабжена охлаждаемым профильным валжидкого металла глубину проплавлення намораживаемого металла легко регулировать 55 ком, расположенным в плоскости перпендикулярной к оси вращения вала, механизмом путем прецизионного изменения вкладывавращения валка, устройством синхронизаемой мощности. ции линейных скоростей вращения валка и В момент касания, вследствие погружевала и механизмом поступательного перения более холодной заготовки и затенения мещения тигля. электронного луча будет происходить не 18135 8 слоя на затравке регулируют путем изменеУстановка также отличается тем, что с ния количества оборотов затравки, находяцелью улучшения качества кристаллизующейся в контакте с расплавом данного щихся на затравке слоев материала путем состава. деформирования с заданной величиной плаУстановка для осуществления данного стической деформации, она снабжена уст- 5 способа снабжена дополнительным тиглем ройством синхронизации перемещения с механизмом поворота эатрааки отданного тигля и валка, выполненным в виде шестертигля к другому. ни, закрепленной на корпусе, и рейки, кинеАнализ результатов, приведенных в матически связанной посредством винтовой пары с механизмом поступательного осево- 10 данном способе, свидетельствует о том, что его промышленная реализация чрезвычайго перемещения тигля. Механизм вращения но затруднена. валка выполнен в виде двух параллельно Во-первых, невозможно регулировать установленных в корпусе и соединенных толщину единичного намораживаемого слоя между собой посредством шестерен валов, один из которых - ведомый, а другой - веду* 15 путем изменения количества погруженной щий, соединен с приводом Устройство синзатравки в расплав, поскольку тепловой бахронизации линейных скоростей вращения ланс на границе твердения - жидкая фаза валка и вала выполнено в виде двух скошенпостоянно будет меняться, а следовательно, ных и обращенных своими скосами одна к будет меняться и толщина единичного намодругой втулок, первая из которых жестко 20 раживаемого слоя. скреплена с корпусом механизма вращения Во-вторых, невозможным представлявалка, а вторая свободно размещена на веется одновременное ручное управление дущем валу валка с возможностью поступавосьмью электронно-лучевыми пушками. тельного перемещения направляющей и При переводе затравки из одного полоопирання При этом прямой торцевой сторо- 25 жения в другое будет происходить обязаной через упорный подшипник подпружительное экранирование электронных лучей, ненное в осевом направлении фрикционное что недопустимо для ведения стабильного колесо, установленное на направляющей технологического процесса. шпонке ведущего вала валка с возможноВ-третьих не представляется возможстью осевого перемещения и контактирова- 30 ным надежный контрольуровня жидкой ванния с диском, связанным с механизмом ны, а следовательно, глубина погружения вращения вала, затравки в каждом случае будет разной и, В приведенном варианте конструкции как результат, толщина единичного намораустановки, как и в предыдущем случае, не живаемого слоя будет различной. решены основные технологические проблемы 35 В работе [10] описана установка для изнамораживания, а именно, сохранение заданготовления тел вращения методом послойного теплового баланса на границе раздела ной кристаллизации расплава на затравку. намораживаемый металл - вращающаяся заУстановка для изготовления тел вращеготовка и, как результат, обеспечение однония методом послойной кристаллизации на родности каждого намораживаемого слоя по 40 затравку, содержащая вакуумную камеру, толщине и химическому составу, возможность затравку с механизмом вращения вокруг надежного деформирования материала с пособственной горизонтальной оси, ванну для мощью валка, учитывая необходимый нарасплава с механизмом вертикального пегрев заготовки до температуры 850-1020°С. ремещения, систему электронно-лучевого Этими же авторами в работе [9] описан 45 нагрева, отличающаяся тем, что, с целью способ изготовления тел вращения методом получения полых, преимущественно, кольпослойной кристаллизации, включающий цевых заготовок с высокой степенью дисвведение вращающейся вокруг собственной п е р с н о с т и к р и с т а л л и з у ю щ и х с я фаз, оси затравки (заготовки) в соприкосновение затравка выполнена в виде подвижных в с расплавом и намораживание слоя распла- 50 радиальном направлении водоохлаждаева на поверхность затравки, отличающийся мых секторов с ползунами и подпружинентем, что с целью получения тел вращения с ным клиновым разжимным элементом, заданной анизотропией физико-механичеразмещенным с возможностью перемещеских и теплофизических свойств в кольцения вдоль оси вращения, причем установка вом и радиальном направлениях, затравку 55 снабжена ограничителем различного перепоочередно вводят в соприкосновение по мещения секторов. Сами же сектора снабкрайней мере с двумя расплавами различножены регулятором расхода охлаждающей го состава и намораживают на затравку два воды. и более СЛОЙ заданной толщины. Способ отАнализ приведенных данных в описаличается также тем, что толщину каждого нии изобретения и" в примерах реализации 9 18135 показывает, что осуществление данного способа в предложенном варианте тоже невозможно. Известны различные тигельные устройства для плавки и испарения жидкого метал- 5 ла. Собственно, и при реализации данного способа жидкий (намораживаемый) металл находится в медном водоохлаждаемом кристаллизаторе. Жидкий металл не взаимодействует с металлом тигля (медью). 10 Предлагается также осуществлять намораживание на медную водоохлаждаемую затравку. Известно, что процесс намораживания возможен только при условии смачивания (взаимодействия) затравки с намораживаемым 15 металлом. Поскольку в данном случае процесс смачивания невозможен (процесс намораживания осуществляется на медную водоохлаждаемую затравку) жидкий металл будет просто скатываться с охлаждаемой за- 20 травки. В работе [11] описан способ изготовления тел вращения методом послойной кристаллизации и установка для его осуществления. Способ включает введение 25 вращающейся вокруг собственной оси затравки в контакт с расплавом и намораживание слоя расплава на затравку и отличается тем, что с целью улучшения качества намороженного слоя засчетизмельчения его кри- 30 сталлической структуры и равномерного распределения в нем упрочняющей фазы, -затравке сообщают колебательные движения с частотой колебаний, превышающей более, чем в 180 раз частоту вращения зато- 35 товки, а амплитуду колебаний устанавливают из соотношения 0,025 < А
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacturing rotation bodies by method of layer-by-layer crystallization
Автори англійськоюHrechaniuk Mykola Ivanovych, Kucherenko Pavel Petrovych, Osokin Valentyn Oleksanrovych
Назва патенту російськоюСпособ изготовления тел вращения методом послойной кристаллизации и устройство для его осуществления
Автори російськоюГречанюк Николай Иванович, Кучеренко Павел Петрович, Осокин Валентин Александрович
МПК / Мітки
МПК: C22B 9/22
Мітки: обертання, здійснення, спосіб, пристрій, тіл, виготовлення, пошарової, методом, кристалізації
Код посилання
<a href="https://ua.patents.su/10-18135-sposib-vigotovlennya-til-obertannya-metodom-posharovo-kristalizaci-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тіл обертання методом пошарової кристалізації та пристрій для його здійснення</a>
Спосіб пошарової обробки грунту і пристрій для його здійснення
Номер патенту: 14339
Опубліковано: 25.04.1997
Автори: Булдескул Віктор Леонідович, Булдескул Леонід Станіславович, Булдескул Світлана Сергіївна, Булдескул Сергій Леонідович
МПК: A01B 79/02, A01B 49/02
Мітки: спосіб, пристрій, грунту, здійснення, обробки, пошарової
Формула / Реферат:
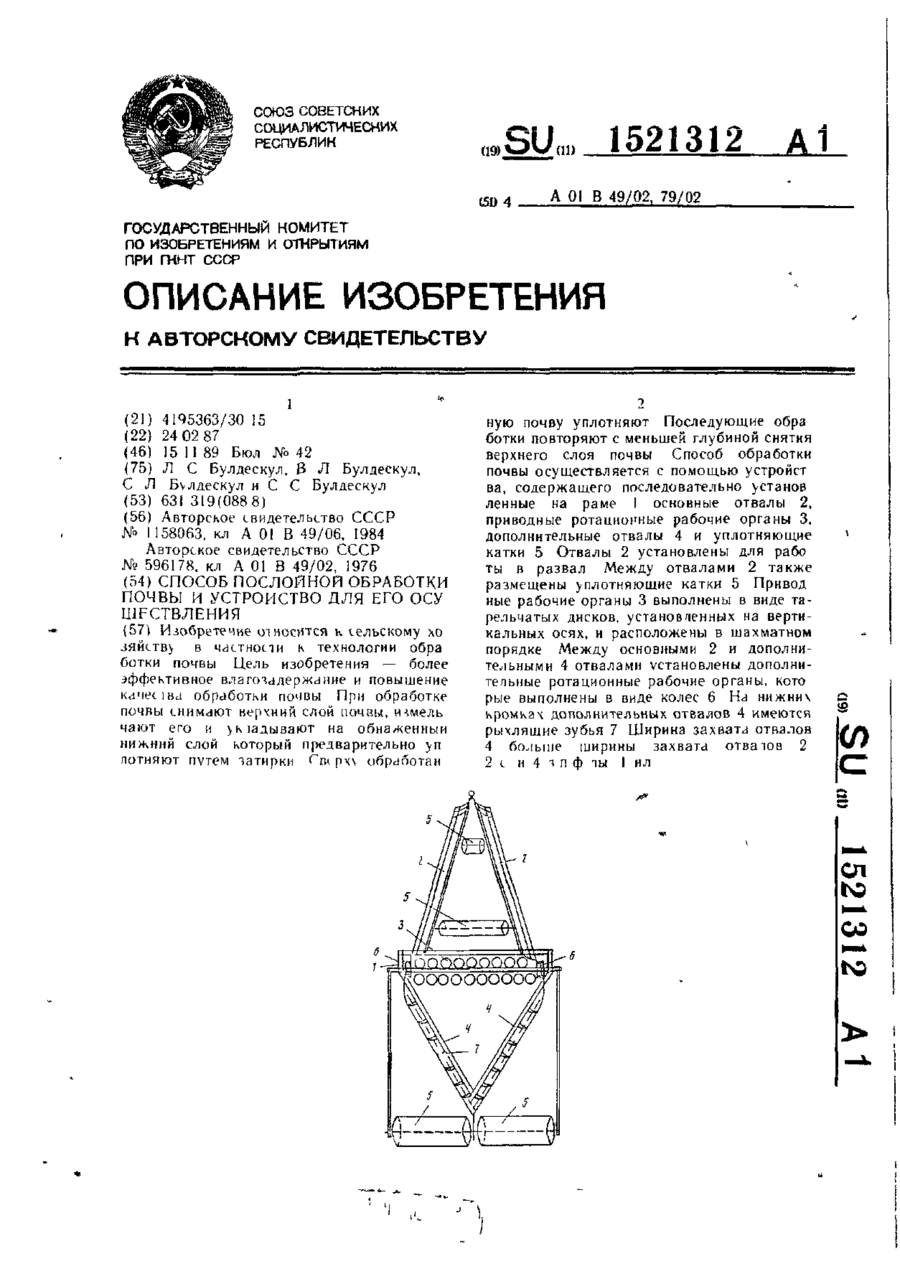
1. Способ послойной обработки почвы, включающий снятие верхнего слоя почвы, его измельчение и укладку на обнаженный нижний слой с последующим уплотнением, отличающийся тем, что, с целью более эффективного влагозадержания, обнаженный нижний слой уплотняют путем затирки.2. Способ по п. 1, отличающийся тем, что обработку повторяют с меньшей глубиной снятия верхнего слоя почвы.3. Устройство для послойной обработки почвы,...
Спосіб кристалізації із розчинів та пристрій для його здійснення
Номер патенту: 1430
Опубліковано: 25.07.1994
Автори: Романенко Валерій Леонідович, Козодеров Ігор Борисович
МПК: B01D 9/02
Мітки: здійснення, спосіб, розчинів, пристрій, кристалізації
Формула / Реферат:
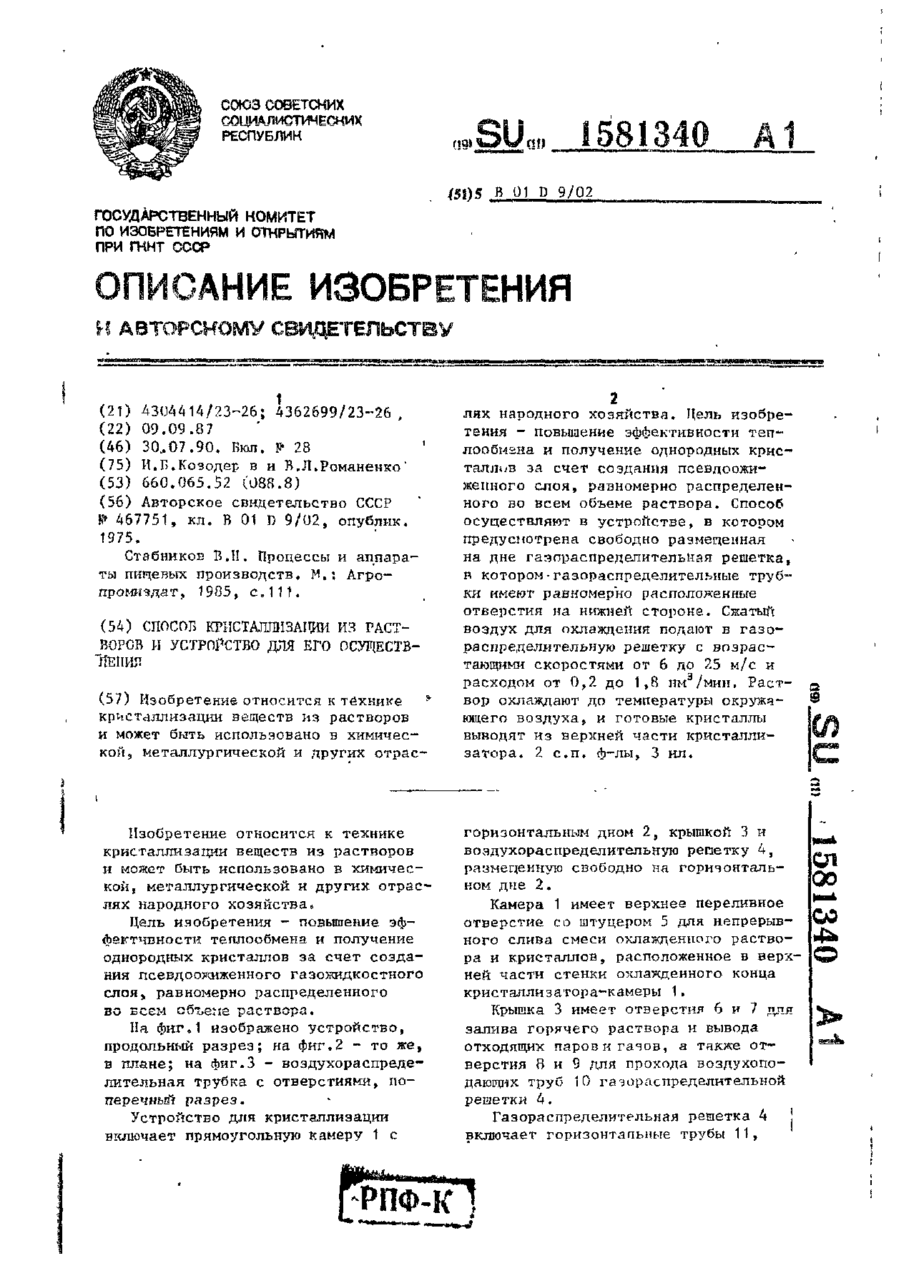
Способ кристаллизации из растворов, включающий подачу исходного раствора и сжатого воздуха для охлаждения раствора, выращивание кристаллов и их выгрузку из кристаллизатора, отличающийся тем, что с целью повышения эффективности теплообмена и получения однородных кристаллов за счет создания псевдосжиженного газожидкостного слоя, равномерно распределенного во всем объеме раствора, сжатый воздух подают по всей поверхности придонного слоя с...
Спосіб одержання твердої речовини з розчину шляхом кристалізації та пристрій для його здійснення
Номер патенту: 3510
Опубліковано: 27.12.1994
Автори: Золтан Банаш, Іштван Такач, Ендре Верецкеі, Йожеф Фелмері, Петер Рудольф, Дьюла Бошітш, Дьордь Керей
МПК: B01D 9/02
Мітки: розчину, шляхом, речовини, пристрій, одержання, твердої, здійснення, кристалізації, спосіб
Формула / Реферат:
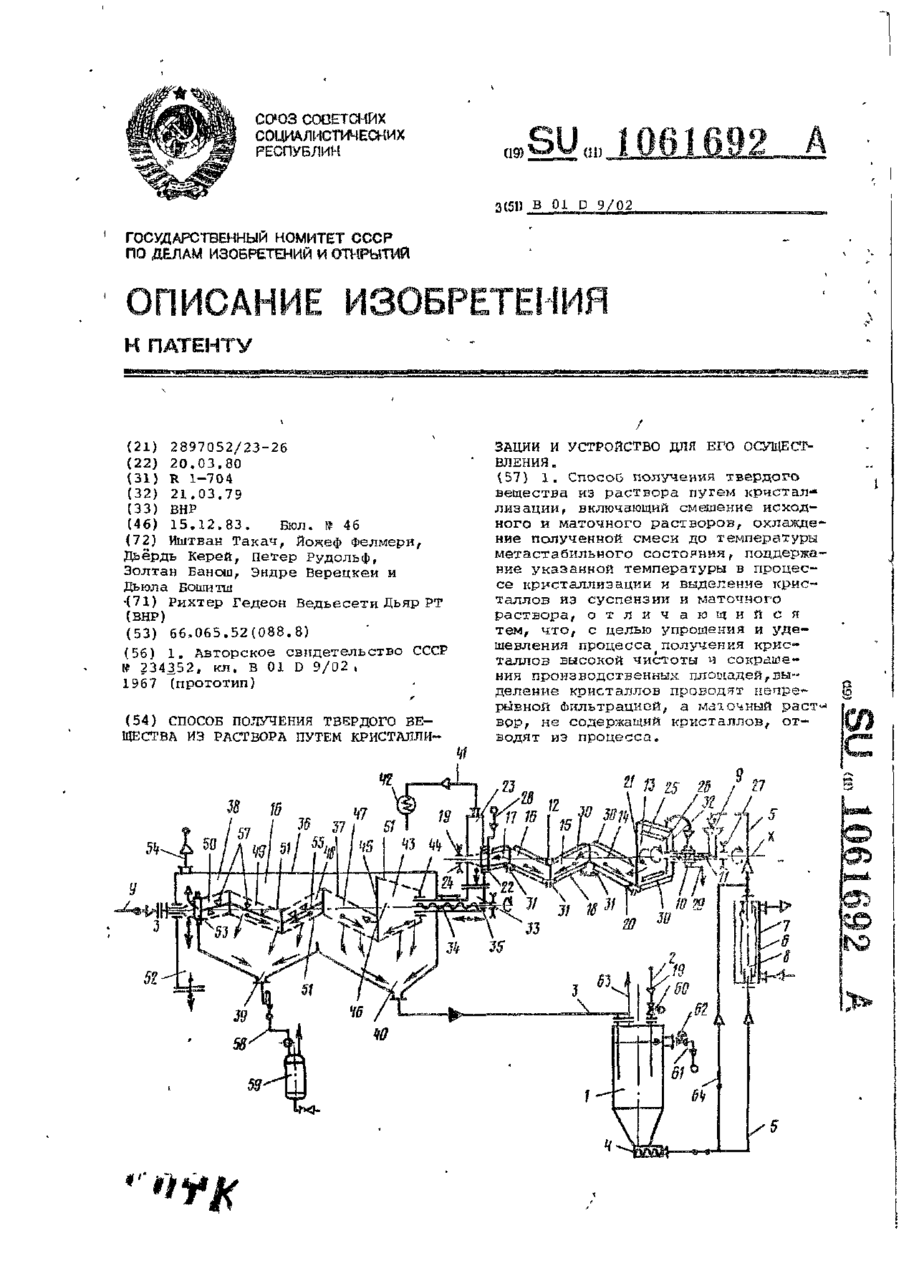
1. Способ получения твердого вещества из раствора путем кристаллизации, включающий смешение исходного и маточного растворов, охлаждение полученной смеси до температуры метастабильного состояния, поддержание указанной температуры в процессе кристаллизации и выделение кристаллов из суспензии и маточного раствора, отличающийся тем, ч г о, с целью упрощения и удешевления процесса получения кристаллов высокой чистоты и сокращения...
Спосіб налагодження верстату для обробки поверхонь обертання та пристрій для його здійснення

Номер патенту: 2427
Опубліковано: 26.12.1994
Автори: Добровольський Геннадій Георгійович, Муравський Аркадій Миколайович, Єфремов Володимир Борисович, Мельниченко Володимир Васильйович, Баришников Олександр Олександрович
МПК: B23B 25/00
Мітки: здійснення, верстату, налагодження, обертання, спосіб, поверхонь, обробки, пристрій
Формула / Реферат:
1. Способ наладки станка для обработки поверхностей вращения, заключающийся в измерении одновысотности и параллельности осей шпинделя и суппорта, регистрации и анализе результатов измерения с последующим устранением рассогласований, отличающийся тем, что, с целью повышения точности формообразования, измеряют величины перемещения оси суппорта от контрольной поверхности в середине и на максимальных удалениях контролируемого участка для...
Спосіб розливання сталі і пристрій для його здійснення
Номер патенту: 11059
Опубліковано: 25.12.1996
Автор: Федорович Віктор Георгійович
МПК: B22D 11/14, B22D 11/00
Мітки: пристрій, здійснення, розливання, сталі, спосіб
Формула / Реферат:
(57) 1. Способ разливки стали, включающий подачу металла через металлоприемник на горизонтально расположенную теплоотводящую поверхность кристаллизатора, экранируемую низкотеплопроводным сводом и боковыми стенками устройства, обеспечивающих односторонне направленную кристаллизацию отливок, отличающийся тем, что перед подачей металла на теплоотводящую поверхность кристаллизатора осуществляют накопление всего металла отливки в емкости свода, а...
Попередній патент: Спосіб лікування туберкульозу легень
Наступний патент: Мастика
Випадковий патент: Спосіб лікування та профілактики звичного вивиху плеча