Спосіб обробки металевих штаб перед холодною прокаткою
Формула / Реферат
Спосіб обробки металевих штаб перед холодною прокаткою, що включає нанесення на поверхню підкату змащувальної водної емульсії поверхнево-активних речовин, який відрізняється тим, що додатково штабу перед введенням її в осередок деформації піддають впливу електромагнітної вібрації.
Текст
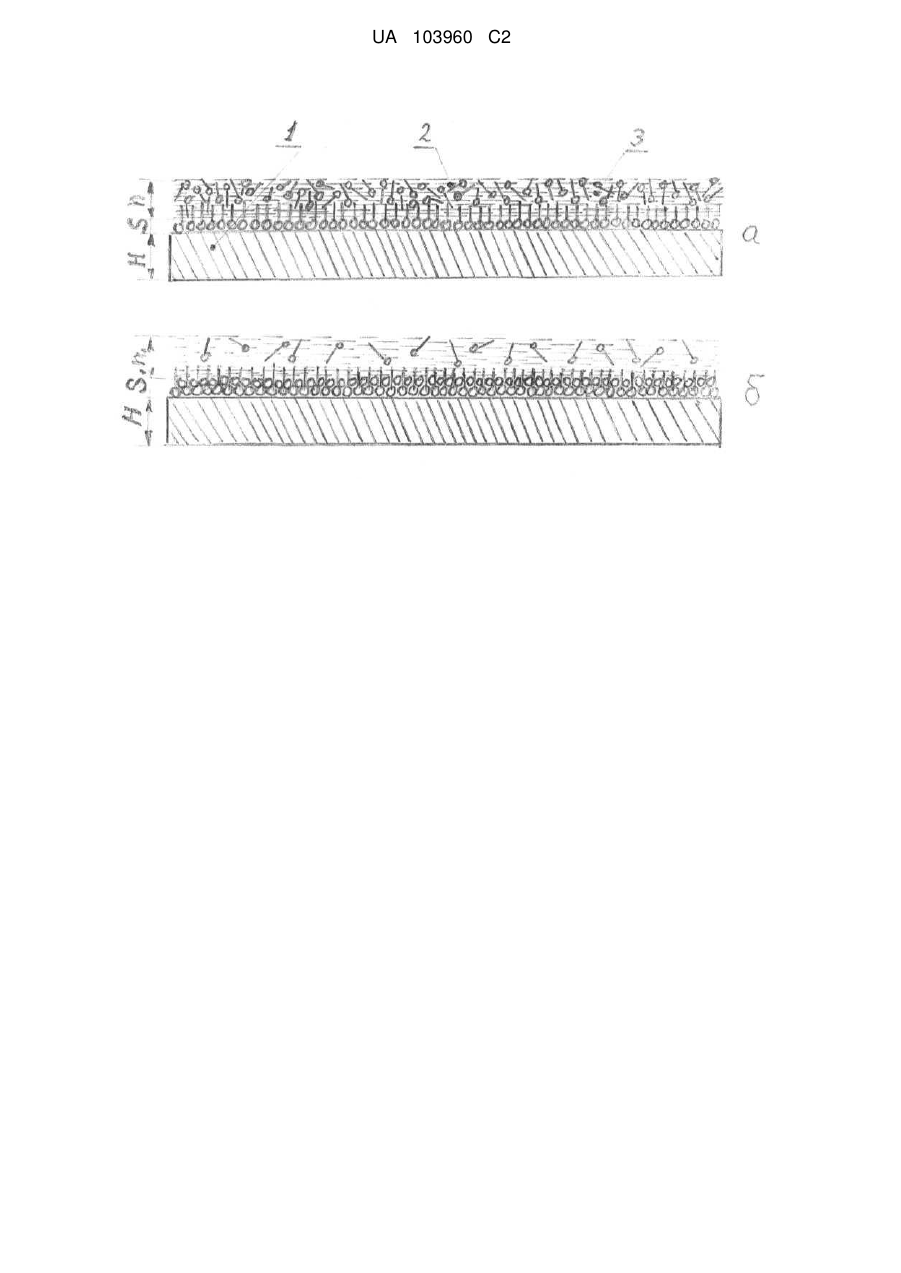
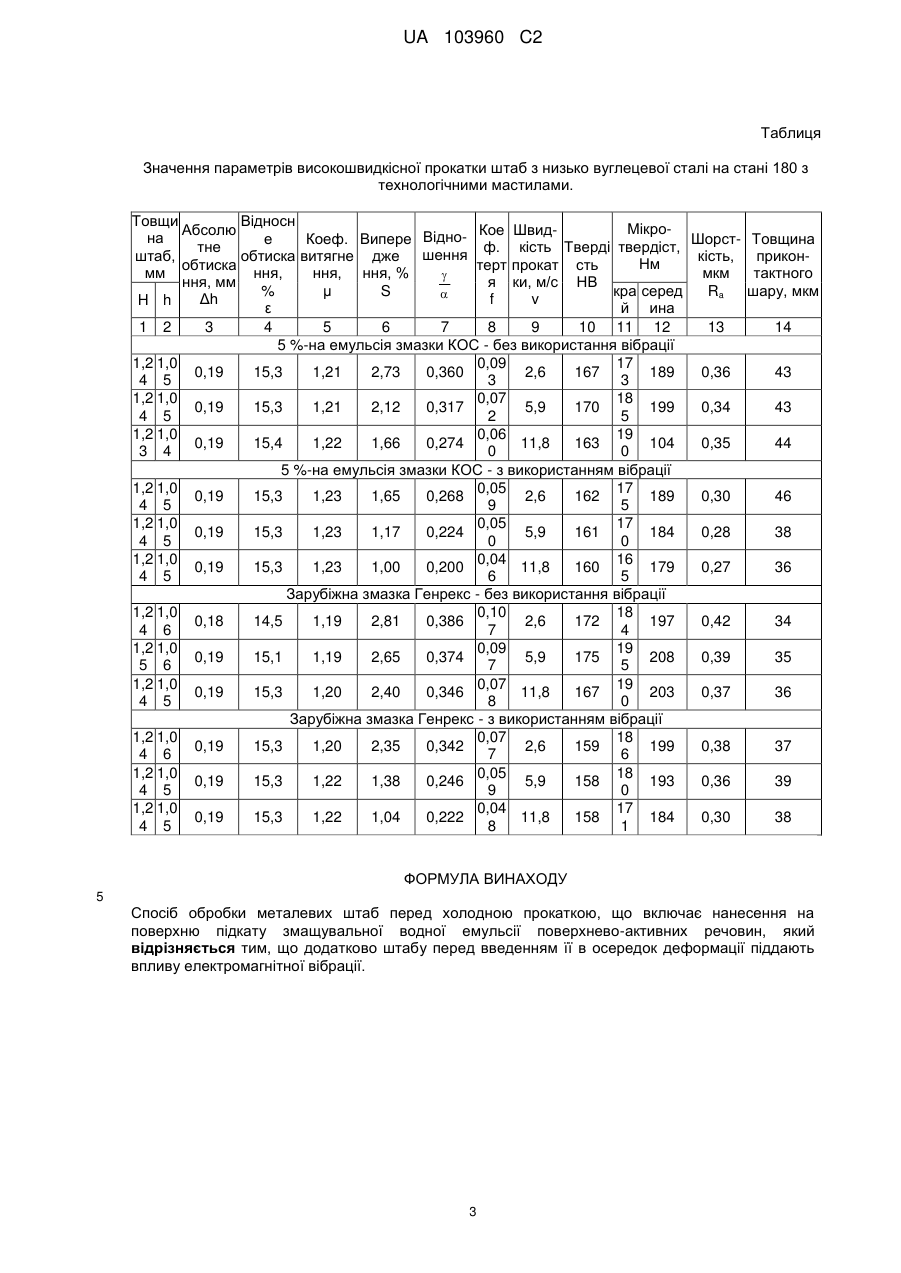
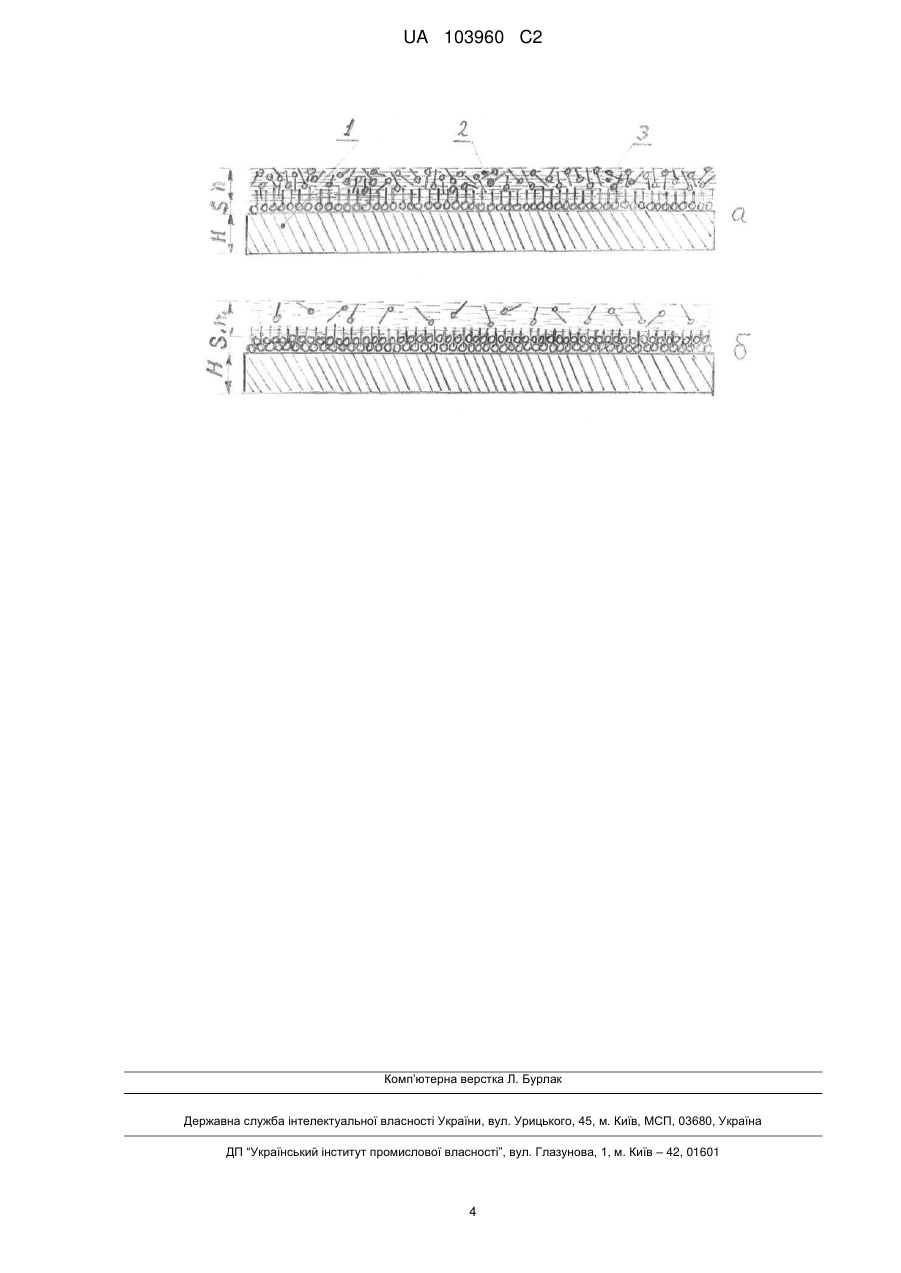
Реферат: Винахід належить до обробки металів тиском і може бути застосований при холодній прокатці тонколистової сталі. Технологія способу обробки металевих штаб перед холодною прокаткою включає дві операції: змащування поверхні підкату та його коливання за допомогою електромагнітних вібраторів. Технологія, що використовується, дозволяє зменшити коефіцієнт тертя в осередку деформації при холодній прокатці штаб за рахунок збільшення нових молекул ПАР, орієнтованих перпендикулярно поверхні підкату внаслідок коливання штаб. UA 103960 C2 (12) UA 103960 C2 UA 103960 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском і може бути використаний при холодній прокатці тонких штаб і жерсті. Відомі способи нанесення технологічного мастила на поверхні підкату, що включають одношарове промаслення його різними мастилами або пошарове нанесення двох масел з різною поверхневою активністю [1, 2]. У першому випадку підкат промаслюють індустріальною олією або мильним клеєм (АНСК50) на травилці і стандартною емульсією на прокатному стані [1]. Однак індустріальне масло і АНСК-50 практично не містять поверхнево-активних речовин (ПАР) і мають низьку адгезію до поверхні підкату. Крім того, після промаслення і просушування штаб, плівка легко відшаровується до прокатки і під час прокатки, а також складові плівки АНСК-50 виділяють різкий запах, неприємний для персоналу. У другому випадку (пошарове промаслення), при нанесенні двох масел на поверхню підкату з різною активністю, можливості верхнього шару змащення використовуються не повністю [3, 4]. Авторське свідоцтво СРСР, № 30422, кл. В21В 45/02, Бюл. № 17, 1971. Причому, масло, що має менший поверхневий натяг, наносять зверху, а на поверхню підкату попередньо наносять синтетичні жирні кислоти фракції С20 й вище 10 % концентрації, які мають підвищений вміст ПАР, витримують штаби до висихання, потім прохолоджують водою або слабкою концентрацією емульсії при прокатці [4]. У цьому випадку, вода або емульсія на стані мало виявляє вплив на мастильний ефект (шар) в осередку деформації й не створює найкращі умови тертя, що є основним завданням при холодній прокатці штаб. Найбільш близьким технічним розв'язком (прототипом) по збільшенню квазікристаличного граничного шару змащення на контактній поверхні підкату є спосіб обробки металевих зразків перед холодною прокаткою - патент України № 13429 В21В 45/02 Бюл. № 13, 1993. У прототипі для поліпшення умови тертя в осередку деформації попередньо промаслені емульсією ПАР і висушені штаби обробляють паром безпосередньо перед уведенням їх у осередок деформації валків стана холодної прокатки [5]. За рахунок пару розм'якшується поверхневий шар плівки мастильного шару, а на контакті із граничним шаром змащення утворюється за рахунок конденсату (шар вологи) нитковий шар молекул паралельно поверхні штаб, який взаємодіючи з молекулами квазіристаличного шару змащення, адсорбованого на смузі в остаточному підсумку, зменшує силу тертя і створює сприятливі умови прокатки. Основним недоліком зазначеного прототипу є сушіння плівки змащення, яке перед розмотуванням, вирівнюванням і завданням у валки стана, легко відварюється і парові там нема чого буде розм'якшувати, а також більші витрати на виробництво пари. Крім того, немає гарантії доказу утворення ниткового шару молекул ПАР паралельно поверхні штаби, а висока температура пару може зменшити молекули ПАР на граничному шарі поверхні підкату, що погіршує умови тертя в осередку деформації. В основу винаходу поставлена задача вдосконалити спосіб обробки поверхні металевих штаб перед холодною прокаткою, при якому використання впливу на змащення штаби дозволить значно поліпшити умови тертя у осередку деформації, за рахунок додаткового втримання в граничному шарі змащення (квазікристаличний шар) молекул ПАР, а за рахунок цього поліпшити їх викочуваність та зменшити енергосилові показники (енерговитрати), що в підсумку зменшить собівартість тонни прокату. Для рішення поставленої задачі в способі обробки металевих штаб перед холодною прокаткою з попереднім нанесенням на поверхню штаб змазки з молекулами ПАР, і згідно з винаходом, після промаслення поверхні, штаби обробляють механічними або електромагнітними коливаннями безпосередньо перед введенням штаб у осередок деформації. Як відомо, молекули ПАР поверхневого шару змащення, нанесеного на підкат, не усі беруть участь у процесі прокатки, і більшість їх видавлюється валками при прокатці, тому що вони розташовані в хаотичному стані по всьому мастильному шару. При прокатці, в основному, беруть участь тільки молекули ПАР, розташовані перпендикулярно до поверхні штаби у квазікристаличному шарі, адсорбованому на металевій поверхні підкату [6]. Загальновідомо, що механічні і електричні вібратори застосовують у будівництві споруджень, де втрамбовують бетонні розчини й щебінку на залізничних дорогах. Вібратори сприяють упорядкуванню дрібних часток, збільшують щільність розчинів і сипучих матеріалів, а також сприяють руху вакансій, дислокацій і несуцільностей на поверхні металу, тобто, за рахунок їх додаткового руху відбувається розм'якшення зерен і блоків, тим самим збільшуючи пластичність металу. 1 UA 103960 C2 5 10 15 20 25 30 35 40 45 50 Тому будь-які коливання мастильного шару дозволять легко змінити орієнтацію хаотично розташованих молекул ПАР. З усіх застосовуваних вібраторів найбільше поширення одержали електромагнітні віброакумулятори через велику потужність і малий розмір. Тому, основною задачею пропонованого способу є збільшення кількості молекул ПАР змащення у осередку деформації за рахунок їх орієнтації перпендикулярно до поверхні підкату, їх виводу з хаотичного стану і збільшення квазікристалического шару за допомогою електромагнітних коливань. Будь-які коливання мастильного шару змащення на поверхні підкату легко з хаотичного стану приведуть молекули ПАР у новий стрункий ряд і, адсорбуючись на поверхні підкату, поповнять кількість молекул ПАР, адсорбованих раніше - після промаслення підкату, що пов'язано зі збільшенням кількості молекул ПАР на поверхні підкату, тим самим поліпшить вплив контактного тертя в осередку деформації при холодній прокатці штаб, збільшить пластичність металу, а в підсумку підвищить якість поверхні штаб, їх викочуваність. Суть винаходу пояснюється ілюстраціями (креслення - розташування молекул ПАР в шарі змащення на поверхні підкату): а - після промаслення, б - після вібрації, де 1 - металева штаба, 2 - шар змащення, 3 молекули ПАР, 4 - S і S1 квазікристалічний шар молекул після промаслення і вібрації. Технологія способу обробки металевих штаб перед холодним прокатом включає 2 операції: промочування-нанесення на поверхні та коливання штаб за допомогою вібрації. Після промаслення штаб (1), шар змащення на поверхні підкату (2), з хаотично розташованими молекулами ПАР змазки (3), які не повністю беруть участь у прокатці, піддають впливу коливань перед прокаткою (завданням підкату в стан). Приведені вібрації також успішно використовують при коливанні рідини у медичній та хімічній галузях з амплітудою коливання від 2,8 до 12,3 мкн. В результаті проведення з застосуванням пропонованого способу одержували результати, які підтверджують позитивний ефект коливань молекул ПАР у шарі емульсії на поверхні штаб (табл.). Як видно з таблиці, всі показники прокатки (стовпці 5-14) із застосуванням вібрації при всіх швидкостях прокатки набагато кращі, ніж показники без застосування вібрації. Як водні емульсії ПАР може бути застосовано синтетичні жирні кислоти (СЖК) фракції С17С20 і вище, а також масла рослинного походження - пальмове, касторове і т.п. У цьому випадку, хаотично розташовані молекули ПАР міняють орієнтацію і утворюють новий шар молекул перпендикулярно поверхні підкату і одночасно взаємодіють зі старим частоколом молекул квазікристаличного шару, адсорбованого на поверхні підкату після його промаслення, тим самим збільшуючи квазікристаличний шар. Усе це дозволить зменшити вплив контактного тертя в осередку деформації на процес холодної прокатки штаб, а в підсумку підвищити якість поверхні штаб, їх викочуваність, а також зменшити тиск металу на валки, енерговитрати і собівартість 1 тони прокату. [6] Джерела інформації: 1. Старченко Д.И., Капланов В.И. Влияние технологических смазок на качество листовой стали // металлургия и горно-рудная промышленность, 1971, № 6, - С. 16-17. 2. Авторское свидетельство СССР №895550, МКИ, В21В, 45/02. Способность технологических смазок при обработке металлов давлением / Е.З. Фрейдексон, В.Х. Копыленко и О.Н. Лезамаева. БИ № 21, 1961. 3. Слюсарев А.Г., Капланов В.И. Теоретические основы развития технологических смазок при холодной прокатке металлов.- В кн.: обработка металлов давлением. - М.: Металлургия, 1969, - С. 151-157 (Тр. ЖдМИ, вып. 18). 4. А. С. № 304022 (СССР). Способ холодной прокатки / Д.И. Старченко, А.Г. Слюсарев, В.И. Капланов и др. - Опуб. в Б.И., 1971, № 17. 5. А. С. № 13429 (Украина). Спосіб обробки металевих штаб перед холодним прокатуванням / В.И. Капланов, Л.Н. Радушева і Н.В. Капланова, - Опуб. в Б.И., 1993, № 13. 6 Ахматов А.С. Молекулярнаяфизика граничного трения. - М.: Физматиз, 1963, - 472 с. 2 UA 103960 C2 Таблиця Значення параметрів високошвидкісної прокатки штаб з низько вуглецевої сталі на стані 180 з технологічними мастилами. Товщи Відносн МікроАбсолю Кое Швидна е Коеф. Випере ВідноШорст- Товщина тне ф. кість Тверді твердіст, шення штаб, обтиска витягне дже кість, приконНм обтиска терт прокат сть мм ння, ння, ння, % мкм тактного ння, мм я ки, м/с НВ % μ S Ra шару, мкм кра серед Δh f v H h ε й ина 1 2 3 4 5 6 7 8 9 10 11 12 13 14 5 %-на емульсія змазки КОС - без використання вібрації 1,2 1,0 0,09 17 0,19 15,3 1,21 2,73 0,360 2,6 167 189 0,36 43 4 5 3 3 1,2 1,0 0,07 18 0,19 15,3 1,21 2,12 0,317 5,9 170 199 0,34 43 4 5 2 5 1,2 1,0 0,06 19 0,19 15,4 1,22 1,66 0,274 11,8 163 104 0,35 44 3 4 0 0 5 %-на емульсія змазки КОС - з використанням вібрації 1,2 1,0 0,05 17 0,19 15,3 1,23 1,65 0,268 2,6 162 189 0,30 46 4 5 9 5 1,2 1,0 0,05 17 0,19 15,3 1,23 1,17 0,224 5,9 161 184 0,28 38 4 5 0 0 1,2 1,0 0,04 16 0,19 15,3 1,23 1,00 0,200 11,8 160 179 0,27 36 4 5 6 5 Зарубіжна змазка Генрекс - без використання вібрації 1,2 1,0 0,10 18 0,18 14,5 1,19 2,81 0,386 2,6 172 197 0,42 34 4 6 7 4 1,2 1,0 0,09 19 0,19 15,1 1,19 2,65 0,374 5,9 175 208 0,39 35 5 6 7 5 1,2 1,0 0,07 19 0,19 15,3 1,20 2,40 0,346 11,8 167 203 0,37 36 4 5 8 0 Зарубіжна змазка Генрекс - з використанням вібрації 1,2 1,0 0,07 18 0,19 15,3 1,20 2,35 0,342 2,6 159 199 0,38 37 4 6 7 6 1,2 1,0 0,05 18 0,19 15,3 1,22 1,38 0,246 5,9 158 193 0,36 39 4 5 9 0 1,2 1,0 0,04 17 0,19 15,3 1,22 1,04 0,222 11,8 158 184 0,30 38 4 5 8 1 ФОРМУЛА ВИНАХОДУ 5 Спосіб обробки металевих штаб перед холодною прокаткою, що включає нанесення на поверхню підкату змащувальної водної емульсії поверхнево-активних речовин, який відрізняється тим, що додатково штабу перед введенням її в осередок деформації піддають впливу електромагнітної вібрації. 3 UA 103960 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 1/22, B21B 45/02, B21B 15/00
Мітки: холодною, спосіб, прокаткою, штаб, металевих, обробки
Код посилання
<a href="https://ua.patents.su/6-103960-sposib-obrobki-metalevikh-shtab-pered-kholodnoyu-prokatkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металевих штаб перед холодною прокаткою</a>
Спосіб обробки металевих штаб перед холодним прокатуванням
Номер патенту: 13429
Опубліковано: 16.12.1996
Автори: Капланова Наталія Василівна, Капланов Василь Ілліч, Радушева Людмила Миколаївна
МПК: B21B 45/02
Мітки: прокатуванням, холодним, штаб, обробки, металевих, спосіб
Формула / Реферат:
Способ обработки металлических полос перед холодной прокаткой, содержащий нанесение на полосы металла водной эмульсии поверхностно-активных веществ, выдержку до ее высыхания, отличающийся тем, что дополнительно полосы обрабатывают паром непосредственно перед их введением в очаг деформации.
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 80890
Опубліковано: 12.11.2007
Автори: Климанчук Владислав Владиславович, Пасько Іван Олександрович, Будніков Володимир Іванович, Уланова Олександра Лук'янівна, Побегайло Олег Андрійович, Мурашкін Олександр Вікторович, Норка Сергій Петрович, Пасько Тетяна Григорівна, Шебаніц Едуард Миколайович
МПК: B21B 1/22
Мітки: штаб, спосіб, холоднокатаних, наступного, тонких, виготовлення, оцинкування
Формула / Реферат:
Спосіб виготовлення тонких штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупинно - травильних лініях з наступним обрізанням бічних країв і змотуванням травлених штаб у рулони та холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб здійснюють з розгоном, із заправною швидкістю 8,8 - 10 м/с, а швидкість прокатки штаб після розгону встановлюють 10,6...
Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки
Номер патенту: 92950
Опубліковано: 27.12.2010
Автори: Змазнева Єлизавета Василівна, Чубань Андрій Михайлович, Курпе Олександр Геннадійович, Трет'яков Олександр Борисович, Ковура Олександр Борисович, Зінченко Юрій Анатолійович, Койфман Олександр Анатолійович, Лівшиц Дмітрій Арнольдовіч, Кумуржи Євген Володимирович
МПК: F27D 3/00, F27B 9/30, F27B 9/00, C21D 9/00
Мітки: прокатки, заготовок, нагрівання, гарячої, підготовки, станах, спосіб, прокаткою
Формула / Реферат:
1. Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки, що містить садження заготовок у нагрівальну піч, подальше їх нагрівання, видачу на рольганг прокатної лінії для подальшої прокатки, який відрізняється тим, що заготовку з геометричними розмірами, меншими необхідних для садження в дану нагрівальну піч, встановлюють зверху на заготовку з геометричними розмірами, відповідними для садження в дану нагрівальну...
Спосіб виробництва холоднокатаних штаб

Номер патенту: 71395
Опубліковано: 10.07.2012
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 39/34
Мітки: виробництва, штаб, спосіб, холоднокатаних
Формула / Реферат:
Спосіб виробництва холоднокатаних штаб, що включає травлення гарячекатаної штаби, попередню пластичну її деформацію в прокатній кліті, укрупнення рулонів і подальшу прокатку на неперервному стані холодної прокатки на кінцеву товщину, який відрізняється тим, що ділянки гарячекатаної штаби зі зварними з'єднаннями деформують в кліті суміщеного неперервно-травильно-прокатного агрегату з додатковим обтиском, який перевищує обтиск на основній...
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків
Номер патенту: 67475
Опубліковано: 15.06.2004
Автори: Роганов Лев Леонідович, Роганов Максим Львович
Мітки: бочки, листів, одержання, більшою, штаб, литтям-прокаткою, шириною, валків, довжини, спосіб, обтискуючих
Формула / Реферат:
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків, при якому одержують литтям заготовки з окремих зливків або після машин безперервного лиття заготовок, пропускають заготовки через профільовані обтискуючі робочі валки клітей прокатного стана, де зменшують товщину заготовки, який відрізняється тим, що заготовку відливають однакової товщини з криволінійною по ширині формою, з гофрами,...
Попередній патент: Спосіб хонінгування глухих отворів
Наступний патент: Радіаційний рекуператор
Випадковий патент: Пристрій для захисту електронного виробу від переохолодження і проникнення вологи