Спосіб дугового зварювання листових полотнищ і потокова механізована лінія для його здійснення
Номер патенту: 91064
Опубліковано: 25.06.2014
Автори: Готовченко Ігор Володимирович, Роянов Вячеслав Володимирович, Сотников Євген Олександрович, Коросташевський Павло Володимирович

Формула / Реферат
Спосіб дугового зварювання листових полотнищ, що містить установлення попередньо складеного полотнища в стенді зварювання першого боку, фіксацію полотнища в стенді, підтискування з другого боку зварних стиків полотнища пристроїв для запобігання протікання зварювальної ванни і одночасне дугове зварювання стиків з першого боку полотнища, подальшу подачу полотнища в кантувач, кантування полотнища на 180 градусів, установлення і фіксацію полотнища в стенді зварювання другого боку та одночасне дугове зварювання стиків з другого боку полотнища, який відрізняється тим, що зварювання стиків кожного полотнища здійснюють по черзі на кожному місці двомісних стендів зварювання першого і другого боків, причому на кожному місці зварювання здійснюють одним встановленим на одному стаціонарному порталі зварювальним автоматом, на кожному місці стенда зварювання першого боку - на одному стаціонарному пристрої для запобігання протікання зварювальної ванни, при цьому кількість зварних стиків полотнища на кожному місці стенда чергують з кожною парою полотнищ.
Текст
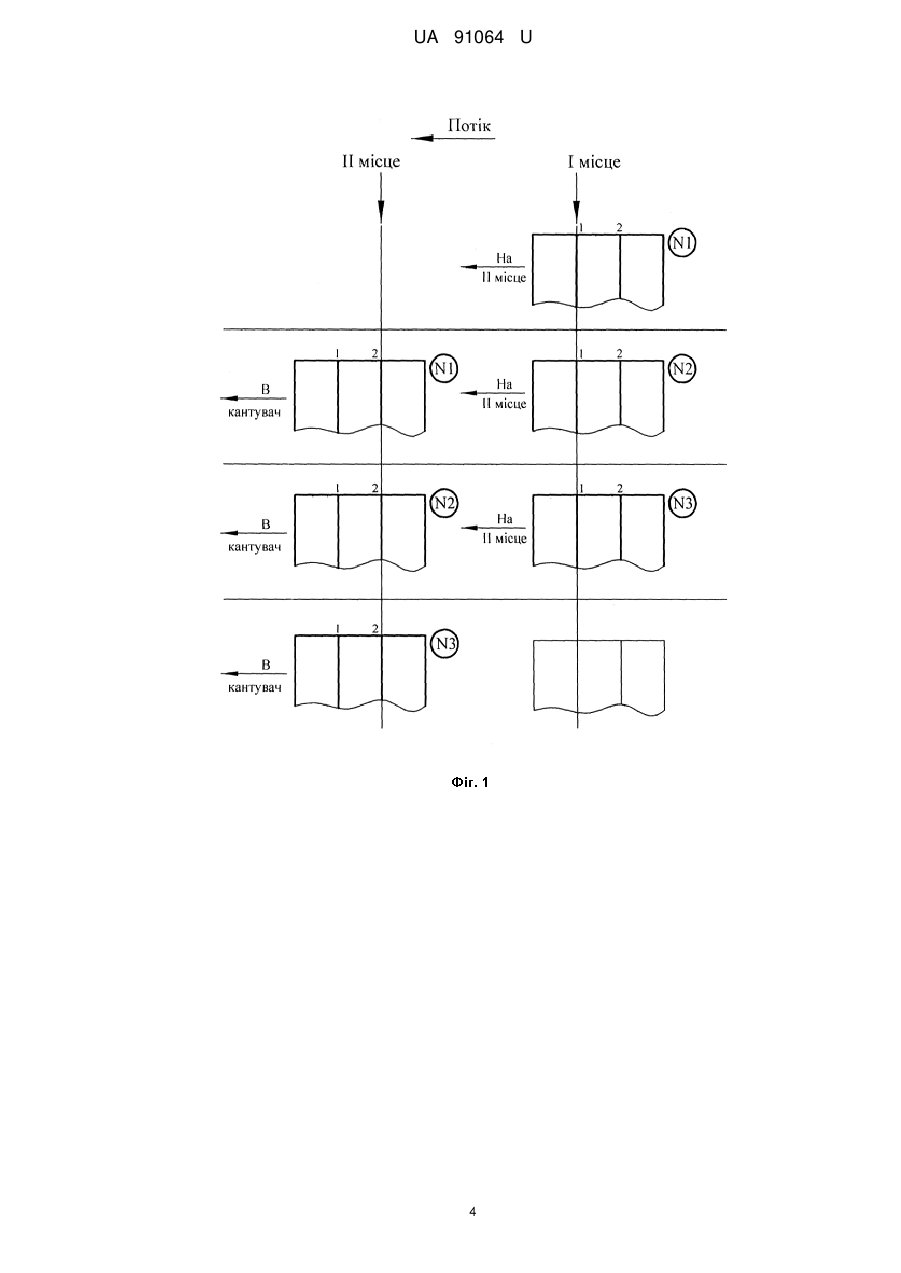
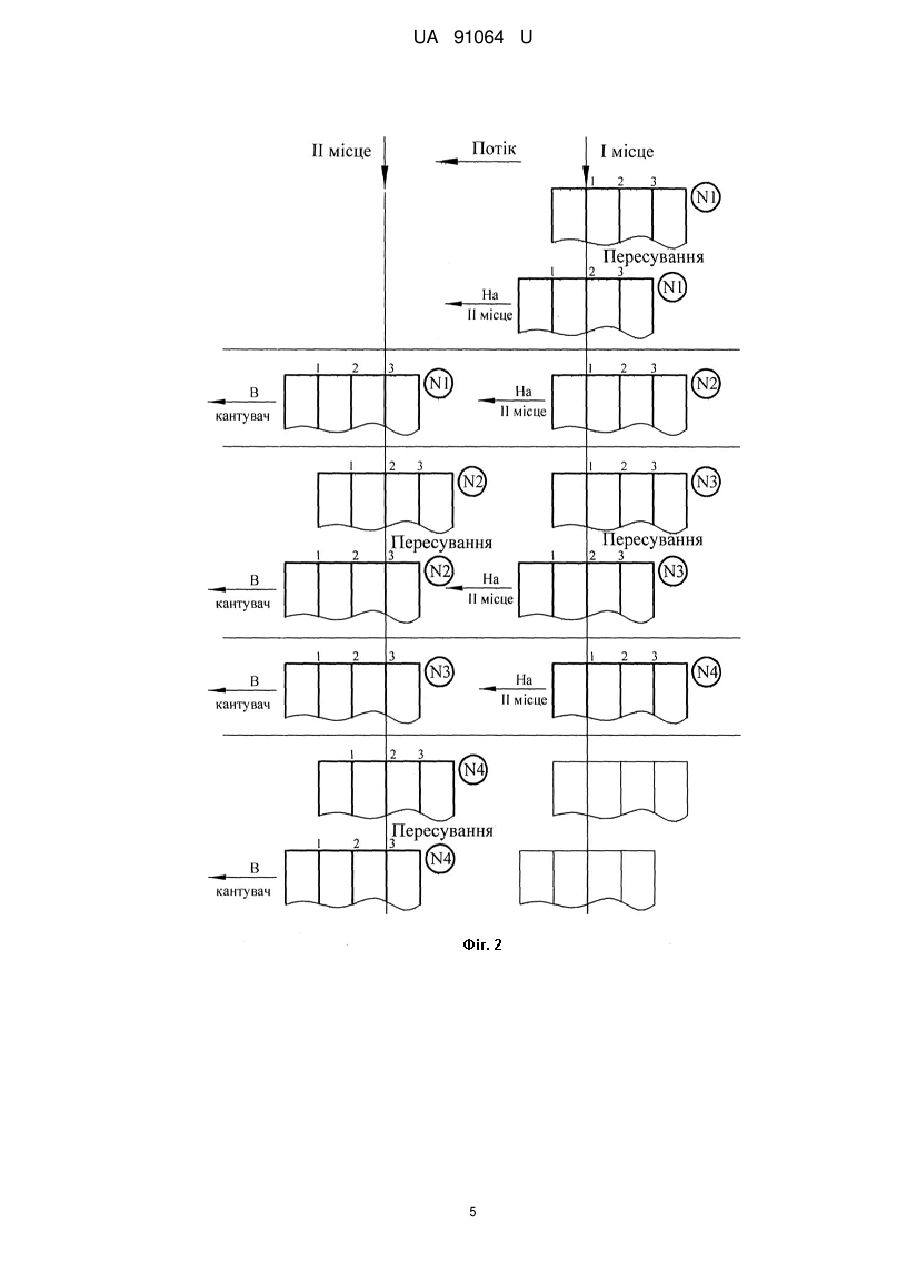
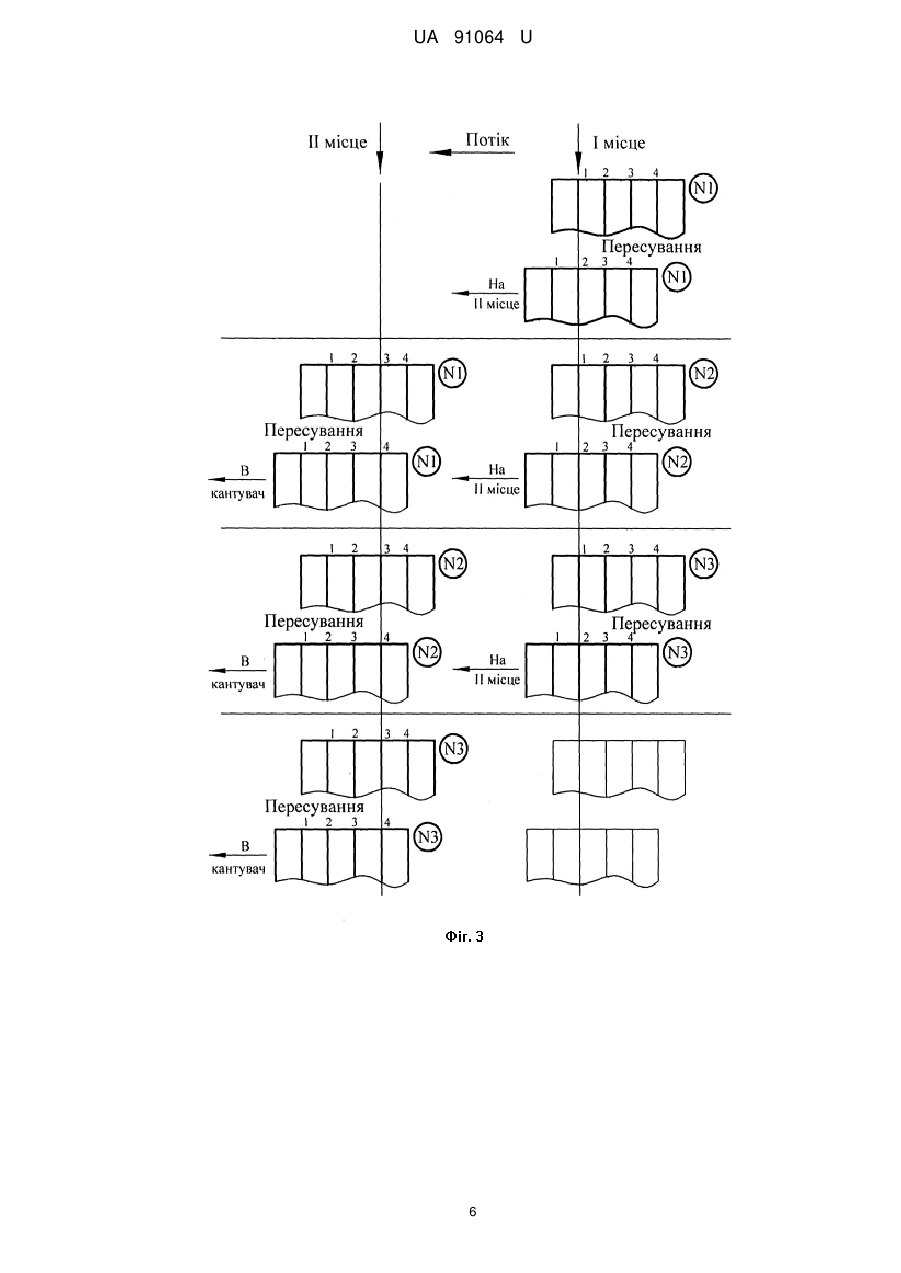
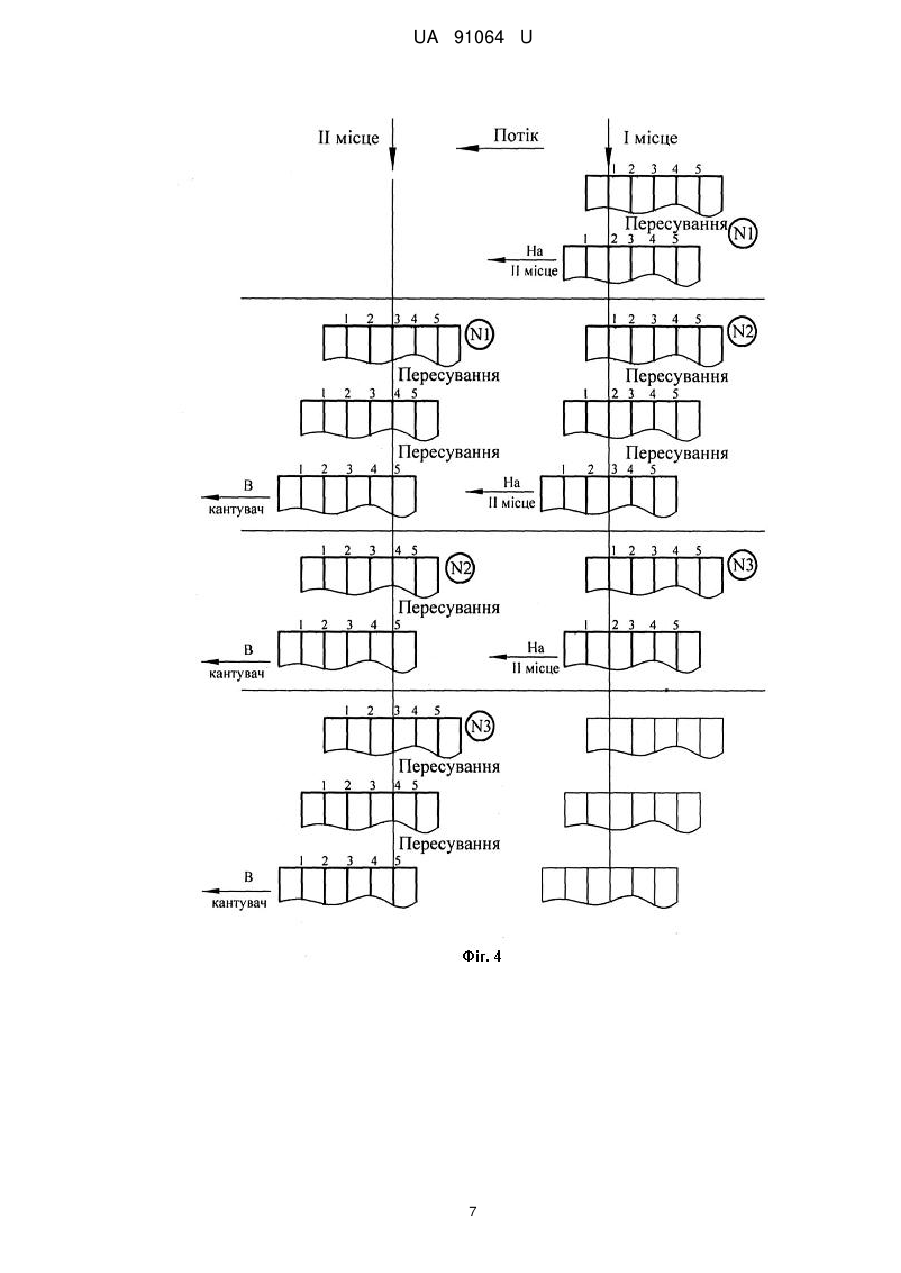
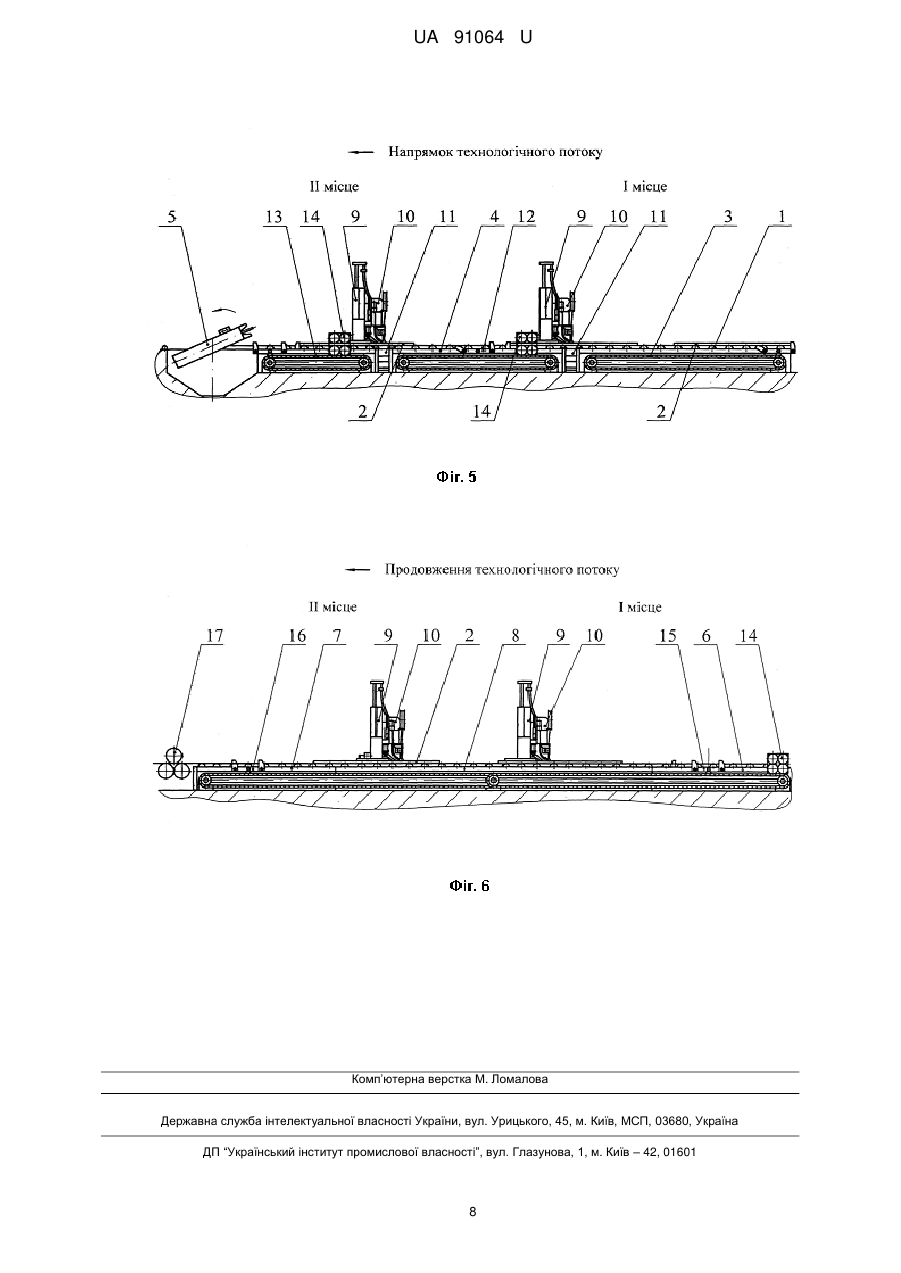
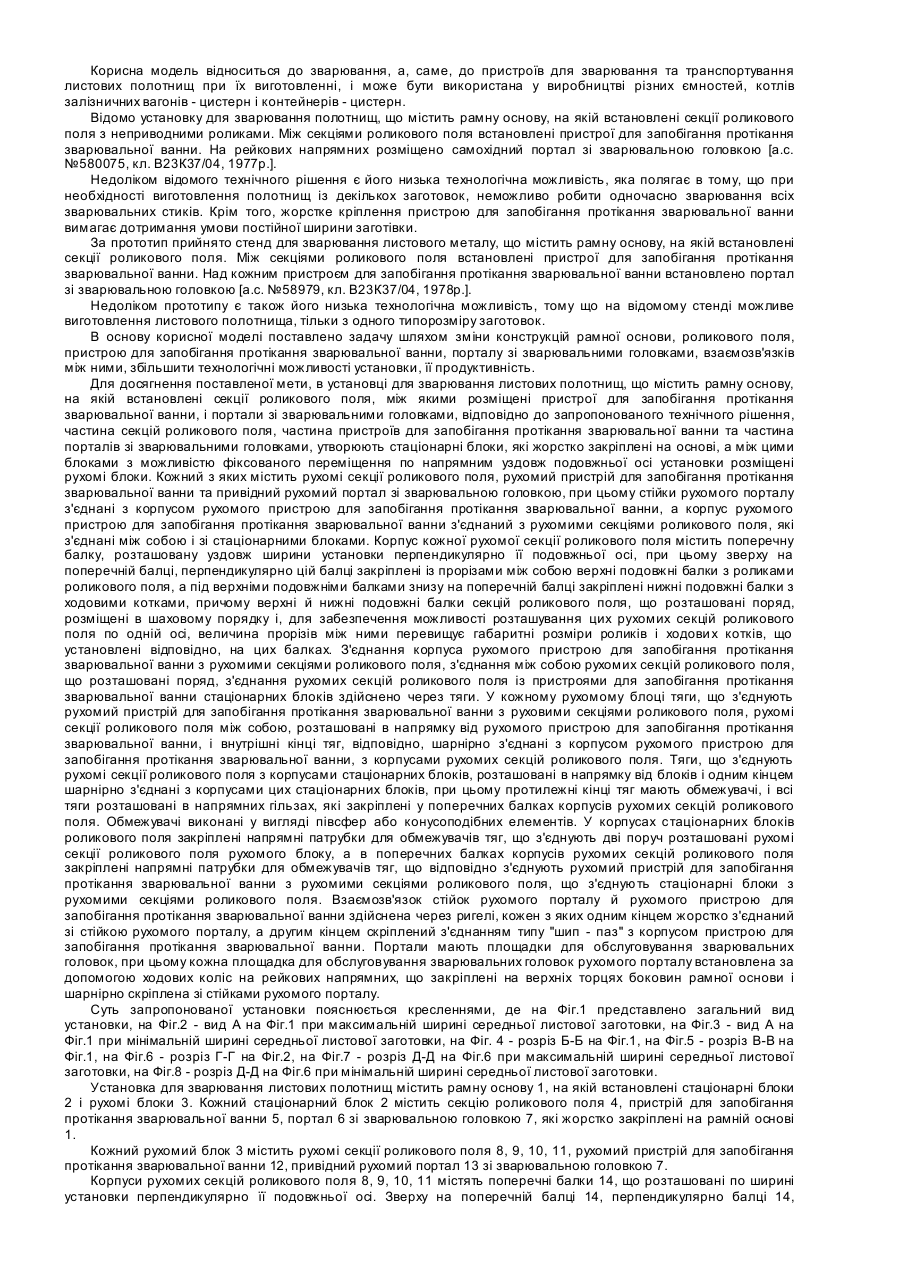
Реферат: Спосіб дугового зварювання листових полотнищ містить установлення попередньо зібраного полотнища в стенді зварювання першого боку, фіксацію полотнища в стенді, підтискування з другого боку зварних стиків полотнища пристроїв для запобігання протікання зварювальної ванни і одночасне дугове зварювання стиків з першого боку полотнища, подальшу подачу полотнища в кантувач, кантування полотнища на 180 градусів, установку і фіксацію полотнища в стенді зварювання другої сторони та одночасне дугове зварювання стиків з другого боку полотнища. Зварювання стиків кожного полотнища здійснюють по черзі на кожному місці двомісних стендів зварювання першого і другого боків. UA 91064 U (12) UA 91064 U UA 91064 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювання, а конкретно - до способів зварювання листових полотнищ і може бути використана в потокових механізованих лініях для дугового зварювання листових полотнищ обичайок котлів залізничних вагонів - цистерн. Як прототип способу дугового зварювання листових полотнищ вибраний спосіб дугового зварювання листових полотнищ, що містить установлення попередньо складеного полотнища в стенді зварювання першого боку, фіксацію полотнища в стенді, підтискування з другого боку зварних стиків полотнища пристроїв для запобігання протікання зварювальної ванни і одночасне дугове зварювання стиків з першого боку полотнища, подальшу подачу полотнища в кантувач, кантування полотнища на 180 градусів, установлення і фіксацію полотнища в стенді зварювання другого боку та одночасне дугове зварювання стиків з другого боку полотнища (Виробництво зварних конструкцій / Г.О.Кривов, К.О.Зворикін. - Київ.: КВІЦ, 2012. – С. 599-603). Недоліком відомого способу є необхідність використання для його здійснення універсальних ліній складання і зварювання листових полотнищ, обладнання яких дозволяє швидко переналагоджувати стенди зварювання (взаємне розташування зварювальних порталів, пристроїв для запобігання протікання зварювальної ванни і секцій роликового поля) для одночасного зварювання всіх стиків полотнища при складанні і зварюванні листових полотнищ з листів змінної ширини, що змінюється в залежності від різних конструктивних і економічних факторів. Таке обладнання, в першу чергу, стенд зварювання першого боку полотнищ, має складну конструкцію, що призводить до підвищених експлуатаційних витрат на його утримання і ремонт. В основі пропонованої корисної моделі стоїть задача підвищення продуктивності процесу дугового зварювання листових полотнищ з листів змінної ширини без переналагодження обладнання лінії шляхом забезпечення одночасного зварювання декількох стиків кожного полотнища . Поставлена задача вирішується тим, що в способі дугового зварювання листових полотнищ, який містить установлення попередньо складеного полотнища в стенді зварювання першого боку, фіксацію полотнища в стенді, підтискування з другого боку зварних стиків полотнища пристроїв для запобігання протікання зварювальної ванни і одночасне дугове зварювання стиків з першого боку полотнища, подальшу подачу полотнища в кантувач, кантування полотнища на 180 градусів, установлення і фіксацію полотнища в стенді зварювання другого боку та одночасне дугове зварювання стиків з другого боку полотнища, згідно з корисною моделлю, зварювання стиків кожного листового полотнища здійснюють по черзі на кожному місці двомісних стендів зварювання першого та другого боків, причому на кожному місці зварювання здійснюють одним, встановленим на одному стаціонарному порталі зварювальним автоматом, на кожному місці стенда зварювання першого боку - на одному стаціонарному пристрої для запобігання протікання зварювальної ванни, при цьому кількість зварних стиків полотнища на кожному місці стенда чергують з кожною парою полотнищ. Доведено, що нова сукупність ознак є причиною, а набутий первинний технічний результат "забезпечення одночасного зварювання кількох стиків кожного полотнища з листів змінної ширини без переналагодження обладнання лінії" - наслідком. У свою чергу цей первинний технічний результат є причиною, а набутий вторинний технічний результат "підвищення продуктивності процесу дугового зварювання полотнищ з листів змінної ширини без переналагодження устаткування" - наслідком. Суть пропонованої корисної моделі пояснюється кресленнями, де на фіг. 1-4 зображені схеми способу дугового зварювання на двомісному стенді 2-5-стикових полотнищ (з 3-6 листів), а на фіг. 5 і6 зображено потокову механізовану лінію складання і зварювання листових полотнищ у поздовжньому розрізі. На схемах способу дугового зварювання листових полотнищ умовно показано положення зварювальних стиків на І-му та ІІ-му місцях стенда зварювання першого боку при послідовному зварюванні стиків трьох-чотирьох полотнищ. При цьому кількість полотнищ в партії практично не обмежена. Вертикальними стрілками на схемах позначено положення вогневих частин (зварювальних електродів) зварювальних автоматів, арабськими цифрами з індексом номера номери полотнищ, що зварюються, арабськими цифрами без індексів номери - номери стиків у полотнищах. Потокова механізована лінія для здійснення запропонованого способу дугового зварювання листових полотнищ містить стенд складання 1 листів в полотнища 2 з транспортуючим пристроєм 3, двомісний стенд зварювання першого боку 4 полотнищ, кантувач 5, стенди обробки 6 і 7, двомісний стенд зварювання другого боку 8 полотнищ. На кожному місці двомісних стендів зварювання 4 і 8 встановлено по одному зварювальному порталу 9 зі зварювальним автоматом 10. На кожному місці стенду зварювання першого боку 4 в зоні дії 1 UA 91064 U 5 10 15 20 25 30 35 40 45 50 55 60 зварювального автомата 10 встановлено пристрій для запобігання протікання зварювальної ванни у вигляді флюсової подушки 11. Для здійснення переміщення полотнищ 2 по лінії в стенді зварювання першого боку 4 між пристроями для запобігання протікання зварювальної ванни 11 і між таким же пристроєм на другому місці стенда 4 і кантувачем 5 встановлені транспортуючі пристрої 12 і 13 разом із блоками роликових тягнучих механізмів 14. За кантувачем 5 встановлені транспортуючі пристрої 15 і 16. Блок роликових тягнучих механізмів 14 встановлений спільно з пристроєм 15 у кантувача 5. Наприкінці потокової механізованої лінії для формування з звареного полотнища обичайки котла встановлені вальці 17. Процес дугового зварювання листових полотнищ за пропонованим способом здійснюють при роботі на вищеописаній потоковій механізованій лінії наступним чином. При зварюванні 2-х стикових листових полотнищ перше з партії складене з 3-х листів листове полотнище 2 зі стенда складання 1 переміщують транспортуючим пристроєм 3 в стенд зварювання першого боку 4 і встановлюють 1-м стиком на першому місці в позицію зварювання. Полотнище 2 фіксують у стенді 4, включають флюсову подушку 11, зварювальний автомат 10 на зварювальному порталі 9 і виконують дугове зварювання 1-го стику першого боку полотнища 2. По завершенні зварювання полотнище 2 транспортуючими пристроями 3 і 12 переміщують на друге місце стенда 4 і встановлюють 2-м стиком в позицію зварювання. Одночасно з цією операцією в стенд зварювання першого боку 4 транспортуючим пристроєм 3 переміщують наступне складене полотнище 2 і встановлюють 1-м стиком на першому місці в позицію зварювання. Після цього на стенді зварювання першого боку 4 здійснюють одночасне зварювання 2-х стиків двох полотнищ 2: 2-го стику першого полотнища 2 і 1-го стику другого полотнища 2. Після зварювання зазначених стиків перше полотнище 2 транспортуючими пристроями 12 і 13 і блоком роликових тягнучих механізмів 14 переміщують у кантувач 5. Після кантування на 180 градусів полотнище 2 блоком роликових тягнучих механізмів 14 і транспортуючим пристроєм 15 переміщують на стенд обробки 6 і на перше місце стенда зварювання другого боку 8 полотнищ 2. Друге полотнище 2 при цьому транспортуючими пристроями 3 і 12 переміщують на друге місце стенда зварювання першого боку 4 і встановлюють 2-м стиком в позицію зварювання. У цей же час на перше місце стенда зварювання першого боку 4 транспортуючим пристроєм 3 переміщують третє складене полотнище 2 і встановлюють його 1-м стиком в позицію зварювання. При цьому на стенді зварювання першого боку 4 знову здійснюють одночасне зварювання 2-х стиків двох полотнищ 2: 2-го стику другого полотнища 2 і 1-го стику третього полотнища 2. Після зварювання зазначених стиків друге полотнище 2 переміщують у кантувач 5, а третє - на друге місце стенда зварювання першого боку 4 і встановлюють 2-м стиком в позицію зварювання. На перше місце подають наступне зібране полотнище 2 і встановлюють його 1-м стиком в позицію зварювання. Далі процес продовжують вищеописаним чином незалежно від ширини листів полотнища без будь-якого переналагодження обладнання до зупинки лінії, наприклад, для ремонту обладнання або для запуску у виробництво нового виробу. Переміщення полотнищ 2 і зварювання їх стиків після кантування на 180 градусів у двомісному стенді зварювання другого боку 8 здійснюють таким же чином. При цьому безпосередньо переміщення полотнищ 2 з кантувача 5 на стенд обробки 6 по стендах зварювання другого боку 8 та обробки 7 здійснюють блоком роликових тягнучих механізмів 14 і транспортуючими пристроями 15 і 16. Після виконання двостороннього зварювання всіх стиків полотнище 2 транспортуючим пристроєм 16 переміщують по стенду обробки 7 у вальці 17, де здійснюють формування обичайки котла залізничного вагонацистерни. При зварюванні 3-х стикових листових полотнищ перше з партії складене з 4-х листів листове полотнище 2 зі стенда складання 1 переміщують транспортуючим пристроєм 3 в стенд зварювання першого боку 4 і встановлюють 1-м стиком на першому місці в позицію зварювання. Полотнище 2 фіксують у стенді 4, включають флюсову подушку 11, зварювальний автомат 10 на зварювальному порталі 9 і виконують дугове зварювання 1-го стику першого боку полотнища 2. По завершенні зварювання полотнище 2 переміщують і встановлюють 2-м стиком в позицію зварювання на цьому ж першому місці стенда зварювання першого боку 4. По завершенні зварювання полотнище 2 переміщують на друге місце стенда 4 і встановлюють 3-м стиком в позицію зварювання. Одночасно з цією операцією в стенд зварювання першого боку 4 переміщують наступне зібране полотнище 2 і встановлюють 1-м стиком на першому місці в позицію зварювання. Після цього на стенді зварювання першого боку 4 здійснюють одночасне зварювання 2-х стиків двох полотнищ 2: 3-го стику першого полотнища 2 і 1-го стику другого полотнища 2. Після зварювання зазначених стиків перше полотнище 2 переміщують у кантувач 5, а друге - на друге місце стенда зварювання першого боку 4 і встановлюють 2-м стиком в позицію зварювання. У цей же час на перше місце стенда зварювання першого боку 4 2 UA 91064 U 5 10 15 20 25 30 35 40 переміщують третє складене полотнище 2 і встановлюють його 1-м стиком в позицію зварювання. При цьому на стенді зварювання першого боку 4 знову здійснюють одночасне зварювання 2-х стиків двох полотнищ 2: 2-го стику другого полотнища 2 і 1-го стику третього полотнища 2. Після зварювання зазначених стиків друге і третє полотнища 2 переміщують на відповідно друге і перше місця стенда зварювання першого боку 4 з установленням в позицію зварювання 3-м стиком другого полотнища і другим - третього . Після зварювання зазначених стиків друге полотнище 2 переміщують у кантувач 5, а третє - на друге місце стенда зварювання першого боку 4 і встановлюють 3-м стиком в позицію зварювання. На перше місце подають наступне складене полотнище 2 і встановлюють 1-м стиком в позицію зварювання. Таким чином, кількість зварених одного або двох стиків полотнищ на кожному місці стендів 4 і 8 чергують з кожною парою полотнищ, забезпечуючи постійне завантаження обладнання та персоналу. Подальші технологічні операції з полотнищами 2 здійснюють аналогічним чином, як і при дуговому зварюванні 2-х стикових полотнищ 2 незалежно від ширини листів полотнища без будь-якого переналагодження обладнання. При зварюванні 4-х стикових листових полотнищ 2, а також полотнищ 2 з будь-якою парною кількістю стиків, всі технологічні операції виконують таким же чином, як і при зварюванні 2-х стикових, при цьому на кожному місці стендів 4 і 8 зварюють половину стиків полотнища з послідовним переміщенням полотнищ 2 в позицію зварювання незалежно від ширини листів. При зварюванні 5-х стикових листових полотнищ 2 і полотнищ 2 з будь-якою непарною кількістю стиків всі технологічні операції виконують таким же чином, як і при зварюванні 3-х стикових, при цьому парну чи непарну кількість зварених стиків на кожному місці стендів 4 і 8 чергують з кожною парою полотнищ незалежно від ширини листів. Таким чином, без переналагодження обладнання реалізується пропонований спосіб дугового зварювання листових полотнищ, складених з листів різної ширини. Використання пропонованої корисної моделі дозволить підвищити продуктивність процесу дугового зварювання листових полотнищ з листів змінної ширини без переналагодження обладнання шляхом забезпечення одночасного зварювання декількох стиків кожного полотнища, що врешті решт збільшить продуктивність обладнання і знизить експлуатаційні витрати. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб дугового зварювання листових полотнищ, що містить установлення попередньо складеного полотнища в стенді зварювання першого боку, фіксацію полотнища в стенді, підтискування з другого боку зварних стиків полотнища пристроїв для запобігання протікання зварювальної ванни і одночасне дугове зварювання стиків з першого боку полотнища, подальшу подачу полотнища в кантувач, кантування полотнища на 180 градусів, установлення і фіксацію полотнища в стенді зварювання другого боку та одночасне дугове зварювання стиків з другого боку полотнища, який відрізняється тим, що зварювання стиків кожного полотнища здійснюють по черзі на кожному місці двомісних стендів зварювання першого і другого боків, причому на кожному місці зварювання здійснюють одним встановленим на одному стаціонарному порталі зварювальним автоматом, на кожному місці стенда зварювання першого боку - на одному стаціонарному пристрої для запобігання протікання зварювальної ванни, при цьому кількість зварних стиків полотнища на кожному місці стенда чергують з кожною парою полотнищ. 3 UA 91064 U 4 UA 91064 U 5 UA 91064 U 6 UA 91064 U 7 UA 91064 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюKorostashevskyi Pavlo Volodymyrovych, Sotnykov Yevhen Mykolaiovych, Hotovchenko Ihor Volodymyrovych
Автори російськоюКоросташевский Павел Владимирович, Сотников Евгений Николаевич, Готовченко Игорь Владимирович
МПК / Мітки
МПК: B23K 37/04
Мітки: механізована, полотнищ, потокова, спосіб, лінія, дугового, листових, здійснення, зварювання
Код посилання
<a href="https://ua.patents.su/10-91064-sposib-dugovogo-zvaryuvannya-listovikh-polotnishh-i-potokova-mekhanizovana-liniya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання листових полотнищ і потокова механізована лінія для його здійснення</a>
Потокова механізована лінія для складання й зварювання листових полотнищ
Номер патенту: 61072
Опубліковано: 11.07.2011
Автори: Роянов Вячеслав Олександрович, Коросташевський Павло Володимирович
МПК: B23K 37/04
Мітки: складання, лінія, механізована, полотнищ, потокова, листових, зварювання
Формула / Реферат:
Потокова механізована лінія для складання й зварювання листових полотнищ, що включає стенд для складання листів у полотнища зі шлеперним транспортуючим обладнанням, стенди зварювання стиків першого й другого боку полотнища й розміщений між ними кантувач, стенди обробки полотнищ і транспортуючі обладнання, виконані у вигляді блоків роликових тягнучих механізмів, яка відрізняється тим, що стенд зварювання першого боку полотнищ улаштований...
Пристрій для зварювання листових полотнищ
Номер патенту: 20106
Опубліковано: 15.01.2007
Автор: Коросташевський Павло Володимирович
МПК: B23K 37/04
Мітки: полотнищ, зварювання, листових, пристрій
Формула / Реферат:
Установка для зварювання листових полотнищ, що містить пристрій для запобігання протікання зварювальної ванни, опорні ролики і нижні тягнучі ролики встановлені на нижній рамі, верхні привідні тягнучі ролики встановлені на верхній рамі, яка відрізняється тим, що верхня рама встановлена з можливістю вертикального переміщення вздовж напрямних за допомогою силових циліндрів, причому силові циліндри і напрямні встановлені паралельно і закріплені...
Установка для складання та зварювання гофрованих листових полотнищ
Номер патенту: 48273
Опубліковано: 10.03.2010
Автори: Тараканов Валерій Віталійович, Ткаченко Олександр Миколайович, Гедрович Анатолій Іванович, Ткаченко Сергій Олександрович
МПК: F16B 5/00
Мітки: листових, полотнищ, гофрованих, установка, зварювання, складання
Формула / Реферат:
Установка для складання та зварювання листових полотнищ, що містить портал, горизонтальну несучу балку, напрямну для зварювального автомата, пневмопритискачі, робочий стіл, механізм для переміщення листів в зону зварювання, опорні ролики, несучу балку робочого столу, вузол притиснення листів до мідної підкладки і зварювальний автомат з пультом управління, яка відрізняється тим, що в ній на несучій балці робочого столу встановлено два...
Установка для зварювання листових полотнищ
Номер патенту: 32090
Опубліковано: 12.05.2008
Автори: Коросташевський Павло Володимирович, Роянов Вячеслав Олександрович, Готовченко Ігор Володимирович, Нікітченко Сергій Петрович
МПК: B23K 37/04
Мітки: листових, зварювання, полотнищ, установка
Формула / Реферат:
1. Установка для зварювання листових полотнищ, що містить рамну основу, на якій встановлені секції роликового поля, між якими розміщені пристрої для запобігання протіканню зварювальної ванни, і портали із зварювальними головками, яка відрізняється тим, що частина секцій роликового поля, частина пристроїв для запобігання протіканню зварювальної ванни і частина порталів із зварювальними головками утворюють стаціонарні блоки, які жорстко...
Кантувач листових полотнищ
Номер патенту: 55769
Опубліковано: 27.12.2010
Автори: Роянов Вячеслав Олександрович, Артьомов Ігор Вікторович, Томчук Роман Олегович, Коросташевський Павло Володимирович
МПК: B23K 37/04
Мітки: кантувач, полотнищ, листових
Формула / Реферат:
Кантувач листових полотнищ, що містить раму із приводами, установлену на двох опорах з можливістю повороту навколо нерухомої осі, при цьому рама кантувача встановлена над приямком і виконана у вигляді касети, що складається із двох паралельно розташованих і жорстко скріплених між собою на деякій відстані ґратчастих рам: верхньої й нижньої, на яких змонтовані роликові секції для переміщення листових полотнищ, тягнучі валки, що обладнані...
Попередній патент: Пристрій для нечіткого регулювання електричного режиму трифазної дугової сталеплавильної печі
Наступний патент: Загороджувальний пристрій для залізничного переїзду
Випадковий патент: Руслова гес