Спосіб капітального ремонту танка
Номер патенту: 54344
Опубліковано: 17.02.2003
Автори: Немчин Данило Олександрович, Яковець Сергій Олександрович, Яковлев Віталій Васильович, Богомол Володимир Іванович, Медвідь Володимир Станіславович, Фурманов Віктор Анатолійович

Формула / Реферат
1. Спосіб капітального ремонту танка, що включає приймання і зовнішнє миття виробу, демонтаж башти, розбирання виробу на агрегати, дефектацію корпусу і башти шляхом виявлення деталей із тріщинами і відколами металу, прогинами, а також з пошкодженнями від снарядів і куль, відбудовний ремонт корпусу і башти шляхом різання і зварювання їхніх деталей, складання корпусу і башти, розбирання щонайменше частини зазначених агрегатів на деталі, миття і дефектацію зазначених деталей, а також подальше складання виробу з нових і/або відновлених агрегатів, вузлів і деталей, який відрізняється тим, що при дефектації корпусу і башти додатково здійснюють виявлення дефектів їхнього заводського виготовлення, таких як мікротріщини, поверхнева пористість і поверхневі шлакові включення, напливи і незаплавлені пори, підрізи і непровари, а також відхилень у геометрії зварних швів, при цьому тріщини та мікротріщини виявляють дефектоскопією вихровими струмами, зазначені дефекти заводського виготовлення усувають при відбудовному ремонті корпусу і башти танка, здійснюють роздільне складання корпусу і башти, після чого усі функціональні системи та оснащення танка підключають до виводів автономної системи живлення, повністю дублюючої бортову електричну систему танка, і випробують при знятій з корпусу башті.
2. Спосіб за п. 1, який відрізняється тим, що при дефектації корпусу і башти танка дефектоскопію тріщин додатково здійснюють з використанням пенетрантів.
3. Спосіб за п. 1, який відрізняється тим, що при дефектації корпусу і башти танка дефектоскопію тріщин і мікротріщин здійснюють вихровими струмами, створюваними електромагнітним полем датчика у вигляді котушки індуктивності, при їх взаємодії з об'єктом контролю.
4. Спосіб за п. 2, який відрізняється тим, що при дефектації корпусу і башти танка дефектоскопію тріщин здійснюють з використанням як пенетранта - гасу, а як проявника - крейди.
5. Спосіб за п. 2, який відрізняється тим, що при дефектації корпусу і башти танка дефектоскопію тріщин здійснюють з використанням як пенетранта - розчину барвника в гасі у кількості 10-30 % за об'ємом.
6. Спосіб за п. 2, який відрізняється тим, що при дефектації корпусу і башти танка дефектоскопію тріщин пенетрантами здійснюють з використанням як проявника - окису магнію.
7. Спосіб за п. 1, який відрізняється тим, що при ремонті корпусу і башти танка роботи з різання і зварювання виконують при встановленні корпуса, башти і їхніх знімних деталей у кантувачах або кондукторах.
8. Спосіб за п. 1, який відрізняється тим, що при ремонті корпусу і башти танка при різанні деталей із броньових і неброньових сталей і з алюмінієвих сплавів застосовують електродугове, газове, плазменно-дугове або механічне різання.
9. Спосіб за п. 1, який відрізняється тим, що при ремонті корпусу і башти танка при зварюванні деталей із броньових і неброньових сталей застосовують ручне електродугове зварювання, напівавтоматичне електродугове зварювання в середовищі двоокису вуглецю на постійному струмі, напівавтоматичне електродугове зварювання порошковим дротом як відкритою дугою із самозахисним дротом, так і в середовищі захисних газів.
10. Спосіб за п. 1, який відрізняється тим, що при ремонті корпусу і башти танка при зварюванні деталей з алюмінієвих сплавів використовують ручне аргонно-дугове зварювання вольфрамовим неплавким електродом з доданням у зону зварювання присадочного матеріалу, напівавтоматичне аргонно-дугове зварювання плавким електродом, при виконанні швів у будь-якому просторовому положенні, ручне електродугове зварювання, а також напівавтоматичне електродугове зварювання в середовищі двоокису вуглецю.
11. Спосіб за п. 1, який відрізняється тим, що при ремонті корпусу і башти танка зварювання деталей із броньових і неброньових сталей і деталей із куленепробивної броні високої твердості здійснюють накладенням багатоваликових зварних швів.
Текст
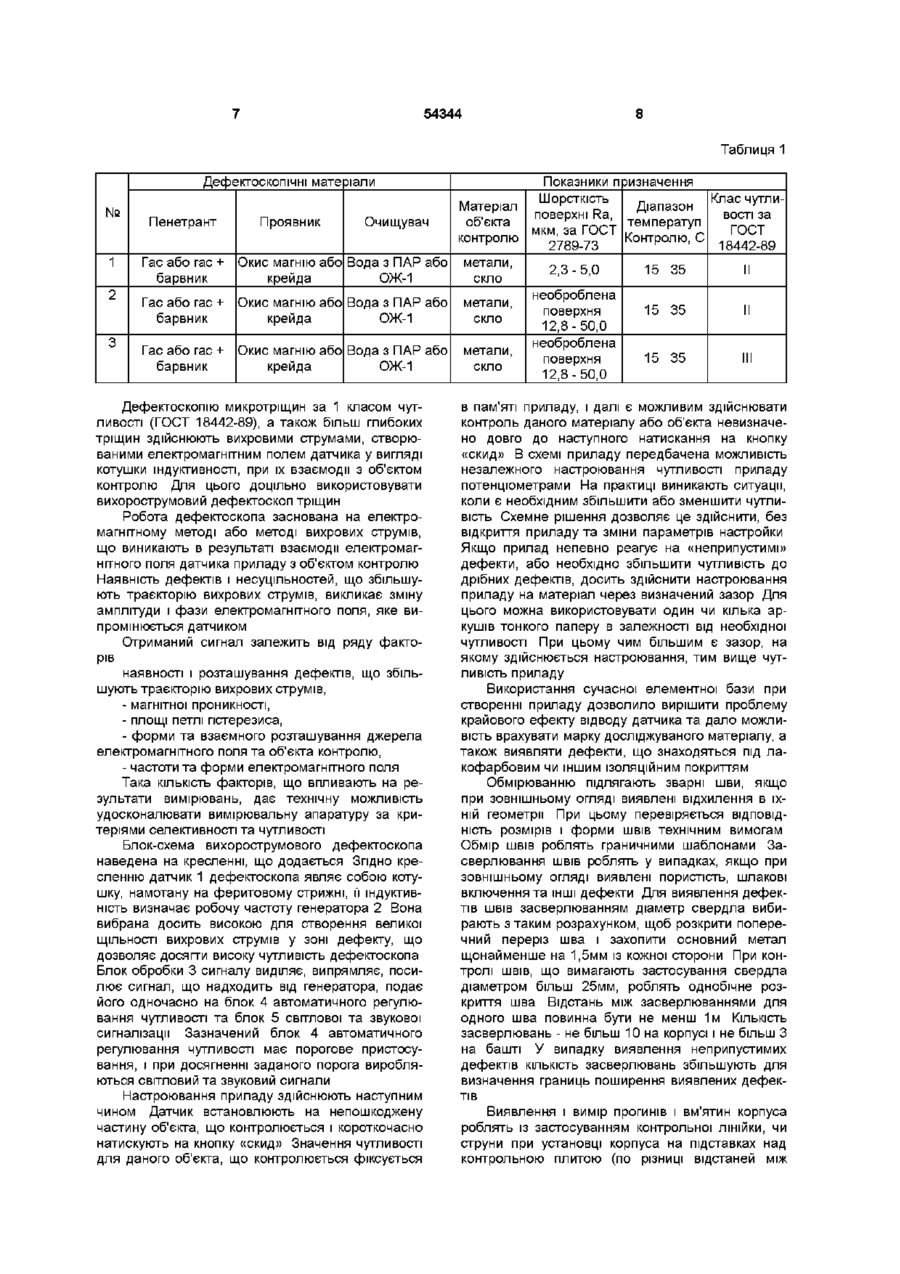
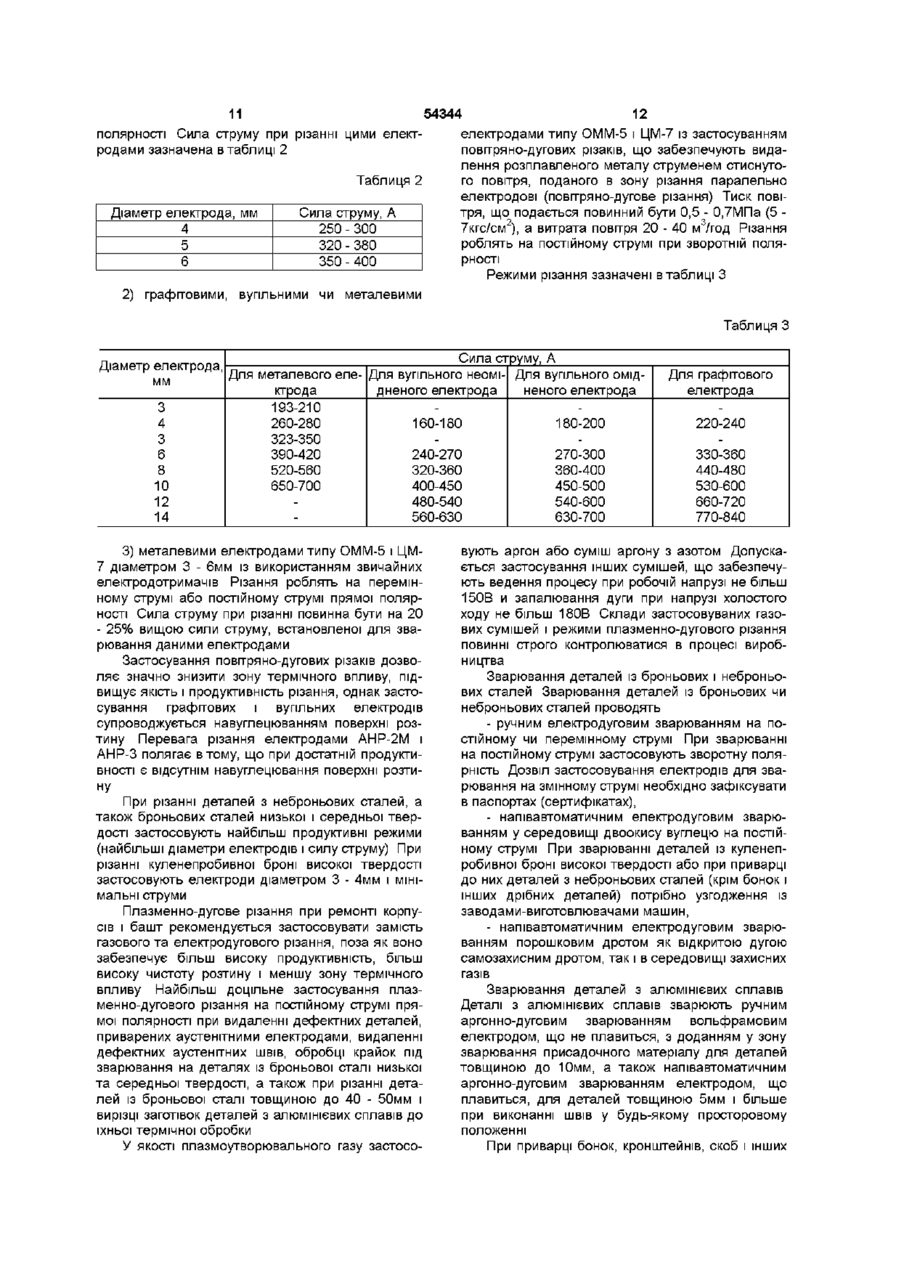
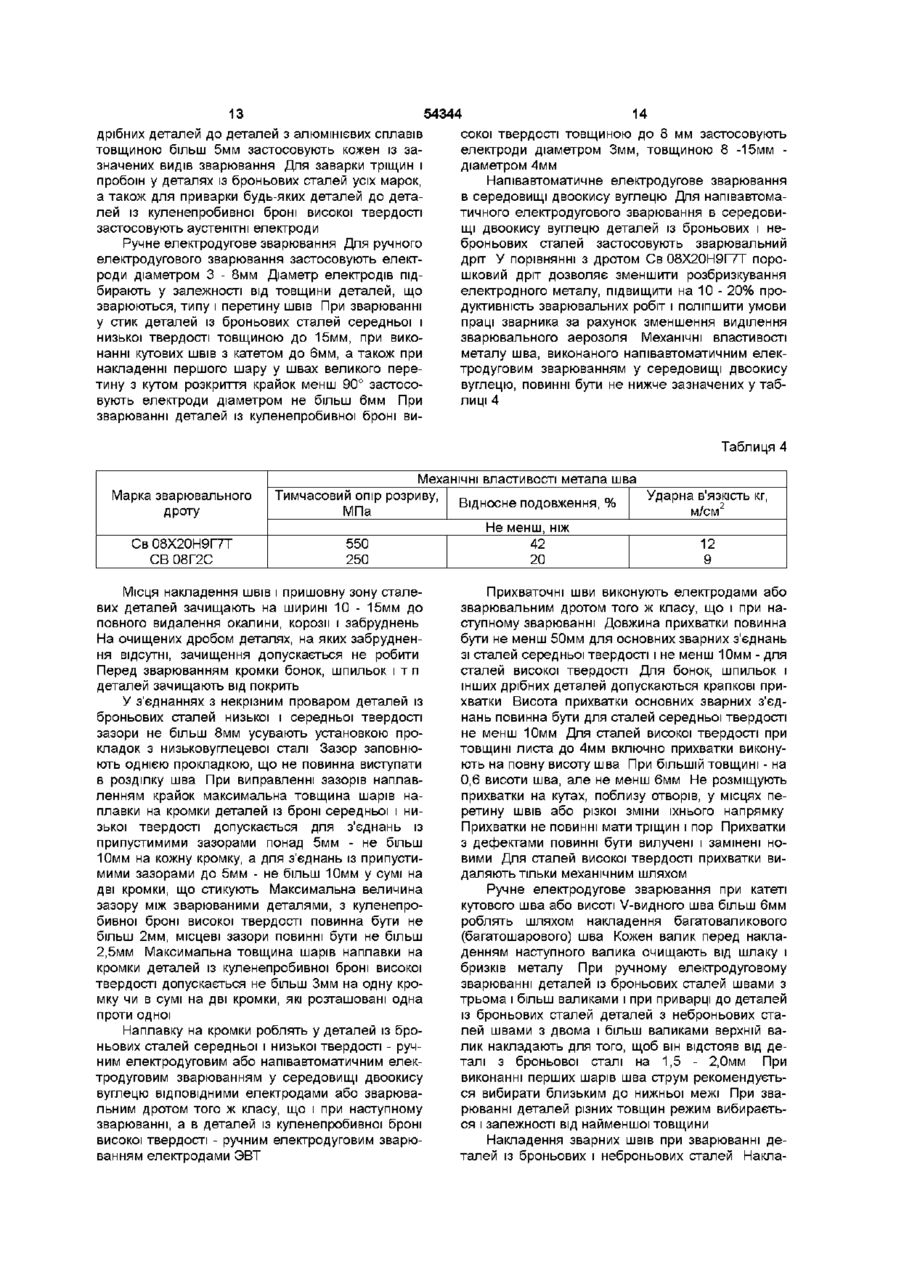
1 Спосіб капітального ремонту танка, що включає приймання і зовнішнє миття виробу, демонтаж башти, розбирання виробу на агрегати, дефектацію корпусу і башти шляхом виявлення деталей із тріщинами і відколами металу, прогинами, а також з пошкодженнями від снарядів і куль, відбудовний ремонт корпусу і башти шляхом різання і зварювання їхніх деталей, складання корпусу і башти, розбирання щонайменше частини зазначених агрегатів на деталі, миття і дефектацію зазначених деталей, а також подальше складання виробу з нових і/або відновлених агрегатів, вузлів і деталей, який відрізняється тим, що при дефектацм корпусу і башти додатково здійснюють виявлення дефектів їхнього заводського виготовлення, таких як мікротріщини, поверхнева пористість і поверхневі шлакові включення, напливи і незаплавлені пори, підрізи і непровари, а також відхилень у геометрії зварних швів, при цьому тріщини та мікротріщини виявляють дефектоскопією вихровими струмами, зазначені дефекти заводського виготовлення усувають при відбудовному ремонті корпусу і башти танка, здійснюють роздільне складання корпусу і башти, після чого усі функціональні системи та оснащення танка підключають до виводів автономної системи живлення, повністю дублюючої бортову електричну систему танка, і випробують при знятій з корпусу башті 2 Спосіб за п 1, який відрізняється тим, що при дефектацм корпусу і башти танка дефектоскопію тріщин додатково здійснюють з використанням пенетрантів 3 Спосіб за п 1, який відрізняється тим, що при дефектацм корпусу і башти танка дефектоскопію тріщин і мікротріщин здійснюють вихровими струмами, створюваними електромагнітним по лем датчика у вигляді котушки індуктивності, при їх взаємодії з об'єктом контролю 4 Спосіб за п 2, який відрізняється тим, що при дефектацм корпусу і башти танка дефектоскопію тріщин здійснюють з використанням як пенетранта - гасу, а як проявника - крейди 5 Спосіб за п 2, який відрізняється тим, що при дефектацм корпусу і башти танка дефектоскопію тріщин здійснюють з використанням як пенетранта - розчину барвника в гасі у КІЛЬКОСТІ 10-30 % за об'ємом 6 Спосіб за п 2, який відрізняється тим, що при дефектацм корпусу і башти танка дефектоскопію тріщин пенетрантами здійснюють з використанням як проявника - окису магнію 7 Спосіб за п 1, який відрізняється тим, що при ремонті корпусу і башти танка роботи з різання і зварювання виконують при встановленні корпуса, башти і їхніх знімних деталей у кантувачах або кондукторах 8 Спосіб за п 1, який відрізняється тим, що при ремонті корпусу і башти танка при різанні деталей із броньових і неброньових сталей і з алюмінієвих сплавів застосовують електродугове, газове, плазменно-дугове або механічне різання 9 Спосіб за п 1, який відрізняється тим, що при ремонті корпусу і башти танка при зварюванні деталей із броньових і неброньових сталей застосовують ручне електродугове зварювання, напівавтоматичне електродугове зварювання в середовищі двоокису вуглецю на постійному струмі, напівавтоматичне електродугове зварювання порошковим дротом як відкритою дугою із самозахисним дротом, так і в середовищі захисних газів 10 Спосіб за п 1, який відрізняється тим, що при ремонті корпусу і башти танка при зварюванні деталей з алюмінієвих сплавів використовують ручне аргонно-дугове зварювання вольфрамовим неплавким електродом з доданням у зону зварювання присадочного матеріалу, напівавтоматичне аргонно-дугове зварювання плавким електродом, при виконанні швів у будь-якому просторовому положенні, ручне електродугове зварювання, а також напівавтоматичне електродугове зварювання в середовищі двоокису вуглецю 11 Спосіб за п 1, який відрізняється тим, що при ремонті корпусу і башти танка зварювання СО Ю 54344 деталей із броньових і неброньових сталей і деталей із куленепробивної броні високої твердості Винахід відноситься до технології капітального ремонту танка, зокрема з супутньою його модернізацією Специфіка бойового використання танків визначає ряд принципових особливостей танкоремонтного виробництва в порівнянні з організацією ремонту інших видів техніки Ці особливості полягають у наступному - відновлення пошкоджених об'єктів диференційовано ВІДПОВІДНО до розподілу функцій поміж ремонтними підрозділами всіх ступіней Такий розподіл викликаний, по-перше, значним коливанням рівнів технічного стану бойових машин, що вимагають ремонту, а по-друге, необхідністю ремонтувати ці машини в найкоротші строки і в безпосередній близькості від бойових порядківвійськ, - різні умови проведення ремонту (стаціонарні або польові, на згрупованому ремонтному фонді або ремонтному фонді на МІСЦІ виходу машин з ладу) вимагають різних методів організації виробництва, - основну масу пошкоджених машин відновлюють рухомими ремонтними підрозділами в польових умовах строго диференційовано і в залежності від призначення ремонтного підрозділу Зазначені особливості змушують організовувати ремонт танкової техніки з урахуванням специфіки задач, покладених на даний ремонтний підрозділ Танкоремонтне виробництво організують у рамках групи ремонтних одиниць, об'єднаних подібними задачами При цьому капітальний ремонт машин здійснюють у системі стаціонарних або рухомих ремонтних підрозділів, поточний ремонт виконують на місцях, тощо Виробничий процес ремонту являє собою сукупність заходів і дій, в результаті яких пошкоджену машину, що надійшла для ремонту, відновлюють до заданого рівня технічного стану, обумовленого технічними умовами на ремонт Виробничий процес розробляють з урахуванням особливостей ремонту танків різних типів і марок, а також умов, що склалися в даному ремонтному підрозділі Крім звичайного розподілу ремонтів по видах, прийнятим у народному господарстві (поточний, середній, капітальний), при розробці виробничого процесу ремонту об'єктів танкової техніки враховують умови функціонування ремонтних підрозділів Для капітального ремонту танків і їх агрегатів, при відносно стабільних трудомісткості, кваліфікації і КІЛЬКОСТІ працюючих, нормованому робочому дні, а також значній виробничій програмі, прийнята, в основному, потокова організація виробництва До технологічного процесу ремонту відноситься та частина виробничого процесу, що визначає обсяг, ПОСЛІДОВНІСТЬ і зміст робіт з безпосереднього усунення пошкоджень і несправностей в агрегатах, вузлах і деталях бойової машини Це є най 4 здійснюють накладенням багатоваликових зварних швів важливішою складовою частиною виробничого процесу ремонту впливає навесь виробничий процес відновлення бойових машин, а також на всі заходи щодо забезпечення виробничої ДІЯЛЬНОСТІ підрозділу Ремонт виробів, у тому числі і танків, підрозділяється на ряд технологічних операцій Сукупність цих операцій, виконаних у визначеній ПОСЛІДОВНОСТІ, являє собою технологічний процес ремонту При цьому кожному різновиду ремонту, у залежності від його обсягу, виду виробництва, строків та умов його виконання, відповідає свій особливий технологічний процес (Танки и танковые войска 2-е изд /Под общ ред маршала Ф X Бабаджаняна -М Воениздат, 1980, стр 181-184) Відомий спосіб капітального ремонту танків агрегатним методом, що містить приймання і зовнішню мийку виробу, демонтаж башти, розбирання виробу на агрегати, дефектацію корпуса і башти шляхом виявлення деталей із тріщинами і відколами металу, прогинами, а також зі снарядними і кульовими пошкодженнями, відновлювальний ремонт корпуса і башти шляхом різання та зварювання їхніх деталей, зборку корпуса і башти, розбирання принаймні частини зазначених агрегатів на деталі, мийку агрегатів, вузлів і деталей, дефектацію зазначених деталей а також наступну зборку виробу з нових і/або відновлених агрегатів, вузлів і деталей («Общие технические условия на капитальный ремонт бронетанковой техники», часть 1 05БТТ001 OK -M -1976) Причиною, що перешкоджає досягненню технічного результату, є необхідність подальшого підвищення ефективності і якості капітального ремонту танка В основу винаходу поставлена задача створення способу капітального ремонту танка, у якому ефективність (технічний результат) проведеного капітального ремонту відповідає наступним критеріям - якість ремонту танків і їхніх агрегатів визначається сукупністю властивостей відновлених у процесі ремонту агрегатів, вузлів і деталей, що забезпечують придатність до подальшого бойового використання, - проведений ремонт повинен, насамперед, забезпечувати відновлення тактико-технічних характеристик машин до заданого рівня До таких показників відносять параметри рухомості, ефективності озброєння, ступеня захищеності і т п Весь комплекс цих показників визначає бойову ефективність машини Поряд з цим повинні бути виконані роботи, що забезпечили б відновлення показників надійності і належного товарного вигляду І, нарешті, істотними є також строки проведення капітального ремонту Зазначена задача вирішується тим, що в способі капітального ремонту танка, що містить приймання і зовнішню мийку виробу, демонтаж башти, 54344 розбирання виробу на агрегати, дефектацію корпуса і башти шляхом виявлення деталей із тріщинами і відколами металу, прогинами, а також з пошкодженнями від снарядів і куль, відбудовний ремонт корпуса і башти, розбирання щонайменше частини зазначених агрегатів на деталі, мийку і дефектацію зазначених деталей, а також подальшу зборку виробу з нових і/або відновлених агрегатів, вузлів і деталей, згідно з винаходом при дефектацм корпуса і башти додатково здійснюють виявлення заводських дефектів, таких як мікротріщин, поверхневої пористості і поверхневих шлакових включень, напливів і незаплавлених пор, підрізів і непроварів, а також відхилень у геометри зварних швів, при цьому тріщини та мікротріщини виявляють дефектоскопією вихровими струмами Зазначені заводські дефекти усувають при відбудовному ремонті корпуса і башти танка, здійснюють роздільну зборку корпуса і башти, після чого усі функціональні системи та оснащення танка підключають до виводів автономної системи живлення, повністю дублюючої бортову електричну систему танка, і випробують при знятій з корпуса башті При дефектацм корпуса і башти танка дефектоскопію тріщин додатково здійснюють з використанням пенетрантів При дефектацм корпуса і башти танка дефектоскопію тріщин і мікротріщин здійснюють вихровими струмами, створюваними електромагнітним полем датчика у вигляді котушки індуктивності, при їх взаємодії з об'єктом контролю При дефектацм корпуса і башти танка дефектоскопію тріщин здійснюють з використанням у якості пенетранта гасу, а у якості проявника крейди При дефектацм корпуса і башти танка дефектоскопію тріщин здійснюють з використанням у якості пенетранта розчину барвника в гасі, у КІЛЬКОСТІ 10 -30% за об'ємом При дефектацм корпуса і башти танка дефектоскопію тріщин пенетрантами здійснюють з використанням у якості проявника окису магнію При ремонті корпуса і башти танка роботи з різання і зварювання виконують, при встановленні корпуса, башти та їхніх знімних деталей у кантувачах або кондукторах При ремонті корпуса і башти танка в якості різання деталей із броньових і неброньових сталей і з алюмінієвих сплавів застосовують електродугове, газове, плазменно-дугове або механічне різання При ремонті корпуса і башти танка в якості зварювання деталей із броньових і неброньових сталей застосовують ручне електродугове зварювання, напівавтоматичне електродугове зварювання в середовищі двоокису вуглецю при постійному струмі та напівавтоматичне електродугове зварювання порошковим дротом, як відкритою дугою із самозахисним дротом так і в середовищі захисних газів При ремонті корпуса і башти танка при зварюванні деталей з алюмінієвих сплавів використовують ручне аргонно-дугове зварювання вольфрамовим неплавким електродом з доданням у зону зварювання присаджувального матеріалу, напівавтоматичне аргонно-дугове зварювання плавким електродом при виконанні швів у будь-якому просторовому положенні, ручне електродугове зварювання, а також напівавтоматичне електродугове зварювання в середовищі двоокису вуглецю Крім того, при ремонті корпуса і башти танка зварювання деталей із броньових і неброньових сталей і деталей із куленепробивної броні високої твердості здійснюють накладенням багатоваликових зварних швів Спосіб здійснюють наступним чином Дефектація корпуса і башти Перед дефектацією корпус і башту танка промивають і очищають від усіх забруднень, олій, змащень, фарби і корозії Виявлення дефектів у зварних швах деталей корпуса і башті з броньових сталей і алюмінієвих сплавів роблять ЗОВНІШНІМ ОГЛЯДОМ та обмірюванням зварних швів Зовнішньому огляду піддають усі зварні шви, деталі з броньових сталей і алюмінієвих сплавів При цьому роблять виявлення наступних дефектів тріщин і ВІДКОЛІВ металу, поверхневої пористості і поверхневих шлакових включень, напливів і незаплавлених пор, підрізів і непроварів, відхилень у геометрії швів Виявлення границь поширення тріщин роблять оглядом через лупу і зачищенням місць із тріщинами шліфувальним кругом (у деталей із броньових сталей) чи шабером (у деталей з алюмінієвих сплавів) При зачищенні напрямки тріщин і рисок від зачищення повинні мати кут, близький до прямого кута У тих випадках, коли ці прийоми не забезпечують виявлення границь тріщин, чи їх використовувати не є зручним, застосовують наступні прийоми При дефектоскопії тріщин за II і III класами чутливості (ГОСТ 18442-89) ділянку з тріщинами вичищають, протирають ганчірками, змоченими у гасі, і витирають насухо Далі цю ділянку натирають сухою крейдою і простукують молотком Гас, що виступив на поверхню, різко виділить розміри і конфігурацію тріщин Доцільно застосовувати також як пенетрант розчин барвника в гасі, в КІЛЬКОСТІ 10 - 30% за об'ємом, наприклад, сурика Замість крейди в якості проявника можна застосувати окис магнію В якості пенетрантів можна застосувати також склади, що випускаються промислове (ЛЖ4, ЛЖ-6А, ЛЖ-12, Норюл-А, кольорові імпортні пенетранти) Показання до дефектоскопії наведені в таблиці 1 54344 Таблиця 1 Дефеїсгоскопічні матеріали № 1 2 3 Пенетрант Проявник Очищувач Матеріал об'єкта контролю Гас або гас + барвник Окис магнію або Вода з ПАР або крейда ОЖ-1 метали, скло Гас або гас + барвник Окис магнію або Вода з ПАР або крейда ОЖ-1 метали, скло Гас або гас + барвник Окис магнію або Вода з ПАР або крейда ОЖ-1 метали, скло Дефектоскопію микротріщин за 1 класом чутливості (ГОСТ 18442-89), а також більш глибоких тріщин здійснюють вихровими струмами, створюваними електромагнітним полем датчика у вигляді котушки індуктивності, при їх взаємодії з об'єктом контролю Для цього доцільно використовувати вихорострумовий дефектоскоп тріщин Робота дефектоскопа заснована на електромагнітному методі або методі вихрових струмів, що виникають в результаті взаємодії електромагнітного поля датчика приладу з об'єктом контролю Наявність дефектів і несуцільностей, що збільшують траєкторію вихрових струмів, викликає зміну амплітуди і фази електромагнітного поля, яке випромінюється датчиком Отриманий сигнал залежить від ряду факторів наявності і розташування дефектів, що збільшують траєкторію вихрових струмів, - магнітної проникності, - площі петлі пстерезиса, - форми та взаємного розташування джерела електромагнітного поля та об'єкта контролю, - частоти та форми електромагнітного поля Така КІЛЬКІСТЬ факторів, що впливають на результати вимірювань, дає технічну можливість удосконалювати вимірювальну апаратуру за критеріями селективності та чутливості Блок-схема вихорострумового дефектоскопа наведена на кресленні, що додається Згідно кресленню датчик 1 дефектоскопа являє собою котушку, намотану на феритовому стрижні, її індуктивність визначає робочу частоту генератора 2 Вона вибрана досить високою для створення великої ЩІЛЬНОСТІ вихрових струмів у зоні дефекту, що дозволяє досягти високу чутливість дефектоскопа Блок обробки 3 сигналу виділяє, випрямляє, посилює сигнал, що надходить від генератора, подає його одночасно на блок 4 автоматичного регулювання чутливості та блок 5 світлової та звукової сигналізації Зазначений блок 4 автоматичного регулювання чутливості має порогове пристосування, і при досягненні заданого порога виробляються світловий та звуковий сигнали Настроювання приладу здійснюють наступним чином Датчик встановлюють на непошкоджену частину об'єкта, що контролюється і короткочасно натискують на кнопку «скид» Значення чутливості для даного об'єкта, що контролюється фіксується Показники призначення Шорсткість Клас чутлиДіапазон поверхні Ra, вості за температуп мкм, за ГОСТ ГОСТ Контролю, С 2789-73 18442-89 2,3-5,0 необроблена поверхня 12,8-50,0 необроблена поверхня 12,8-50,0 15 35 15 35 15 35 III в памяті приладу, і далі є можливим здійснювати контроль даного матеріалу або об'єкта невизначено довго до наступного натискання на кнопку «скид» В схемі приладу передбачена можливість незалежного настроювання чутливості приладу потенціометрами На практиці виникають ситуації, коли є необхідним збільшити або зменшити чутливість Схемне рішення дозволяє це здійснити, без відкриття приладу та зміни параметрів настройки Якщо прилад непевно реагує на «неприпустимі» дефекти, або необхідно збільшити чутливість до дрібних дефектів, досить здійснити настроювання приладу на матеріал через визначений зазор Для цього можна використовувати один чи кілька аркушів тонкого паперу в залежності від необхідної чутливості При цьому чим більшим є зазор, на якому здійснюється настроювання, тим вище чутливість приладу Використання сучасної елементної бази при створенні приладу дозволило вирішити проблему крайового ефекту відводу датчика та дало можливість врахувати марку досліджуваного матеріалу, а також виявляти дефекти, що знаходяться під лакофарбовим чи іншим ІЗОЛЯЦІЙНИМ покриттям Обмірюванню підлягають зварні шви, якщо при зовнішньому огляді виявлені відхилення в їхній геометрії При цьому перевіряється ВІДПОВІДНІСТЬ розмірів і форми швів технічним вимогам Обмір швів роблять граничними шаблонами Засверлювання швів роблять у випадках, якщо при зовнішньому огляді виявлені пористість, шлакові включення та ІНШІ дефекти Для виявлення дефектів швів засверлюванням діаметр свердла вибирають з таким розрахунком, щоб розкрити поперечний переріз шва і захопити основний метал щонайменше на 1,5мм із кожної сторони При контролі швів, що вимагають застосування свердла діаметром більш 25мм, роблять однобічне розкриття шва Відстань між засверлюваннями для одного шва повинна бути не менш 1м КІЛЬКІСТЬ засверлювань - не більш 10 на корпусі і не більш З на башті У випадку виявлення неприпустимих дефектів КІЛЬКІСТЬ засверлювань збільшують для визначення границь поширення виявлених дефектів Виявлення і вимір прогинів і вм'ятин корпуса роблять із застосуванням контрольної ЛІНІЙКИ, ЧИ струни при установці корпуса на підставках над контрольною плитою (по різниці відстаней між 54344 плитою та окремими точками днища) Прогини інших деталей, якщо вони ПОМІТНІ при зовнішньому огляді, вимірюють із застосуванням контрольної ЛІНІЙКИ або струни Відхилення розмірів розташування базових поверхонь для установки агрегатів визначають за допомогою пристосувань, передбачених для машини даної марки Зношені посадкові поверхні вимірюють граничними калібрами або універсальним мірильним інструментом При дефектацм корпусів і башт, що мають бойові пошкодження, керуються наступним - дефекти від пошкоджень снарядами, мінами і кулями виявляють шляхом огляду деталей із зовнішньої і внутрішньої сторони, при цьому броньові деталі, що прилягають до пошкоджених деталей, також ретельно оглядають для виявлення на них дефектів, - виявлені при огляді пробоїни, тріщини, вм'ятини і відколи обмірюють, визначивши їхню площу, глибину та ІНШІ розміри як із зовнішньої, так і з внутрішньої сторони При наявності поразок від куль визначають їхню кучність При пошкодженнях від ядерної зброї звертають особливу увагу на виявлення прогинів деталей, відхилень розташування базових поверхонь, оплавлень і зниження твердості деталей, визначивши при цьому можливість і ДОЦІЛЬНІСТЬ відновлення корпусів і башт на ремонтному підприємстві В обгорілих корпусах і баштах перевіряють твердість деталей із броньових сталей, що зазнали термічного впливу Перевірку твердості малогабаритних знімних деталей роблять твердоміром, незнімних і великогабаритних знімних деталей переносним приладом Місце виміру твердості зачищають шліфувальним кругом на глибину не менш 0,2 мм Деталі, що задовольняють вимогам по твердості, вважаються придатними Усі забракован і скасовані по модернізації деталі, що підлягають видаленню (зрізанню), позначають на корпусі та башті фарбою або крейдою Дефектні ділянки зварних швів, а також тріщини та ІНШІ дефекти на деталях корпуса і башти також позначають фарбою або крейдою Ремонт корпуса і башти Роботи з різання і зварювання виконують, при встановленні корпуса і башти (чи їхніх знімних деталей) у кантувателях або кондукторах, що забезпечують проведення зварювання без накладення стельових швів, безпеку і зручність проведення всіх робіт Різання і зварювання проводять у закритому приміщенні без протягів при температурі навколишнього повітря і металу, що розрізається або зварюється, не нижче +5°С При ремонті поза приміщенням забезпечують відсутність протягів і температуру основного металу не нижче +5°С, для чого здійснюють місцевий підігрів основного металу Різання деталей із броньових і неброньових сталей і з алюмінієвих сплавів Поверхні деталей у місцях розтину перед різанням повинні бути очищені від окалини, корозії і забруднень Перед плазменно-дуговою різкою зачищення поверхні від окалини допускається не проводити Дефектні деталі видаляють (зрізують) з корпуса і башти наступними прийомами - приварені до деталей із броньових сталей 10 середньої або низької твердості, до деталей з неброньових сталей - газовою, електродуговою, плазменно-дуговою або механічною різкою, вирубкою чи вишліфуванням, - приварені до деталей із куленепробивної броні високої твердості - механічним шляхом Допускається видаляти дефектні деталі газовим, електродуговим чи плазменно-дуговим різанням із залишенням припуску не менш Змм і наступним зняттям цього припуску механічним шляхом, - приварені до деталей з алюмінієвих сплавів - механічним способом (вирубкою, фрезеруванням по зварному шві з зачищенням залишків зварного шва запідлице з основним металом) Зачищення роблять дрібнозубими фрезами з використанням пневматичних переносних фрезерних машин При цьому можуть використовуватися також ручні пневматичні чи електричні шліфувальні машини з установленими на них дрібнозубими фрезами Видалення дефектних деталей із застосуванням відкритого вогню і зачищення залишків зварних швів абразивним інструментом (шліфувальними кругами, шліфувальною шкуркою тощо) не допускається При видаленні дефектних деталей не допускають підрізів і інших пошкоджень деталей, що залишаються на корпусі або башті, місця зрізу зачищають запідлице з основним металом Вирізку отворів роблять механічним шляхом, а також газовим, електродуговим чи плазменнодуговим різанням У деталях із куленепробивної броні високої твердості залишають припуск не менш Змм із наступним зняттям цього припуску механічним способом Отвори вирізують круглої, овальної чи прямокутної форми Кути прямокутних отворів виконують із плавним переходом по дузі радіусом не менш 50мм Поверхні розтину зачищають від шлаку і напливів Після різання гострі кромки на деталях закруглюють або затуплюють зняттям фасок При товщині деталей до 10мм радіус чи заокруглення розміру фаски виконують рівним 1мм, при товщині деталей більш 10мм - від 1 до 5мм Тріщини, надриви, вихвати і розшарування на кромках деталей після різання не допускаються Виявлені після різання дефекти на кромках деталей глибиною до 5 мм виводять механічною обробкою При більшій глибині дефектів місця виведення наплавляють з наступною механічною обробкою крайок Наплавку роблять електродами тієї ж марки, якою буде виконуватися зварювання деталей по вирізаних кромках Газове різання проводять кисневими різаками, використовуючи в якості пального ацетилен, пропан-бутан, природний газ або гас Електродугове різання Електродугове різання застосовують утих випадках, коли неможливо або нераціонально застосовувати газове різання та обробку (різання) механічним способом (при видаленні дефектних зварних швів, виконаних аустенітними електродами, зрізанню дрібних деталей, приварених аустенітними електродами і т п ) Електродугове різання здійснюють 1) електродами марок АНР-2М, АНР-3 з використанням звичайних електродотримачів Різання проводять у всіх просторових положеннях на перемінному струмі або на постійному струмі прямої 12 11 54344 полярності Сила струму при різанні цими електелеісгродами типу ОММ-5 і ЦМ-7 із застосуванням повітряно-дугових різаків, що забезпечують видародами зазначена в таблиці 2 лення розплавленого металу струменем стиснутого повітря, поданого в зону різання паралельно Таблиця 2 електродові (повітряно-дугове різання) Тиск повітря, що подається повинний бути 0,5 - 0,7МПа (5 Діаметр елеісгрода, мм Сила струму, А 2 3 7кгс/см ), а витрата повітря 20 - 40 м /год Різання 4 250 - 300 роблять на постійному струмі при зворотній поля5 320 - 380 рності 6 350 - 400 Режими різання зазначені в таблиці З 2) графітовими, вугільними чи металевими Таблиця З Діаметр електрода, 3 4 3 6 8 10 12 14 Сила струму, А Для металевого еле- Для вугільного неомі- Для вугільного омідктрода дненого електрода неного електрода 193-210 260-280 160-180 180-200 . 323-350 390-420 240-270 270-300 520-560 320-360 360-400 650-700 400-450 450-500 480-540 540-600 560-630 630-700 3) металевими електродами типу ОММ-5 і ЦМ7 діаметром 3 - 6мм із використанням звичайних електродотримачів Різання роблять на перемінному струмі або постійному струмі прямої полярності Сила струму при різанні повинна бути на 20 - 25% вищою сили струму, встановленої для зварювання даними електродами Застосування повітряно-дугових різаків дозволяє значно знизити зону термічного впливу, підвищує якість і продуктивність різання, однак застосування графітових і вугільних електродів супроводжується навуглецюванням поверхні розтину Перевага різання електродами АНР-2М і АНР-3 полягає втому, що при достатній продуктивності є відсутнім навуглецювання поверхні розтину При різанні деталей з неброньових сталей, а також броньових сталей низької і середньої твердості застосовують найбільш продуктивні режими (найбільші діаметри електродів і силу струму) При різанні куленепробивної броні високої твердості застосовують електроди діаметром 3 - 4мм і мінімальні струми Плазменно-дугове різання при ремонті корпусів і башт рекомендується застосовувати замість газового та електродугового різання, поза як воно забезпечує більш високу продуктивність, більш високу чистоту розтину і меншу зону термічного впливу Найбільш доцільне застосування плазменно-дугового різання на постійному струмі прямої полярності при видаленні дефектних деталей, приварених аустенітними електродами, видаленні дефектних аустенітних швів, обробці крайок під зварювання на деталях із броньової сталі низької та середньої твердості, а також при різанні деталей із броньової сталі товщиною до 40 - 50мм і вирізці заготівок деталей з алюмінієвих сплавів до їхньої термічної обробки У якості плазмоутворювального газу застосо Для графітового електрода . 220-240 . 330-360 440-480 530-600 660-720 770-840 вують аргон або суміш аргону з азотом Допускається застосування інших сумішей, що забезпечують ведення процесу при робочій напрузі не більш 150В и запалювання дуги при напрузі холостого ходу не більш 180В Склади застосовуваних газових сумішей і режими плазменно-дугового різання повинні строго контролюватися в процесі виробництва Зварювання деталей із броньових і неброньових сталей Зварювання деталей із броньових чи неброньових сталей проводять - ручним електродуговим зварюванням на постійному чи перемінному струмі При зварюванні на постійному струмі застосовують зворотну полярність Дозвіл застосовування електродів для зварювання на змінному струмі необхідно зафіксувати в паспортах (сертифікатах), - напівавтоматичним електродуговим зварюванням у середовищі двоокису вуглецю на постійному струмі При зварюванні деталей із куленепробивної броні високої твердості або при приварці до них деталей з неброньових сталей (крім бонок і інших дрібних деталей) потрібно узгодження із заводами-виготовлювачами машин, - напівавтоматичним електродуговим зварюванням порошковим дротом як відкритою дугою самозахисним дротом, так і в середовищі захисних газів Зварювання деталей з алюмінієвих сплавів Деталі з алюмінієвих сплавів зварюють ручним аргонно-дуговим зварюванням вольфрамовим електродом, що не плавиться, з доданням у зону зварювання присадочного матеріалу для деталей товщиною до 10мм, а також напівавтоматичним аргонно-дуговим зварюванням електродом, що плавиться, для деталей товщиною 5мм і більше при виконанні швів у будь-якому просторовому положенні При приварці бонок, кронштейнів, скоб і інших 14 13 54344 дрібних деталей до деталей з алюмінієвих сплавів сокої твердості товщиною до 8 мм застосовують товщиною більш 5мм застосовують кожен із заелектроди діаметром Змм, товщиною 8 -15мм значених видів зварювання Для заварки тріщин і діаметром 4мм пробоїн у деталях із броньових сталей усіх марок, Напівавтоматичне електродугове зварювання а також для приварки будь-яких деталей до детав середовищі двоокису вуглецю Для напівавтомалей із куленепробивної броні високої твердості тичного електродугового зварювання в середовизастосовують аустенітні електроди щі двоокису вуглецю деталей із броньових і неброньових сталей застосовують зварювальний Ручне електродугове зварювання Для ручного дріт У порівнянні з дротом Св 08Х20Н9Г7Т пороелектродугового зварювання застосовують електшковий дріт дозволяє зменшити розбризкування роди діаметром 3 - 8мм Діаметр електродів піделектродного металу, підвищити на 10 - 20% пробирають у залежності від товщини деталей, що дуктивність зварювальних робіт і поліпшити умови зварюються, типу і перетину швів При зварюванні праці зварника за рахунок зменшення виділення у стик деталей із броньових сталей середньої і зварювального аерозоля Механічні властивості низької твердості товщиною до 15мм, при викометалу шва, виконаного напівавтоматичним елекнанні кутових швів з катетом до 6мм, а також при тродуговим зварюванням у середовищі двоокису накладенні першого шару у швах великого перевуглецю, повинні бути не нижче зазначених у табтину з кутом розкриття крайок менш 90° застосолиці 4 вують електроди діаметром не більш 6мм При зварюванні деталей із куленепробивної броні виТаблиця 4 Марка зварювального дроту Св 08Х20Н9Г7Т СВ 08Г2С Механічні властивості метала шва Тимчасовий опір розриву, Ударна в'язкість КГ, Відносне подовження, % МПа м/см2 Не менш, ніж 550 42 12 250 20 9 Місця накладення швів і пришовну зону сталевих деталей зачищають на ширині 10 - 15мм до повного видалення окалини, корозії і забруднень На очищених дробом деталях, на яких забруднення відсутні, зачищення допускається не робити Перед зварюванням кромки бонок, шпильок і т п деталей зачищають від покрить У з'єднаннях з некрізним проваром деталей із броньових сталей низької і середньої твердості зазори не більш 8мм усувають установкою прокладок з низьковуглецевої сталі Зазор заповнюють однією прокладкою, що не повинна виступати в розділку шва При виправленні зазорів наплавленням крайок максимальна товщина шарів наплавки на кромки деталей із броні середньої і низької твердості допускається для з'єднань із припустимими зазорами понад 5мм - не більш 10мм на кожну кромку, а для з'єднань із припустимими зазорами до 5мм - не більш 10мм у сумі на дві кромки, що стикують Максимальна величина зазору між зварюваними деталями, з куленепробивної броні високої твердості повинна бути не більш 2мм, місцеві зазори повинні бути не більш 2,5мм Максимальна товщина шарів наплавки на кромки деталей із куленепробивної броні високої твердості допускається не більш Змм на одну кромку чи в сумі на дві кромки, які розташовані одна проти одної Наплавку на кромки роблять у деталей із броньових сталей середньої і низької твердості - ручним електродуговим або напівавтоматичним електродуговим зварюванням у середовищі двоокису вуглецю ВІДПОВІДНИМИ електродами або зварювальним дротом того ж класу, що і при наступному зварюванні, а в деталей із куленепробивної броні високої твердості - ручним електродуговим зварюванням електродами ЭВТ Прихваточні шви виконують електродами або зварювальним дротом того ж класу, що і при наступному зварюванні Довжина прихватки повинна бути не менш 50мм для основних зварних з'єднань зі сталей середньої твердості і не менш 10мм - для сталей високої твердості Для бонок, шпильок і інших дрібних деталей допускаються крапкові прихватки Висота прихватки основних зварних з'єднань повинна бути для сталей середньої твердості не менш 10мм Для сталей високої твердості при товщині листа до 4мм включно прихватки виконують на повну висоту шва При більшій товщині - на 0,6 висоти шва, але не менш 6мм Не розміщують прихватки на кутах, поблизу отворів, у місцях перетину швів або різкої зміни їхнього напрямку Прихватки не повинні мати тріщин і пор Прихватки з дефектами повинні бути вилучені і замінені новими Для сталей високої твердості прихватки видаляють тільки механічним шляхом Ручне електродугове зварювання при катеті кутового шва або висоті V-видного шва більш 6мм роблять шляхом накладення багатоваликового (багатошарового) шва Кожен валик перед накладенням наступного валика очищають від шлаку і бризків металу При ручному електродуговому зварюванні деталей із броньових сталей швами з трьома і більш валиками і при приварці до деталей із броньових сталей деталей з неброньових сталей швами з двома і більш валиками верхній валик накладають для того, щоб він відстояв від деталі з броньової сталі на 1,5 - 2,0мм При виконанні перших шарів шва струм рекомендується вибирати близьким до нижньої межі При зварюванні деталей різних товщин режим вибирається і залежності від найменшої товщини Накладення зварних швів при зварюванні деталей із броньових і неброньових сталей Накла 16 15 54344 дення зварних швів при зварюванні деталей із без застосування абразивного інструмента Для броньових і неброньових сталей вибирають у завидалення виплавлюваного металу застосовують лежності від довжини і виду швів Для зменшення повітряно-дугові або плазменно-дугові різаки, які виникаючих у процесі зварювання деформацій забезпечують видалення виплавлюваного металу і виконують у першу чергу поперечні шви, а потім шлаку струменем стиснутого повітря або плазми подовжні, роблячи зварювання від середини до при будь-яких положеннях шва, що обробляється країв конструкції Одноваликові шви довжиною до Ремонт деталей із тріщинами Некрізні і на300 мм (для куленепробивної броні високої тверскрізні тріщини в деталях із броньових і неброньодості - довжиною до 200мм) накладають на прохід вих сталей обмежують по кінцях свердленням Шви довжиною від 300 до 500 мм (для куленепроотворів, в обмежувальні отвори встановлюють бивної броні високої твердості довжиною від 200 пробки, а тріщини обробляють під зварювання і до 500мм) поділяють на секції по 100 - 200мм і заварюють накладають зворотньоступенчасто, тобто зварюОброблення тріщин під заварку Оброблення вання кожної секції роблять у напрямку, зворотнотріщин під заварку в деталях із броньових і неброму напрямкові загального шва Шви довжиною ньових сталей роблять механічним шляхом, а табільш 500мм поділяють на секції по 100 - 200мм і кож виплавкою полум'ям газового пальника або накладають зворотньоступенчасто від середини електричною дугою з наступним механічним зачишва до країв, крім вертикальних і напіввертикальщенням Оброблення тріщин під заварку в деталях них швів Вертикальні і напіввертикальні шви будьіз броньових сталей середньої і низької твердості і якої довжини, у тому числі і розділені на секції, неброньових сталей роблять під кутом 50 - 60° накладають знизу нагору Накладення багатошаНекрізні тріщини обробляють у деталях товщиною рових чи багатоваликових швів довжиною 300мм і до 15мм на глибину 50% товщини деталі, товщибільше роблять каскадним шляхом, при цьому ною від 15 до 45мм - на глибину 10 -15мм, але не заварювання роблять по ділянках довжиною від більш 70% товщини деталі, і товщиною 45мм і 300 до 800мм більш - на глибину 15 - 20мм Наскрізні тріщини обробляють у деталях товщиною до 15мм із двох Зварювання деталей із куленепробивної броні сторін під Х-видний шов, а в деталях товщиною від високої твердості При зварюванні деталей із ку15 до 45мм - з однієї сторони на глибину 10 ленепробивної броні високої твердості одновали15мм, при цьому тріщини зі зворотної сторони закові шви і перші валики багатоваликових швів виварюють без оброблення трьохваликовим швом У конують висотою чи з катетом, рівним 3 - 6мм при деталях товщиною 45мм і більше тріщини заватовщині зварюваних деталей до 10мм, і 5 - 7мм рюють із двох сторін на глибину 10 - 15мм, напри товщині зварюваних деталей більш 10мм При скрізні тріщини в деталях товщиною 45мм і більглибині обробки (катеті шва) до 6мм зварювання ше, розташовані у важкодоступних місцях, виконують за один прохід Виконання чергового обробляють з однієї сторони на глибину не менш проходу роблять після охолодження попереднього 1/3 товщини деталі, а тріщини зі зворотної сторони шва до температури 50 - 70°С При заварці зворозаварюють без оброблення трьохваликовим швом тної сторони X- видної обробки зачищають корінь шва до видалення перемички При заварці У- видТріщини в деталях із броньових сталей висоної обробки, із внутрішньої сторони накладають кої твердості обмежують засверловками на відстапідварочний валик з повним проплавленням перені 20 - 30мм від КІНЦІВ тріщини та обробляють Умичок і з перекриттям засверловок, що обмежують видна обробка допускається тільки у випадку відтріщину У випадку неможливості підварки з внутсутності доступу для виконання оброблення зі рішньої сторони обробки заварюють із проплавзворотної сторони при товщині ремонтованої деленням перемички з однієї сторони з застосуванталі менш 8мм При наявності в районі приварки ням знімних мідних підкладок, що запобігають накладних деталей, що несуть великі навантаженпротіканню рідкого металу При цьому перерва між ня, розгалужених тріщин, ремонт роблять шляхом зварюванням із внутрішньої і зовнішньої сторін видалення дефектної ділянки корпуса та встановобробки не повинна перевищувати ЗОхв Для заленням вставки Отвір для вставки вирізують по побігання утворення тріщин у зварних швах робконтуру, що відстоїть на відстані не менш 20 лять місцевий низький відпуск 25мм від тріщини Товщина броньових накладок повинна бути не меншою за 30% товщини деталі Ремонт зварних з'єднань Дефектні ділянки корпуса або башти, на які вони встановлюються зварних швів, що піддягають ремонту, обробляють Кромки накладок повинні перекривати КІНЦІ тріщин на всю глибину дефекту під кутом, що відповідає не менш чим на 50мм, ширина накладок повинна куту обробки даного шва по кресленню заводубути не менш 150мм Накладки приварюють до виготовлювача Ділянки зварних швів із тріщинами деталей корпуса або башти аустенітним електрообробляють з перевищенням довжини тріщини на дом із зовнішньої сторони Якщо в МІСЦІ встанов20 - 30мм із кожної сторони КІНЦІ дефектних ділялення накладки є приварені деталі (кронштейни, нок обробляють під кутом не менш 15° Обробка бонки і т п ), то їх потрібно зрізати, підкоротити на дефектних ділянок зварних швів на деталях із товщину накладки і приварити до накладки після броньових і неброньових сталей роблять механічприварки и до корпуса або башти У тих випадках, ним шляхом, а також виплавкою полум'ям газового коли встановлення накладки між приварними депальника (крім аустенітних швів) чи електричною талями і листом корпуса або башти не порушує дугою з наступним механічним зачищенням до умов монтажу і роботи вузлів і деталей машини, чистого металу Обробку дефектних ділянок звардопускається приварювати до накладки деталі них швів на деталях з алюмінієвих сплавів роблять нормального розміру (без укорочування з боку механічним шляхом (вирубкою, фрезеруванням) 18 17 54344 прилягання до накладки) При неможливості встанні відповідати розмірам вирізаних отворів у ремоновлення накладок вирізують дефектні ділянки і нтованої деталі Місцеві зазори між пробкою вварюють вставки (вставкою) і тілом деталі допускаються не більш 5мм і підлягають заварці Розміри накладок повиТріщини в деталях з алюмінієвих сплавів обнні забезпечити перекриття крайок отворів (помежують по кінцях свердленням отворів діаметром шкоджених ділянок) на величину не менш 50мм на 5 - 10мм (але не більш товщини деталі), оброблясторону Гострі кромки накладок обробляють шліють під заварку і заварюють Центр обмежувальфувальним кругом Товщина накладок, що переного отвору повинний бути вилучений від кінця кривають некрізні пошкодження, повинна бути не тріщини убік її передбачуваного поширення на 1/3 менш 1/3 товщини ремонтованої деталі, а накладіаметра отвору Некрізні тріщини в деталях товдок, що перекривають наскрізні поразки чи пошкощиною до 16мм засверлюють і обробляють під дження на деталях із куленепробивної броні висозаварку на глибину 1/2 товщини деталі, у деталях кої твердості, повинна бути дорівнює товщині товщиною більш 16мм - на всю глибину тріщини, ремонтованих деталей Усі броньові накладки але не більше 70% товщини деталі Оброблення встановлюють із зовнішньої сторони ремонтованих тріщин роблять тільки механічним шляхом без деталей Некрізні пошкодження від снарядів ремозастосування абразивного інструмента Тріщини в нтують у залежності від глибини і характеру подеталях з алюмінієвих сплавів товщиною менше шкодження Некрізні пошкодження від снарядів на 6мм обмежують свердленням отворів діаметром 2 глибину від 10 до 60% товщини броньової деталі - 5мм (але не більших товщини деталі) і заварюремонтують заваркою або встановленням на них ють без оброблення Утих випадках, коли заваринакладки Некрізні пошкодження від снарядів на ти тріщини неможливо, наприклад, у важкодоступглибину більш 60% товщини деталі і наскрізні поних місцях, їх перекривають накладкою з листової разки ремонтують шляхом вирізу отвору та встасталі або алюмінієвого сплаву товщиною не більш новленням конусної чи фігурної пробки з наступної 2мм Накладку закріплюють заклепками, гвинтами приваркою її до броньового листа по обидва боки або приклеюють епоксидним складом Некрізні пошкодження від снарядів глибиною до Ремонт деталей із прогинами Прогини бро60% товщини деталі з випучинами на внутрішній ньових і неброньових деталей корпуса і башті вистороні деталі ремонтують у залежності від велиправляють підпресовкою (де можливо), вирізкою чини і місця розташування ви пучини при цьому частини деталі з неприпустимим прогином і приякщо випучина заважає роботі агрегатів машини, варкою на це місце накладки або вставки, а також вирізують місце випучини під встановлення пробзаміною дефектної деталі Накладки або вставки ки Допускається місцева підшлифовка випучин на виготовляють з матеріалу такої ж товщини і такої глибину до 5мм ж твердості, як у ремонтованій деталі Накладки повинні перекривати вирізану дефектну ділянку Некрізні пошкодження від снарядів із застрягдеталі не менш, чим на 50мм із кожної сторони лими снарядами Якщо снаряд не можна вийняти і Кути накладок і вставок повинні мати радіус заоквстановлено, що він нічим не споряджений, варто руглення не менш 50мм зрізати виступаючу частину снаряда і заварити Якщо снаряд удасться вийняти, утворені некрізні Ремонт деталей з пошкодженнями від снаряпошкодження ремонтують як зазначено вище Надів та куль Деталі з пошкодженнями від снарядів скрізні чи некрізні пошкодження від снарядів на ремонтують встановленням конічних або фігурних глибину більш 60% товщини броньової деталі при пробок, уставок, чи накладок методом заварки купчастому розташуванні ремонтують вставками, (при некрізних пошкодженнях) Деталі, виготовлені що встановлюються запідлице з площинами рез куленепробивної броні високої твердості, зі снамонтованої деталі Відколи шматків броні з тильної рядними пошкодженнями ремонтують встановсторони, що вийшли в результаті некрізних пошколенням броньових накладок Якщо накладки моджень від снарядів, ремонтують у залежності від жуть перешкодити встановленню чи роботі глибини відколу і глибини пошкодження Якщо деталей або вузлів, встановлюють броньові вставсумарна глибина відколу та пошкодження від снаки Пробки, вставки і накладки для ремонту брорядів складає не більш 60% товщини деталі, місця ньових деталей виготовляють з термічне обробвідколу і пошкодження варто заварити Якщо сулених броньових листів, твердість яких відповідає марна глибина відколу пошкодження від снарядів твердості ремонтованої деталі (рекомендується більш 60% товщини деталі, вирізують дефектне використання вибракуваних броньових деталей) місце і встановлюють пробку або вставку Некрізні При ремонті деталей зі спеціальних алюмінієвих кульові пошкодження деталей глибиною більш сплавів пробки, вставки і накладки виготовляють з 20% товщини деталі заварюють Допускається листів сплаву тієї ж марки і твердості, що й у ревстановлення в отвори циліндричних пробок з намонтованої деталі Отвори для пробок і вставок у ступною заваркою Наскрізні кульові пошкодження броньових деталях вирізують із зовнішньої стороремонтують шляхом встановлення в отвори циліни деталі по контуру, що відстоїть на відстані не ндричних пробок з наступною їхньою заваркою по менш 10 - 15мм від кромки пошкодження Накладобидва боки Купчасті наскрізні пошкодження, а ки і вставки, як правило, повинні мати форму кола, також некрізні пошкодження глибиною більш 20% овала або прямокутника з радіусом заокруглення товщини деталі, розташовані на відстані менш кутів не менш 50мм Утих випадках, коли встано60мм одне від одного, ремонтують шляхом вставлення накладки або вставки зазначеної форми не новлення броньових накладок, які перекривають є можливим, допускається виготовлення їх будьусю площу пошкодження, або вирізанням усієї якої форми, але з радіусом заокруглення кутів не пошкодженої ділянки і вваркою вставки меншим 50мм Розміри пробок або вставок пови 19 54344 Одночасно або послідовно з ремонтом корпуса та башти проводять ревізію та ремонт озброєння, двигуна та ходової частини машини Башта танка є поворотною конструкцією, яка разом з кабіною утворює середнє відділення танка де стаціонарно розташовані системи озброєння, прилади прицілювання і спостереження, засоби зв'язку, електроустаткування та інше оснащення, яке забезпечує боєздатність танка Демонтаж башти передбачає її відключення від бортової електричної системи, джерело живлення якої розташований у корпусі танка Проводять ретельний огляд, випробування та в разі необхідності заміну електрообладнання Електричну проводку танка при капітальному ремонті замінюють повністю, електричні проводи розрізують, зачищають, в'яжуть у жгути, які монтують на корпусі та башті танка Таким чином, заміну елементів зазначеного вище оснащення здійснюють спочатку механічно, шляхом монтажу на конструктивних елементах танка окремих елементів оснащення з виводами для підключення до бортової електричної системи, а на заключній стадії капітального ремонту танка функціональні системи та оснащення танка підлягають ретельному контролю Загальна практика такого підключення систем керування танком до джерела електричного живлення передбачає на стадії випробувань контроль якості монтажу і підключення всіх систем, а також їхнє налагодження і регулювання в робочому стані, тобто підключеними до бортової електричної системи Але підключення всього оснащення до бортової електричної системи танка є нерозривним з обов'язковим монтажем башти на його корпусі У випадку повторного регулювання окремих видів оснащення, змонтованого у башті, приходиться знову демонтувати башту, що ускладнює і подовжує технологічний Датчик 2 Генератор 20 процес ремонту Після проведення відновлювального ремонту башти танка усі функціональні системи та оснащення танка підключають при знятій з корпуса башті до виводів автономної системи живлення, повністю дублюючої бортову електричну систему танка Випробування здійснюють шляхом проведення ряду контрольних циклів вмиканнявідключення утвореної електричної схеми Кожен зазначений цикл вмикання-відключення дає можливість проконтролювати правильність монтажу окремої функціональної системи чи приладу, здійснити його регулювання, налагодження або демонтаж і заміну Таким чином здійснюють іспит якості підключення і функціонування приладів системи озброєння приціл-далекомір, азимутальний показник, бічний рівень, стабілізатор озброєння, прилади спостереження командира, прилади спостереження навідника, система запуску димових патронів, засобу зв'язку тощо Наприкінці проведених випробувань башта після капітального ремонту є придатною для остаточного монтажу на корпусі танка Отже технічний результат використання способу капітального ремонту полягає в наступному - якість ремонту танків і їхніх агрегатів відповідає сукупності властивостей, відновлюваних у процесі ремонту і зумовлюючих придатність виробів до подальшого бойового використання, - проведений ремонт забезпечує відновлення тактико-технічних характеристик до заданого рівня бойової ефективності машини, а також відновлення показників надійності і належного товарного вигляду має місце суттєве скорочення строків проведення капітального ремонту З Блок обробки сигналу 5 Блок автоматичного регулювання чутливості Фіг. ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044) 236 - 47 - 24 А Бпок звукової та світлової сигналізації
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of overhaul of tank
Автори англійськоюMedvid Volodymyr Stanislavovych, Bohomol Volodymyr Ivanovych, Yakovets Serhii Oleksandrovych, Yakovlev Vitalii Vasyliovych, Nemchyn Danylo Oleksandrovych
Назва патенту російськоюСпособ капитального ремонта танка
Автори російськоюМедвидь Владимир Станиславович, Богомол Владимир Иванович, Яковец Сергей Александрович, Яковлев Виталий Васильевич, Немчин Даниил Александрович
МПК / Мітки
Мітки: ремонту, капітального, спосіб, танка
Код посилання
<a href="https://ua.patents.su/10-54344-sposib-kapitalnogo-remontu-tanka.html" target="_blank" rel="follow" title="База патентів України">Спосіб капітального ремонту танка</a>
Спосіб капітального ремонту танкової техніки

Номер патенту: 54342
Опубліковано: 17.02.2003
Автори: Медвідь Володимир Станіславович, Яковець Сергій Олександрович, Богомол Володимир Іванович, Яковлев Віталій Васильович, Фурманов Віктор Анатолійович, Немчин Данило Олександрович
Мітки: танкової, ремонту, техніки, спосіб, капітального
Формула / Реферат:
1. Спосіб капітального ремонту танкової техніки, що включає приймання і зовнішнє миття виробу, демонтаж башти, розбирання виробу на агрегати, дефектацію корпуса і башти шляхом виявлення деталей з тріщинами і відколами металу, прогинами, а також з пошкодженнями від снарядів і куль, відбудовний ремонт корпуса і башти шляхом різання і зварювання їх деталей, збирання корпуса і башти, розбирання щонайменше частини зазначених агрегатів на деталі,...
Спосіб уведення доменної печі у експлуатацію після капітального ремонту та пристрій для його здійснення
Номер патенту: 28442
Опубліковано: 16.10.2000
Автори: Соколовський Борис Цудікович, Васюченко Анатолій Ілліч
МПК: C21B 7/08, C21B 9/10, C21B 7/16, C21B 9/08, C21B 9/06
Мітки: печі, ремонту, здійснення, доменної, капітального, пристрій, експлуатацію, спосіб, уведення
Формула / Реферат:
1. Способ ввода доменной печи в эксплуатацию после капитального ремонта, включающий сушку, разогрев горячим воздухом и загрузку печи шихтовыми материалами, отличающийся тем, что между поверхностью футеровки низа горна и осью воздушных фурм на расстоянии 1 м ниже их оси на опоры устанавливают металлическую площадку с вырезкой в ней отверстий и подают под неё нагретый до температуры возгорания кокса горячий воздух с расходом до 20 % от...
Спосіб прискореного впровадження доменної печі у експлуатацію після капітального ремонту та пристрій для його здійснення
Номер патенту: 43862
Опубліковано: 15.01.2002
Автори: Соколовський Борис Цудікович, Грачов Юрій Михайлович
Мітки: ремонту, печі, здійснення, спосіб, експлуатацію, впровадження, пристрій, доменної, капітального, прискореного
Формула / Реферат:
1. Способ ускоренного ввода доменной печи в эксплуатацию после капитального ремонта, состоящий в том, что в заключительный период ремонта на поверхность футеровки лещади опускают и укладывают горизонтально с зазором между собой и поверхностью футеровки лещади ремонтные площадки, после чего осуществляют сушку, разогрев, загрузку шихтовых материалов и задувку доменной печи, отличающийся тем, что на поверхность футеровки лещади опускают и...
Система вказування цілі танка
Номер патенту: 37299
Опубліковано: 15.05.2001
Автори: Таран Юрій Іванович, Асауленко Володимир Павлович, Коробейніков Олег Павлович, Фролов Леонід Андрійович
МПК: F41G 5/00
Мітки: система, цілі, танка, вказування
Формула / Реферат:
Система вказання цілі танка, що містить башту та командирську башточку з автономними приводами і кульковими опорами (погонами), прилад спостереження та датчик узгодженого положення командирської башточки, яка відрізняється тим, що датчик узгодженого положення виконаний в вигляді редуктора з обертовим трансформатором, причому ротор обертового трансформатора через редуктор, зубчатий вінець погона командирської башточки, карданний вал та привід...
Рідина для глушіння і капітального ремонту нафтових і газових свердловин
Номер патенту: 33475
Опубліковано: 15.02.2001
Автори: Локтев Сергій Валентинович, Васильченко Анатолій Олександрович, Мороз Анатолій Іванович
МПК: C09K 8/42
Мітки: ремонту, газових, капітального, нафтових, рідина, свердловин, глушіння
Формула / Реферат:
1. Рідина для глушіння і капітального ремонту свердловин на основі водяного розчину солі з розподіленими в ньому твердими органічними частками, яка відрізняється тим, що, в якості твердих органічних часток використовують гідрофільні тверді органічні частки, узяті при наступному співвідношенні компонентів, мас.% гідрофільні тверді органічні частки 2,5-30 неорганічні солі одно- і двохвалентних...
Попередній патент: Уніфікований бойовий модуль
Наступний патент: Маніпулятор ручний
Випадковий патент: Горілка "дукат"