Спосіб одержання порошків, гранул і брикетів хімічно активних металів і сплавів та технологічна лінія для його здійснення
Номер патенту: 28403
Опубліковано: 16.10.2000
Автори: Куровський Валентин Якович, Нейков Олег Доміанович, Рабін Павло Беніамінович, Васильєва Галина Іллівна
Формула / Реферат
1. Способ получения порошков, гранул и брикетов химически активных металлов и сплавов, заключающийся в том, что исходный кусковой материал подвергают механическому измельчению и виброгрохочению в среде защитного газа в присутствии пленкообразующей композиции, отличающийся тем, что в измельченном материале отделяют заданные по крупности фракции, на основе которых приготавливают смесь шихтовых материалов, смесь подвергают контактированию, при этом технологические операции выполняют при избыточном по отношению к окружающей воздушной среде давлении защитного газа.
2. Способ по п. 1, отличающийся тем, что в состав шихтовой смеси, приготавливаемой на основе некондиционных фракций измельченного материала, вводят порошок железа.
3. Технологическая линия для получения порошков, гранул и брикетов химически активных металлов и их сплавов, содержащая герметичные бункера, питатели исходного материала, дробильную и измельчительную установки, установку классификации по крупности измельченного материала, установку для приготовления и подачи пленкообразующей композиции, трубопроводы защитного газа замкнутой системы газообмена, отличающаяся тем, что она снабжена установками дозирования и смешения компонентов шихты в виде гранул и порошков, установкой брикетирования, переключателями направления течения защитного газа в технологических установках, при этом установки дробления, измельчения, классификации по крупности намельченного материала, дозирования и смешения, брикетирования, скомпонованы пооперационно автономными с каскадным размещением оборудования в каждой из них, и каждая установка соединена посредством отводов с раздающим и возвращающим трубопроводами замкнутой системы газообмена, бункера выполнены в виде переносных герметичных контейнеров с возможностью герметичного соединения с примыкающим к ним оборудованием в каждой пооперационно автономной установке.
Текст
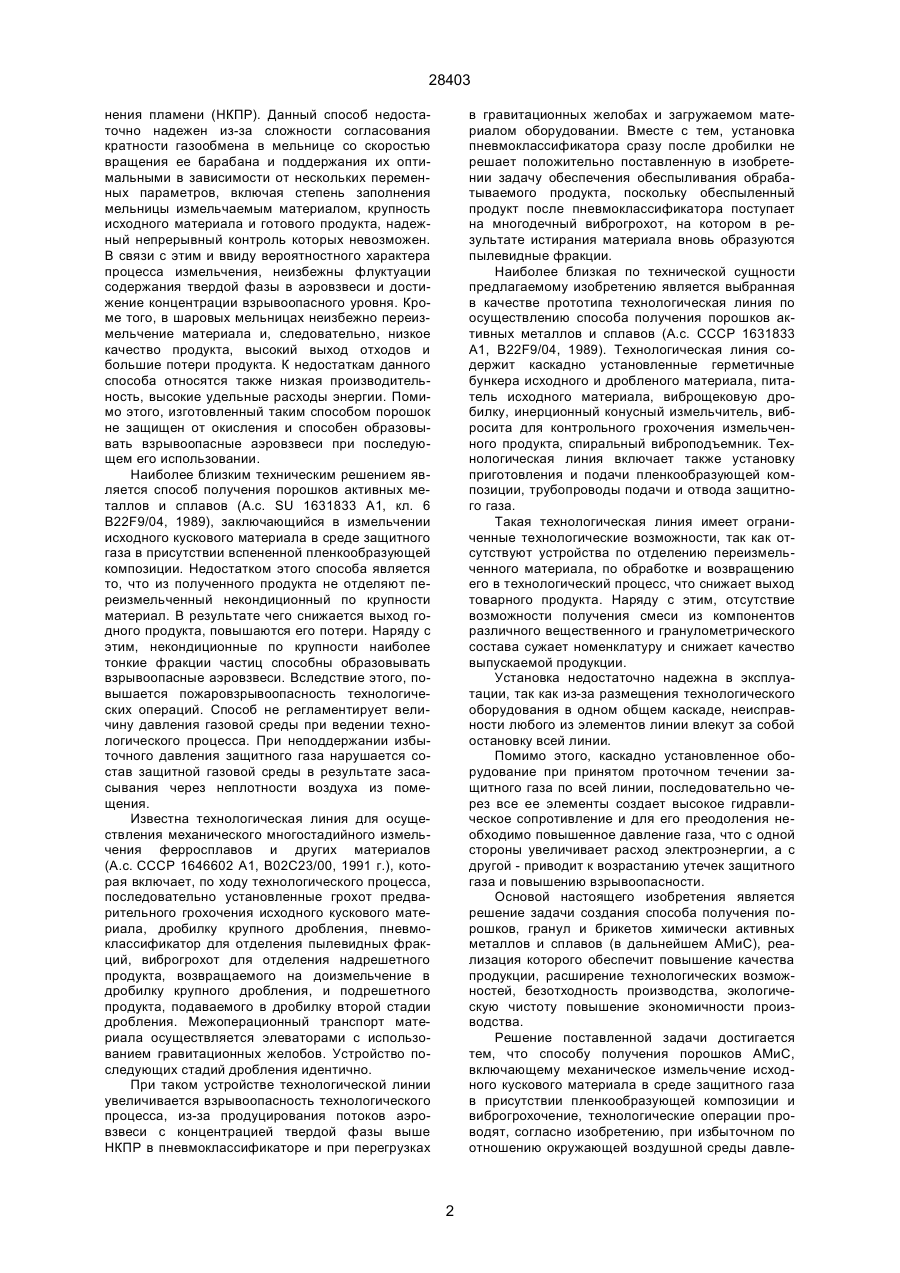
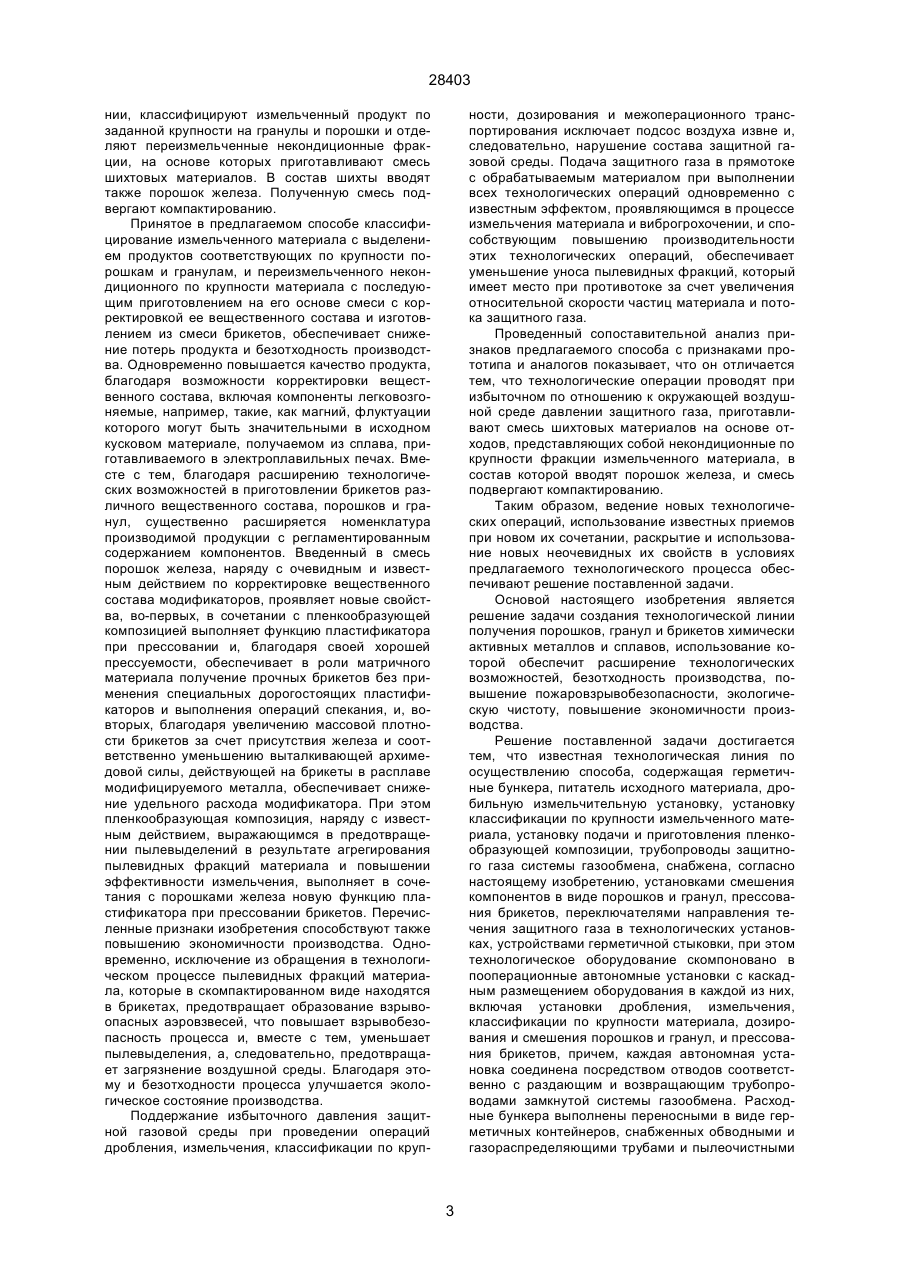
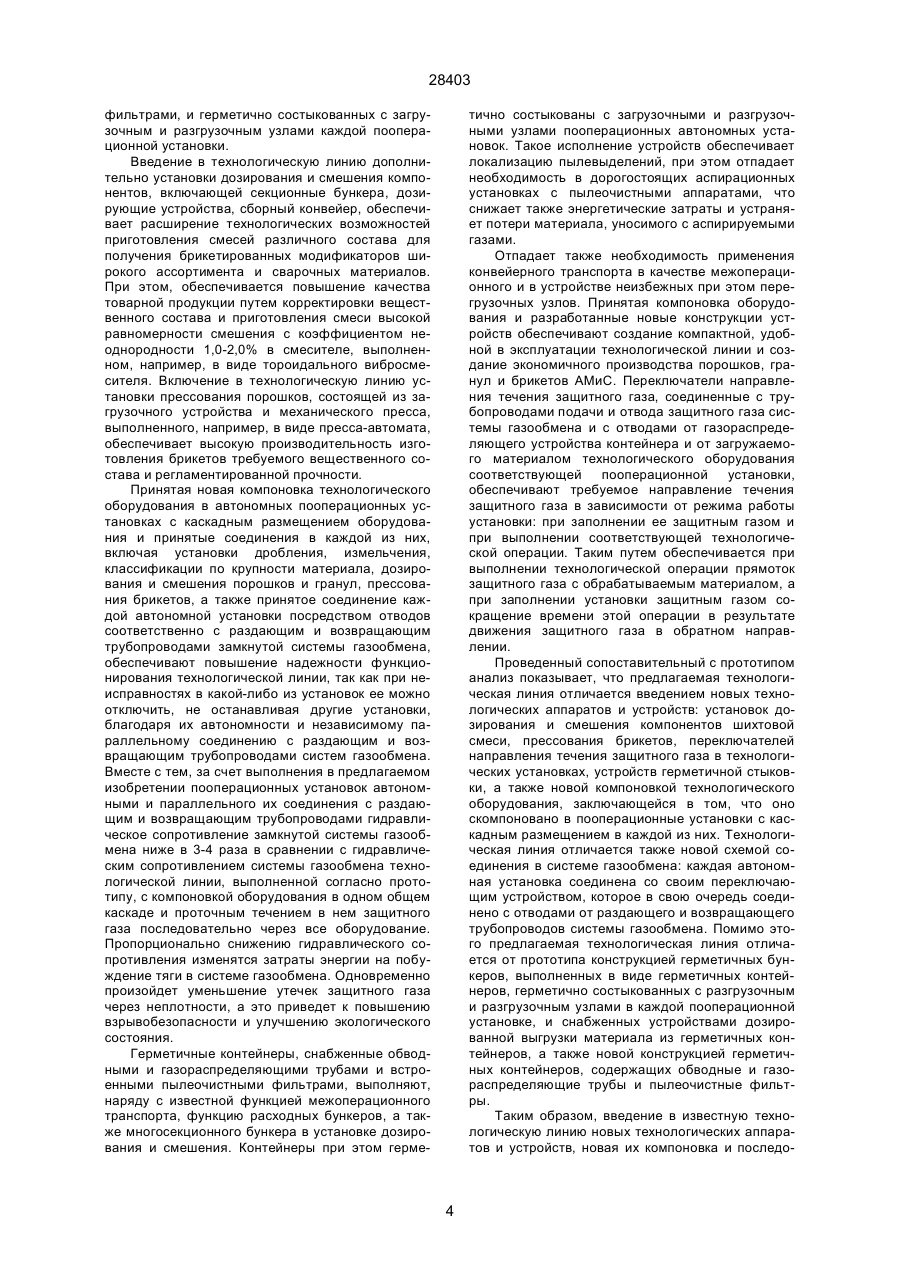
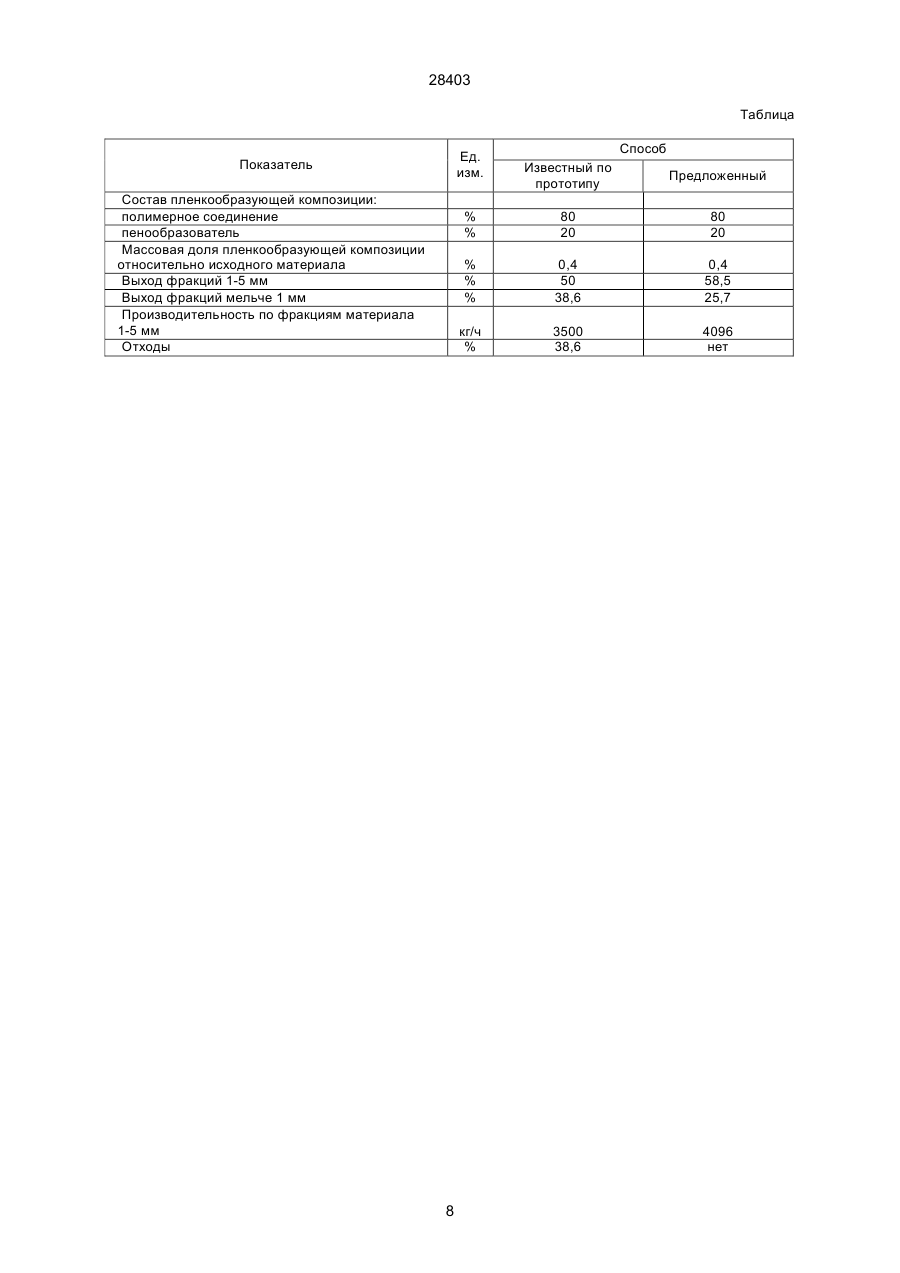
1. Способ получения порошков, гранул и брикетов химически активных металлов и сплавов, заключающийся в том, что исходный кусковой материал подвергают механическому измельчению и виброгрохочению в среде защитного газа в присутствии пленкообразующей композиции, отличающийся тем, что в измельченном материале отделяют заданные по крупности фракции, на основе которых приготавливают смесь шихтовых материалов, смесь подвергают компактированию, при этом технологические операции выполняют при избыточном по отношению к окружающей воздушной среде давлении защитного газа. 2. Способ по п. 1, отличающийся тем, что в состав шихтовой смеси, приготавливаемой на осно A (54) СПОСІБ ОДЕРЖАННЯ ПОРОШКІВ, ГРАНУЛ І БРИКЕТІВ ХІМІЧНО АКТИВНИХ МЕТАЛІВ І СПЛАВІВ ТА ТЕХНОЛОГІЧНА ЛІНІЯ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 28403 нения пламени (НКПР). Данный способ недостаточно надежен из-за сложности согласования кратности газообмена в мельнице со скоростью вращения ее барабана и поддержания их оптимальными в зависимости от нескольких переменных параметров, включая степень заполнения мельницы измельчаемым материалом, крупность исходного материала и готового продукта, надежный непрерывный контроль которых невозможен. В связи с этим и ввиду вероятностного характера процесса измельчения, неизбежны флуктуации содержания твердой фазы в аэровзвеси и достижение концентрации взрывоопасного уровня. Кроме того, в шаровых мельницах неизбежно переизмельчение материала и, следовательно, низкое качество продукта, высокий выход отходов и большие потери продукта. К недостаткам данного способа относятся также низкая производительность, высокие удельные расходы энергии. Помимо этого, изготовленный таким способом порошок не защищен от окисления и способен образовывать взрывоопасные аэровзвеси при последующем его использовании. Наиболее близким техническим решением является способ получения порошков активных металлов и сплавов (А.с. SU 1631833 A1, кл. 6 В22F9/04, 1989), заключающийся в измельчении исходного кускового материала в среде защитного газа в присутствии вспененной пленкообразующей композиции. Недостатком этого способа является то, что из полученного продукта не отделяют переизмельченный некондиционный по крупности материал. В результате чего снижается выход годного продукта, повышаются его потери. Наряду с этим, некондиционные по крупности наиболее тонкие фракции частиц способны образовывать взрывоопасные аэровзвеси. Вследствие этого, повышается пожаровзрывоопасность технологических операций. Способ не регламентирует величину давления газовой среды при ведении технологического процесса. При неподдержании избыточного давления защитного газа нарушается состав защитной газовой среды в результате засасывания через неплотности воздуха из помещения. Известна технологическая линия для осуществления механического многостадийного измельчения ферросплавов и других материалов (А.с. СССР 1646602 А1, В02С23/00, 1991 г.), которая включает, по ходу технологического процесса, последовательно установленные грохот предварительного грохочения исходного кускового материала, дробилку крупного дробления, пневмоклассификатор для отделения пылевидных фракций, виброгрохот для отделения надрешетного продукта, возвращаемого на доизмельчение в дробилку крупного дробления, и подрешетного продукта, подаваемого в дробилку второй стадии дробления. Межоперационный транспорт материала осуществляется элеваторами с использованием гравитационных желобов. Устройство последующих стадий дробления идентично. При таком устройстве технологической линии увеличивается взрывоопасность технологического процесса, из-за продуцирования потоков аэровзвеси с концентрацией твердой фазы выше НКПР в пневмоклассификаторе и при перегрузках в гравитационных желобах и загружаемом материалом оборудовании. Вместе с тем, установка пневмоклассификатора сразу после дробилки не решает положительно поставленную в изобретении задачу обеспечения обеспыливания обрабатываемого продукта, поскольку обеспыленный продукт после пневмоклассификатора поступает на многодечный виброгрохот, на котором в результате истирания материала вновь образуются пылевидные фракции. Наиболее близкая по технической сущности предлагаемому изобретению является выбранная в качестве прототипа технологическая линия по осуществлению способа получения порошков активных металлов и сплавов (А.с. СССР 1631833 А1, В22F9/04, 1989). Технологическая линия содержит каскадно установленные герметичные бункера исходного и дробленого материала, питатель исходного материала, виброщековую дробилку, инерционный конусный измельчитель, вибросита для контрольного грохочения измельченного продукта, спиральный виброподъемник. Технологическая линия включает также установку приготовления и подачи пленкообразующей композиции, трубопроводы подачи и отвода защитного газа. Такая технологическая линия имеет ограниченные технологические возможности, так как отсутствуют устройства по отделению переизмельченного материала, по обработке и возвращению его в технологический процесс, что снижает выход товарного продукта. Наряду с этим, отсутствие возможности получения смеси из компонентов различного вещественного и гранулометрического состава сужает номенклатуру и снижает качество выпускаемой продукции. Установка недостаточно надежна в эксплуатации, так как из-за размещения технологического оборудования в одном общем каскаде, неисправности любого из элементов линии влекут за собой остановку всей линии. Помимо этого, каскадно установленное оборудование при принятом проточном течении защитного газа по всей линии, последовательно через все ее элементы создает высокое гидравлическое сопротивление и для его преодоления необходимо повышенное давление газа, что с одной стороны увеличивает расход электроэнергии, а с другой - приводит к возрастанию утечек защитного газа и повышению взрывоопасности. Основой настоящего изобретения является решение задачи создания способа получения порошков, гранул и брикетов химически активных металлов и сплавов (в дальнейшем АМиС), реализация которого обеспечит повышение качества продукции, расширение технологических возможностей, безотходность производства, экологическую чистоту повышение экономичности производства. Решение поставленной задачи достигается тем, что способу получения порошков АМиС, включающему механическое измельчение исходного кускового материала в среде защитного газа в присутствии пленкообразующей композиции и виброгрохочение, технологические операции проводят, согласно изобретению, при избыточном по отношению окружающей воздушной среды давле 2 28403 нии, классифицируют измельченный продукт по заданной крупности на гранулы и порошки и отделяют переизмельченные некондиционные фракции, на основе которых приготавливают смесь шихтовых материалов. В состав шихты вводят также порошок железа. Полученную смесь подвергают компактированию. Принятое в предлагаемом способе классифицирование измельченного материала с выделением продуктов соответствующих по крупности порошкам и гранулам, и переизмельченного некондиционного по крупности материала с последующим приготовлением на его основе смеси с корректировкой ее вещественного состава и изготовлением из смеси брикетов, обеспечивает снижение потерь продукта и безотходность производства. Одновременно повышается качество продукта, благодаря возможности корректировки вещественного состава, включая компоненты легковозгоняемые, например, такие, как магний, флуктуации которого могут быть значительными в исходном кусковом материале, получаемом из сплава, приготавливаемого в электроплавильных печах. Вместе с тем, благодаря расширению технологических возможностей в приготовлении брикетов различного вещественного состава, порошков и гранул, существенно расширяется номенклатура производимой продукции с регламентированным содержанием компонентов. Введенный в смесь порошок железа, наряду с очевидным и известным действием по корректировке вещественного состава модификаторов, проявляет новые свойства, во-первых, в сочетании с пленкообразующей композицией выполняет функцию пластификатора при прессовании и, благодаря своей хорошей прессуемости, обеспечивает в роли матричного материала получение прочных брикетов без применения специальных дорогостоящих пластификаторов и выполнения операций спекания, и, вовторых, благодаря увеличению массовой плотности брикетов за счет присутствия железа и соответственно уменьшению выталкивающей архимедовой силы, действующей на брикеты в расплаве модифицируемого металла, обеспечивает снижение удельного расхода модификатора. При этом пленкообразующая композиция, наряду с известным действием, выражающимся в предотвращении пылевыделений в результате агрегирования пылевидных фракций материала и повышении эффективности измельчения, выполняет в сочетания с порошками железа новую функцию пластификатора при прессовании брикетов. Перечисленные признаки изобретения способствуют также повышению экономичности производства. Одновременно, исключение из обращения в технологическом процессе пылевидных фракций материала, которые в скомпактированном виде находятся в брикетах, предотвращает образование взрывоопасных аэровзвесей, что повышает взрывобезопасность процесса и, вместе с тем, уменьшает пылевыделения, а, следовательно, предотвращает загрязнение воздушной среды. Благодаря этому и безотходности процесса улучшается экологическое состояние производства. Поддержание избыточного давления защитной газовой среды при проведении операций дробления, измельчения, классификации по круп ности, дозирования и межоперационного транспортирования исключает подсос воздуха извне и, следовательно, нарушение состава защитной газовой среды. Подача защитного газа в прямотоке с обрабатываемым материалом при выполнении всех технологических операций одновременно с известным эффектом, проявляющимся в процессе измельчения материала и виброгрохочении, и способствующим повышению производительности этих технологических операций, обеспечивает уменьшение уноса пылевидных фракций, который имеет место при противотоке за счет увеличения относительной скорости частиц материала и потока защитного газа. Проведенный сопоставительной анализ признаков предлагаемого способа с признаками прототипа и аналогов показывает, что он отличается тем, что технологические операции проводят при избыточном по отношению к окружающей воздушной среде давлении защитного газа, приготавливают смесь шихтовых материалов на основе отходов, представляющих собой некондиционные по крупности фракции измельченного материала, в состав которой вводят порошок железа, и смесь подвергают компактированию. Таким образом, ведение новых технологических операций, использование известных приемов при новом их сочетании, раскрытие и использование новых неочевидных их свойств в условиях предлагаемого технологического процесса обеспечивают решение поставленной задачи. Основой настоящего изобретения является решение задачи создания технологической линии получения порошков, гранул и брикетов химически активных металлов и сплавов, использование которой обеспечит расширение технологических возможностей, безотходность производства, повышение пожаровзрывобезопасности, экологическую чистоту, повышение экономичности производства. Решение поставленной задачи достигается тем, что известная технологическая линия по осуществлению способа, содержащая герметичные бункера, питатель исходного материала, дробильную измельчительную установку, установку классификации по крупности измельченного материала, установку подачи и приготовления пленкообразующей композиции, трубопроводы защитного газа системы газообмена, снабжена, согласно настоящему изобретению, установками смешения компонентов в виде порошков и гранул, прессования брикетов, переключателями направления течения защитного газа в технологических установках, устройствами герметичной стыковки, при этом технологическое оборудование скомпоновано в пооперационные автономные установки с каскадным размещением оборудования в каждой из них, включая установки дробления, измельчения, классификации по крупности материала, дозирования и смешения порошков и гранул, и прессования брикетов, причем, каждая автономная установка соединена посредством отводов соответственно с раздающим и возвращающим трубопроводами замкнутой системы газообмена. Расходные бункера выполнены переносными в виде герметичных контейнеров, снабженных обводными и газораспределяющими трубами и пылеочистными 3 28403 фильтрами, и герметично состыкованных с загрузочным и разгрузочным узлами каждой пооперационной установки. Введение в технологическую линию дополнительно установки дозирования и смешения компонентов, включающей секционные бункера, дозирующие устройства, сборный конвейер, обеспечивает расширение технологических возможностей приготовления смесей различного состава для получения брикетированных модификаторов широкого ассортимента и сварочных материалов. При этом, обеспечивается повышение качества товарной продукции путем корректировки вещественного состава и приготовления смеси высокой равномерности смешения с коэффициентом неоднородности 1,0-2,0% в смесителе, выполненном, например, в виде тороидального вибросмесителя. Включение в технологическую линию установки прессования порошков, состоящей из загрузочного устройства и механического пресса, выполненного, например, в виде пресса-автомата, обеспечивает высокую производительность изготовления брикетов требуемого вещественного состава и регламентированной прочности. Принятая новая компоновка технологического оборудования в автономных пооперационных установках с каскадным размещением оборудования и принятые соединения в каждой из них, включая установки дробления, измельчения, классификации по крупности материала, дозирования и смешения порошков и гранул, прессования брикетов, а также принятое соединение каждой автономной установки посредством отводов соответственно с раздающим и возвращающим трубопроводами замкнутой системы газообмена, обеспечивают повышение надежности функционирования технологической линии, так как при неисправностях в какой-либо из установок ее можно отключить, не останавливая другие установки, благодаря их автономности и независимому параллельному соединению с раздающим и возвращающим трубопроводами систем газообмена. Вместе с тем, за счет выполнения в предлагаемом изобретении пооперационных установок автономными и параллельного их соединения с раздающим и возвращающим трубопроводами гидравлическое сопротивление замкнутой системы газообмена ниже в 3-4 раза в сравнении с гидравлическим сопротивлением системы газообмена технологической линии, выполненной согласно прототипу, с компоновкой оборудования в одном общем каскаде и проточным течением в нем защитного газа последовательно через все оборудование. Пропорционально снижению гидравлического сопротивления изменятся затраты энергии на побуждение тяги в системе газообмена. Одновременно произойдет уменьшение утечек защитного газа через неплотности, а это приведет к повышению взрывобезопасности и улучшению экологического состояния. Герметичные контейнеры, снабженные обводными и газораспределяющими трубами и встроенными пылеочистными фильтрами, выполняют, наряду с известной функцией межоперационного транспорта, функцию расходных бункеров, а также многосекционного бункера в установке дозирования и смешения. Контейнеры при этом герме тично состыкованы с загрузочными и разгрузочными узлами пооперационных автономных установок. Такое исполнение устройств обеспечивает локализацию пылевыделений, при этом отпадает необходимость в дорогостоящих аспирационных установках с пылеочистными аппаратами, что снижает также энергетические затраты и устраняет потери материала, уносимого с аспирируемыми газами. Отпадает также необходимость применения конвейерного транспорта в качестве межоперационного и в устройстве неизбежных при этом перегрузочных узлов. Принятая компоновка оборудования и разработанные новые конструкции устройств обеспечивают создание компактной, удобной в эксплуатации технологической линии и создание экономичного производства порошков, гранул и брикетов АМиС. Переключатели направления течения защитного газа, соединенные с трубопроводами подачи и отвода защитного газа системы газообмена и с отводами от газораспределяющего устройства контейнера и от загружаемого материалом технологического оборудования соответствующей пооперационной установки, обеспечивают требуемое направление течения защитного газа в зависимости от режима работы установки: при заполнении ее защитным газом и при выполнении соответствующей технологической операции. Таким путем обеспечивается при выполнении технологической операции прямоток защитного газа с обрабатываемым материалом, а при заполнении установки защитным газом сокращение времени этой операции в результате движения защитного газа в обратном направлении. Проведенный сопоставительный с прототипом анализ показывает, что предлагаемая технологическая линия отличается введением новых технологических аппаратов и устройств: установок дозирования и смешения компонентов шихтовой смеси, прессования брикетов, переключателей направления течения защитного газа в технологических установках, устройств герметичной стыковки, а также новой компоновкой технологического оборудования, заключающейся в том, что оно скомпоновано в пооперационные установки с каскадным размещением в каждой из них. Технологическая линия отличается также новой схемой соединения в системе газообмена: каждая автономная установка соединена со своим переключающим устройством, которое в свою очередь соединено с отводами от раздающего и возвращающего трубопроводов системы газообмена. Помимо этого предлагаемая технологическая линия отличается от прототипа конструкцией герметичных бункеров, выполненных в виде герметичных контейнеров, герметично состыкованных с разгрузочным и разгрузочным узлами в каждой пооперационной установке, и снабженных устройствами дозированной выгрузки материала из герметичных контейнеров, а также новой конструкцией герметичных контейнеров, содержащих обводные и газораспределяющие трубы и пылеочистные фильтры. Таким образом, введение в известную технологическую линию новых технологических аппаратов и устройств, новая их компоновка и последо 4 28403 вательность соединений, а также новая конструкция устройств в совокупности с известными признаками обеспечивают повышение качества продукции, расширение технологических возможностей производства, его безотходность, повышение пожаровзрывобезопасности, экологическую чистоту и повышение экономичности производства, и следовательно обеспечивается решение поставленной задачи. Пример осуществления способа. Исходный кусковой материал - сплав ферросилиция с магнием, содержащий в масс.%: магния - 7,5, кальция - 0,8, РЗМ - 0,7, кремния - 60, алюминия - 1,2, железа - остальное. Максимальный размер кусков – 150 мм. В вибропитатель, подающий материал в дробилку, вводят пленкообразующую композицию, состоящую из механической смеси полимерного соединения и пенообразователя с соотношением массовых долей 4:1. Массовая доля пленкообразующей композиции относительно исходного материала составляет 0,4%. Раздробленный в виброщековой дробилке материал имеет следующий гранулометрический состав: фракции +32 мм - 2,8%, -32+20 мм - 50,6%, -20+10 мм - 38,4%, -10 мм – 8,3%. Гранулометрический состав материала, измельченного в конусном инерционном измельчителе, характеризуется содержанием классов мельче 5 мм - 84,2%, классов -5+1 мм - 58,5%, классов мельче 1мм - 25,7%. Из расклассифицированного по крупности материала отделяют нетоварный порошок с фракциями мельче 1 мм, на основе которого приготавливают смесь, содержащую 10% (относительно общей массы) порошка железа с подшихтовкой порошками магния (2%) и PЗM (0,5%). Из смеси приготавливают брикеты, спрессовывая их под давлением 100 МПа. Результаты сравнительных испытаний приведены в таблице. Как видно из таблицы, предложенный способ по сравнению с прототипом обеспечивает: увеличение выхода товарной фракции 1-5 мм модификатора, снижение некондиционных фракций, повышение производительности по фракции 1-5 мм, безотходность технологического процесса. Пример осуществления технологической линии. На фиг. 1 представлена схема цепи аппаратов технологической линии для осуществления способа получения порошков, гранул и брикетов химически активных АМиС. На фиг. 2 изображен контейнер дробленого материала. Линия по ходу выполнения технологического процесса включает установку дробления А (фиг. 1, здесь как и в последующем на фиг. 1 границы автономных пооперационных установок обозначены пунктирными линиями), состоящую из каскадно скомпонованных: контейнера 1 кускового исходного материала, герметично состыкованного с герметичной воронкой 2, снабженной затвором 3, которая соединена с вибропитателем 4. Последний снабжен патрубком 5 для подачи пленкообразующей композиции и посредством компенсатора 6 соединен с загрузочным патрубком дробилки, выполненной в виде виброщековой дробилки 7, помещенной в герметичный кожух 8, который снабжен патрубком 9 подачи в установку защитного газа. Дробилка по средством поворотного желоба 10 и устройства герметичной стыковки 11 сообщена с контейнером 12 дробленого материала. Контейнер 12 (фиг. 2) содержит газораспределяющее устройство 13, герметичные загрузочный 14 с крышкой 15 и разгрузочный 16 люки, обводную трубу 17 и пылеочистной фильтр 18 с присоединительным патрубком 19. При этом к разгрузочному люку прикреплен конусный разгрузочный патрубок 20. Контейнер 12 в процессе загрузки своими стойками 21 опирается на посадочную площадку 22, снабженную штифтами 23 для фиксации его положения при стыковке с поворотным желобом 10 (фиг. 1). Переключатель направления течения защитного газа трехпозиционный 24 посредством отводов 25 и 26 соединен с патрубком 5 и присоединительным патрубком 19 контейнера 12, а также с раздающим 27 и возвращающим 28 трубопроводами замкнутой системы газообмена Q. Следующей по ходу выполнения технологического процесса является каскадно скомпонованная установка В, состоящая из контейнера 12 дробленого материала, герметично состыкованного с приемной воронкой 29, снабженной патрубком 30 подачи в установку защитного газа и герметично соединенной с загрузочной воронкой 31 измельчителя 32, выполненного в виде конусного инерционного измельчителя. Разгрузочный патрубок 33 измельчителя посредством желоба 34 сообщен с загрузочным устройством 35, герметично состыкованным с контейнером 12 измельченного материала. Установка В снабжена, также как и установка А, трехпозиционным переключателем 24 направления течения защитного газа, соединенным с патрубками 30, 36 и 19 подачи и отвода газа соответственно с приемной воронкой 29, разгрузочным патрубком 33 и газораспределяющим устройством 13 (фиг. 2), с пылеочистным фильтром 18 контейнера 12, а также соединенным с раздающим 27 и возвращающим 28 (фиг. 2) трубопроводами. Установка С (фиг. 1) состоит из каскадно скомпонованных и герметично состыкованных: контейнера 12 с измельченным материалом, приемной воронки 37, снабженной патрубком 38 подачи и отвода защитного газа, питателя 39, выполненного в виде вибропитателя, классификатора материала по крупности 40, выполненного в виде многодечного круглого виброгрохота. Установка С включает также контейнеры 12 для расклассифицированного по крупности материала, соединенных посредством желобов 34 с разгрузочными патрубками 41 виброгрохота. Число контейнеров, установленных под загрузку, равно числу классов расклассифицированного по крупности материала. Установка С, также как и установки А и В, снабжена трехпозиционным переключателем 24, соединенным с патрубком 38 приемной воронки 37 и с газораспределяющим устройством 13 (фиг. 2) с пылеочистным фильтром 18 каждого контейнера 12, установленного под загрузку расклассифицированным материалом, с раздающим 27 (фиг. 1) и возвращающим 28 трубопроводами. Установка D (фиг. 1) дозирования порошков и гранул включает многосекционный бункер 42, состоящий из контейнеров 12, установленных на 5 28403 приемных воронках 43, снабженных дозаторами 44. Под дозаторами установлен собирающий конвейер 45 для сбора доз материала из секций бункера и подачи их в смеситель 46, выполненный в виде тороидального вибросмесителя, который через свой разгрузочный патрубок 47 и гибкий желоб 34 сообщен с контейнером 48 для готовой смеси. Установка D также снабжена трехпозиционным переключателем 24, соединенным трубопроводом 49 с отводами 50 к каждой секции бункера 42 и с контейнером 48, а также с раздающим 27 и возвращающим 28 трубопроводами замкнутой системы газообмена Q. Установка прессования Е содержит посадочную площадку 51 с воронкой 52, герметично состыкованной с контейнером 48 во время разгрузки из него материала. Приемная воронка соединена с конвейером 53, выполненным в виде спирального конвейера для подачи смеси в расходный бункер 54 пресса-автомата 55. Установка соединена посредством отводов с раздающим 27 и возвращающим 28 трубопроводами. Аппарат приготовления и подачи пленкообразующей композиции F включает емкости 56 исходных компонентов, устройства по их дозированию 57, пеногенератор 58, соединенный посредством пенопровода 59 с патрубком 5 вибропитателя 4. Замкнутая система газообмена Q содержит побудитель тяги 60, пылеотделитель 61, выполненный в виде скоростного циклона и установленный со всасывающей стороны побудителя тяги, раздающий 27 и возвращающий 28 трубопроводы с отводами 25 и 26 к пооперационным установкам А, В, С, D и Е. Система газообмена Q соединена трубопроводом 62 c источником снабжения защитным газом (на фиг. не показан). Система газообмена снабжена фильтром 63 с клапаном 64 для выпуска воздуха при заполнении системы защитным газом или избытка газа в рабочем режиме при превышении установленного предельного уровня давления в системе. Трубопровод 64 содержит отвод 65 для подачи защитного газа в аппарат F. Система газообмена снабжена задвижками 66 для регулирования расхода и отключения от системы, при необходимости любой из установок А, В, С, D и Е. Технологическая линия защищена от внезапных повышений в ней давлений разрывными мембранами (на фиг. не показаны). Технологическая линия функционирует следующим образом. Перед запуском технологической линии все ее элементы, или часть из установок, в зависимости от вида производимого продукта, заполняют защитным газом, поступающим по трубопроводу 62 (фиг. 1). Переключатели 24 установок А, В, С и D при этом включены на подачу защитного газа в контейнеры 12, установленные под загрузку материала, а в установке Е защитный газ подают в приемную воронку 62. Газораспределяющее устройство 13 (фиг. 2) турбулизирует струи подаваемого в контейнер защитного газа, что ускоряет процесс замещения воздуха защитным газом в 1,2-1,3 в сравнении с подачей его в обратном направлении. Причем установки, которые, по условиям технологического регламента не участвуют в процессе получения данного продукта, отключены с помощью задвижек 66 (фиг. 1) от системы газообмена Q. После заполнения технологической линии защитным газом течение защитного газа в установках "опрокидывают" переключателями 24, обеспечивая прямоток с перемещаемым под действием гравитационной силы материалом. Циркуляцию защитного газа обеспечивает побудитель тяги 60. Контейнер 1 с исходным кусковым материалом при этом устанавливают на приемную воронку 2 и герметично с ней состыковывают. Открывают последовательно затвор 3 приемной воронки и разгрузочный люк (на фиг. не показан) контейнера 1. Кусковой материал из контейнера поступает в воронку и далее его вибропитателем подают в дробилку 7. Одновременно в вибропитатель по пенопроводу 59 подают вспененную защитным газом пленкообразующую композицию в аппарате F. Во время движения материала пленкообразующая композиция под воздействием вибрации распределяется по поверхности материала. Дробление производят в среде защитного газа, подаваемого в кожух 8 через патрубок 9 и поступающего также с вспененной пленкообразующей композицией через патрубок 5. Вибрационное воздействие на материал во время прохода зоны дробления способствует обволакиванию свежеобразующихся в процессе дробления поверхности частиц. При этом пылевидные частицы образуют агрегаты. Дробленый материал и защитный газ по поворотному желобу 10 поступают в контейнер 12. Защитный газ входит в газораспределяющее устройство 13 контейнера (фиг. 2), очищается от пыли в пылеочистном фильтре 18, затем по отводу 26 (фиг. 1) и через переключающее устройство 24 поступает в возвращающий трубопровод 28 замкнутой системы газообмена. После наполнения контейнера 1 дробленым материалом закрывают затвор (на фиг. не показан) поворотного желоба 10, перекрывают задвижку 66 на отводе 26. Контейнер расстыковывают с желобом 10, патрубок 19 (фиг. 2) разъединяют с отводом 26 (фиг. 1), и контейнер переставляют на приемную воронку 29 установки В. Порожний контейнер 12 устанавливают под загрузку дробленым материалом. На установке В контейнер, заполненный дробленым материалом, герметично состыковывают с воронкой 29. Открывают последовательно затвор 3 приемной воронки и разгрузочный люк 16 (фиг. 2). Дробленый материал под воздействием гравитационной силы попадает в приемную воронку 29 (фиг. 1) и далее в загрузочную воронку 31 измельчителя 32. При этом, вытесняемый материалом газ проходит в обводную трубу 17 (фиг. 2) и затем в контейнер над опускающимся материалом. Давление газа в приемной воронке и контейнере выравниваются. Таким образом, материал беспрепятственно разгружается и не входит в соприкосновение со встречным потоком вытесняемого из приемной воронки газа. В результате чего снижается унос порошка в систему газообмена. Защитный газ поступает в приемную воронку 29 (фиг. 1) и разгрузочный патрубок 33 соответственно через патрубки 30 и 36. Материал из загрузочной воронки 31 попадает в зону измельчения. Вибрационное воздействие при этом на материал способствует более полному обволакиванию свежеобразующихся поверхностей мате 6 28403 риала, и образованию из пылевидных частиц их агрегатов. Прямоток измельченного материала и защитного газа способствует повышению производительности измельчителя. Измельченный материал и защитный газ по желобу 34 поступит в контейнер 12, установленный под загрузку. Далее защитный газ проходит в газораспределительное устройство 13 (фиг. 2) контейнера, очищается в пылеочистном фильтре 18, и затем, также как и на установке В, через переключающее устройство 24 (фиг. 1) и по отводу 26 поступает в трубопровод 28 системы газообмена. Технологические операции по замене на порожний заполненного измельченным материалом контейнера, перестановка его на приемную воронку 37 установки С аналогичны выполняемым при замене порожним заполненного дробленым материалом контейнера установки А и перестановки его на приемную воронку 29 установки В. Защитный газ подают в приемную воронку 37. Вибропитателем 39 измельченный материал, поступающий из приемной воронки, подают на виброгрохот 40, на котором производят его распределение на классы по крупности. Расклассифицированный материал по желобам 34 поступает в контейнеры 12, число которых соответствует числу классов. Движение материала под действием гра-витационной силы происходит во всем каскаде в прямотоке с защитным газом. Путь защитного газа на участке от контейнера загружаемого материалом, до возвращающего трубопровода 28 системы газообмена аналогичен в установках В и С. Технологические операции по замене заполненных материалом контейнеров на порожние и перестановка их на приемные воронки 43 установки D, либо перестановка контейнеров с товарными порошками на загрузочное устройство расфасовки и упаковки (на фиг. не показана), аналогичны выполняемым в каскадах В и С. В установке D открывают разгрузочные люки секций бункера 42 (функции которых выполняют контейнеры 12), исходные компоненты смеси поступают в приемные воронки 43, откуда в требуемом соотношении (для получения товарного фракционированного комплексного модификатора заданного гранулометрического состава, либо брикетов или сварочных материалов) их подают дозирующие устройства 44 на конвейер 45. Последний загружает компоненты смеси в смеситель 46. При дозированной загрузке компонентов на соби рающий конвейер и загрузке ими смесителя защитный газ поступает в приемные воронки 43, проходит дозирующие устройства 44, входит в кожух конвейера и затем - в смеситель, откуда отводится по трубам через переключатель 24 в возвращающий трубопровод 28. При этом затвор (на фиг. не показан) поворотного желоба 34 закрыт, а по окончании операции смешения его открывают и приготовленную смесь разгружают в контейнер 48. Защитный газ поступает также в контейнер, выходит через газовый патрубок (на фиг. не показан), и по трубам отводится через переключатель 24 в возвращающий трубопровод 28. Контейнер 48 со смесью, приготовленной для брикетирования, устанавливают на площадку 51 и герметично состыковывают с приемной воронкой 52. Защитный газ подают в приемную воронку и контейнер, и отводят из расходного бункера 54. Открывают разгрузочный люк (на фиг. не показан) контейнера 48, смесь компонентов поступает в приемную воронку 52, ее захватывает конвейер 53 и подает в расходный бункер 54. Смесью заполняют прессформу (на фиг. не показана) и спрессовывают брикеты. Побудитель тяги 60 создает циркуляцию защитного газа в замкнутой системе газообмена: по раздающему трубопроводу 27 и отводам 25 его подают в установки А, В, С, D и Е, а по отводам 26 защитный газ возвращают в трубопровод 28, подвергают очистке от взвеси частиц в циклоне 61. Очищенный защитный газ засасывает побудитель тяги 60. Потери защитного газа с выгружаемым из установок материалом и в результате утечек компенсирует подпитка его по трубопроводу 62. Расход защитного газа на подпитку регулируют, исходя из условия поддержания заданной величины избыточного давления относительно атмосферного во всех частях системы газообмена и в пооперационных установках. При превышении регламентированного уровня давления в системе газообмена открывается предохранительный клапан 64 и происходит истечение наружу очищенного в фильтре 63 защитного газа. Заполнение технологической линии защитным газом производят при перекрытых задвижках 66, установленных с нагнетательной стороны побудителя тяги и перед циклоном. Переключатели 24 при этом переключены на подачу защитного газа в контейнеры 12, установленные под загрузку материалом в установках А, В, С и D. 7 28403 Таблица Ед. изм. Показатель Способ 80 20 80 20 % % % 0,4 50 38,6 0,4 58,5 25,7 кг/ч % 8 Предложенный % % Состав пленкообразующей композиции: полимерное соединение пенообразователь Массовая доля пленкообразующей композиции относительно исходного материала Выход фракций 1-5 мм Выход фракций мельче 1 мм Производительность по фракциям материала 1-5 мм Отходы Известный по прототипу 3500 38,6 4096 нет Фиг. 1 28403 9 28403 Фиг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and technological line for obtaining of powders, granules and briquettes of chemically active metals and alloys
Автори англійськоюNeikov Oleh Domianovych, Rabin Pavlo Beniaminovych, Vasyl'ieva Halyna Illivna, Kurovskyi Valentyn Yakovych
Назва патенту російськоюСпособ получения порошков, гранул и брикетов химически активных металлов и сплавов и технологическая линия для его осуществления
Автори російськоюНейков Олег Домианович, Рабин Павел Бениаминович, Васильева Галина Ільинична, Куровский Валентин Яковлевич
МПК / Мітки
МПК: B22F 9/04
Мітки: здійснення, одержання, спосіб, лінія, технологічна, порошків, хімічної, сплавів, металів, активних, гранул, брикетів
Код посилання
<a href="https://ua.patents.su/10-28403-sposib-oderzhannya-poroshkiv-granul-i-briketiv-khimichno-aktivnikh-metaliv-i-splaviv-ta-tekhnologichna-liniya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання порошків, гранул і брикетів хімічно активних металів і сплавів та технологічна лінія для його здійснення</a>
Технологічна лінія для виготовлення порошків алюмінію та його сплавів
Номер патенту: 14503
Опубліковано: 09.01.1997
Автори: Копершевич Павло Михайлович, Константінов Микола Борисович, Нейков Олег Доміанович, Калінін Валерій Георгійович, Сімонов Віктор Сергійович
МПК: B22F 9/08
Мітки: лінія, виготовлення, сплавів, порошків, технологічна, алюмінію
Формула / Реферат:
Технологическая линия для получения порошков алюминия и его сплавов, включающая резервуар-аккумулятор воды, плавильную печь, металлоприемник, диспергирующее устройство, камеру распыления, водоочистной фильтр, сушильную установку, отличающаяся тем, что она дополнительно снабжена холодильной машиной, гидроклассификатором, мешалкой, механическими обезвоживателями и газоотводящим устройством, при этом плавильная печь снабжена аспирационным...
Спосіб одержання порошків сплавів рідкоземельних металів на основі заліза та кобальту
Номер патенту: 19227
Опубліковано: 25.12.1997
Автори: Штогрин Андрій Іванович, Булик Ігор Іванович, Грицишин Петро Михайлович, Яртись Володимир Анатолієвич
МПК: B22F 9/02
Мітки: сплавів, одержання, порошків, спосіб, рідкоземельних, металів, заліза, кобальту, основі
Формула / Реферат:
Изобретение относится к порошковой металлургии, в частности к получению порошков ферромагнитных сплавов на основе железа и кобальта, содержащих один или несколько редкоземельных металлов.Известен способ диспергирования сплавов Sm2(Fe, Co, Cu, Zr)17 при поглощении водорода под давлением 200 атм и температуре 200°С [1, 2J.Недостатком данного способа является высокое давление водорода и повышенная температура в рабочей камере, что...
Спосіб одержання високодисперсних порошків металів та сплавів групи заліза
Номер патенту: 15814
Опубліковано: 30.06.1997
Автори: Кравець Наталія Миколаївна, Рашевська Галина Казимирівна, Багрій Василь Андрійович, Ремез Сергій Васильович, Желібо Євген Петрович
МПК: C25C 5/00
Мітки: заліза, сплавів, металів, високодисперсних, одержання, порошків, спосіб, групи
Формула / Реферат:
Способ получения високодисперсних порошков металлов и сплавов группы железа, включающий электроосаждение частиц порошка в двухслойной электролитической ванне, отделение, промывку порошка полярным растворителем и последующую его термообработку, отличающийся тем, что после промывки порошка полярным растворителем осуществляют обработку порошка 0,05-0,15% раствором аммиака или аммонийной соли органической кислоты в полярном растворителе.
Спосіб одержання магнітних порошків металів та сплавів
Номер патенту: 5079
Опубліковано: 28.12.1994
Автори: Желібо Євгеній Петрович, Михайлюк Вікторія Альфредіївна, Швець Тамара Михайлівна, Іщук Віктор Левкович
Мітки: спосіб, металів, одержання, сплавів, магнітних, порошків
Формула / Реферат:
Способ получения магнитных порошков металлов и сплавов, включающий электроосаждение в двухслойной электролитической ванне, состоящей из слоя водного раствора соли осаждаемого материала и органического слоя смеси поверхностно-активных веществ с кремнийорганическим линейным олигомером с концевыми гидроксильными группами и мол.м. (1-20) • 103 в углеводородной среде, отделение металлического порошка и термообработку в среде водорода,...
Спосіб одержання порошків алюмінію та його сплавів
Номер патенту: 9505
Опубліковано: 30.09.1996
Автори: Калінін Валерій Георгійович, Васильєва Галина Іллівна, Леднянський Олександр Федорович, Нейков Олег Даміанович
МПК: B22F 9/08
Мітки: сплавів, порошків, одержання, спосіб, алюмінію
Формула / Реферат:
Способ получения порошков алюминия и его сплавов, включающий приготовление расплава с перегревом его до 500°С выше температуры плавления, диспергирование его водой и последующее обезвоживание, отличающийся тем, что воду, подаваемую на диспергирование, предварительно охлаждают, образовавшуюся в результате диспергирования пульпу подвергают гидроклассификации по крупности содержащейся в ней твердой фазы, обезвоживание осуществляют путем...
Попередній патент: Вальцьовий млин
Наступний патент: Патрон з реактивною проникною частиною
Випадковий патент: Пристрій для вимірювання напруженості магнітного поля дефекту