Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Формула / Реферат
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в якому рухомо встановлені пуансони (92), і рухомо встановлений нижній інструментальний стіл (32) з нижнім інструментом, в якому виконані порожнини для формування виробів, причому рухомий нижній інструментальний стіл (32) встановлений на напрямному пристрої (42) з можливістю переміщення під дією привідного пристрою відносно верхнього інструментального столу (28) вгору і вниз, яка відрізняється тим, що верхній інструментальний стіл (28) містить перший привідний пристрій (26) для встановлення верхнього інструментального столу (28) у його положення відносно верхньої мертвої точки нижнього інструментального столу (32), узгоджене з виготовлюваними формованими виробами, окрім цього верхній інструментальний стіл (28) містить другий привідний пристрій (88) для приведення в дію пуансонів (92), рухомо встановлених у верхньому інструменті.
2. Термоформувальна установка (1) за п. 1, яка відрізняється тим, що перший привідний пристрій (26) для юстирування верхнього інструментального столу є електричним серводвигуном (84).
3. Термоформувальна установка (1) за п. 1 або 2, яка відрізняється тим, що перший привідний пристрій (26) за допомогою синхронізуючого вала (82) зі встановленими на ньому шнеками/шестернями з'єднаний з двома регулювальними гвинтами (78), які у свою чергу з'єднані з верхнім інструментальним столом (28) із забезпеченням його горизонтального положення при вертикальному переміщенні вверх і униз, а також його узгодження з конкретними виготовлюваними формованими виробами.
4. Термоформувальна установка (1) за одним із пп. 1-3, яка відрізняється тим, що другий привідний пристрій (88) містить гідравлічний привід (96, 162) або кривошипний привід (140) з приводом від електричного серводвигуна (160) для приведення в дію пуансонів (92) верхнього інструментального столу (28).
5. Термоформувальна установка (1) за одним із пп. 1-4, яка відрізняється тим, що другий привідний пристрій (88) за допомогою шатуна (100), хитного важеля (102) і натискного шатуна (106) з’єднаний з пуансонами (92) у верхньому інструменті (30), причому хитний важіль (102) має зміщувану (142) точку обертання Во.
6. Термоформувальна установка (1) за одним із пп. 1-5, яка відрізняється тим, що привідний пристрій (88) виконаний таким чином, що пуансони (92) здатні виконувати хід (146) 120 мм за час, менший ніж 300 мс, переважно за час, менший ніж 200 мс.
7. Спосіб виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів із застосуванням термоформувальної установки (1) згідно з обмежувальною частиною п. 1, який включає такі стадії:
закривання формувального інструмента (20) шляхом напрямлення рухомого нижнього інструментального столу (32) напрямним пристроєм (42) і подачі нижнього інструментального столу (32) під дією привідного пристрою таким чином, що він здатний переміщуватися у напрямку до верхнього інструментального столу (28), виготовлення формованого виробу при закритому формувальному інструменті (20), відкривання формувального інструмента (20) шляхом напрямлення рухомого нижнього інструментального столу (32) напрямним пристроєм (42) і подачі нижнього інструментального столу (32) під дією привідного пристрою таким чином, що він здатний переміщуватися у напрямку від верхнього інструментального столу (28), вилучення формованих виробів, в разі необхідності, до стапельного пристрою, який відрізняється тим, що положення верхнього інструментального столу (28) юстирують відносно верхньої мертвої точки нижнього інструментального столу (32) за допомогою першого привідного пристрою (26) із узгодженням з розмірами виготовлюваних формованих виробів, пуансони (92), рухомо встановлені у верхньому інструменті (30), приводять у дію другим привідним пристроєм (88).
8. Спосіб за п. 7, який відрізняється тим, що використовують пристрій за пунктами 1-6.
Текст
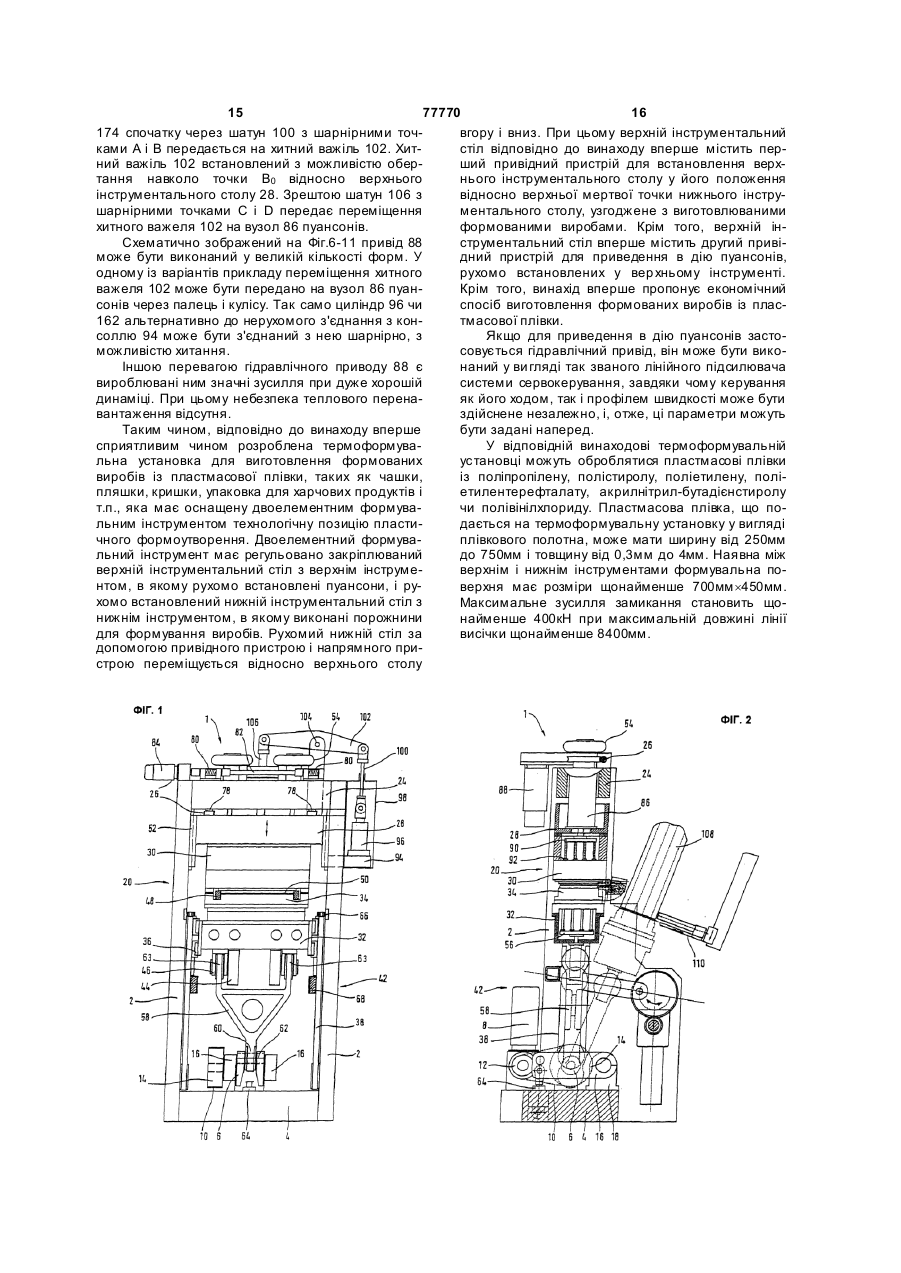
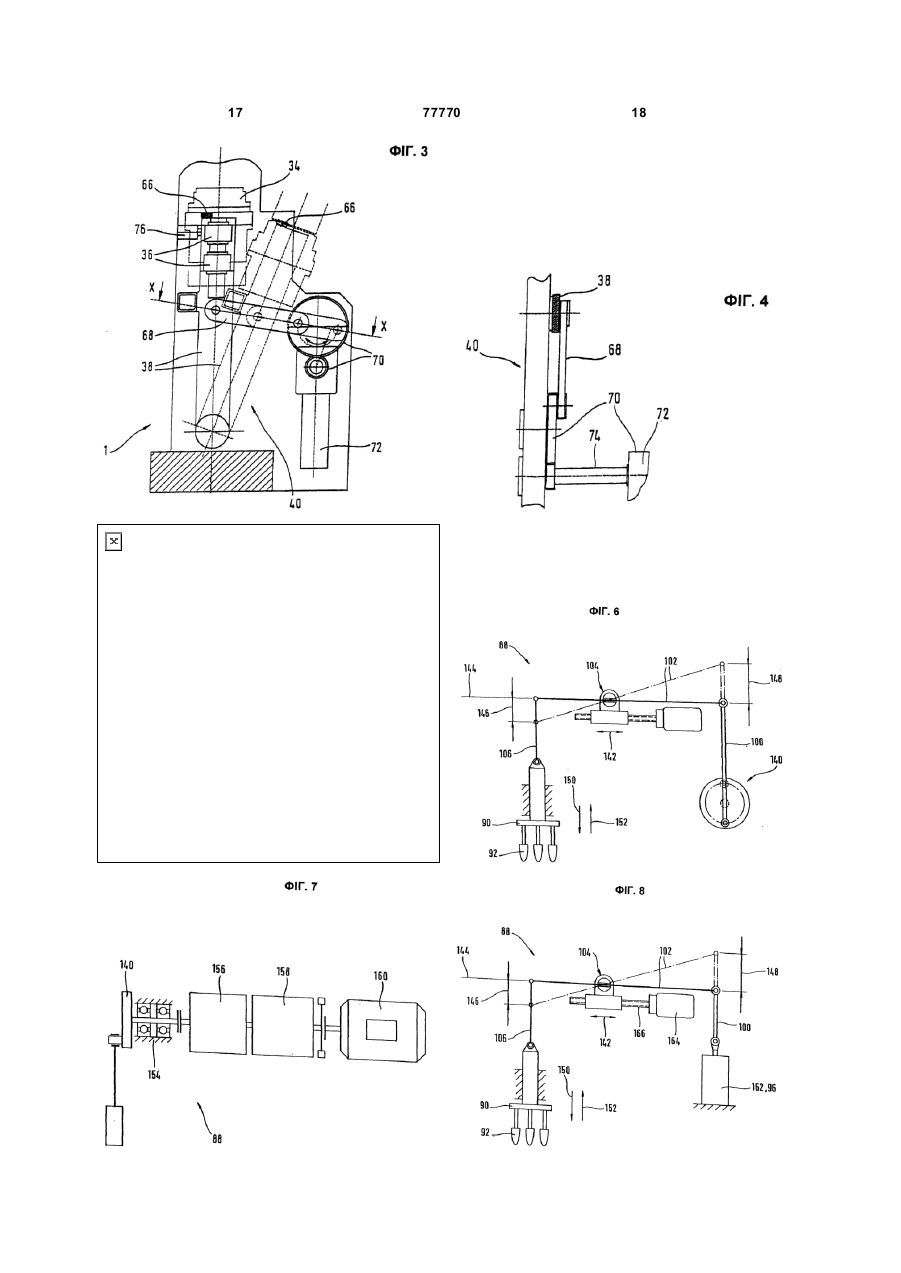
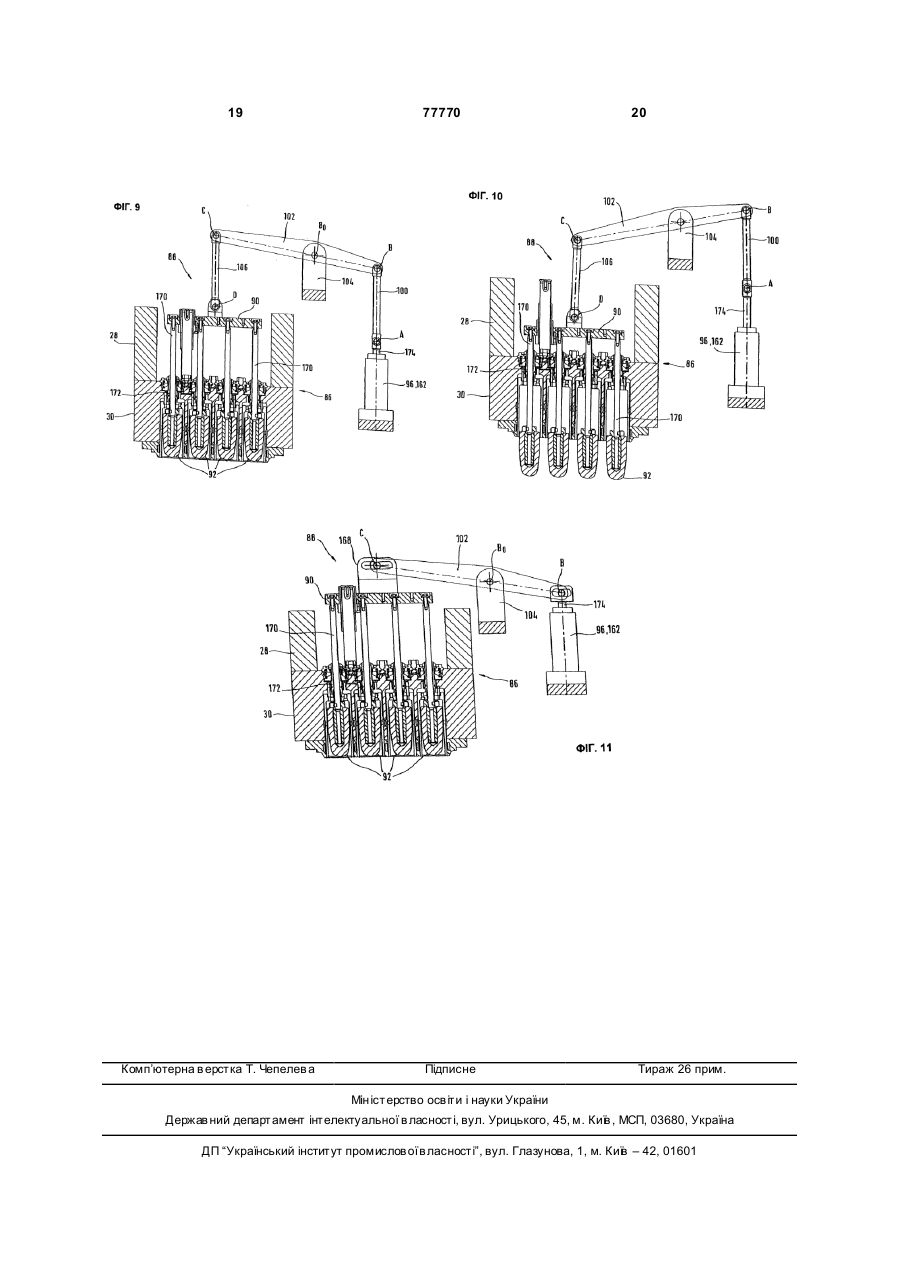
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в якому рухомо встановлені пуансони (92), і рухомо встановлений нижній інструментальний стіл (32) з нижнім інструментом, в якому виконані порожнини для формування виробів, причому рухомий нижній інструментальний стіл (32) встановлений на напрямному пристрої (42) з можливістю переміщення під дією привідного пристрою відносно верхнього інструментального столу (28) вгору і вниз, яка відрізняється тим, що верхній інструментальний стіл (28) містить перший привідний пристрій (26) для встановлення верхнього інструментального столу (28) ВИРОБІВ UA 1 ФОРМОВАНИХ (19) ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ 3 77770 4 вальної установки (1) згідно з обмежувальною чачином, що він здатний переміщуватися у напрямку стиною п. 1, який включає такі стадії: від верхнього інструментального столу (28), вилузакривання формувального інструмента (20) шлячення формованих виробів, в разі необхідності, до хом напрямлення рухомого нижнього інструментастапельного пристрою, який відрізняється тим, льного столу (32) напрямним пристроєм (42) і пощо положення верхнього інструментального столу дачі нижнього інструментального столу (32) під (28) юстирують відносно верхньої мертвої точки дією привідного пристрою таким чином, що він нижнього інструментального столу (32) за допомоздатний переміщуватися у напрямку до верхнього гою першого привідного пристрою (26) із узгоінструментального столу (28), виготовлення фордженням з розмірами виготовлюваних формовамованого виробу при закритому формувальному них виробів, пуансони (92), рухомо встановлені у інструменті (20), відкривання формувального інверхньому інструменті (30), приводять у дію друструмента (20) шляхом напрямлення рухомого гим привідним пристроєм (88). нижнього інструментального столу (32) напрямним 8. Спосіб за п. 7, який відрізняється тим, що випристроєм (42) і подачі нижнього інструментальнокористовують пристрій за пунктами 1-6. го столу (32) під дією привідного пристрою таким Винахід стосується термоформувальної установки для виготовлення формованих виробів із пластмасової плівки, таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом технологічну позицію пластичного формоутворення згідно з обмежувальною частиною п.1 формули винаходу, а також способу виготовлення таких формованих виробів згідно з обмежувальною частиною п.7 формули винаходу. На практиці термоформувальні установки відомі у різних варіантах і формах виконання. При цьому для виготовлення пляшкоподібних предметів чи формованих виробів із пластмаси застосовують двоелементний формувальний інструмент. Одна половина форми, так званий верхній інструмент, закріплена на верхньому інструментальному столі і разом з ним, як правило, з можливістю регулювання нерухомо з'єднана з рамою чи корпусом термоформувальної установки, завдяки чому верхній інструмент може бути налаштований на виготовлюваний формований виріб. Друга половина форми, так званий нижній інструмент, рухомо встановлена на рамі чи корпусі термоформувальної установки. Для виготовлення формованого виробу половини форми, тобто верхній і нижній інструменти, перебувають у закритому положенні. Між верхнім і нижнім інструментом розміщують часто попередньо підігріту і тому придатну для пластичного формоутворення пластмасову плівку, яку найчастіше у формі полотна циклічно подають від рулону. Під час процесу глибокої витяжки пластмасову плівку затискають між верхнім і нижнім інструментами і таким чином фіксують її положення. Потім плівку пуансонами верхнього інструмента втискають у порожнини нижнього інструмента, тоді як краї виготовлюваного формованого виробу продовжують утримувати між верхнім і нижнім інструментом. Шляхом створення розрідження в порожнинах чи шляхом вдування повітря плівку притискають до внутрішніх поверхонь порожнин нижнього інструмента і надають їй таким чином бажаної форми. Після достатнього охолодження пластмасової плівки внаслідок контактування з - при необхіднос ті активно охолоджуваними - поверхнями інструмента здійснюють відокремлення формованих виробів із пластмасової плівки. Для цього нижній інструмент піднімають угору на товщину плівки. При цьому відповідні різальні кромки двоелементного формувального інструмента вирізають окремі формовані вироби із плівкового полотна. Утворене при цьому дірчасте полотно часто знову циклічно подають на вузол намотування в рулон. Після цього для вилучення формованих виробів із порожнин нижній інструмент відводять від верхнього інструмента і при цьому таким чином повертають навколо його поздовжньої осі, що нижній інструмент опиняється перед стапельним пристроєм і формовані вироби можуть бути передані стапельному пристрою. Приклади таких відомих із практики термоформувальних установок описані, [наприклад, в US 6,135, 756 чи DE 33 46 628 А1]. Одначе суттєвим економічним недоліком цих відомих термоформувальних установок є те, що вони здатні реалізувати низькі тактові частоти лише близько 30 тактів за хвилину. Вищі тактові частоти без пошкодження рухомих частин неможливі. Але - зважаючи на панівний сьогодні високий тиск витрат - такі низькі тактові частоти більше не є прийнятними. Крім того, незадовільними у відомих термоформувальних установках є використовувані приводи для рухомо встановлених у верхньому інструменті пуансонів, оскільки за їх допомогою також можуть бути реалізовані лише невеликі тактові частоти близько 30 тактів за хвилину. Крім того, недоліком відомих термоформувальних установок є недостатня точність регулювання чи узгодження верхнього інструмента відносно виготовлюваного формованого виробу. Термоформувальна установка, описана [в DE 33 46 628 А1], містить двоелементний формувальний інструмент, причому верхній інструмент встановлений на корпусі нерухомо, а нижній - рухомо. Нижній інструмент для замикання чи відкривання форми здійснює комбіноване підйомне і обертальне переміщення до верхнього інструмента і від нього до стапельного пристрою, а потім знову до верхнього інструмента. Підйомне і обертальне переміщення нижнього інструмента реалізоване важільно-колінним механізмом з дисковими кулач 5 77770 6 ками. Таким чином, нижній інструмент має перевання формувального інструмента, але й паралеміщуватися вертикально і одночасно - навколо льно до цього з такою ж тактовою частотою має своєї поздовжньої осі. бути забезпечене поступально-зворотне переміВикористана у термоформувальній установці, щення пуансонів. [відомій із DE 33 46 628 А1], комбінація із важільІз практики відомі приводи для пуансонів, вино-колінного механізму і приводу на дискових куконані на основі кулькових ходови х гвинтів. За долачках виконана дуже складною. При цьому сам помогою таких кулькових гвинтів також не можуть привід на дискових кулачках як такий має систембути досягнуті необхідні високі тактові частоти. До ний недолік, який полягає в тому, що він може петого ж, кулькові гвинти є надто дорогими, потрередавати лише обмежені зусилля. До того ж, такий бують те хнічного обслуговування і характеризупривід не може реалізувати високу тактову частоються значним часом простою. ту. Разом з тим, приводи на дискових кулачках Тому задачею цього винаходу є таке вдоскосхильні до швидкого зносу, тому потребують часналення відомих термоформувальних установок, того проведення технічного обслуговування, що при якому можуть бути досягнуті значно вищі такзначно підвищує експлуатаційні витрати на такі тові частоти, чим може бути забезпечена економітермоформувальні установки. Крім того, обговочна експлуатація вдосконалених термоформуварювана термоформувальна установка [згідно з DE льних установок. Крім того, задачею винаходу є 33 46 628 А1] містить ще один вузол, який також також розробка способу виготовлення формовасистемно припускає лише низькі тактові частоти. них виробів із пластмасової плівки. Детальнішої інформації про виконання привоСтосовно пристрою задача винаходу вирішена ду пуансонів [із DE 33 46 628 А1] отримати не вдаознаками п.1 формули винаходу. лося. Тому слід виходити із того, що детальніше Стосовно способу задача винаходу вирішена не обговорюваний в тій публікації привід пуансонів ознаками п.7 формули винаходу. не здатний працювати з вищою частотою, ніж приВідповідно до винаходу розроблена термофовід для нижнього інструмента, тактова частота рмувальна установка для виготовлення формоваякого уже раніше була охарактеризована як надто них виробів із пластмасової плівки, таких як чашки, низька. пляшки, кришки, упаковка для продуктів харчуванТермоформувальна установка [згідно з US ня чи подібних виробів, що має оснащену двоеле6,135, 756] також має двоелементний формувальментним формувальним інструментом технологічний інструмент. І в ній напрямний пристрій скомбіну позицію пластичного формоутворення. При нований з приводом нижнього інструментального цьому двоелементний формувальний інструмент столу чи нижнього інструмента і за допомогою має регульовано закріплюваний верхній інструмекулачково-кривошипно-шатунного механізму форнтальний стіл з верхнім інструментом, в якому румує комбіноване підйомно-обертальне переміхомо встановлені пуансони, і рухомо встановлещення нижнього інструмента, причому він містить ний нижній інструментальний стіл з нижнім два кулачково-кривошипно-шатунних механізми, інструментом, в якому виконані порожнини для розміщені на зовнішніх торцях нижнього інструмеформування виробів. Рухомий нижній інструменнта. При цьому нижній інструмент на своїх зовніштальний стіл встановлений на напрямному приніх боках містить по три цапфи, що рухаються в строї з можливістю переміщення під дією привідкриволінійних пазах, виконаних нерухомо відносно ного пристрою відносно верхнього корпуса. Ці криволінійні пази мають дуже складну інструментального столу до нього і від нього. геометрію і розраховані таким чином, що нижній При цьому відповідно до винаходу вперше пеінструмент при відкриванні форми переміщується редбачено, що верхній інструментальний стіл місвід верхнього інструмента вниз і обертається для тить перший привідний пристрій для встановлення правильного орієнтування відносно стапельного верхнього інструментального столу у його полопристрою, а потім знову відвертається від останження відносно верхньої мертвої точки нижнього нього. Оскільки складна геометрія криволінійних інструментального столу, узгоджене з виготовлюпазів не придатна для передачі зусиль, необхідних ваними формованими виробами. Крім того, верхдля відокремлення сформованих виробів, передній інструментальний стіл вперше містить другий бачені додаткові дискові кулачки, за допомогою привідний пристрій для приведення в дію пуансояких мають бути передані необхідні для цього зунів, рухомо встановлених у вер хньому інструменті. силля. І все-одно виконуваний таким складним На відміну від приводів пуансонів, відомих із чином процес відокремлення є вирізанням чи вирівня техніки, перевагою відповідної винаходові тисканням. Про висічку не може бути й мови. розв'язки приводу пуансонів шляхом застосування Не зважаючи на це, геометрично складні і відповідного окремого приводу і додаткового важко узгоджувані між собою напрямні з криволіокремого приводу для юстирування чи настройки нійними пазами не забезпечують досягнення неверхнього інструмента в залежності від виготовобхідних сьогодні високих тактових частот. люваних формованих виробів перед початком [В US 6,135, 756] описаний привід формувальпроцесу виробництва є можливість незалежної них виступів у вигляді комбінації зубчастої планки і оптимізації обох приводів. зубчастого колеса. Цей механізм теж не забезпеВідповідно до цього може бути застосований чує високих тактових частот, необхідних для еконайбільш придатний для одноразового юстируномічної експлуатації сучасної термоформувальвання верхнього інструмента перед початком виної установки. Адже для досягнення тривало робничого процесу привід, який не повинен обоповторюваної високої тактової частоти потрібна не в'язково одночасно задовольняти вимозі лише висока тактова частота відкривання і закринеобхідної тактової частоти при приведенні в дію 7 77770 8 пуансонів, а може бути спеціально вибраний з точний важіль і натискний шатун діє на пуансони у ки зору точності і відтворюваності точного юстируверхньому інструменті, що є дуже простим консвання верхнього інструментального столу. Відпотруктивним рішенням. При цьому у особливо певідно до цього може бути вибраний і реважному варіанті передбачено, що хитний ваоптимізований окремий привід пуансонів з точки жіль має зміщувану точку обертання, завдяки чому зору забезпечення необхідної високої тактової його плечі і, відповідно, співвідношення сил мочастоти. жуть бути узгоджені з конкретним випадком застоТака роздільна оптимізація окремих приводів сування. хоча і збільшує кількість конструктивних елеменПриведення в дію пуансонів через шатун, хи ттів, але, не зважаючи на це, надає перевагу, яка ний важіль і натискний шатун дозволяє розмістити полягає у тому, що обидва приводи можуть бути другий привід поза верхнім інструментом, зокрема виконані конструктивно дуже простими і тому дене безпосередньо над ним, завдяки чому при зашевими. стосуванні гідравлічного приводу не виключене Подальші вигідні форми виконання і аспекти витікання гідравлічного масла більше не має знацього винаходу є предметом додаткових пунктів чення, оскільки масло не може капати на плівкове формули винаходу. полотно. До того ж, у подальшому доцільному ваУ переважній формі виконання відповідної виріанті виконання другий привід для приведення в находові термоформувальної установки привідний дію пуансонів при передачі привідного зусилля пристрій для настройки верхнього інструментальчерез шатун, хитний важіль і натискний шатун таного столу виконаний у вигляді електричного серким чином встановлений збоку на верхньому інводвигуна. Його перевагою є точність регулювання струментальному столі, що він не переміщується і довільний вибір профілю швидкостей. Таким чивідносно верхнього інструментального столу, заном можуть бути забезпечені як швидке перемівдяки чому другий привід керує виключно переміщення для подолання великих відстаней регулющенням пуансонів і може бути виконаний особливання, так і особливо повільне і точне во оптимально з точки зору високих тактових переміщення для точної настройки верхнього інчастот. струментального столу в діапазоні міліметрів чи Наступною перевагою є те, що зміщення точки навіть десятих долів міліметра - в залежності від обертання хитного важеля може бути використано бажаної точності. для регулювання ходу п уансонів. При сталому ході До того ж, дешеві електричні серводвигуни у приводу шляхом переміщення точки обертання будь-якому конструктивному виконанні є на ринку. хитного важеля можна плавно змінювати хід пуанЗгідно з іншою переважною формою виконансонів, завдяки чому верхня мертва точка пуансонів ня відповідної винаходові термоформувальної залишається сталою, а нижня мертва точка може установки цей перший привідний пристрій через бути узгоджена з розміром виготовлюваного форсинхронізуючий вал зі встановленими на ньому, мованого виробу. наприклад, шнеками/шестернями взаємодіє з В іншій переважній формі виконання відповіддвома регулювальними гвинтами, які у свою чергу ної винаходові термоформувальної установки путаким чином діють на верхній інструментальний ансони за допомогою другого привідного пристрою стіл, що при дотриманні його горизонтального поприводяться в дію таким чином, що хід щонаймеложення забезпечується його вертикальне перенше 120мм або й більший може бути виконаний за міщення вгору і вниз, завдяки чому верхній інстручас, менший, ніж 300мс, переважно за час, менментальний стіл може бути настроєний на ший, ніж 200мс. Таким чином, можуть бути реалівиготовлювані формовані вироби. При цьому прозовані тактові частоти понад 60 тактів за хвилину, являється згадана вище перевага довільного витобто у відповідній винаходові термоформувальній бору профілю швидкостей серводвигуна, який заустановці, яка містить, наприклад, колінчастий безпечує як швидке подолання великих відстаней, привід для лінійно напрямленого нижнього інструтак і повільне переміщення для точного юстирументального столу, можуть бути реалізовані таквання. тові частоти, які взагалі досі вважалися недосяжВ іншій переважній формі виконання відповідними. ної винаходові термоформувальної установки друПоставлена задача стосовно способу виконагий привідний пристрій верхнього інструментальна ознаками п.7 формули винаходу. При цьому ного столу для приведення в дію пуансонів містить вперше запропонований спосіб виготовлення гідравлічний привід або оснащений електричним формованих виробів із пластмасової плівки, таких серводвигуном кривошипний привід. як чашки, пляшки, кришки, упаковка для продуктів В обох випадках можливе досягнення високих харчування чи подібних виробів із застосуванням тактових частот. Ці високі тактові частоти можуть термоформувальної установки згідно з обмежувастановити 40 тактів за хвилину, 50 тактів за хвилильною частиною п.1, який включає такі стадії: а) ну чи й більше. закривання формувального інструмента шляхом Крім того, при застосуванні гідравлічного принапрямлення рухомого нижнього інструментальноводу пуансонів можуть бути реалізовані зусилля го столу напрямним пристроєм і подачі нижнього щонайменше 40кН при величині робочого ходу інструментального столу під дією привідного при120мм і рухомій масі щонайменше 200кг, причому строю таким чином, що він здатний переміщува тичас для подолання робочого ходу 120мм станося у напрямку до верхнього інструментального вить менше, ніж 200мс. столу, b) виготовлення формованого виробу при Відповідно до іншого переважного варіанту закритому формувальному інструменті, с) відкридругого привідного пристрою він через шатун, хитвання формувального інструмента шляхом напря 9 77770 10 млення рухомого нижнього інструментального лений на порівняно коротких важелях 16, причому столу напрямним пристроєм і подачі нижнього важелі 16 у свою чергу шарнірно встановлені у інструментального столу під дією привідного припідшипниковій стійці 18, закріпленій на попестрою таким чином, що він здатний переміщува тиречині 4. ся у напрямку від верхнього інструментального На Фіг.1, як і на Фіг.2, майже посередині зостолу, d) вилучення формованих виробів, в разі бражений у закритому стані двоелементний форнеобхідності до стапельного пристрою, причому мувальний інструмент 20 технологічної позиції вперше запропоновано, що положення верхнього пластичного формоутворення термоформувальної інструментального столу за допомогою першого установки 1. Зображена у верхній частині Фіг.1 і привідного пристрою юстирують відносно верхньої Фіг.2 поперечина 24 з'єднує обидві каркасні стійки мертвої точки нижнього інструментального столу із 2 над двоелементним формувальним інструменузгодженням з розмірами виготовлюваних формотом 20 і служить основою для приводу 26 юстируваних виробів, а також що пуансони, рухомо вставання верхнього інструментального столу 28 із новлені у верхньому інструменті, приводять у дію закріпленим на ньому верхнім інструментом 30. другим привідним пристроєм. Пов'язані з цим пеПривід 26 для юстирування верхнього інструменреваги уже були викладені при описі пристрою. тального столу 28 може бути виконаний, наприІнші вигідні форми виконання способу відображені клад, у формі мікроприводу з гвинтовою вибіркою у додаткових пунктах формули винаходу. люфтів. Нижній інструментальний стіл 32 є осноНижче винахід докладніше пояснюється з вивою для нижнього інструмента 34 і за допомогою користанням прикладу виконання, представленого відповідним чином виконаних лінійних напрямних на ілюстраціях. На них схематично зображено: 36 встановлений між хитними напрямними планФіг.1. Вид спереду на форму виконання відпоками 38 хитного планкового напрямного вузла 40 відної винаходові термоформувальної установки; (див. Фіг.3 і 4) напрямного пристрою 42. На нижній Фіг.2. Вид збоку на зображену на Фіг.1 форму поверхні нижнього інструментального столу 32 виконання відповідної винаходові термоформувазакріплені циліндри 44 виштовхувача і верхні підльної установки; шипники 46 шатуна. Фіг.3. Фрагмент виду збоку на привід для відМіж верхнім інструментом 30 і нижнім інструхиляння планкового напрямного пристрою зобраментом 34 формувального інструмента 20, зображеного на Фіг.1 і 2 варіанту відповідної винаходові женого на Фіг.1 і 2 закритим, розміщений ланцюготермоформувальної установки; вий транспортер 48, яким пластмасову плівку 50 Фіг.4. Переріз по лінії Х-Х на Фіг.3; подають до двоелементного формувального інФіг.5. Представлений на Фіг.1-4 варіант у наструмента 20, а після формування і вирубування хиленому робочому положенні; транспортують не зображені тут формовані вироФіг.6. Ескіз форми виконання відповідного виби, причому пластмасову плівку 50 за допомогою находові приводу пуансонів у відповідній винаховідповідних засобів у зоні двоелементного формудові термоформувальній установці згідно з Фіг.1-5; вального інструмента 20 натягують у двох напрямФіг.7. Ескіз форми виконання, який пояснює, ках. яким чином може бути виконаний привід згідно з Верхній інструментальний стіл 28 встановлеФіг.6; ний з можливістю переміщення по лінійних напряФіг.8. Альтернативна форма виконання відпомних 52 між каркасними стійками 2. Нижній інструвідного винаходові приводу пуансонів термоформент 34 може містити, наприклад, різьбову мувальної установки згідно з Фіг.1-5; поверхню розмірами 490мм´1040мм. Таким чином Фіг.9. Інший варіант зображеного на Фіг.6-8 можуть бути реалізовані чотири ряди по 8 гнізд альтернативного відповідного винаходові приводу для 32 формованих виробів діаметром близько пуансонів з пуансонами у положенні паркування; 75мм. Це означає загальну довжину вирубуваних Фіг.10. Зображена на Фіг.9 форма виконання кромок 7640мм, що потребує загального зусилля приводу пуансонів, з пуансонами у висун утому близько 400кН. стані: Верхній інструмент 30, наприклад, через детаФіг.11. Інша альтернативна структура механільніше не зображений розпірний елемент закріпзму для зображених на Фіг.6-10 варіантів приводів лений на верхньому столі 28. Детальніше не зопуансонів. бражені напрямні рейки полегшують монтаж На Фіг.1 для прикладу представлена форма інструмента. Різьбовий компенсатор 54 зазору виконання відповідної винаходові термоформуваслужить для компенсації зазору, наприклад, в мікльної установки 1 у виді спереду. Рухомі вузли роприводі 26 верхнього інструментального столу термоформувальної установки 1 встановлені на 28. Лінійні напрямні 36 для нижнього інструментакаркасі 2. Каркас 2 може бути виконаний, наприльного столу 32 мають безлюфтову юстировку і клад, у формі каркасних стійок із листової сталі, забезпечують точне напрямлення нижнього інпідданої відпуску. Розміщена внизу, тобто біля струмента 34. Лінійні напрямні 52 верхнього інпідлоги, поперечина 4 з'єднує каркасні стійки 2 і струментального столу 28 мають не зображені одночасно служить опорою для колінчастого придетальніше регульовані без люфту ковзні наводу 6. Колінчастий привід 6 у представленому прямні. варіанті приводиться в дію електричним серводвиРозміщені під нижнім інструментальним стогуном 8. Його привідне зусилля передається через лом 32 приводи 44 виштовхувача для видимого у ремінь 10 і ремінні шківи 12 і 14, що зокрема кравирізі на Фіг.2 виштовхувача 56 мають два пневще видно на Фіг.2 у виді збоку. Колінчастий привід матичні циліндри з обмеженням ходу. 6 у представленому варіанті симетрично встановЗв'язаний з колінчастим приводом 6 шатун 58, 11 77770 12 який також можна назвати шатуном для піднімаказаний на Фіг.3. Цей упор 76 хитного важеля 38 льного приводу нижнього інструментального столу виконаний з можливістю забезпечення точного 32, у представленому тут варіанті має форму трипозиціонування нижнього інструмента 32. кутника чи літери Y. Нижня частина 60 шатуна 58 Привід для позиціонування верхнього інструшарнірно встановлена на ексцентричному елемементального столу 28, який може бути виконаний, нті 62 колінчастого вала приводу 6. Обидва орієннаприклад, у вигляді мікроприводу, служить не товані угору на Фіг.1 і 2 плеча 63 Y-подібного шалише для регулювання висічного ходу, але також туна 58 шарнірно встановлені у підшипниках 46 може бути задіяний і для вмикання чи вимикання шатуна нижнього інструментального столу 32. Ці висічного ходу. На Фіг.1 і 2 лише фрагментарно обидва верхні підшипники 46 шатуна розміщені показані регулювальні гвинти 78 можуть приводитаким чином, щоб забезпечити якомога менший тися в дію, наприклад, від редукторного двигуна 84 прогин нижнього столу 32, а також якомога меншу через шнекові редуктори 80 і синхронізуючий його власну вагу. Y-подібний шатун 58 у представвал 82. леному варіанті має на нижньому кінці 60 лише У представленому на Фіг.1-5 варіанті компенодин підшипник, завдяки чому для приведення сатори 54 зазору в різьбі, виконані для прикладу у його в дію достатньо одного колінчастого приводу. вигляді пневматичних сильфонних циліндрів, чеЯк уже було вказано, колінчастий привід 6 має рез детальніше не показані тяги відтягують інстійке до прогину двопідшипникове виконання. Для струментальний стіл 28 угор у з метою уникнення полегшення монтажу підшипники можуть бути бічних зазорів між гвинтами і гайками. розділені. Колінчастий привід 6 шарнірно встановЯк детальніше показано на Фіг.2, установка лений посередині важелів 16, які утворюють свого містить вузол 86 пуансонів. Вузол 86 пуансонів роду двокоромисловий механізм. Його правий кікрім іншого у представленому варіанті містить винець шарнірно встановлений на підшипниковій конаний у вигляді серводвигуна привід 88 пуансостійці 18, закріпленій на поперечині 4. Лівий кінець нів, який через детальніше не показані на Фіг.2 двокоромислового механізму зв'язаний з висічним зубчасту ремінну передачу і планетарно-гвинтову приводом 64. Висічний привід 64 складається, напередачу з гайками і рознімними муфтами зв'язаприклад, із гідравлічного циліндра і відповідної ний з плитою 90 пуансонів і встановленими на ній гідравлічної установки, яка за допомогою гідравліпуансонами 92. При цьому привід пуансонів може чного циліндра створює ударне висічне перемімістити також високодинамічний серводвигун. щення, яке через двокоромисловий механізм 16, У зображеному на Фіг.1 альтернативному ваколінчастий привід 6, шатун 58 і підшипники 46 на ріанті приводу пуансонів вузла 86 він може містити нижньому інструментальному столі 32 передаєтьконсоль 94, на якій встановлений гідравлічний ся нижньому інструмента 34. циліндр 96, який і служить приводом пуансонів. Вузол приведення в дію колінчастого приводу Консоль 94 з гідравлічним циліндром лінійно пе6 - як уже було раніше вказано - може містити серреміщується разом із верхнім інструментальним водвигун 8, який через редуктор, зубчастий рестолом 28. Таким чином, відстань між гідравлічним мінь, зубчасту ланцюгову передачу чи подібний циліндром 96 і верхнім інструментальним столом механізм у безлюфтовому виконанні діє на колін28 завжди залишається сталою. Гідравлічний цичастий привід 6. В такому разі закривання і відкриліндр 96 оточений корпусом 98, завдяки чому навання двоелементного формувального інструменвіть при незначному витіканні гідравлічне масло не та 20 відповідає кожним 180s обертання вийде назовні. Шатун 100 шарнірно встановлений колінчастого вала. на штоку гідравлічного циліндра 96, як показано на Уже показані на Фіг.1 і 2 хитні важелі 38, на Фіг.1, і протилежним від гідравлічного циліндра 96 яких встановлений нижній інструментальний стіл кінцем шарнірно з'єднаний з правим кінцем хитно32, у представленому тут варіанті мають детальго важеля 102. Важіль 102 з можливістю хитання ніше показані на Фіг.3 бічні напрямні 66 хитних встановлений на підшипнику 104. Підшипник 104 важелів, виконані у вигляді роликів. Виконані, навстановлений на стійці, у свою чергу закріплену на приклад, у вигляді роликів бічні напрямні 66 хитних верхньому інструментальному столі 28. На лівому важелів 38 переміщаються на не зображених декінці хитного важеля 102 шарнірно встановлений тальніше напрямних і встановлені з можливістю натискний шатун 106, з'єднаний з плитою 90 з пуабезлюфтового регулювання для точного напрямнсонами 92. Гідравлічний циліндр для приведення ляння нижнього інструмента 34. в дію пуансонів 92 може містити блок сервокеруВиконавчими елементами для приведення в вання, за допомогою якого можна здійснювати дію хитних напрямних планок 38 хитного напрямпрограмоване керування величиною ходу циліндного планкового пристрою 40 є встановлені по ра 96. Необхідний гідравлічний агрегат може бути обидва боки нижнього столу 32 шатуни 68. Прирозміщений у нижній частині установки. Шатун 106 строєм для вироблення хитного переміщення ниможе бути зв'язаний з плитою 90 пуансонів через жнього інструмента 34 через хитні напрямні планкомпенсаційну муфту. Корпус 98 для гідравлічного ки 38 може служити діючий на обидві хитні циліндра 96 служить не лише для захисту від монапрямні планки 38 кривошипний привід 70, який жливого витікання гідравлічного масла, але й моможе містити, наприклад, привідний редукторний же також містити блок сервокерування і датчики серводвигун 72 і синхронізуючий вал 74. Ці подродля виявлення можливого витікання масла, а табиці детальніше показані на Фіг.4 як переріз по кож засоби для його відведення. Сказане дійсне лінії Х-Х на Фіг.3. також і для гідравлічних тр убопроводів. Для обмеження хитного руху в рамі чи в карЯк показано на Фіг.2, відповідна винаходові касі 2 передбачений упор 76 хитного важеля, потермоформувальна установка 1 може бути облад 13 77770 14 нана стапельним пристроєм 108, який приймає верхнім інструментом 30. Альтернативно можливе виготовлені формовані вироби після виштовхутакож розміщення циліндра 96 чи 162 поряд з інвання із порожнин нижнього інструмента 34, стаструментом 30. На Фіг.9 пуансони 92 зображені в пелює їх і відвозить. Для цього стапельний приположенні паркування. Відповідно до цього, на стрій 108 може містити, наприклад, решітку 110 Фіг.10 пуансони 92 зображені в опущеному полодля транспортування виштовхн утих формованих женні. В решті зображення на Фіг.10 відповідає виробів. формі виконання приводу 88, представленій на Для спрощення опису позиційні позначення, Фіг.9. використані в ході опису Фіг.1-5, при подальшому На Фіг.11 зображена інша альтернативна фоописі Фіг.6-11 аналогічно використовуються для рма виконання приводу 88 пуансонів. Вона схожа таких же або для однаково чи аналогічно діючих на варіант, представлений на Фіг.9 і 10, але має конструктивних елементів. альтернативну кінематику хитного важеля. При На Фіг.6 представлений інший варіант описацьому в точках шарнірного з'єднання В і С виконаного з посиланнями на Фіг.1-5 приводу 88 пуансоно видовжені отвори, які надають точкам прикланів. Кривошипний механізм 140 через шатун 100 дення зусиль можливість переміщення, завдяки діє на хитний важіль 102, який на Фіг.6 зображений чому гідравлічний циліндр 96 чи 162 може бути також і штрих-пунктирною лінією для пояснення з'єднаний з хитним важелем 102 в точці В безподвох різних положень, а саме положення при висередньо, без проміжного шатуна 100. Так само конанні робочого ходу з опусканням пуансонів 92, можна обійтися без шатуна 106 шляхом об'єднана також положення при зворотному ході, тобто при ня точок С і D у єдину точку С прикладення зусиль; підніманні встановлених на плиті 90 пуансонів 92. при цьому хитний важіль 102 безпосередньо з'єдПри цьому хитний важіль 102, встановлений з монаний з виконаним відповідним чином виступом чи жливістю хитання навколо точки обертання в підпідшипниковою опорою 168, встановленою на шипнику 104, який у свою чергу виконаний з можплиті 90. ливістю переміщення, проілюстрованого стрілкою Як уже було раніше вказано, для формування, 142, діє на шатун 106, шарнірно встановлений на наприклад, чашкоподібних формованих виробів плиті 90 з пуансонами 92. Шляхом переміщення підігріту пластмасову плівку 50 за допомогою точки обертання підшипника 104 вздовж уявної встановлених у вер хньому інструменті 30 з можгоризонтальної лінії 144 можна змінювати хід 146 ливістю лінійного переміщення пуансонів 92 втиспуансонів при сталому ході 148 приводу. При цьокують у формувальні гнізда чи порожнини нижньому робочий хід пуансонів 92 вниз позначений стріго інструмента 34. Завдяки створенню лкою 150, а зворотний хід позначений стрілкою надлишкового тиску у вер хньому інструменті 30 152. плівка прилягає до поверхонь формувальних гнізд На Фіг.7 схематично, спрощено представлена чи порожнин. Після цього пуансони 92 знову відможлива форма виконання приводу 88 пуансонів. водять назад у їх положення паркування (див. Кривошипний механізм 140 встановлений на підФіг.9) у верхньому інструменті 30 (див. стрілки 150 шипнику 154. Редуктор 156 і муфтово-гальмівний і 152 на Фіг.6 і 8). вузол 158 з'єднують кривошипний механізм 140 з Для досягнення якомога меншого часу для двигуном 160. формування формованих виробів винаходом заНа Фіг.8 представлена інша альтернативна пропонований привід 88 пуансонів з високою диформа виконання приводу 88 пуансонів. Кінематинамікою. Завдяки його застосуванню досягається чна схема в основному відповідає зображеній на тривалість циклу переміщення пуансонів 92 (пеФіг.6. Замість зображеного на Фіг.6 кривошипного реміщення вниз (150) і зворотне переміщення механізму 140 згідно з Фіг.8 передбачений гідрав(152) у початкове положення) максимум 300мс, лічний циліндр 162, аналогічний описаному з попереважно максимум 250мс, особливо переважно силаннями на Фіг.1-5 гідравлічному циліндру 96. максимум 200мс. До того ж, привід 88 пуансонів, Зміщення точки обертання також позначено стрілописаний з посиланнями на Фіг.6-11, здатний розкою 142. Для зміщення точки обертання 104 згідно вивати зусилля, необхідні для протискання пластз Фіг.8 передбачені електродвигун 164 і регулювамасової плівки 50. Сумарне зусилля, що діє на льний гвинт 166. окремий пуансон 92, в залежності від форми викоНа Фіг.9 схематично представлений інший ванання може становити до 50000Н. ріант приводу 88 пуансонів. Для створення зусилВідповідно до цього для створення необхідних ля служить гідравлічний циліндр 96 чи 162. Він в зусиль описана вище форма виконання приводу точці А зв'язаний з шатуном 100. У свою чергу ша88 пуансонів містить гідравлічний циліндр 96 чи тун 100 в точці В зв'язаний з хитним важелем 102. 162. Згідно з Фіг.9-11 пуансони 92 через штоки 170 А хи тний важіль 102 у точці С шарнірно зв'язаний з нерухомо з'єднані з плитою 90. Штоки 170 з можнатискним шатуном 106. Зі свого боку шатун 106 у ливістю лінійного переміщення встановлені у наточці D шарнірно зв'язаний з плитою 90. З плитою прямних втулках 172 верхнього інструмента 30, 90 шарнірно зв'язані пуансони 92, з можливістю завдяки чому увесь вузол 86 пуансонів може пелінійного переміщення встановлені у верхньому реміщуватися у вертикальному напрямку. інструменті 30. Верхній інструмент 30 закріплений Як було вище описано, приведення в дію пуана верхньому інструментальному столі 28. Хитний нсонів 92 здійснюється за допомогою гідравлічного важіль 102 встановлений з можливістю обертання циліндра 96 чи 162, який - як показано на Фіг.1-5 навколо точки Во. нерухомо закріплений на консолі 94, у свою чергу У зображеному на Фіг.9 приводі 88 гідравлічвстановленій на верхньому інструментальному ний циліндр 96 чи 162 розміщений перед чи за столі 28. Лінійне переміщення поршневого штока 15 77770 16 174 спочатку через шатун 100 з шарнірними точвгору і вниз. При цьому верхній інструментальний ками А і В передається на хитний важіль 102. Хитстіл відповідно до винаходу вперше містить перний важіль 102 встановлений з можливістю оберший привідний пристрій для встановлення верхтання навколо точки В0 відносно верхнього нього інструментального столу у його положення інструментального столу 28. Зрештою шатун 106 з відносно верхньої мертвої точки нижнього інструшарнірними точками С і D передає переміщення ментального столу, узгоджене з виготовлюваними хитного важеля 102 на вузол 86 пуансонів. формованими виробами. Крім того, верхній інСхематично зображений на Фіг.6-11 привід 88 струментальний стіл вперше містить другий привіможе бути виконаний у великій кількості форм. У дний пристрій для приведення в дію пуансонів, одному із варіантів прикладу переміщення хитного рухомо встановлених у вер хньому інструменті. важеля 102 може бути передано на вузол 86 пуанКрім того, винахід вперше пропонує економічний сонів через палець і кулісу. Так само циліндр 96 чи спосіб виготовлення формованих виробів із плас162 альтернативно до нерухомого з'єднання з контмасової плівки. соллю 94 може бути з'єднаний з нею шарнірно, з Якщо для приведення в дію пуансонів застоможливістю хитання. совується гідравлічний привід, він може бути викоІншою перевагою гідравлічного приводу 88 є наний у ви гляді так званого лінійного підсилювача вироблювані ним значні зусилля при дуже хорошій системи сервокерування, завдяки чому керування динаміці. При цьому небезпека теплового перенаяк його ходом, так і профілем швидкості може бути вантаження відсутня. здійснене незалежно, і, отже, ці параметри можуть Таким чином, відповідно до винаходу вперше бути задані наперед. сприятливим чином розроблена термоформуваУ відповідній винаходові термоформувальній льна установка для виготовлення формованих установці можуть оброблятися пластмасові плівки виробів із пластмасової плівки, таких як чашки, із поліпропілену, полістиролу, поліетилену, поліпляшки, кришки, упаковка для харчових продуктів і етилентерефталату, акрилнітрил-бутадієнстиролу т.п., яка має оснащену двоелементним формувачи полівінілхлориду. Пластмасова плівка, що польним інструментом технологічну позицію пластидається на термоформувальну установку у вигляді чного формоутворення. Двоелементний формуваплівкового полотна, може мати ширину від 250мм льний інструмент має регульовано закріплюваний до 750мм і товщину від 0,3мм до 4мм. Наявна між верхній інструментальний стіл з верхнім інструмеверхнім і нижнім інструментами формувальна понтом, в якому рухомо встановлені пуансони, і руверхня має розміри щонайменше 700мм´450мм. хомо встановлений нижній інструментальний стіл з Максимальне зусилля замикання становить щонижнім інструментом, в якому виконані порожнини найменше 400кН при максимальній довжині лінії для формування виробів. Рухомий нижній стіл за висічки щонайменше 8400мм. допомогою привідного пристрою і напрямного пристрою переміщується відносно верхнього столу 17 77770 18 19 Комп’ютерна в ерстка Т. Чепелев а 77770 Підписне 20 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюThermoforming installation for producing molded bodies consisting of plastic film, and method of their manufacturing
Назва патенту російськоюТермоформовочная установка для изготовления формованных изделий из пластмассовой пленки, а также способ их изготовления
МПК / Мітки
МПК: B29C 51/00, B29C 51/26, B29C 51/30
Мітки: пластмасової, формованих, плівки, виробів, спосіб, термоформувальна, установка, виготовлення, також
Код посилання
<a href="https://ua.patents.su/10-77770-termoformuvalna-ustanovka-dlya-vigotovlennya-formovanikh-virobiv-iz-plastmasovo-plivki-a-takozh-sposib-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення</a>
Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Номер патенту: 77509
Опубліковано: 15.12.2006
Автори: Шльоссер Хельмут, Ассельборн Петер
МПК: B29C 51/30, B29C 51/00, B29C 51/26
Мітки: також, плівки, термоформувальна, формованих, виготовлення, виробів, спосіб, установка, пластмасової
Формула / Реферат:
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковки для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в...
Спосіб виготовлення полімербетонних формованих виробів
Номер патенту: 4648
Опубліковано: 17.01.2005
Автори: Серебряник Олександр Ілліч, БОГОЛЮБОВА ОКСАНА МИКОЛАЇВНА
МПК: B28B 1/08, C04B 40/00, C04B 26/00
Мітки: спосіб, виробів, полімербетонних, виготовлення, формованих
Формула / Реферат:
1. Спосіб виготовлення полімербетонних виробів, що включає змішування заповнювача і сполучних компонентів та формування виробів, який відрізняється тим, що як заповнювач використовують конструкційну смолу, модифіковану Luperox, та каталізатор, а як сполучні компоненти - пігмент та мінеральний наповнювач, при цьому компоненти беруть в наступному співвідношенні: конструкційна смола ПН 95-105 мл ...
Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит
Номер патенту: 54416
Опубліковано: 17.03.2003
Автор: Томандль Ервін
МПК: B28B 23/00, C04B 14/20, C04B 28/00
Мітки: зокрема, плит, виготовлення, виробів, негорючих, будівельних, формованих, спосіб
Формула / Реферат:
1. Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит, при здійсненні якого гранульований вермикуліт піддають спучуванню при підвищеній температурі, на гранули спученого вермикуліту наносять розчин неорганічного зв'язуючого, після чого гранульований вермикуліт безперервно або періодично підпресовують, розкроюють його на заготовки потрібної форми і періодично пресують ці заготовки при температурі не нижче кімнатної,...
Спосіб виготовлення формованих профільованих виробів із вуглець-вуглецевих композиційних матеріалів
Номер патенту: 53726
Опубліковано: 17.02.2003
Автори: Карпенко Надія Олександрівна, Біленко Леонід Дмитрович, Єрошкін Сергій Володимирович
МПК: C04B 35/52, C01B 31/04
Мітки: композиційних, формованих, виготовлення, матеріалів, виробів, спосіб, вуглець-вуглецевих, профільованих
Формула / Реферат:
Спосіб виготовлення формованих профільованих виробів із вуглець-вуглецевих композиційних матеріалів, що включає формування заготівки шляхом нанесення вуглецевого волокнистого матеріалу, просоченого смолою, що полімеризується, обтиснення сформованої заготівки, карбонізацію заготівки, видалення засобів для обтиснення і термічну обробку заготівки при температурі, не меншій температури експлуатації виробу, який відрізняється тим, що заготівку не...
Основов’язаний трикотаж для виготовлення формованих виробів
Номер патенту: 31005
Опубліковано: 15.12.2000
Автори: Березненко Сергій Миколайович, Зубович Клара Аронівна, Кизимчук Олена Павлівна, Березненко Микола Петрович
МПК: D04B 1/14, D04B 21/00
Мітки: трикотаж, виготовлення, формованих, основов'язаний, виробів
Текст:
...Г2, ГЗ і Г4 при такому набиранні, коли на кожну голку прокладається не менше двох ниток і утворюють переплетення відповідно рапорту рисунку. Низькоплавкі термопластичні нитки 10 заправлені в передню гребінку П при суцільному набиранні гребінки або, в залежності від необхідної формостійкості, по рапорту: 1 вушковина заправлена ниткою, 1 вушковина пуста або 1 вушковина заправлена ниткою, 2 вушковини пусті, або 1 вушковина заправлена ниткою, 3...
Попередній патент: Процес обробки вуглецевих матеріалів (варіанти)
Наступний патент: Трипептиди, які несуть простий гідроксипроліновий ефір заміщеного хіноліну, які призначені для інгібування протеази ns3 (гепатит с)
Випадковий патент: Спосіб автоматичного контролю за допомогою оптоелектронного пристрою якості друкування зображення на папері