Спосіб розміщення установок електролізного промислового підприємства по виробництву алюмінію
Формула / Реферат
1. Спосіб розміщення установок електролізного промислового підприємства (10) для виробництва алюмінію за способом Хола-Еру, в якому створюють щонайменше одну зону (Η) виробництва рідкого алюмінію, яка містить електролізні ванни, які розміщені по лініях, установки для підготовки до використання та повернення у технологічний цикл анодних зборок, установки для підготовки до використання та повернення у технологічний цикл ванни електроліту і установки для обробки рідкого алюмінію, який відрізняється тим, що створюють:
- спеціальні допоміжні операційні зони керування, включаючи зону (С), в якій згруповують установки для підготовки до використання та повернення у технологічний цикл анодних зборок, зону (В), в якій згруповують установки для підготовки до використання та повернення у технологічний цикл ванни електроліту, і зону (А), в якій згруповують установки для обробки рідкого алюмінію,
- транспортні засоби для транспортування так званих важких проміжних продуктів між згаданими операційними зонами відповідно до певних проміжних потоків (НС1-НС7, НВ1-НВ12, НА1-НА7), причому згадані проміжні продукти включають рідкий алюміній, анодні зборки та затверділу ванну електроліту,
- щонайменше одну зону руху (101, 102, 103, 104, 105, 106, 110, 111, 112, 113), зарезервовану для всіх або частини згаданих вище транспортних засобів для важких проміжних продуктів.
2. Спосіб за п. 1, який відрізняється тим, що щонайменше один з важких проміжних продуктів повністю транспортують у щонайменше одній зарезервованій зоні руху (101, 102, 103, 104, 105, 106, 110, 111, 112, 113).
3. Спосіб за п. 1, який відрізняється тим, що рідкий алюміній, анодні зборки та затверділу ванну електроліту повністю транспортують у щонайменше одній зарезервованій зоні руху (101, 102, 103, 104, 105, 106, 110, 111, 112, 113).
4. Спосіб за п. 1 або 3, який відрізняється тим, що створюють щонайменше одну зарезервовану зону руху (101, 102, 110, 111, 112, 113), спільну для щонайменше двох різних важких проміжних продуктів.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що додатково створюють щонайменше одну допоміжну операційну зону, яку називають зоною (Е) "технічного обслуговування", в якій згруповують всі або частину операцій технічного обслуговування та поточного ремонту.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що додатково створюють щонайменше одну операційну зону керування, яку називають "адміністративною" зоною (D), в якій згруповані всі або частина адміністративних операцій.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що зона (С) з установками для підготовки до використання та повернення у технологічний цикл анодних зборок додатково містить засоби для виготовлення анодних блоків.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що групують одну з одною зону (С) з установками для підготовки до використання та повернення у технологічний цикл анодних зборок і зону (В) з установками для підготовки до використання та повернення у технологічний цикл ванни електроліту.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що щонайменше однією зарезервованою зоною руху (101, 102, 103) зв'язують між собою щонайменше три згадані операційні зони.
10. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що щонайменше однією зарезервованою зоною руху (1000) зв'язують між собою всі згадані операційні зони.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що створюють щонайменше одну зарезервовану зону руху (101, 102), яку називають "поперечною" зоною, яку розміщують по суті перпендикулярно до ліній розташування електролізних ванн.
12. Спосіб за п. 11, який відрізняється тим, що кожну допоміжну зону зв'язують зі згаданою даною або з кожною зоною (Η) виробництва рідкого алюмінію за допомогою щонайменше однієї поперечної зарезервованої зони руху (101, 102).
13. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що створюють щонайменше одну зарезервовану зону руху (101, 102, 103), яку називають "основною" зоною, що проходить по суті через центр даної або кожної зони (Η) виробництва алюмінію.
14. Спосіб за п. 13, який відрізняється тим, що кожну допоміжну зону зв'язують з згаданою або з кожною зоною (Η) виробництва рідкого алюмінію за допомогою щонайменше однієї основної зарезервованої зони руху (101, 102, 103).
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що додатково споруджують щонайменше одну будівлю зі спеціальним перекриттям (121, 122) для захисту щонайменше однієї зарезервованої зони руху (101, 102).
16. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що створюють щонайменше одну зарезервовану зону руху (110, 111, 112, 113), яка проходить вздовж ліній розташування електролізних ванн.
17. Спосіб за будь-яким з пп. 1-16, який відрізняється тим, що згадані транспортні засоби є автоматизованими.
18. Спосіб за будь-яким з пп. 1-17, який відрізняється тим, що згадані транспортні засоби містять щонайменше один транспортний засіб човникового типу.
19. Спосіб за будь-яким з пп. 1-18, який відрізняється тим, що згадані транспортні засоби містять навантажувально-розвантажувальні засоби.
20. Спосіб за будь-яким з пп. 1-19, який відрізняється тим, що згадані транспортні засоби містять систему рейкових колій.
21. Спосіб за будь-яким з пп. 1-20, який відрізняється тим, що згадані транспортні засоби містять щонайменше один конвеєр.
22. Спосіб за будь-яким з пп. 1-21, який відрізняється тим, що щонайменше один з важких проміжних продуктів повністю транспортують за допомогою щонайменше одного автоматичного транспортного засобу, причому згаданим або кожним з згаданих транспортних засобів керують за допомогою щонайменше однієї центральної навігаційної системи, здатної забезпечити контроль за кількостями та переміщеннями потоків згаданих важких проміжних продуктів.
Текст
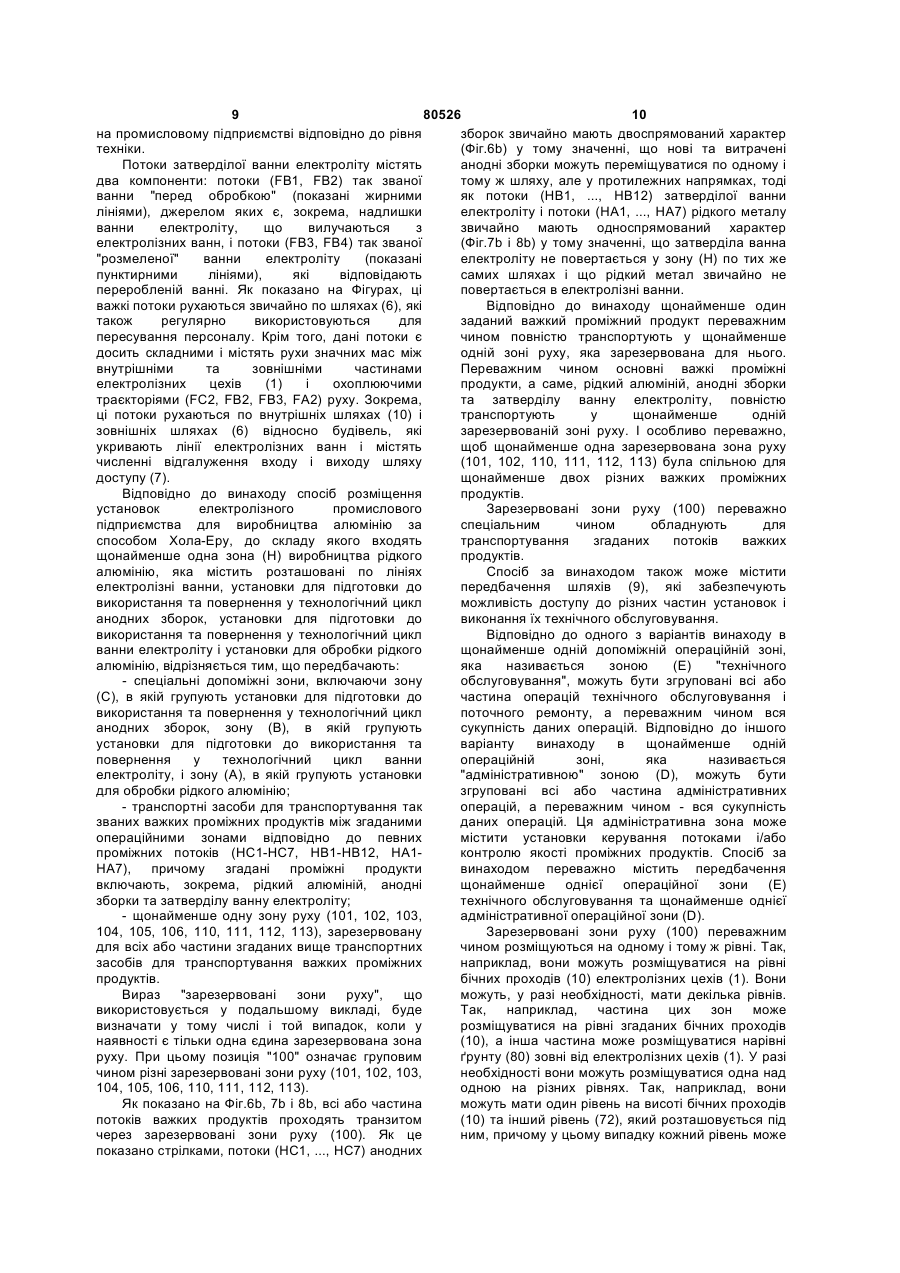
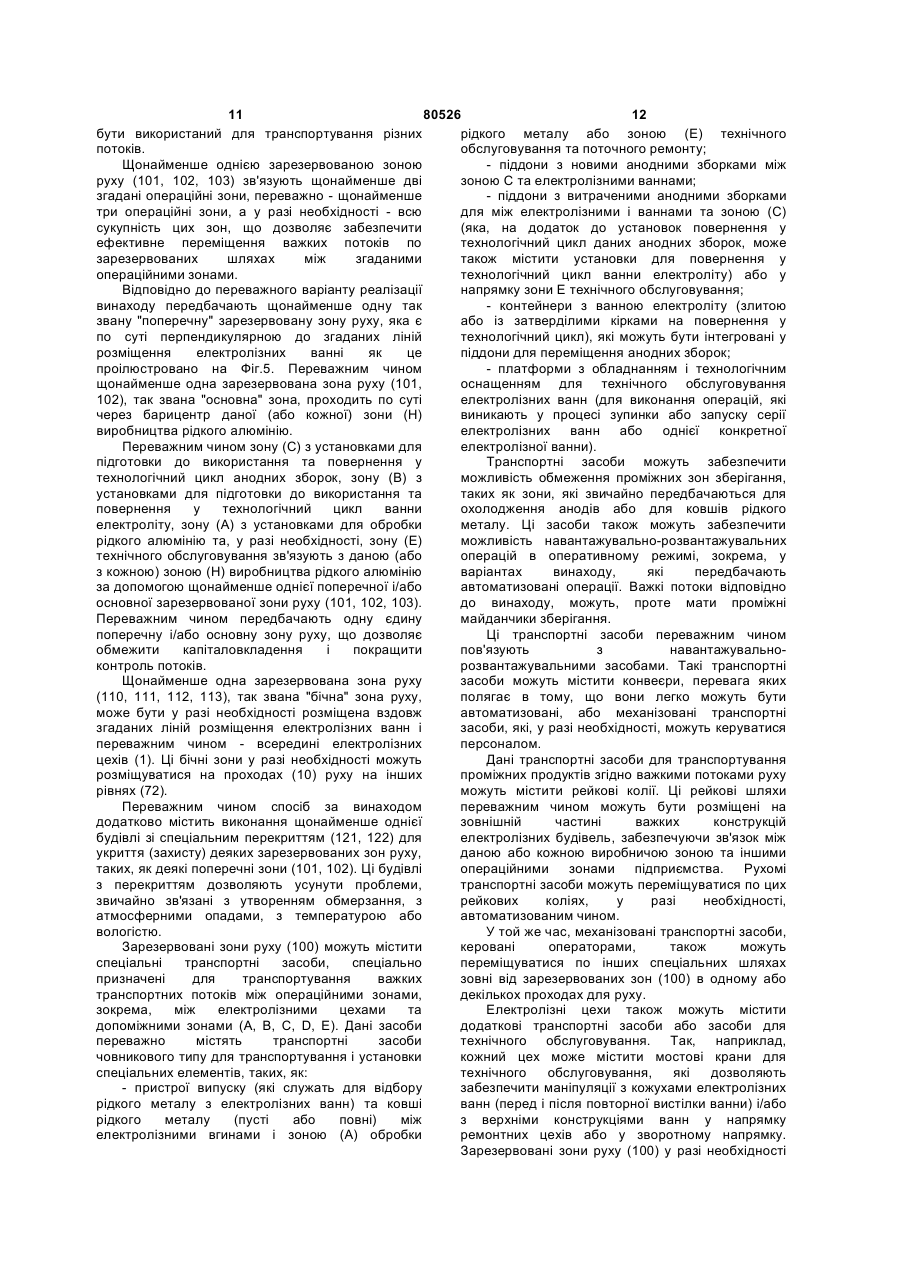
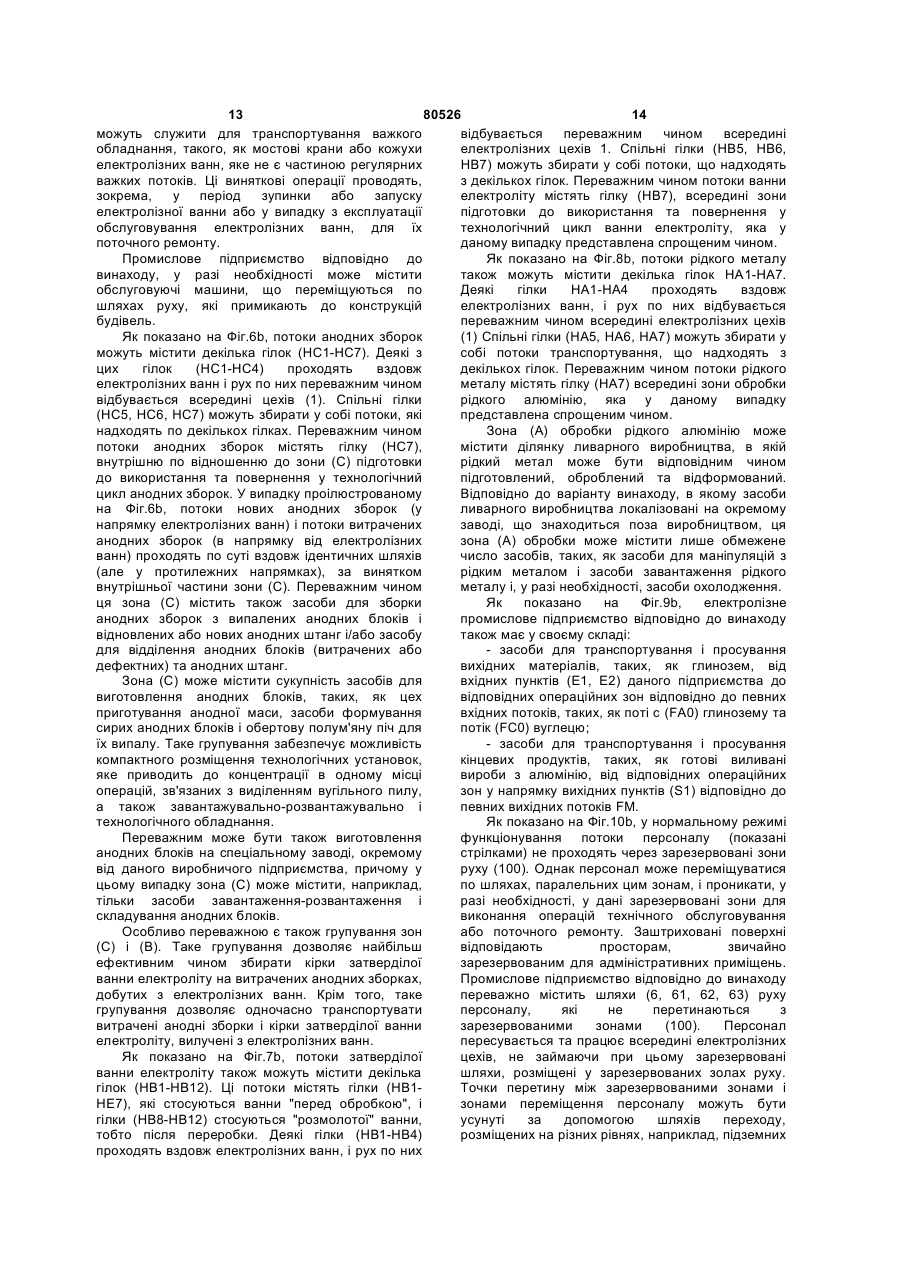
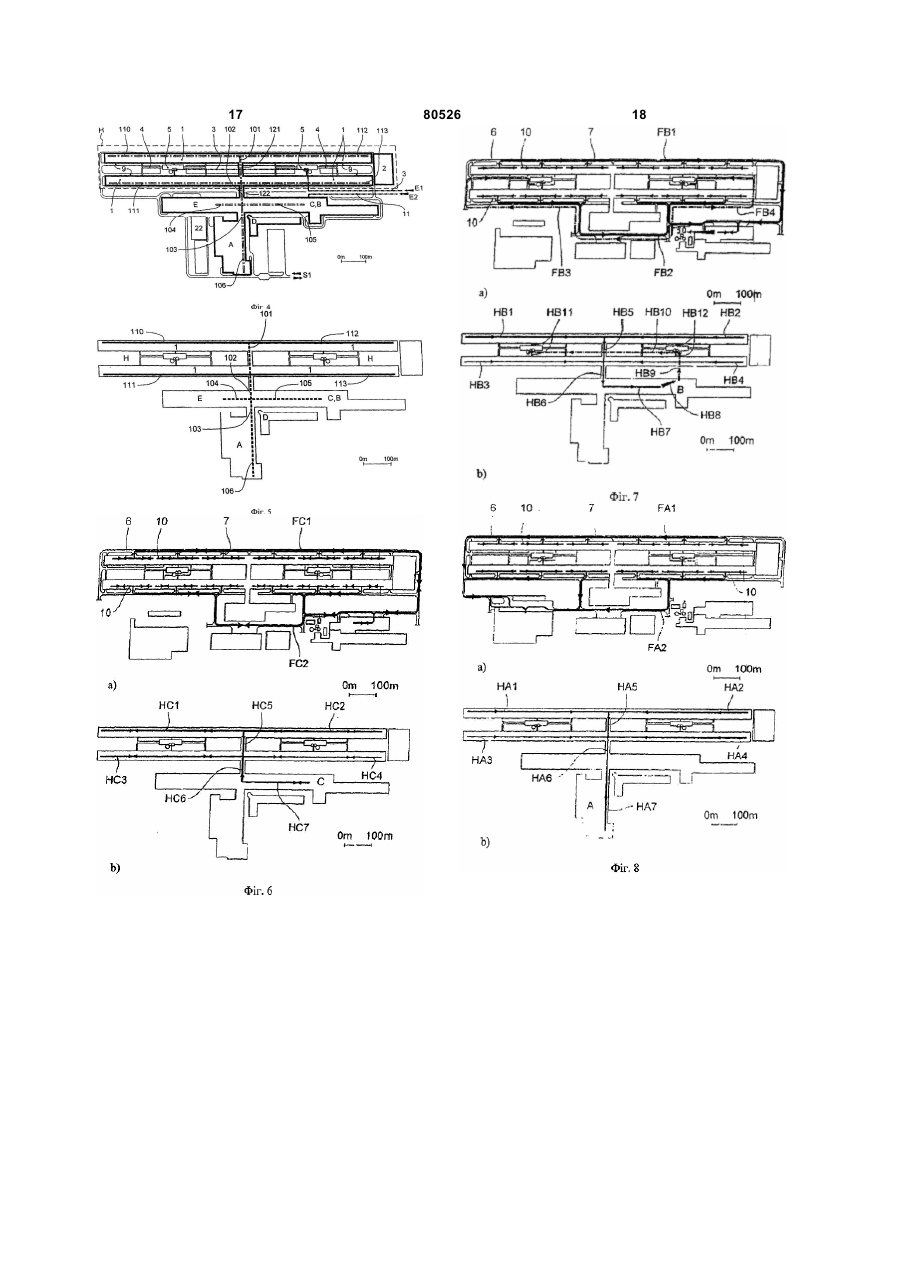
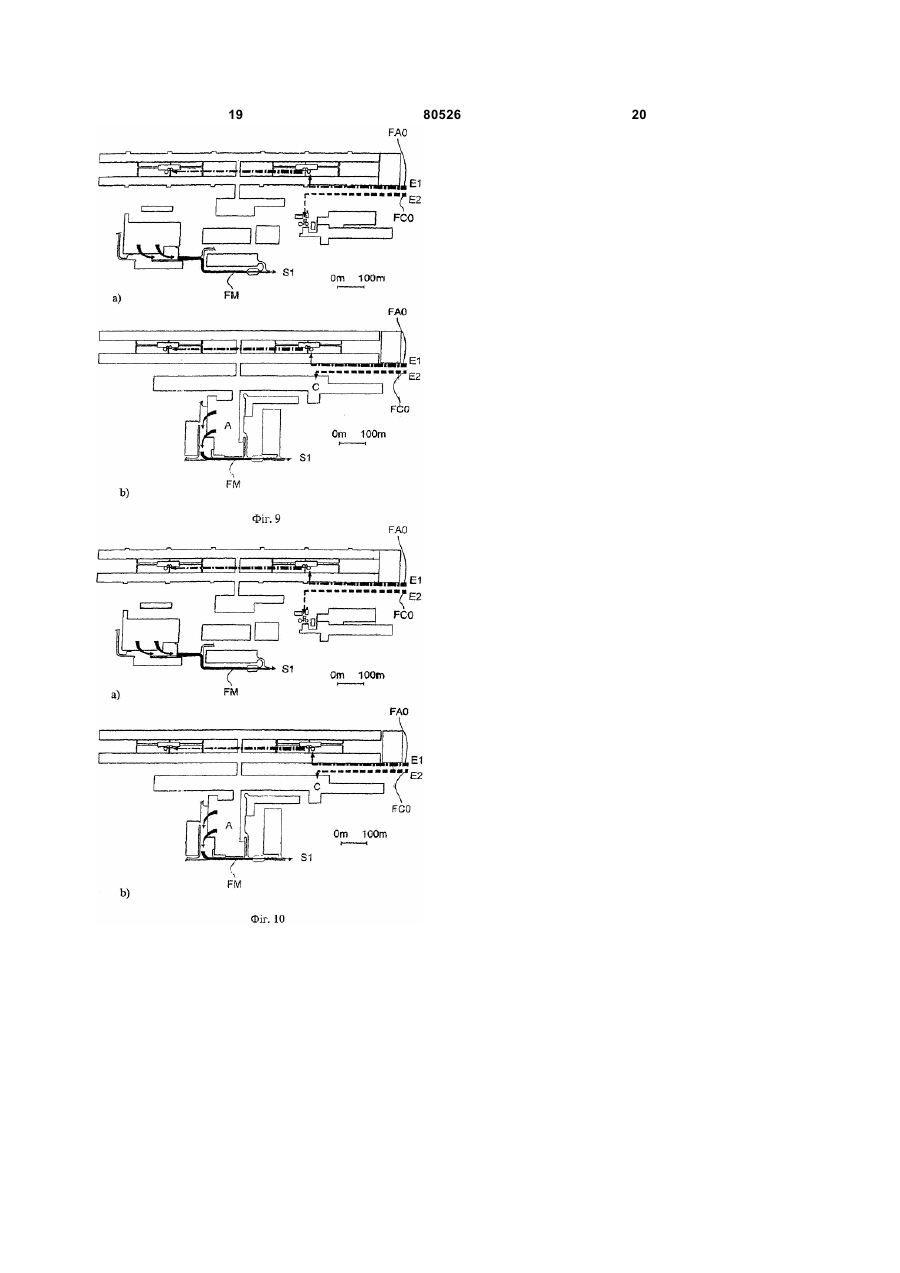
1. Спосіб розміщення установок електролізного промислового підприємства (10) для виробництва алюмінію за способом Хола-Еру, в якому створюють щонайменше одну зону (Η) виробництва рідкого алюмінію, яка містить електролізні ванни, які розміщені по лініях, установки для підготовки до використання та повернення у технологічний цикл анодних зборок, установки для підготовки до використання та повернення у технологічний цикл ванни електроліту і установки для обробки рідкого алюмінію, який відрізняється тим, що створюють: - спеціальні допоміжні операційні зони керування, включаючи зону (С), в якій згруповують установки для підготовки до використання та повернення у технологічний цикл анодних зборок, зону (В), в якій згруповують установки для підготовки до використання та повернення у технологічний цикл ванни електроліту, і зону (А), в якій згруповують установки для обробки рідкого алюмінію, - транспортні засоби для транспортування так званих важких проміжних продуктів між згаданими операційними зонами відповідно до певних проміжних потоків (НС1-НС7, НВ1-НВ12, НА1НА7), причому згадані проміжні продукти включають рідкий алюміній, анодні зборки та затверділу ванну електроліту, - щонайменше одну зону руху (101, 102, 103, 104, 105, 106, 110, 111, 112, 113), зарезервовану для всіх або частини згаданих вище транспортних засобів для важких проміжних продуктів. 2. Спосіб за п. 1, який відрізняється тим, що щонайменше один з важких проміжних продуктів 2 (19) 1 3 80526 4 11. Спосіб за будь-яким з пп. 1-10, який яка проходить вздовж ліній розташування відрізняється тим, що створюють щонайменше електролізних ванн. одну зарезервовану зону руху (101, 102), яку 17. Спосіб за будь-яким з пп. 1-16, який називають "поперечною" зоною, яку розміщують відрізняється тим, що згадані транспортні засоби по суті перпендикулярно до ліній розташування є автоматизованими. електролізних ванн. 18. Спосіб за будь-яким з пп. 1-17, який 12. Спосіб за п. 11, який відрізняється тим, що відрізняється тим, що згадані транспортні засоби кожну допоміжну зону зв'язують зі згаданою даною містять щонайменше один транспортний засіб або з кожною зоною (Η) виробництва рідкого човникового типу. алюмінію за допомогою щонайменше однієї 19. Спосіб за будь-яким з пп. 1-18, який поперечної зарезервованої зони руху (101, 102). відрізняється тим, що згадані транспортні засоби 13. Спосіб за будь-яким з пп. 1-10, який містять навантажувально-розвантажувальні відрізняється тим, що створюють щонайменше засоби. одну зарезервовану зону руху (101, 102, 103), яку 20. Спосіб за будь-яким з пп. 1-19, який називають "основною" зоною, що проходить по відрізняється тим, що згадані транспортні засоби суті через центр даної або кожної зони (Η) містять систему рейкових колій. виробництва алюмінію. 21. Спосіб за будь-яким з пп. 1-20, який 14. Спосіб за п. 13, який відрізняється тим, що відрізняється тим, що згадані транспортні засоби кожну допоміжну зону зв'язують з згаданою або з містять щонайменше один конвеєр. кожною зоною (Η) виробництва рідкого алюмінію 22. Спосіб за будь-яким з пп. 1-21, який за допомогою щонайменше однієї основної відрізняється тим, що щонайменше один з зарезервованої зони руху (101, 102, 103). важких проміжних продуктів повністю 15. Спосіб за будь-яким з пп. 1-14, який транспортують за допомогою щонайменше одного відрізняється тим, що додатково споруджують автоматичного транспортного засобу, причому щонайменше одну будівлю зі спеціальним згаданим або кожним з згаданих транспортних перекриттям (121, 122) для захисту щонайменше засобів керують за допомогою щонайменше однієї однієї зарезервованої зони руху (101, 102). центральної навігаційної системи, здатної 16. Спосіб за будь-яким з пп. 1-13, який забезпечити контроль за кількостями та відрізняється тим, що створюють щонайменше переміщеннями потоків згаданих важких одну зарезервовану зону руху (110, 111, 112, 113), проміжних продуктів. Винахід стосується промислових підприємств по виробництву алюмінію шляхом вогневого (розплавного) електролізу відповідно до способу Хола-Еру (Hall-Héroult). Зокрема він стосується розміщення установок на таких промислових підприємствах. Металічний алюміній виробляється у промислових масштабах шляхом вогневого або розплавного електролізу, тобто шляхом електролізу глинозему, розчиненого у ванні кріолітного розплаву, що також називається ванною електроліту, з використанням добре відомого способу Хола-Еру. Ця ванна електроліту міститься в резервуарах, що містять сталевий кожух, який футерований зсередини вогнетривкими і/або ізоляційними матеріалами, і катодний пристрій, розміщений у донній частині цього резервуара. Аноди вуглецевого матеріалу, частково занурені у ванну електроліту. Кожний такий резервуар і його аноди утворюють систему, яку часто називають електролізною ванною або електролізером. Струм електролізу, який циркулює у ванні електроліту та у шарі рідкого алюмінію за допомогою анодів і катодних елементів, забезпечує здійснення реакцій відновлення глинозему і дозволяє також підтримувати ванну елекгроліту при температурі близько 950°С в результаті ефекту Джоуля. Найбільш сучасні промислові підприємства мають у своєму розпорядженні велику кількість електролізерів, розміщених звичайно у лінію у будівлях, які називаються електролізними цехами, і послідовно зв'язаних між собою електрично за допомогою з'єднувальних провідників так, щоб оптимізувати виробничі площі, які займають дані промислові підприємства. Електролізні ванни звичайно розміщуються таким чином, щоб сформувати дві або декілька паралельних ліній, які електрично зв'язані одна з одною за допомогою кінцевих з'єднувальних провідників. Таким чином, струм електролізу послідовно проводить від однієї електролізної ванни до іншої. Довжина та маса з'єднувальних провідників повинна бути по можливості зменшена для того, щоб обмежити капітальні і експлуатаційні витрати, зокрема, шляхом зниження втрат за рахунок ефекту Джоуля в цих з'єднувальних провідниках. Конфігурація з'єднувальних провідників вибирається також таким чином, щоб зменшити або компенсувати, повністю або частково, впливи магнітних полів, які породжуються струмом електролізу. У процесі функціонування на електролізному промисловому підприємстві існує сукупність потоків, зокрема, потоки вихідних матеріалів (глинозем, порошок вуглецю, смола), потоки проміжних продуктів (затверділі кірки ванни електроліту, анодні зборки і т.п.), потоки готової продукції (алюміній у рідкому і/або твердому стані), потоки персоналу (перший персонал або водії механічних транспортних засобів), потоки енергії (зокрема, потоки електричної енергії), потоки продуктів руйнування (зокрема, з печей випалу анодів), потоки технологічного обладнання та оснащення, потоки компонентів електролізних 5 80526 6 ванн (таких, як катоди або кожухи електролізерів) і наприклад, збільшення продуктивності потоки засобів технічного обслуговування та електролізерів за рахунок збільшення сили струму поточного ремонту. Деякі з цих потоків є по суті спричиняє швидке збільшення густини потоків, безперервними (наприклад, потоки інтенсивності магнітних взаємодій та одиничних транспортування вихідних матеріалів), інші є навантажень, що підлягають транспортуванню. напівбезперервними (наприклад, потоки рідкого Таким чином, Заявник прагнув знайти такий алюмінію, анодних зборок та затверділої ванни спосіб компонування промислового підприємства, електроліту), а треті є по суті періодичними який враховував би різні існуючі обмеження, (наприклад, потоки катодів або кожухів призводив би до зниження капітальних вкладень і електролізерів). вартості технічного обслуговування та який Ці різні потоки виникають в результаті процесу дозволяв би підвищити промислові потужності електролізу. Так, наприклад, електроліз за даного промислового підприємства. способом Хола-Еру спричиняє витрати вуглецевих Об'єктом винаходу є спосіб розміщення анодів у процесі електрохімічних реакцій установок електролізного промислового відновлення глинозему. Ця витрата вимагає підприємства для виробництва алюмінію за регулярної подачі нових анодів і заміни способом Хола-Еру, причому до складу цього витрачених анодів в електролізерах, що породжує підприємства входять щонайменше одна зона (Н) потоки нових анодних зборок від місця виробництва рідкого алюмінію, яка містить виготовлення цих анодів до електролізних ванн і розташовані по лініях електролізні ванни, потоки витрачених анодних зборок від установки для підготовки до використання і електролізних ванн до місць їх переробки та повернення у технологічний цикл анодних зборок, повернення у технологічний цикл. установки для підготування до використання і З міркувань рентабельності виробництва на повернення в технологічний цикл ванни даному промисловому підприємстві прагнуть, з електроліту і установки для оборобки рідкого одного боку, зниження капіталовкладень та алюмінію, який відрізняється тим, що експлуатаційних витрат, а з іншого боку, передбачають: одночасного досягнення наскільки можливо більш - спеціальні допоміжні операційні зони, високих сили струму і виходу по струму при включаючи зону (С), в якій групують установки для збереженні ті навіть поліпшенні умов підготовки до використання та повернення у функціонування електролізерів, беручи до уваги технологічний цикл анодних зборок, зону (В), в якій сукупність обмежень технічного характеру. групують установки для підготовки до Зокрема, деякі з потоків транспортування, які використання та повернення у технологічний цикл породжуються при роботі електролізних ванни електроліту, і зону (А), в якій групують промислових підприємств, можуть переміщуватися установки для обробки рідкого алюмінію, за допомогою спеціальних засобів - транспортні засоби для транспортування так транспортування, що часто являє собою випадок званих важких проміжних продуктів, таких, як потоків глинозему та потоків відхідних газів, які рідкий алюміній, анодні зборки та затверділі ванна транспортуються по спеціальних каналах, які електроліту між згаданими операційними зонами звичайно утворюють стаціонарні системи. Однак відповідно до певних проміжних потоків, деякі потоки матеріалів займають шляхи руху, - щонайменше одну зону руху, зарезервовану спільні з іншими потоками і/або з шляхами доступу для всіх або частини згаданих транспортних персоналу, що звичайно відповідає випадку засобів для транспортування важких проміжних потоків (які називають „важкими") рідкого металу, продуктів. вуглецевих продуктів (таких, як анодні зборки) та У своїх пошуках технічних розв'язань тих затверділої ванни електроліту (кірки, злита ванна і проблем, які виникають на відомих електролізних ванна, яка повертається у цикл). У типовому промислових підприємствах, Заявник прийшов до випадку ці важкі потоки, які звичайно є по суті ідеї, з одного боку, згрупувати деякі установки та періодичними, транспортуються за допомогою деякі потоки важких продуктів, а з іншого боку, механізованих транспортних засобів по шляхах використати зарезервовану зону руху, що руху всередині або зовні будівлі, які проходять дозволяє зменшити протяжність траєкторій вздовж електролізні їх ванн, причому по цих же переміщення, виключаючи при цьому спільне шляхах також переміщується і персонал. Спільне існування мало сумісних між собою потоків, таких, існування інтенсивних потоків руху матеріалів, як потоки важких продуктів і потоки персоналу. обладнання і персоналу в одних і тих же робочих Таким чином, спосіб за винаходом дозволяє просторах також накладає обмеження на одночасно забезпечити оптимізацію відстаней, які можливості пошуку поліпшення умов роботи і проходять основні потоки важких продуктів на підвищення безпеки. Ці проблеми обтяжуються даному електролізному промисловому тією обставиною, що деякі потоки вимагають підприємстві, що потенційно пов'язані з специфіальних запобіжних заходів, які стосуються небезпеками, і взяти до уваги ефекти фізичних власне транспортування і/або оточуючих умов. взаємодій між потоками і установками. Крім того, вплив проблем густини потоків, Крім того, наявність зарезервованої зони руху властивих даному промисловому підприємству, та дозволяє забезпечити більший контроль за фізичних взаємодій між технологічними безпекою і умовами роботи операторів, зокрема, установками і потоками швидко загострюється у шляхом обмеження переміщень персоналу у цій тому випадку, коли робляться спроби підвищити зоні. Це дозволяє також забезпечити більший продуктивність промислового підприємства. Так, контроль за координацією способу, контроль 7 80526 8 оперативного керування та умов навколишнього необхідності, того або іншого обладнання або середовища, необхідних для деяких потоків технологічного оснащення. Кожний електролізний важких продуктів, таких, як потоки використаних цех (1) містить щонайменше одну лінію анодних зборок, добутих з електролізних ванн, які електролізних ванн (не показана), причому можуть вимагати застосування засобів кількість ванн в одній лінії може перевищувати відсмоктування та обробки газоподібних відходів. сотню. Фігури 1, 2, 3, 6а, 7а, 8а, 9а і 10а стосуються Установки для підготовки до використання попереднього рівня техніки. Фігури 4, 5, 6b, 7b, 8b, анодних зборок у більшості випадків містять 9b і 10b стосуються запропонованого винаходу. засоби (11, 16) подачі вихідних матеріалів, На Фіг.1 проілюстроване компонування установки (12, 13) для виготовлення анодних електролізного промислового підприємства згідно блоків, для зборки анодних зборок та для з рівнем техніки. На Фіг.2 проілюстрований повернення у технологічний цикл витрачених електроді: ний цех у поперечному розрізі, вздовж анодів, а також засоби (14) доступу. Установки (12) площини А-А, на Фіг.1. На Фіг.3 проілюстрований для виготовлення анодних блоків містять, електролізер у поперечному розрізі вздовж зокрема, засоби формувань я сирих анодів і площини В-В, на Фіг.2. На Фіг.4 проілюстроване засоби випалу цих анодів (які звичайно мають у компонування електролізного промислового своєму складі обертову полум'яну піч). Установки підприємства за винаходом. На Фіг.5 (15) для повернення у технологічний цикл анодних проілюстрований варіант реалізації зборок містять засоби для відділення анодів від зарезервованих зон руху відповідно до винаходу. анодних штанг та засоби для розмелу витрачених На Фіг.6-10 проілюстровані потоки анодних зборок анодних блоків з метою їх повернення у цикл (Фіг.6), рідкої та затверділої ванни електроліту виробництва нових анодних блоків. (Фіг.7), рідкого металу (Фіг.8), вихідних матеріалів і Установки (20, 21, 22) для обробки рідкого кінцевої продукції (Фіг.9), і персоналу (Фіг.10) на алюмінію містять звичайно ділянку ливарного підприємстві, відповідно до рівня техніки, виробництва, і засоби (21) доступу. Установки для показаного на Фіг.1 (Фіг.6а, 7а, 8а, 9а і 10а), та на технічного обслуговування та поточного ремонту підприємстві, що скомпоноване відповідно до виробничого обладнання розміщуються звичайно переважного варіанту реалізації винаходу, у окремих будівлях (31, 32, 33, 34, 35) і розподілені показаного на Фіг.4 (Фіг.6b, 7b, 8b, 9b і 10b). по території підприємства. Через територію всього Як показано на Фіг.1, електролізні промислові підприємства проходять шляхи руху (6, 61, 62, 63). підприємства, відповідно до рівня техніки, Як показано на Фіг.2, електролізний цех (1) звичайно мають у своєму складі зону (Н) звичайно містить перекриваючу конструкцію (71), виробництва рідкого алюмінію, яка містить серію електролізних ванн (40), прохід (10) для руху електролізні ванни, звичайно розміщені серіями вздовж електролізних ванн, і рухомий мостовий (не показані), установки (11, 12, 13, 14, 15, 16) для кран (70), призначений для здійснення операцій на підготовки до використання та повернення у електролізних ваннах. Як показано на Фіг.3, технологічний цикл анодних зборок, установки (13, електролізна ванна (40) звичайно містить 14, 15, 17) для підготовки до використання та металевий кожух (41), футерований зсередини повернення у технологічний цикл ванни вогнетривкими матеріалами (42а, 42b), катодні електроліту, установки (20, 21, 21) для обробки зборки (43), з вуглецевого матеріалу, анодні рідкого алюмінію і установки (31, 32, 33, 34, 35) зборки (55), несучу конструкцію (53), засоби (51) для технічного обслуговування виробничого для зборки відхідних газів, що виділяються обладнання, а також щонайменше одну електролізною ванною у процесі її адміністративну будівлю (36). З одного боку, функціонування, та засоби (50) для подачі в установки для підготовки до використання та електролізну ванну глинозему і/або AІF3. Анодні повернення у технологічний цикл анодних зборок, зборки (55) звичайно містять анодний блок (47а, установки для підготовки до використання та 47b) і штангу (49а, 49b). Кожна штанга (49а, 49b) повернення у технологічний цикл ванни звичайно містить анодотримач (48а, 48b) для електроліту і установки для обробки рідкого закріплення анодного блока (47а, 47b). алюмінію звичайно розміщуються в ізольованих У процесі функціонування електролізна ванна зонах даного підприємства; з іншого боку, містить шар рідкого аіюмінію (44), шар рідкої ванни установки для технічного обслуговування електроліту (45) і покриття (46) на основі виробничого обладнання та адміністративні затверділої ванни та глинозему. Для того, щоб будівлі розподілені по всьому підприємству. виключити необхідність заміни усіх анодних зборок Зона (Н) виробництва рідкого алюмінію як одночасно, програма заміни анодних зборок правило містить парне число електролізних цехів звичайно розробляється таким і чином, щоб ці (1), звичайно два або чотири таких цехи, зборки мали різну міру витрачання (на Фіг.3, розміщених паралельно один одному, засоби (2) анодний блок (47а) витрачений у меншій мірі, ніж електричного живлення електролізних ванн, анодний блок (47b). Струм електролізу циркулює засоби (3, 4) подачі глинозему, засоби (5) обробки від анодних блоків до катодних елементів. газів, що виділяються в результаті процесу, шляхи Катодний струм збирається електропровідними (6) руху, паралельні електролізним цехам, і засоби стержнями (52). (7) доступу у електролізні цехи. Електролізні цехи На Фіг.6а, 7а і 8а схематично зображені можуть містити οдин (або декілька) прольотів (8) відповідно потоки (FC1, FC2) анодних зборок, переходу, призначених для полегшення потоки (FB1, FB2, FB3, FB4) затверділої ванни переміщення персоналу і транспортування, у разі електроліту та потоки (FA1, FA2) рідкого алюмінію 9 80526 10 на промисловому підприємстві відповідно до рівня зборок звичайно мають двоспрямований характер техніки. (Фіг.6b) у тому значенні, що нові та витрачені Потоки затверділої ванни електроліту містять анодні зборки можуть переміщуватися по одному і два компоненти: потоки (FB1, FB2) так званої тому ж шляху, але у протилежних напрямках, тоді ванни "перед обробкою" (показані жирними як потоки (НВ1, ..., НВ12) затверділої ванни лініями), джерелом яких є, зокрема, надлишки електроліту і потоки (НА1, ..., ΗΑ7) рідкого металу ванни електроліту, що вилучаються з звичайно мають односпрямований характер електролізних ванн, і потоки (FB3, FB4) так званої (Фіг.7b і 8b) у тому значенні, що затверділа ванна "розмеленої" ванни електроліту (показані електроліту не повертається у зону (Н) по тих же пунктирними лініями), які відповідають самих шляхах і що рідкий метал звичайно не переробленій ванні. Як показано на Фігурах, ці повертається в електролізні ванни. важкі потоки рухаються звичайно по шляхах (6), які Відповідно до винаходу щонайменше один також регулярно використовуються для заданий важкий проміжний продукт переважним пересування персоналу. Крім того, дані потоки є чином повністю транспортують у щонайменше досить складними і містять рухи значних мас між одній зоні руху, яка зарезервована для нього. внутрішніми та зовнішніми частинами Переважним чином основні важкі проміжні електролізних цехів (1) і охоплюючими продукти, а саме, рідкий алюміній, анодні зборки траєкторіями (FC2, FB2, FB3, FA2) руху. Зокрема, та затверділу ванну електроліту, повністю ці потоки рухаються по внутрішніх шляхах (10) і транспортують у щонайменше одній зовнішніх шляхах (6) відносно будівель, які зарезервованій зоні руху. І особливо переважно, укривають лінії електролізних ванн і містять щоб щонайменше одна зарезервована зона руху численні відгалуження входу і виходу шляху (101, 102, 110, 111, 112, 113) була спільною для доступу (7). щонайменше двох різних важких проміжних Відповідно до винаходу спосіб розміщення продуктів. установок електролізного промислового Зарезервовані зони руху (100) переважно підприємства для виробництва алюмінію за спеціальним чином обладнують для способом Хола-Еру, до складу якого входять транспортування згаданих потоків важких щонайменше одна зона (Н) виробництва рідкого продуктів. алюмінію, яка містить розташовані по лініях Спосіб за винаходом також може містити електролізні ванни, установки для підготовки до передбачення шляхів (9), які забезпечують використання та повернення у технологічний цикл можливість доступу до різних частин установок і анодних зборок, установки для підготовки до виконання їх технічного обслуговування. використання та повернення у технологічний цикл Відповідно до одного з варіантів винаходу в ванни електроліту і установки для обробки рідкого щонайменше одній допоміжній операційній зоні, алюмінію, відрізняється тим, що передбачають: яка називається зоною (Е) "технічного - спеціальні допоміжні зони, включаючи зону обслуговування", можуть бути згруповані всі або (С), в якій групують установки для підготовки до частина операцій технічного обслуговування і використання та повернення у технологічний цикл поточного ремонту, а переважним чином вся анодних зборок, зону (В), в якій групують сукупність даних операцій. Відповідно до іншого установки для підготовки до використання та варіанту винаходу в щонайменше одній повернення у технологічний цикл ванни операційній зоні, яка називається електроліту, і зону (А), в якій групують установки "адміністративною" зоною (D), можуть бути для обробки рідкого алюмінію; згруповані всі або частина адміністративних - транспортні засоби для транспортування так операцій, а переважним чином - вся сукупність званих важких проміжних продуктів між згаданими даних операцій. Ця адміністративна зона може операційними зонами відповідно до певних містити установки керування потоками і/або проміжних потоків (НС1-НС7, НВ1-НВ12, НА1контролю якості проміжних продуктів. Спосіб за НА7), причому згадані проміжні продукти винаходом переважно містить передбачення включають, зокрема, рідкий алюміній, анодні щонайменше однієї операційної зони (Е) зборки та затверділу ванну електроліту; технічного обслуговування та щонайменше однієї - щонайменше одну зонуруху (101, 102, 103, адміністративної операційної зони (D). 104, 105, 106, 110, 111, 112, 113), зарезервовану Зарезервовані зони руху (100) переважним для всіх або частини згаданих вище транспортних чином розміщуються на одному і тому ж рівні. Так, засобів для транспортування важких проміжних наприклад, вони можуть розміщуватися на рівні продуктів. бічних проходів (10) електролізних цехів (1). Вони Вираз "зарезервовані зони руху", що можуть, у разі необхідності, мати декілька рівнів. використовується у подальшому викладі, буде Так, наприклад, частина цих зон може визначати у тому числі і той випадок, коли у розміщуватися на рівні згаданих бічних проходів наявності є тільки одна єдина зарезервована зона (10), а інша частина може розміщуватися нарівні руху. При цьому позиція "100" означає груповим ґрунту (80) зовні від електролізних цехів (1). У разі чином різні зарезервовані зони руху (101, 102, 103, необхідності вони можуть розміщуватися одна над 104, 105, 106, 110, 111, 112, 113). одною на різних рівнях. Так, наприклад, вони Як показано на Фіг.6b, 7b і 8b, всі або частина можуть мати один рівень на висоті бічних проходів потоків важких продуктів проходять транзитом (10) та інший рівень (72), який розташовується під через зарезервовані зони руху (100). Як це ним, причому у цьому випадку кожний рівень може показано стрілками, потоки (НС1, ..., НС7) анодних 11 80526 12 бути використаний для транспортування різних рідкого металу або зоною (Е) технічного потоків. обслуговування та поточного ремонту; Щонайменше однією зарезервованою зоною - піддони з новими анодними зборками між руху (101, 102, 103) зв'язують щонайменше дві зоною С та електролізними ваннами; згадані операційні зони, переважно - щонайменше - піддони з витраченими анодними зборками три операційні зони, а у разі необхідності - всю для між електролізними і ваннами та зоною (С) сукупність цих зон, що дозволяє забезпечити (яка, на додаток до установок повернення у ефективне переміщення важких потоків по технологічний цикл даних анодних зборок, може зарезервованих шляхах між згаданими також містити установки для повернення у операційними зонами. технологічний цикл ванни електроліту) або у Відповідно до переважного варіанту реалізації напрямку зони Ε технічного обслуговування; винаходу передбачають щонайменше одну так - контейнери з ванною електроліту (злитою звану "поперечну" зарезервовану зону руху, яка є або із затверділими кірками на повернення у по суті перпендикулярною до згаданих ліній технологічний цикл), які можуть бути інтегровані у розміщення електролізних ванні як це піддони для переміщення анодних зборок; проілюстровано на Фіг.5. Переважним чином - платформи з обладнанням і технологічним щонайменше одна зарезервована зона руху (101, оснащенням для технічного обслуговування 102), так звана "основна" зона, проходить по суті електролізних ванн (для виконання операцій, які через барицентр даної (або кожної) зони (Н) виникають у процесі зупинки або запуску серії виробництва рідкого алюмінію. електролізних ванн або однієї конкретної Переважним чином зону (С) з установками для електролізної ванни). підготовки до використання та повернення у Транспортні засоби можуть забезпечити технологічний цикл анодних зборок, зону (В) з можливість обмеження проміжних зон зберігання, установками для підготовки до використання та таких як зони, які звичайно передбачаються для повернення у технологічний цикл ванни охолодження анодів або для ковшів рідкого електроліту, зону (А) з установками для обробки металу. Ці засоби також можуть забезпечити рідкого алюмінію та, у разі необхідності, зону (Е) можливість навантажувально-розвантажувальних технічного обслуговування зв'язують з даною (або операцій в оперативному режимі, зокрема, у з кожною) зоною (Н) виробництва рідкого алюмінію варіантах винаходу, які передбачають за допомогою щонайменше однієї поперечної і/або автоматизовані операції. Важкі потоки відповідно основної зарезервованої зони руху (101, 102, 103). до винаходу, можуть, проте мати проміжні Переважним чином передбачають одну єдину майданчики зберігання. поперечну і/або основну зону руху, що дозволяє Ці транспортні засоби переважним чином обмежити капіталовкладення і покращити пов'язують з навантажувальноконтроль потоків. розвантажувальними засобами. Такі транспортні Щонайменше одна зарезервована зона руху засоби можуть містити конвеєри, перевага яких (110, 111, 112, 113), так звана "бічна" зона руху, полягає в тому, що вони легко можуть бути може бути у разі необхідності розміщена вздовж автоматизовані, або механізовані транспортні згаданих ліній розміщення електролізних ванн і засоби, які, у разі необхідності, можуть керуватися переважним чином - всередині електролізних персоналом. цехів (1). Ці бічні зони у разі необхідності можуть Дані транспортні засоби для транспортування розміщуватися на проходах (10) руху на інших проміжних продуктів згідно важкими потоками руху рівнях (72). можуть містити рейкові колії. Ці рейкові шляхи Переважним чином спосіб за винаходом переважним чином можуть бути розміщені на додатково містить виконання щонайменше однієї зовнішній частині важких конструкцій будівлі зі спеціальним перекриттям (121, 122) для електролізних будівель, забезпечуючи зв'язок між укриття (захисту) деяких зарезервованих зон руху, даною або кожною виробничою зоною та іншими таких, як деякі поперечні зони (101, 102). Ці будівлі операційними зонами підприємства. Рухомі з перекриттям дозволяють усунути проблеми, транспортні засоби можуть переміщуватися по цих звичайно зв'язані з утворенням обмерзання, з рейкових коліях, у разі необхідності, атмосферними опадами, з температурою або автоматизованим чином. вологістю. У той же час, механізовані транспортні засоби, Зарезервовані зони руху (100) можуть містити керовані операторами, також можуть спеціальні транспортні засоби, спеціально переміщуватися по інших спеціальних шляхах призначені для транспортування важких зовні від зарезервованих зон (100) в одному або транспортних потоків між операційними зонами, декількох проходах для руху. зокрема, між електролізними цехами та Електролізні цехи також можуть містити допоміжними зонами (А, В, С, D, Е). Дані засоби додаткові транспортні засоби або засоби для переважно містять транспортні засоби технічного обслуговування. Так, наприклад, човникового типу для транспортування і установки кожний цех може містити мостові крани для спеціальних елементів, таких, як: технічного обслуговування, які дозволяють - пристрої випуску (які служать для відбору забезпечити маніпуляції з кожухами електролізних рідкого металу з електролізних ванн) та ковші ванн (перед і після повторної вистілки ванни) і/або рідкого металу (пусті або повні) між з верхніми конструкціями ванн у напрямку електролізними вгинами і зоною (А) обробки ремонтних цехів або у зворотному напрямку. Зарезервовані зони руху (100) у разі необхідності 13 80526 14 можуть служити для транспортування важкого відбувається переважним чином всередині обладнання, такого, як мостові крани або кожухи електролізних цехів 1. Спільні гілки (НВ5, НВ6, електролізних ванн, яке не є частиною регулярних НВ7) можуть збирати у собі потоки, що надходять важких потоків. Ці виняткові операції проводять, з декількох гілок. Переважним чином потоки ванни зокрема, у період зупинки або запуску електроліту містять гілку (НВ7), всередині зони електролізної ванни або у випадку з експлуатації підготовки до використання та повернення у обслуговування електролізних ванн, для їх технологічний цикл ванни електроліту, яка у поточного ремонту. даному випадку представлена спрощеним чином. Промислове підприємство відповідно до Як показано на Фіг.8b, потоки рідкого металу винаходу, у разі необхідності може містити також можуть містити декілька гілок НА1-НА7. обслуговуючі машини, що переміщуються по Деякі гілки НА1-НА4 проходять вздовж шляхах руху, які примикають до конструкцій електролізних ванн, і рух по них відбувається будівель. переважним чином всередині електролізних цехів Як показано на Фіг.6b, потоки анодних зборок (1) Спільні гілки (НА5, НА6, НА7) можуть збирати у можуть містити декілька гілок (НС1-НС7). Деякі з собі потоки транспортування, що надходять з цих гілок (НС1-НС4) проходять вздовж декількох гілок. Переважним чином потоки рідкого електролізних ванн і рух по них переважним чином металу містять гілку (НА7) всередині зони обробки відбувається всередині цехів (1). Спільні гілки рідкого алюмінію, яка у даному випадку (НС5, НС6, НС7) можуть збирати у собі потоки, які представлена спрощеним чином. надходять по декількох гілках. Переважним чином Зона (А) обробки рідкого алюмінію може потоки анодних зборок містять гілку (НС7), містити ділянку ливарного виробництва, в якій внутрішню по відношенню до зони (С) підготовки рідкий метал може бути відповідним чином до використання та повернення у технологічний підготовлений, оброблений та відформований. цикл анодних зборок. У випадку проілюстрованому Відповідно до варіанту винаходу, в якому засоби на Фіг.6b, потоки нових анодних зборок (у ливарного виробництва локалізовані на окремому напрямку електролізних ванн) і потоки витрачених заводі, що знаходиться поза виробництвом, ця анодних зборок (в напрямку від електролізних зона (А) обробки може містити лише обмежене ванн) проходять по суті вздовж ідентичних шляхів число засобів, таких, як засоби для маніпуляцій з (але у протилежних напрямках), за винятком рідким металом і засоби завантаження рідкого внутрішньої частини зони (С). Переважним чином металу і, у разі необхідності, засоби охолодження. ця зона (С) містить також засоби для зборки Як показано на Фіг.9b, електролізне анодних зборок з випалених анодних блоків і промислове підприємство відповідно до винаходу відновлених або нових анодних штанг і/або засобу також має у своєму складі: для відділення анодних блоків (витрачених або - засоби для транспортування і просування дефектних) та анодних штанг. вихідних матеріалів, таких, як глинозем, від Зона (С) може містити сукупність засобів для вхідних пунктів (E1, Е2) даного підприємства до виготовлення анодних блоків, таких, як цех відповідних операційних зон відповідно до певних приготування анодної маси, засоби формування вхідних потоків, таких, як поті с (FA0) глинозему та сирих анодних блоків і обертову полум'яну піч для потік (FC0) вуглецю; їх випалу. Таке групування забезпечує можливість - засоби для транспортування і просування компактного розміщення технологічних установок, кінцевих продуктів, таких, як готові виливані яке приводить до концентрації в одному місці вироби з алюмінію, від відповідних операційних операцій, зв'язаних з виділенням вугільного пилу, зон у напрямку вихідних пунктів (S1) відповідно до а також завантажувально-розвантажувально і певних вихідних потоків FM. технологічного обладнання. Як показано на Фіг.10b, у нормальному режимі Переважним може бути також виготовлення функціонування потоки персоналу (показані анодних блоків на спеціальному заводі, окремому стрілками) не проходять через зарезервовані зони від даного виробничого підприємства, причому у руху (100). Однак персонал може переміщуватися цьому випадку зона (С) може містити, наприклад, по шляхах, паралельних цим зонам, і проникати, у тільки засоби завантаження-розвантаження і разі необхідності, у дані зарезервовані зони для складування анодних блоків. виконання операцій технічного обслуговування Особливо переважною є також групування зон або поточного ремонту. Заштриховані поверхні (С) і (В). Таке групування дозволяє найбільш відповідають просторам, звичайно ефективним чином збирати кірки затверділої зарезервованим для адміністративних приміщень. ванни електроліту на витрачених анодних зборках, Промислове підприємство відповідно до винаходу добутих з електролізних ванн. Крім того, таке переважно містить шляхи (6, 61, 62, 63) руху групування дозволяє одночасно транспортувати персоналу, які не перетинаються з витрачені анодні зборки і кірки затверділої ванни зарезервованими зонами (100). Персонал електроліту, вилучені з електролізних ванн. пересувається та працює всередині електролізних Як показано на Фіг.7b, потоки затверділої цехів, не займаючи при цьому зарезервовані ванни електроліту також можуть містити декілька шляхи, розміщені у зарезервованих золах руху. гілок (НВ1-НВ12). Ці потоки містять гілки (НВ1Точки перетину між зарезервованими зонами і НЕ7), які стосуються ванни "перед обробкою", і зонами переміщення персоналу можуть бути гілки (НВ8-НВ12) стосуються "розмолотої" ванни, усунуті за допомогою шляхів переходу, тобто після переробки. Деякі гілки (НВ1-НВ4) розміщених на різних рівнях, наприклад, підземних проходять вздовж електролізних ванн, і рух по них 15 80526 16 переходів, пішохідних містків, сходів, ескалаторів Винахід дозволяє забезпечити істотне або ліфтів. скорочення кількості конструкцій доступу, сходів, Спеціальні транспортні засоби можуть бути пішохідних містків та зв'язаних з ними систем і передбачені у цих паралельних або розміщених на установок, таких, як системи освітлення, різних рівнях зонах, причому ці зони не протипожежного захисту, кондиціонування та перетинаються із зарезервованими зонами руху. опалення і/або зв'язку. Наприклад над деякими зарезервованими зонами можуть бути передбачені пересувні мостові крани для того, щоб забезпечити транспортування деяких обслуговуючих машин або кожухів електролізних ванн між виробничими зонами (Н) та зоною (Е) технічного обслуговування. Відповідно до переважного варіанту реалізації винаходу щонайменше один з важких проміжних продуктів повністю транспортують за допомогою щонайменше одного автоматичного транспортного засобу, причому цим або кожним транспортним засобом керують за допомогою щонайменше однієї центральної навігаційної системи, здатної забезпечити контроль за кількостями та просуваннями цих потоків важких проміжних продуктів. Винахід дозволяє істотно обмежити кількість шляхів (7) доступу до електролізних цехів. Винахід дозволяє більш ефективно розподілити транспортування між операційними зонами (або секторами) даного промислового підприємства. Зокрема, він забезпечує можливість зближення будівель і розвиток синергії між операційними зонами. Він також виключає необхідність в значних проміжних запасах вихідних матеріалів або перетворених продуктів. Він також зменшує небезпеку аварій, зв'язаних з транспортуванням. Винахід дозволяє виключити з обов'язків персоналу деякі нескладні та повторювані навантажувально-розвантажувальні роботи. Крім того, він дозволяє обмежити різноманітність і кількість операцій, виконання яких доручене операторам та обслуговуючим машинам, дозволяє, таким чином, підвищити якість і регулярність робіт, по обслуговуванню електролізних ванн, а також експлуатаційні характеристики даного промислового способу загалом. Винахід дозволяє також виключити використання складних машин, що звичайно призначені для обслуговування електролізних ванн, з метою забезпечення функцій транспортування значних вантажів по відносно простих траєкторіях, іноді на значні відстані та з високою частотою. Він дозволяє також виключити концентрацію маніпуляцій з важкими потоками всередині електролізних цехів, знижуючи таким чином затрати на будівництво та обмежуючи випадки порушення функціонування, значна частина яких виникає внаслідок ефекту накопичення різних відмов обладнання і людських помилок. Винахід дозволяє також забезпечити автоматизацію простих та повторюваних робіт, які на промислових підприємствах відповідно до рівня здійснюють за допомогою машин, які також використовуються для виконання складних робіт і тих, що важко піддаються автоматизації. 17 80526 18 19 80526 20
ДивитисяДодаткова інформація
Назва патенту англійськоюLocation mode for plants of an electrolysis industrial enterprise for aluminium producing
Автори англійськоюBoucard Jean-Pierre
Назва патенту російськоюСпособ размещения установок электролизного промышленного предприятия по производству алюминия
Автори російськоюБукар Жан-Пьер
МПК / Мітки
Мітки: розміщення, підприємства, алюмінію, установок, промислового, спосіб, виробництву, електролізного
Код посилання
<a href="https://ua.patents.su/10-80526-sposib-rozmishhennya-ustanovok-elektroliznogo-promislovogo-pidpriehmstva-po-virobnictvu-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розміщення установок електролізного промислового підприємства по виробництву алюмінію</a>
Спосіб анодування алюмінію і його сплавів
Номер патенту: 71403
Опубліковано: 15.11.2004
Автори: Кіндрачук Мирослав Васильович, Бричка Сергій Якович, Замора Ярослав Петрович, Лучка Мирон Васильович, Забродський Ігор Михайлович, Покропивний Володимир Васильович
МПК: C25D 11/04
Мітки: сплавів, спосіб, анодування, алюмінію
Формула / Реферат:
1. Спосіб анодування алюмінію і його сплавів, що здійснюють у розчині кислот при перемішуванні електроліту, який відрізняється тим, що барботаж електроліту з одночасним охолодженням зразка здійснюють зрідженим і/або стиснутим газом, теплоємність якого в півтора і більшерази перевищує теплоємність повітря, а потенціал анода відносно стандартного електрода, режим імпульсного перемішування електроліту і термостатування зразка задають і керують...
Спосіб виплавки вторинного алюмінію з відходів
Номер патенту: 32742
Опубліковано: 15.02.2001
Автори: Троцко Сергій Іванович, Олійник Юлій Семенович, Кононенко Юрій Миколайович
МПК: C22B 21/00
Мітки: алюмінію, відходів, виплавки, вторинного, спосіб
Формула / Реферат:
1. Спосіб виплавки вторинного алюмінію з відходів, що включає наведення шлакової ванни в вогнетривкому тиглі графітовим електродом, накопичення розплаву і наступний злив його у форми, який відрізняється тим, що на під тигля перед початком плавки завантажують 50-60% від маси необхідного на плавку флюсу, графітовим електродом розплавляють флюс і подають безперервно в приелектродну зону кускову шихту розмірами 5,0-150, 0мм при електричній...
Спосіб одержання водних розчинів солей алюмінію на основі гідроксихлоридів алюмінію
Номер патенту: 73252
Опубліковано: 15.06.2005
Автори: Острейко Євген Олегович, Бабенко Володимир Пимонович, Константинов Олександр Петрович, Катиш Анатолій Миколаєвич, Торшин Олександр Євгенович, Лівшиць Леонід Мусійович, Щепачов Борис Михайлович
МПК: C01F 7/00, C01F 7/56, C01F 7/60
Мітки: основі, алюмінію, гідроксихлоридів, розчинів, одержання, солей, спосіб, водних
Формула / Реферат:
1. Спосіб одержання водних розчинів солей алюмінію на основі гідроксихлоридів алюмінію, що включає взаємодію гідроксиду алюмінію з соляною кислотою і з хлоридом алюмінію при температурі 130-200°С під власним тиском парів реакційної суміші в автоклаві, причому співвідношення в завантаженій в автоклав реакційній суміші кількості хлору, введеного з соляною кислотою, і кількості хлору, введеного з хлоридом алюмінію, складає (1-4):1.2....
Спосіб одержання окису алюмінію із гідроокису алюмінію
Номер патенту: 48201
Опубліковано: 15.08.2002
Автори: Вернер Дітріх, Штокхаузен Вернер, Шмідт Ханс Вернер, Хірш Мартин, Ран Мартін
Мітки: алюмінію, гідроокису, спосіб, окису, одержання
Формула / Реферат:
1. Способ получения безводной окиси алюминия из гидроокиси алюминия в циркулирующем псевдоожиженном слое, образованном реактором (8) с псевдоожиженным слоем, сепаратором (6) и обратным трубопроводом, при котором гидроокись алюминия вводят в расположенную со стороны газа вторую ступень двухступенчатого суспензионного подогревателя (2), работающего на отходящих из псевдоожиженного слоя газах реактора (8) с псевдоожиженным слоем, и, по меньшей...
Спосіб водопостачання гірничодобувного підприємства
Номер патенту: 19779
Опубліковано: 15.12.2006
Автори: Пастернак Зиновій Григорович, Кисельова Олена Зиновіївна, Немчин Олександр Федорович
МПК: B01D 36/00, C02F 1/32, C02F 9/08, B01D 37/00
Мітки: гірничодобувного, підприємства, спосіб, водопостачання
Формула / Реферат:
1.Спосіб водопостачання гірничодобувного підприємства, за яким як вихідну воду використовують воду із свердловин поверхневих джерел водопостачання, яку піднімають на поверхню за допомогою підвищувальних насосів, як резервуар чистої води використовують накопичувальний бак водонапірної башти, до якого її закачують за допомогою мережних насосів, очищують воду за допомогою механічних освітлювальних фільтрів з системою їх очищення, обробляють...
Попередній патент: Конструкція колії залізниці
Наступний патент: Спосіб оцінки якості зерна злакових та бобових культур
Випадковий патент: Спосіб визначення стрес-статусу свиней