Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 88438
Опубліковано: 11.03.2014
Автори: Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович, Угрюмов Дмитро Юрійович, Балакін Валерій Федорович, Тартаковскій Боріс Ігорєвіч

Формула / Реферат
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення оправки у напрямку заготівки в період захоплення її привідними валками з подальшим переміщенням оправки по ходу прокатки в положення, відповідне сталому процесу, а обкатку переднього кінця гільзи здійснюють шляхом редукування його зовнішнього діаметра без зміни товщини стінки до вирівнювання внутрішнього діаметра по довжині гільзи.
Текст
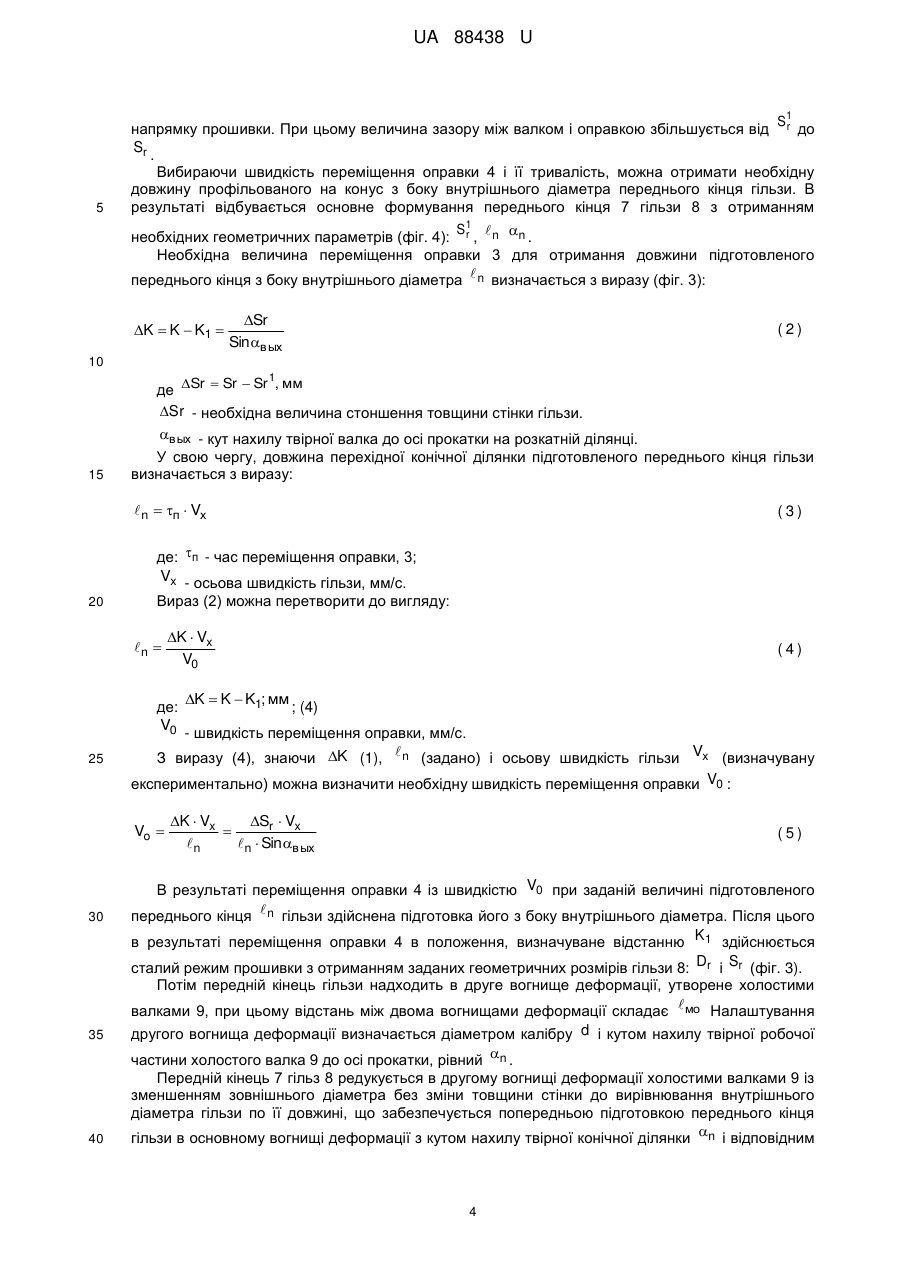
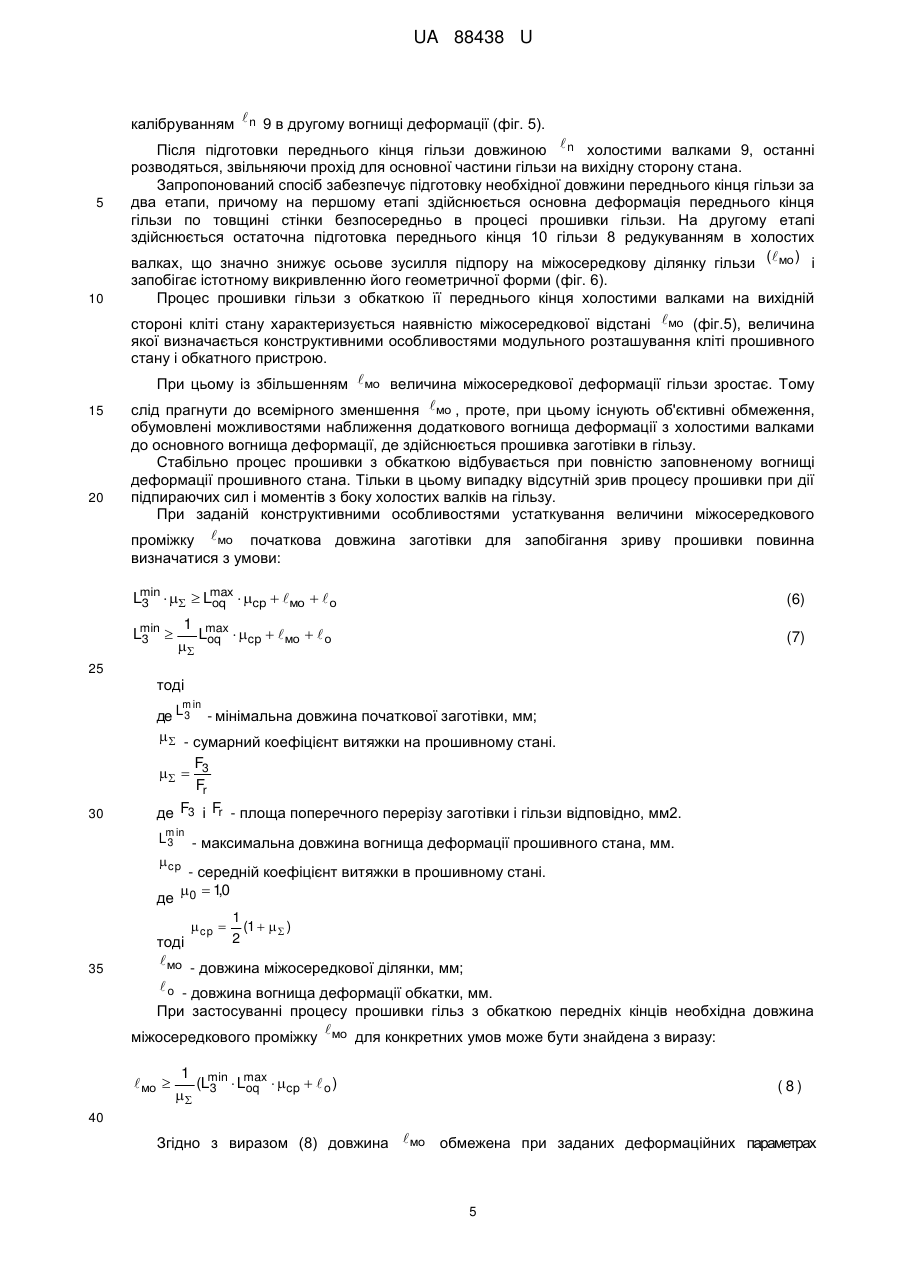
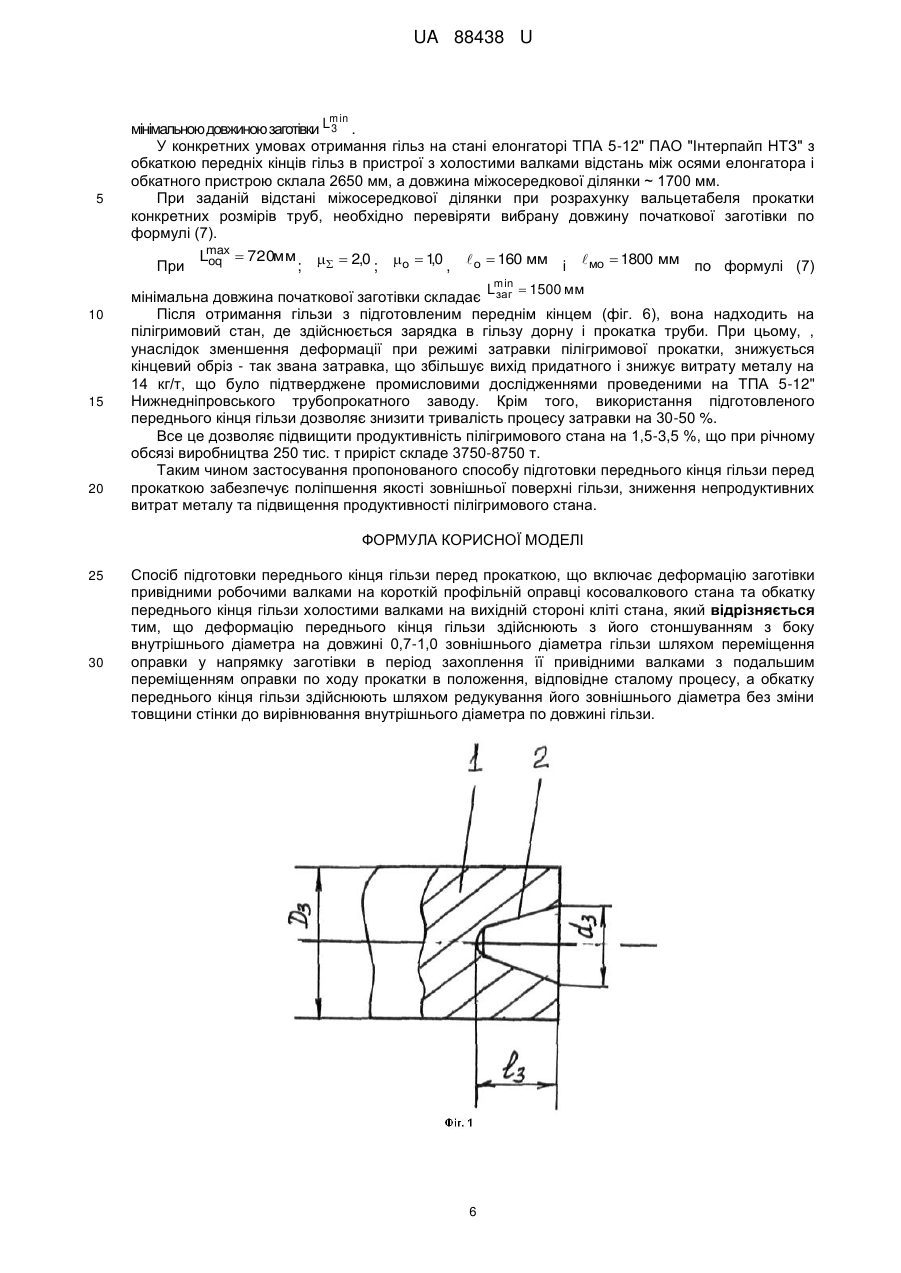
Реферат: Спосіб підготовки переднього кінця гільзи перед прокаткою включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана. Деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення оправки у напрямку заготівки в період захоплення її привідними валками з подальшим переміщенням оправки по ходу прокатки в положення, відповідне сталому процесу. Обкатку переднього кінця гільзи здійснюють шляхом редукування його зовнішнього діаметра без зміни товщини стінки до вирівнювання внутрішнього діаметра по довжині гільзи. UA 88438 U (12) UA 88438 U UA 88438 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виробництва труб на агрегатах із розкатними станами різного типу обробки металів тиском, а саме: пілігримовими, автоматичними, безперервними та ін. При розкочуванні гільзи в трубу на оправці на станах різного типу особливо складними є умови несталого режиму прокатки переднього кінця труби, що обумовлено нестабільністю умов захоплення металу валками, підвищеним поперечним перебігом металу у випусках калібру. Внаслідок цього має місце збільшення обрізу передніх дефектних кінців труб, а також зниження продуктивності стану. Особливо гострою ця проблема є при гарячій пілігримовій прокатці труб. При прокатці труб на агрегатах з пілігримовими станами має місце підвищена витрата металу в технологічний обріз переднього, так званого, затравочного кінця, обумовленого особливостями процесу гарячої пілігримової прокатки труб, що полягають в значних витяжках (до 15) і деформації труби з переднім підпором з боку подавального апарата. При цьому втрати металу, в так звану затравку досягають в довжину 500-700 мм і більш і збільшуються із зростанням коефіцієнта витяжки. Найбільші втрати металу мають місце при прокатці тонкостінних труб з відношенням діаметра до товщини стінки D/S>20 - основного сортаменту пілігримового агрегату. Втрати металу в затравочну обрізь передніх кінців труб на пілігримовому стані складають 2,5-4,0 % від маси початкової заготівки. Фактична маса відокремлюваного кінця затравки складає 35-120 кг Для зменшення втрат металу при гарячій прокатці труб доцільно зменшувати витяжку при деформації переднього кінця гільзи, що може бути досягнуте за рахунок попередньої підготовки переднього кінця гільзи шляхом зменшення товщини його стінки. Раціональні форми і розміри переднього підготовленого кінця гільзи обумовлені з одного боку можливостями отримання заданої форми переднього кінця гільзи, а з іншої підстуджуванням надмірно стоншеного переднього кінця, що негативно позначиться на роботі пілігримового стана в період несталого режиму затравки. Відомий спосіб підготовки гільзи до пілігримової прокатки труб, що включає прошивку заготівки дорном в матриці і профілізацію її переднього кінця формою пілігримової головки, причому після закінчення профілізації переднього кінця заготівки до її заднього торця прикладають підпірне осьове зусилля, а матрицю переміщують уздовж заготівки до її заднього кінця, обтискаючи на дорні по зовнішньому діаметра і товщині стінки, (див. А.С. СРСР № 778834,МПК В21В 21/00 "Спосіб підготовки гільзи до пілігримової прокатки труб" І.Ф. Хайдуков, Ю.І. Блінов, П.Е. Осипенко і ін., 1980 р., Б.В. № 42). Згідно з відомим способом, підготовка переднього кінця гільзи здійснюється на прошивному гідравлічному пресі, що входить до складу пілігримового агрегату. При цьому початкова заготівка (зливок) або безперервнолита заготівка прошивається дорном в порожнисту гільзу з одночасною підготовкою її переднього кінця формою пілігримової головки. Особливістю відомого способу є використання дорну пілігримового стана для прошивки гільзи, причому потім дорн спільно з гільзою передається на пілігримовий стан для прокатки в трубу гільзи з підготовленим кінцем. Недоліками відомого способу підготовки передніх кінців гільз перед пілігримовою прокаткою є наступне: 1.Неможливість здійснення підготовки переднього кінця гільзи на дорні відповідно способу внаслідок особливості конструкції прошивних пресів, які входять до складу діючих пілігримових агрегатів, а їх реконструкція значно ускладнить конструкцію преса і, відповідно, приведе до зниження надійності його роботи. 2 При прошивці початкової заготівки на пресі має місце підвищена різностінність отриманої гільзи, що обумовлює недоцільність її прямої прокатки на пілігримовому стані, тому що отримувана труба матиме також підвищену різностіннність. 3 Крім того, тривалий час перебування дорну в гільзі, обумовлений часом прошивки початкової заготівки в гільзу на пресі, подальшою передачею гільзи з дорном до пілігримового стана і власне пілігримовой прокаткою гільзи в трубу, приведе до підвищеного перегріву дорнів і збільшення їх витрат на тонну прокатуваних труб. Найбільш близьким по технічній суті і технічному результату, що досягається, до пропонованого способу, є спосіб підготовки переднього кінця гільзи перед пілігримовою прокаткою шляхом обкатки переднього кінця гільзи холостими роликами, встановленими на столі прошивного стану, під час прошивки гільзи (див. A C·CPCP №169049, МПК B21B21/00 "Спосіб виробництва труб на трубопрокатній установці з пільгерстанами" О.П. Чекмарьов, Я.Л. Ваткин, А.А. Чернявський і ін. опубл., Б.В. №6, 1965р.). Особливістю відомого способу підготовки переднього кінця гільзи перед пілігримовою прокаткою є профілізація переднього кінця гільзи на прошивному косовалковому стані 1 UA 88438 U 5 10 15 20 25 30 35 40 45 50 55 60 безпосередньо в процесі прошивки, яке здійснюється холостими роликами, які створюють вогнище деформації разом з циліндровим потовщенням на дорн-штанзі, де здійснюється деформація переднього кінця гільзи по діаметру і товщині стінки. При цьому форма підготовленого переднього кінця гільзи визначається формою вогнища деформації, обумовленого калібруванням холостих роликів і кутами їх установки (подачі і розкочування). Діаметр циліндрової ділянки дорн-штанги вибирається дещо більшим за діаметр дорну пільгерстана для полегшення подальшої зарядки дорну в гільзу перед пілігримовою прокаткою. Суттєвими ознаками прототипу, що збігаються з суттєвими ознаками пропонованого способу, є деформація заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатка переднього кінця гільзи холостими валками на вихідній стороні кліті стана. Недоліком прототипу є значна міжосередкова деформація гільзи, яка обумовлена з одного боку, необхідністю підготовки переднього кінця гільзи формою пілігримової головки, тобто з великими коефіцієнтами витяжок (що досягають 4-6), а, з іншого боку, дією підпірних зусиль на додаткове вогнище деформації з боку основного вогнища деформації. В результаті цього міжосередкова ділянка гільзи, визначувана відстанню між основним і додатковим вогнищами деформації, і що становить 1600-1700 мм, зазнає значні деформації кручення і стискування, що призводить до спотворення геометричної (циліндровою) форми цієї ділянки і до збільшення зовнішнього діаметра гільзи (до 25 мм), що утрудняє подальшу її подачу у валки пілігримового стана. Таким чином, застосування способу по прототипу приводить до істотного погіршення якості гільз із-за наявності в неї міжосередкової деформації. У основу корисної моделі поставлена задача удосконалити спосіб підготовки переднього кінця гільзи перед прокаткою за рахунок зниження її міжосередкової деформації шляхом операцій по зменшенню деформації при профілізації переднього кінця гільзи холостими валками і здійснення основної деформації переднього кінця гільзи в процесі прошивки, що забезпечує поліпшення якості зовнішньої поверхні гільзи. Поставлена задача вирішується тим, що в способі підготовки переднього кінця гільзи перед прокаткою, що містить деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, відповідно до корисної моделі, деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення оправки у напрямку заготівки в період захоплення її приводними валками з подальшим переміщенням оправки по ходу прокатки в положення, відповідне сталому процесу, а обкатку переднього кінця гільзи здійснюють шляхом редукування його зовнішнього діаметра без зміни товщини стінки до вирівнювання внутрішнього діаметра по довжині гільзи. Причинно-наслідковий зв'язок між суттєвими ознаками пропонованого способу і технічним результатом, що досягається, полягає в наступному Спосіб підготовки переднього кінця гільзи перед прокаткою здійснюється в два етапи. На першому етапі підготовка переднього кінця гільзи здійснюється в основному вогнищі деформації косовалкового стану шляхом переміщення короткої профільної оправки у напрямку заготівки в період захоплення її приводними валками. При цьому забезпечується стоншування передньої ділянки гільзи з боку внутрішнього діаметра на необхідну довжину. Це приводить до формування переднього кінця гільзи необхідної довжини з товщиною стінки, що зменшується до переднього торця гільзи. Таким чином, вся основна деформація по профілізації переднього кінця гільзи здійснюється на першому етапі, коли відбувається деформація по товщині стінки гільзи на и кінцевій ділянці. На другому етапі здійснюється редукування сформованого в основному вогнищі деформації профільного кінця гільзи без зміни товщини стінки до вирівнювання внутрішнього діаметра по довжині гільзи. В результаті цього значно зменшується підпір з боку додаткового вогнища на міжосередкову ділянку гільзи, що істотно знижує міжосередкову деформацію гільзи. При цьому відсутні спотворення геометричного профілю міжосередкової ділянки гільзи, що приводять до збільшення зовнішнього діаметра на цій ділянці. Місце, що має деяке скручування гільзи в міжосередковому проміжку не приводить до спотворення правильної циліндрової форми міжосередкової ділянки гільзи. При обкатці переднього - заздалегідь сформованого по товщині ступеня кінця гільзи зусилля редукування значно менше, ніж при підготовці переднього кінця гільзи згідно прототипу. Крім того, зниженню підпірних сил на міжосередкову ділянку гільзи, з боку додаткового вогнища 2 UA 88438 U 5 10 деформації, сприяє відсутність циліндрового потовщення на дорн-штанзі і відповідно підпірних сил тертя з боку циліндрового потовщення. Вибір довжини підготовленого переднього кінця гільзи при деформації в основному вогнищі шляхом переміщення оправки у бік заготівки в межах 0,7-1,0 зовнішнього діаметра гільзи обумовлений наступним. Максимальна довжина передньої ділянки, що дорівнює зовнішньому діаметру гільзи, обумовлена стабільністю процесу вторинного захоплення, при цьому довжина цієї ділянки не повинна перевищувати довжину пілігримової головки, визначуваною по виразу (див. "Гаряча прокатка і пресування труб. Видавництво 3-і перероб. та доповн.Ф.А. Данілов, А.З. Глейберг, В.Г. Балакин. - М.: Металургія, 1972, стор. 298, формула 264): nr m nr 1 1 15 20 25 30 35 40 45 50 (1) νΣ~ де m - подача гільзи на один оборот валків пілігримового стана, мм; - сумарний коефіцієнт витяжки на пілігримовому стані, який визначається відношенням площ поперечного перетину гільзи і труби на пілігримовому стані. Мінімальна довжина підготовчої ділянки, рівна 0,7 зовнішнього діаметра, обмежена ефективністю подальшого зменшення коефіцієнта витяжки при затравковому режимі пілігримової прокатки, що пов'язане із зниженням величини обрізу затравкового кінця труби і відповідним зниженням витрати металу. Таким чином забезпечується причинно-наслідковий зв'язок між сукупністю суттєвих ознак корисної моделі і очікуваним технічним результатом її застосування - поліпшенням якості зовнішньої поверхні гільзи. Спосіб підготовки переднього кінця гільзи перед прокаткою пояснюється кресленнями, де на фіг. 1 наведена заготівка з центрувальним отвором на передньому торці: на фіг. 2 - процес заповнення металом вогнища прошивки косовалкового прошивного стану; на фіг. 3 - схема процесу прошивки з формуванням переднього уточненого кінця гільзи; на фіг. 4 - гільза з підготовленим переднім кінцем за рахунок зменшення товщини стінки з боку внутрішнього діаметра; на фіг. 5 - схема процесу обкатки переднього кінця гільзи холостими валками; на фіг. 6 - гільза з підготовленим переднім кінцем під прокатку. Суть пропонованого способу полягає у наступному. Кругла безперервнолита заготівка 1 після нагріву до температури гарячої деформації зацентровувалася з боку переднього торця. Центрувальний отвір 2 має параметри: діаметр на торці d3 і довжину 3 . Для поліпшення вторинного захоплення при подальшій прошивці здійснюється глибоке зацентровування заготівки за формою оправки прошивного стана на глибину приблизно 0,5-0,7 довжин оправки (фіг. 1). Далі заготівка штовхачем задається до косовалкового прошивного стана (фіг. 2). Основне вогнище деформації прошивного стана (або елонгатора при розкочуванні стакана) утворене провідними робочими валками 3, кількість яких може бути від двох до трьох. При двовалковій схемі стан додатково обладнується направляючими лінійками або направляючими роликами. У основному вогнищі деформації розміщується коротка профільна оправка 4 з діаметром do . Оправка 4 розміщена на дорн-штанзі 5, яка кріпиться в упорно-регулювальному механізмі з гідроприводом 6, для зміни положення профільної оправки 4 в процесі прошивки (фіг. 3). Для здійснення процесу прошивки валки 3 встановлюються на необхідний діаметр калібру dк , вимірюваний в пережимі валків 3. Валок 3 має конус прошивки з кутом нахилу твірної в х і конус розкочування з кутом нахилу твірної в их · При заповненні вогнища прошивки забезпечуються надійні умови вторинного захоплення гільзи за рахунок глибокого центрувального отвору. При цьому оправка 4 висунута за пережим S1 валків на величину К для забезпечення необхідного зазору r між оправкою і валком на його S1 розкатній ділянці. Величина r визначатиме мінімальну товщину стінки гільзи на передньому S1 торці. Після переміщення металу за перетиск валків 3 і формування товщини стінки r на передньому торці за допомогою гідроциліндра 6 дорн-штанга з оправкою 4 переміщується у 3 UA 88438 U напрямку прошивки. При цьому величина зазору між валком і оправкою збільшується від Sr . 5 S1 r до Вибираючи швидкість переміщення оправки 4 і її тривалість, можна отримати необхідну довжину профільованого на конус з боку внутрішнього діаметра переднього кінця гільзи. В результаті відбувається основне формування переднього кінця 7 гільзи 8 з отриманням S1 необхідних геометричних параметрів (фіг. 4): r , n n . Необхідна величина переміщення оправки 3 для отримання довжини підготовленого переднього кінця з боку внутрішнього діаметра n визначається з виразу (фіг. 3): K K K1 Sr Sin в ых (2) 10 15 Sr Sr Sr 1, мм де Sr - необхідна величина стоншення товщини стінки гільзи. в ых - кут нахилу твірної валка до осі прокатки на розкатній ділянці. У свою чергу, довжина перехідної конічної ділянки підготовленого переднього кінця гільзи визначається з виразу: n п Vх 20 де: п - час переміщення оправки, 3; Vx - осьова швидкість гільзи, мм/с. Вираз (2) можна перетворити до вигляду: n 25 35 40 K Vx V0 (4) де: K K K1; мм ; (4) V0 - швидкість переміщення оправки, мм/с. З виразу (4), знаючи K (1), n (задано) і осьову швидкість гільзи Vx (визначувану експериментально) можна визначити необхідну швидкість переміщення оправки V0 : Vo 30 (3) K Vx Sr Vx n n Sin в ых (5) В результаті переміщення оправки 4 із швидкістю V0 при заданій величині підготовленого переднього кінця n гільзи здійснена підготовка його з боку внутрішнього діаметра. Після цього в результаті переміщення оправки 4 в положення, визначуване відстанню K1 здійснюється сталий режим прошивки з отриманням заданих геометричних розмірів гільзи 8: Dr і Sr (фіг. 3). Потім передній кінець гільзи надходить в друге вогнище деформації, утворене холостими валками 9, при цьому відстань між двома вогнищами деформації складає мо Налаштування другого вогнища деформації визначається діаметром калібру d і кутом нахилу твірної робочої частини холостого валка 9 до осі прокатки, рівний n . Передній кінець 7 гільз 8 редукується в другому вогнищі деформації холостими валками 9 із зменшенням зовнішнього діаметра без зміни товщини стінки до вирівнювання внутрішнього діаметра гільзи по її довжині, що забезпечується попередньою підготовкою переднього кінця гільзи в основному вогнищі деформації з кутом нахилу твірної конічної ділянки n і відповідним 4 UA 88438 U калібруванням n 9 в другому вогнищі деформації (фіг. 5). 5 10 15 20 Після підготовки переднього кінця гільзи довжиною n холостими валками 9, останні розводяться, звільняючи прохід для основної частини гільзи на вихідну сторону стана. Запропонований спосіб забезпечує підготовку необхідної довжини переднього кінця гільзи за два етапи, причому на першому етапі здійснюється основна деформація переднього кінця гільзи по товщині стінки безпосередньо в процесі прошивки гільзи. На другому етапі здійснюється остаточна підготовка переднього кінця 10 гільзи 8 редукуванням в холостих валках, що значно знижує осьове зусилля підпору на міжосередкову ділянку гільзи (мо ) і запобігає істотному викривленню його геометричної форми (фіг. 6). Процес прошивки гільзи з обкаткою її переднього кінця холостими валками на вихідній стороні кліті стану характеризується наявністю міжосередкової відстані мо (фіг.5), величина якої визначається конструктивними особливостями модульного розташування кліті прошивного стану і обкатного пристрою. При цьому із збільшенням мо величина міжосередкової деформації гільзи зростає. Тому слід прагнути до всемірного зменшення мо , проте, при цьому існують об'єктивні обмеження, обумовлені можливостями наближення додаткового вогнища деформації з холостими валками до основного вогнища деформації, де здійснюється прошивка заготівки в гільзу. Стабільно процес прошивки з обкаткою відбувається при повністю заповненому вогнищі деформації прошивного стана. Тільки в цьому випадку відсутній зрив процесу прошивки при дії підпираючих сил і моментів з боку холостих валків на гільзу. При заданій конструктивними особливостями устаткування величини міжосередкового проміжку мо початкова довжина заготівки для запобігання зриву прошивки повинна визначатися з умови: Lmin Lmax cp мо о 3 oq Lmin 3 (6) 1 max Loq cp мо о (7) 25 тоді min де L 3 - мінімальна довжина початкової заготівки, мм; - сумарний коефіцієнт витяжки на прошивному стані. 30 35 F 3 Fr де F3 і Fr - площа поперечного перерізу заготівки і гільзи відповідно, мм2. Lmin - максимальна довжина вогнища деформації прошивного стана, мм. 3 cp - середній коефіцієнт витяжки в прошивному стані. 0 10 , де 1 cp (1 ) 2 тоді мо - довжина міжосередкової ділянки, мм; о - довжина вогнища деформації обкатки, мм. При застосуванні процесу прошивки гільз з обкаткою передніх кінців необхідна довжина міжосередкового проміжку мо для конкретних умов може бути знайдена з виразу: мо 1 min max (L3 Loq cp o ) (8) 40 Згідно з виразом (8) довжина мо обмежена при заданих деформаційних параметрах 5 UA 88438 U 5 min мінімальною довжиною заготівки L 3 . У конкретних умовах отримання гільз на стані елонгаторі ТПА 5-12" ПАО "Інтерпайп НТЗ" з обкаткою передніх кінців гільз в пристрої з холостими валками відстань між осями елонгатора і обкатного пристрою склала 2650 мм, а довжина міжосередкової ділянки ~ 1700 мм. При заданій відстані міжосередкової ділянки при розрахунку вальцетабеля прокатки конкретних розмірів труб, необхідно перевіряти вибрану довжину початкової заготівки по формулі (7). 10 15 20 Lmax 720мм oq о 160 мм і мо 1800 мм по формулі (7) Lmin 1500 мм мінімальна довжина початкової заготівки складає заг Після отримання гільзи з підготовленим переднім кінцем (фіг. 6), вона надходить на пілігримовий стан, де здійснюється зарядка в гільзу дорну і прокатка труби. При цьому, , унаслідок зменшення деформації при режимі затравки пілігримової прокатки, знижується кінцевий обріз - так звана затравка, що збільшує вихід придатного і знижує витрату металу на 14 кг/т, що було підтверджене промисловими дослідженнями проведеними на ТПА 5-12" Нижнедніпровського трубопрокатного заводу. Крім того, використання підготовленого переднього кінця гільзи дозволяє знизити тривалість процесу затравки на 30-50 %. Все це дозволяє підвищити продуктивність пілігримового стана на 1,5-3,5 %, що при річному обсязі виробництва 250 тис. τ приріст складе 3750-8750 т. Таким чином застосування пропонованого способу підготовки переднього кінця гільзи перед прокаткою забезпечує поліпшення якості зовнішньої поверхні гільзи, зниження непродуктивних витрат металу та підвищення продуктивності пілігримового стана. При ; 2,0 ; о 10 , , ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення оправки у напрямку заготівки в період захоплення її привідними валками з подальшим переміщенням оправки по ходу прокатки в положення, відповідне сталому процесу, а обкатку переднього кінця гільзи здійснюють шляхом редукування його зовнішнього діаметра без зміни товщини стінки до вирівнювання внутрішнього діаметра по довжині гільзи. 6 UA 88438 U 7 UA 88438 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюBalakin Valerii Fedorovych, Uhriumov Yurii Dmytrovych
Автори російськоюБалакин Валерий Федорович, Угрюмов Юрий Дмитриевич, Тартаковский Борис Игоревич
МПК / Мітки
МПК: B21B 21/00
Мітки: підготовки, гільзи, спосіб, кінця, прокаткою, переднього
Код посилання
<a href="https://ua.patents.su/10-88438-sposib-pidgotovki-perednogo-kincya-gilzi-pered-prokatkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки переднього кінця гільзи перед прокаткою</a>
Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки
Номер патенту: 92950
Опубліковано: 27.12.2010
Автори: Трет'яков Олександр Борисович, Лівшиц Дмітрій Арнольдовіч, Чубань Андрій Михайлович, Койфман Олександр Анатолійович, Змазнева Єлизавета Василівна, Кумуржи Євген Володимирович, Курпе Олександр Геннадійович, Зінченко Юрій Анатолійович, Ковура Олександр Борисович
МПК: F27B 9/00, F27B 9/30, F27D 3/00, C21D 9/00
Мітки: станах, підготовки, прокатки, заготовок, нагрівання, спосіб, прокаткою, гарячої
Формула / Реферат:
1. Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки, що містить садження заготовок у нагрівальну піч, подальше їх нагрівання, видачу на рольганг прокатної лінії для подальшої прокатки, який відрізняється тим, що заготовку з геометричними розмірами, меншими необхідних для садження в дану нагрівальну піч, встановлюють зверху на заготовку з геометричними розмірами, відповідними для садження в дану нагрівальну...
Спосіб обробки металевих штаб перед холодною прокаткою
Номер патенту: 103960
Опубліковано: 10.12.2013
Автор: Грібач Юрій Федорович
МПК: B21B 1/22, B21B 45/02, B21B 15/00
Мітки: обробки, спосіб, металевих, штаб, прокаткою, холодною
Формула / Реферат:
Спосіб обробки металевих штаб перед холодною прокаткою, що включає нанесення на поверхню підкату змащувальної водної емульсії поверхнево-активних речовин, який відрізняється тим, що додатково штабу перед введенням її в осередок деформації піддають впливу електромагнітної вібрації.
Спосіб використання надлишкової тепломіскості зливків при їх тепловій обробці в колодязях перед прокаткою
Номер патенту: 9868
Опубліковано: 17.10.2005
Автори: Разумний Павло Кузьміч, Зеленський Віктор Євгенович, Сімон Віталій Мусійович, Омельяненко Микола Іванович, Бойко Володимир Семенович, Пефтієв Володимир Михайлович, Дригін Олександр Іванович, Шебаніц Едуард Миколайович
Мітки: прокаткою, колодязях, використання, зливків, обробці, тепломіскості, спосіб, тепловий, надлишкової
Формула / Реферат:
1. Спосіб використання надлишкової тепломісткості зливків при їх тепловій обробці в колодязях перед прокаткою, що включає одержання сталі і розливання її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посадку зливків із рідкою серцевиною в колодязі і їхню теплову обробку в колодязях, прокатку в обтискній кліті на заготовку, передачу заготовок до прокатного стана без підігріву в печах і прокатку в його клітях, який...
Спосіб виробництва гільз на косовалковому стані
Номер патенту: 82397
Опубліковано: 25.07.2013
Автори: Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Степаненко Олександр Миколайович
МПК: B21B 19/00
Мітки: виробництва, гільз, косовалковому, спосіб, стані
Формула / Реферат:
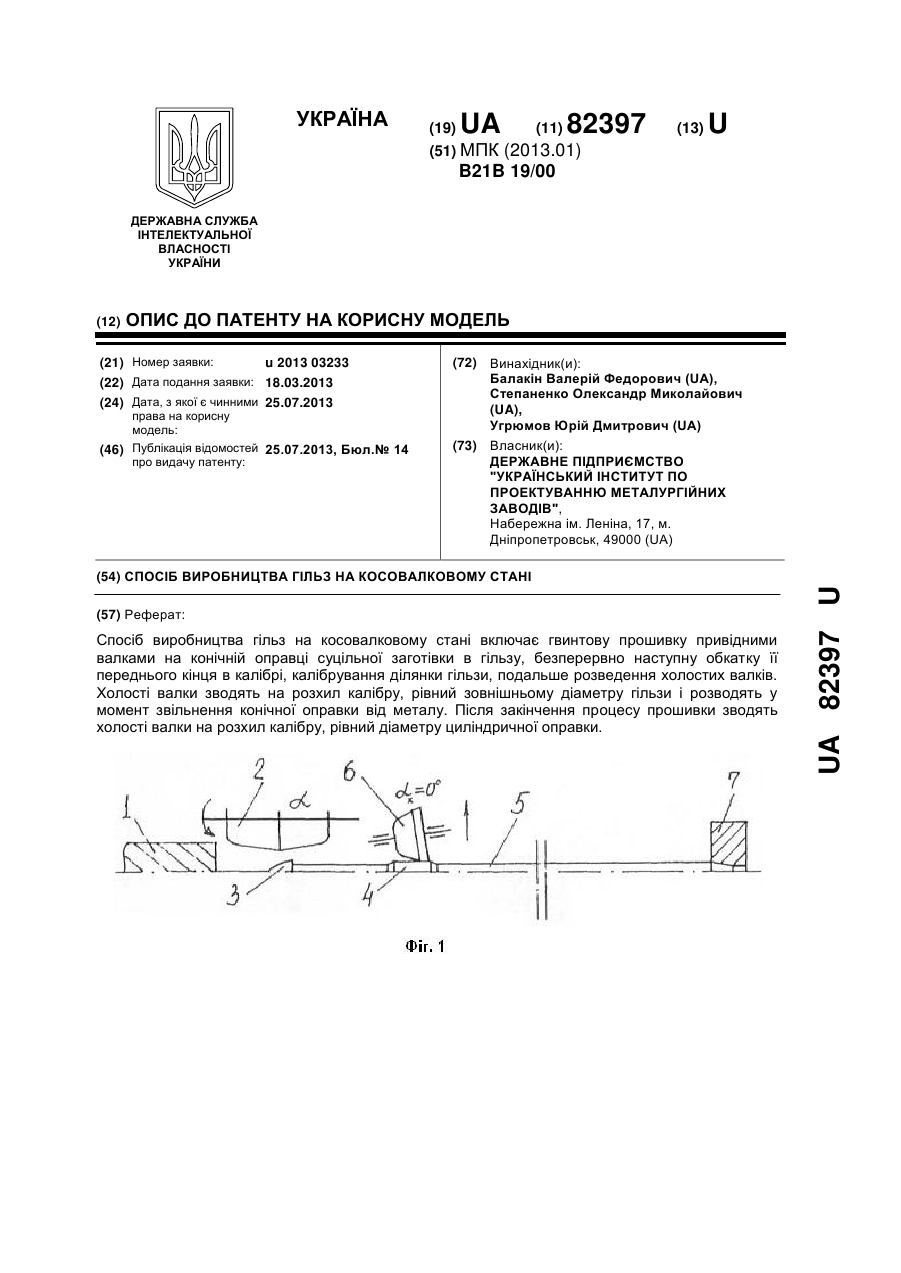
1. Спосіб виробництва гільз на косовалковому стані, що містить гвинтову прошивку привідними валками на конічній оправці суцільної заготівки в гільзу, безперервно наступну обкатку її переднього кінця в калібрі, утвореному холостими валками на циліндричній оправці, калібрування ділянки гільзи, рівної відстані між привідними і холостими валками і подальше розведення холостих валків, який відрізняється тим, що при закінченні процесу прошивки,...
Спосіб виготовлення безшовного порожнистого виробу зі сталі
Номер патенту: 96920
Опубліковано: 26.12.2011
Автори: Кюммерлінг Ролф, Маніг Гюнтер
МПК: B21B 19/00
Мітки: сталі, порожнистого, виробу, спосіб, безшовного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення безшовного порожнистого виробу (10) з сталевого круглого зливка (7), діаметр якого складає < 95 % діаметра зливка, на двовалковому стані поперечно-гвинтової прокатки за допомогою утримуваної між скісними валками оправки (3), що має прошивну частину (5) та щонайменше одну прогладжувальну частину (4), з використанням калібрувальних напрямних, причому відстань між валками у найвужчому перерізі (2) встановлюють залежно...
Попередній патент: Спосіб виготовлення пружної призматичної шпонки
Наступний патент: Застосування таурину як речовини з стрес-протекторною дією
Випадковий патент: Дисковий робочий орган ґрунтообробної машини