Потокова механізована лінія для складання й зварювання листових полотнищ
Номер патенту: 61072
Опубліковано: 11.07.2011
Автори: Роянов Вячеслав Олександрович, Коросташевський Павло Володимирович
Формула / Реферат
Потокова механізована лінія для складання й зварювання листових полотнищ, що включає стенд для складання листів у полотнища зі шлеперним транспортуючим обладнанням, стенди зварювання стиків першого й другого боку полотнища й розміщений між ними кантувач, стенди обробки полотнищ і транспортуючі обладнання, виконані у вигляді блоків роликових тягнучих механізмів, яка відрізняється тим, що стенд зварювання першого боку полотнищ улаштований шлеперними обладнаннями, установленими між парами флюсових подушок і між флюсовими подушками й кантувачем разом із блоками роликових тягнучих механізмів, розміщеними у отворів флюсових подушок, стенди обробки й зварювання другого боку полотнищ обладнані блоком роликових тягнучих механізмів, розміщеним безпосередньо за кантувачем, шлеперними обладнаннями, одне з яких установлено разом із блоком роликових тягнучих механізмів, із перекриттям зони дії візків у стенді зварювання другого боку полотнищ, при цьому візки шлеперних транспортуючих обладнань установлені попарно, оснащені приводом синхронного переміщення й виконані із самовстановлювальними спареними штовхачами, розмішеними на шарнірно закріплених штангах, а зони дії візків і установлені разом з ними блоки роликових тягнучих механізмів взаємно перекриваються.
Текст
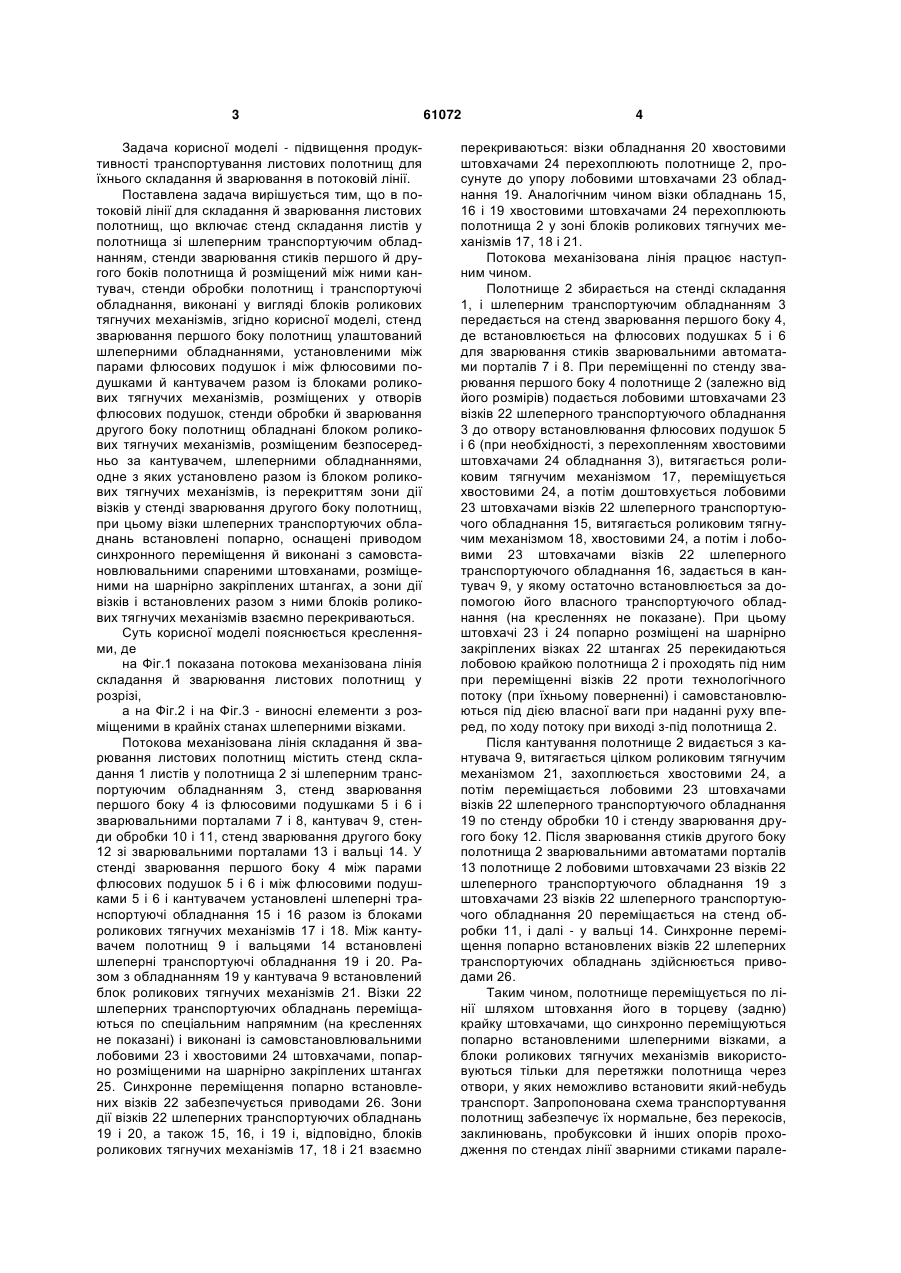
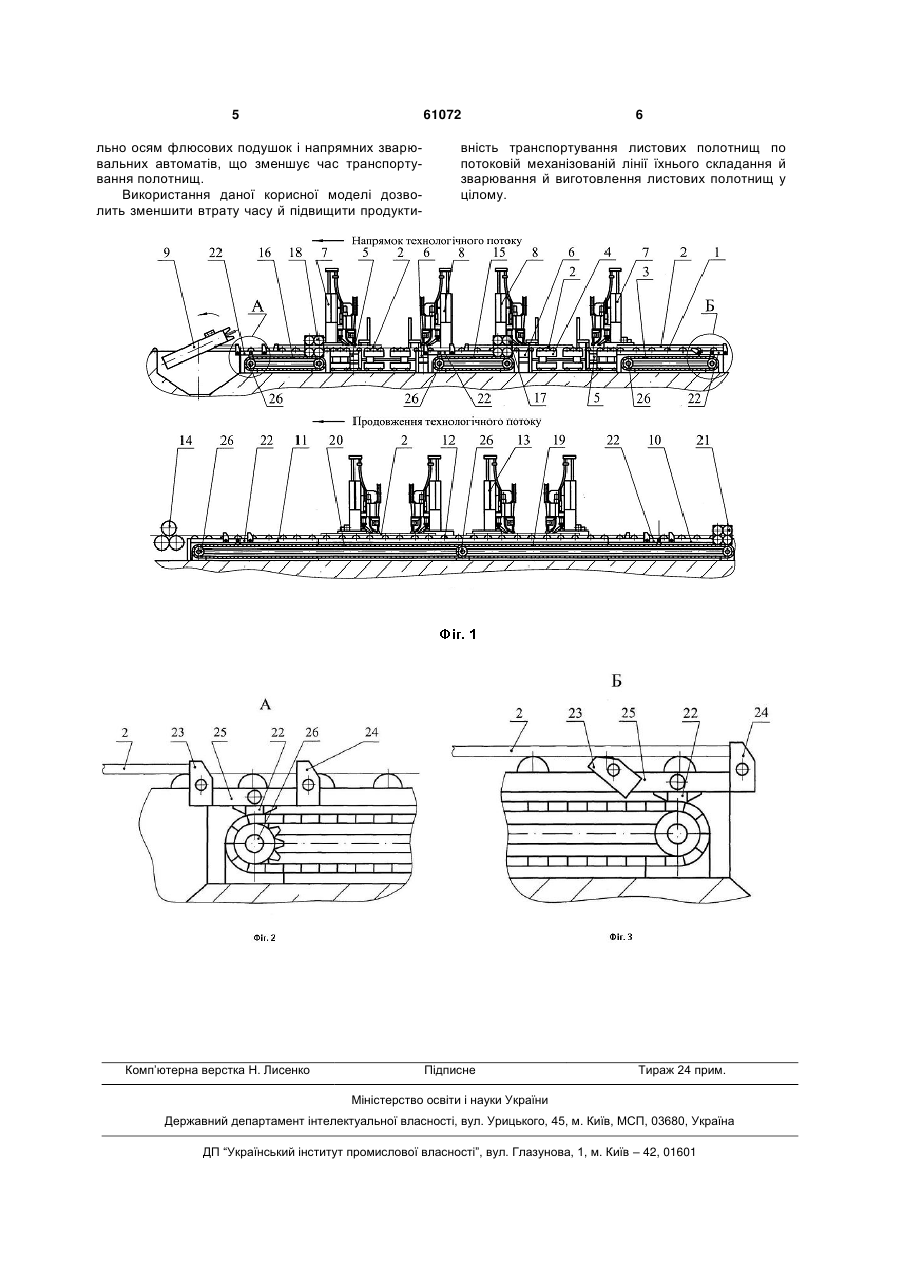
Потокова механізована лінія для складання й зварювання листових полотнищ, що включає стенд для складання листів у полотнища зі шлеперним транспортуючим обладнанням, стенди зварювання стиків першого й другого боку полотнища й розміщений між ними кантувач, стенди обробки полотнищ і транспортуючі обладнання, виконані у вигляді блоків роликових тягнучих механізмів, яка відрізняється тим, що стенд зварювання першого боку полотнищ улаштований шле 3 Задача корисної моделі - підвищення продуктивності транспортування листових полотнищ для їхнього складання й зварювання в потоковій лінії. Поставлена задача вирішується тим, що в потоковій лінії для складання й зварювання листових полотнищ, що включає стенд складання листів у полотнища зі шлеперним транспортуючим обладнанням, стенди зварювання стиків першого й другого боків полотнища й розміщений між ними кантувач, стенди обробки полотнищ і транспортуючі обладнання, виконані у вигляді блоків роликових тягнучих механізмів, згідно корисної моделі, стенд зварювання першого боку полотнищ улаштований шлеперними обладнаннями, установленими між парами флюсових подушок і між флюсовими подушками й кантувачем разом із блоками роликових тягнучих механізмів, розміщених у отворів флюсових подушок, стенди обробки й зварювання другого боку полотнищ обладнані блоком роликових тягнучих механізмів, розміщеним безпосередньо за кантувачем, шлеперними обладнаннями, одне з яких установлено разом із блоком роликових тягнучих механізмів, із перекриттям зони дії візків у стенді зварювання другого боку полотнищ, при цьому візки шлеперних транспортуючих обладнань встановлені попарно, оснащені приводом синхронного переміщення й виконані з самовстановлювальними спареними штовханами, розміщеними на шарнірно закріплених штангах, а зони дії візків і встановлених разом з ними блоків роликових тягнучих механізмів взаємно перекриваються. Суть корисної моделі пояснюється кресленнями, де на Фіг.1 показана потокова механізована лінія складання й зварювання листових полотнищ у розрізі, а на Фіг.2 і на Фіг.3 - виносні елементи з розміщеними в крайніх станах шлеперними візками. Потокова механізована лінія складання й зварювання листових полотнищ містить стенд складання 1 листів у полотнища 2 зі шлеперним транспортуючим обладнанням 3, стенд зварювання першого боку 4 із флюсовими подушками 5 і 6 і зварювальними порталами 7 і 8, кантувач 9, стенди обробки 10 і 11, стенд зварювання другого боку 12 зі зварювальними порталами 13 і вальці 14. У стенді зварювання першого боку 4 між парами флюсових подушок 5 і 6 і між флюсовими подушками 5 і 6 і кантувачем установлені шлеперні транспортуючі обладнання 15 і 16 разом із блоками роликових тягнучих механізмів 17 і 18. Між кантувачем полотнищ 9 і вальцями 14 встановлені шлеперні транспортуючі обладнання 19 і 20. Разом з обладнанням 19 у кантувача 9 встановлений блок роликових тягнучих механізмів 21. Візки 22 шлеперних транспортуючих обладнань переміщаються по спеціальним напрямним (на кресленнях не показані) і виконані із самовстановлювальними лобовими 23 і хвостовими 24 штовхачами, попарно розміщеними на шарнірно закріплених штангах 25. Синхронне переміщення попарно встановлених візків 22 забезпечується приводами 26. Зони дії візків 22 шлеперних транспортуючих обладнань 19 і 20, а також 15, 16, і 19 і, відповідно, блоків роликових тягнучих механізмів 17, 18 і 21 взаємно 61072 4 перекриваються: візки обладнання 20 хвостовими штовхачами 24 перехоплюють полотнище 2, просунуте до упору лобовими штовхачами 23 обладнання 19. Аналогічним чином візки обладнань 15, 16 і 19 хвостовими штовхачами 24 перехоплюють полотнища 2 у зоні блоків роликових тягнучих механізмів 17, 18 і 21. Потокова механізована лінія працює наступним чином. Полотнище 2 збирається на стенді складання 1, і шлеперним транспортуючим обладнанням 3 передається на стенд зварювання першого боку 4, де встановлюється на флюсових подушках 5 і 6 для зварювання стиків зварювальними автоматами порталів 7 і 8. При переміщенні по стенду зварювання першого боку 4 полотнище 2 (залежно від його розмірів) подається лобовими штовхачами 23 візків 22 шлеперного транспортуючого обладнання 3 до отвору встановлювання флюсових подушок 5 і 6 (при необхідності, з перехопленням хвостовими штовхачами 24 обладнання 3), витягається роликовим тягнучим механізмом 17, переміщується хвостовими 24, а потім доштовхується лобовими 23 штовхачами візків 22 шлеперного транспортуючого обладнання 15, витягається роликовим тягнучим механізмом 18, хвостовими 24, а потім і лобовими 23 штовхачами візків 22 шлеперного транспортуючого обладнання 16, задається в кантувач 9, у якому остаточно встановлюється за допомогою його власного транспортуючого обладнання (на кресленнях не показане). При цьому штовхачі 23 і 24 попарно розміщені на шарнірно закріплених візках 22 штангах 25 перекидаються лобовою крайкою полотнища 2 і проходять під ним при переміщенні візків 22 проти технологічного потоку (при їхньому поверненні) і самовстановлюються під дією власної ваги при наданні руху вперед, по ходу потоку при виході з-під полотнища 2. Після кантування полотнище 2 видається з кантувача 9, витягається цілком роликовим тягнучим механізмом 21, захоплюється хвостовими 24, а потім переміщається лобовими 23 штовхачами візків 22 шлеперного транспортуючого обладнання 19 по стенду обробки 10 і стенду зварювання другого боку 12. Після зварювання стиків другого боку полотнища 2 зварювальними автоматами порталів 13 полотнище 2 лобовими штовхачами 23 візків 22 шлеперного транспортуючого обладнання 19 з штовхачами 23 візків 22 шлеперного транспортуючого обладнання 20 переміщається на стенд обробки 11, і далі - у вальці 14. Синхронне переміщення попарно встановлених візків 22 шлеперних транспортуючих обладнань здійснюється приводами 26. Таким чином, полотнище переміщується по лінії шляхом штовхання його в торцеву (задню) крайку штовхачами, що синхронно переміщуються попарно встановленими шлеперними візками, а блоки роликових тягнучих механізмів використовуються тільки для перетяжки полотнища через отвори, у яких неможливо встановити який-небудь транспорт. Запропонована схема транспортування полотнищ забезпечує їх нормальне, без перекосів, заклинювань, пробуксовки й інших опорів проходження по стендах лінії зварними стиками парале 5 61072 льно осям флюсових подушок і напрямних зварювальних автоматів, що зменшує час транспортування полотнищ. Використання даної корисної моделі дозволить зменшити втрату часу й підвищити продукти Комп’ютерна верстка Н. Лиcенко 6 вність транспортування листових полотнищ по потоковій механізованій лінії їхнього складання й зварювання й виготовлення листових полотнищ у цілому. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProduction mechanized line for assembly and welding sheet metal panels
Автори англійськоюKorostashevskyi Pavlo Volodymyrovych, Roianov Viacheslav Oleksandrovych
Назва патенту російськоюПоточная механизированная линия для сборки и сварки листовых полотнищ
Автори російськоюКоросташевский Павел Владимирович, Роянов Вячеслав Александрович
МПК / Мітки
МПК: B23K 37/04
Мітки: складання, листових, полотнищ, лінія, зварювання, потокова, механізована
Код посилання
<a href="https://ua.patents.su/3-61072-potokova-mekhanizovana-liniya-dlya-skladannya-jj-zvaryuvannya-listovikh-polotnishh.html" target="_blank" rel="follow" title="База патентів України">Потокова механізована лінія для складання й зварювання листових полотнищ</a>
Установка для складання та зварювання гофрованих листових полотнищ
Номер патенту: 48273
Опубліковано: 10.03.2010
Автори: Тараканов Валерій Віталійович, Ткаченко Олександр Миколайович, Гедрович Анатолій Іванович, Ткаченко Сергій Олександрович
МПК: F16B 5/00
Мітки: зварювання, складання, листових, установка, полотнищ, гофрованих
Формула / Реферат:
Установка для складання та зварювання листових полотнищ, що містить портал, горизонтальну несучу балку, напрямну для зварювального автомата, пневмопритискачі, робочий стіл, механізм для переміщення листів в зону зварювання, опорні ролики, несучу балку робочого столу, вузол притиснення листів до мідної підкладки і зварювальний автомат з пультом управління, яка відрізняється тим, що в ній на несучій балці робочого столу встановлено два...
Пристрій для зварювання листових полотнищ
Номер патенту: 20106
Опубліковано: 15.01.2007
Автор: Коросташевський Павло Володимирович
МПК: B23K 37/04
Мітки: зварювання, полотнищ, листових, пристрій
Формула / Реферат:
Установка для зварювання листових полотнищ, що містить пристрій для запобігання протікання зварювальної ванни, опорні ролики і нижні тягнучі ролики встановлені на нижній рамі, верхні привідні тягнучі ролики встановлені на верхній рамі, яка відрізняється тим, що верхня рама встановлена з можливістю вертикального переміщення вздовж напрямних за допомогою силових циліндрів, причому силові циліндри і напрямні встановлені паралельно і закріплені...
Кантувач листових полотнищ
Номер патенту: 55769
Опубліковано: 27.12.2010
Автори: Роянов Вячеслав Олександрович, Коросташевський Павло Володимирович, Артьомов Ігор Вікторович, Томчук Роман Олегович
МПК: B23K 37/04
Мітки: полотнищ, кантувач, листових
Формула / Реферат:
Кантувач листових полотнищ, що містить раму із приводами, установлену на двох опорах з можливістю повороту навколо нерухомої осі, при цьому рама кантувача встановлена над приямком і виконана у вигляді касети, що складається із двох паралельно розташованих і жорстко скріплених між собою на деякій відстані ґратчастих рам: верхньої й нижньої, на яких змонтовані роликові секції для переміщення листових полотнищ, тягнучі валки, що обладнані...
Установка для зварювання листових полотнищ
Номер патенту: 32090
Опубліковано: 12.05.2008
Автори: Нікітченко Сергій Петрович, Готовченко Ігор Володимирович, Коросташевський Павло Володимирович, Роянов Вячеслав Олександрович
МПК: B23K 37/04
Мітки: полотнищ, зварювання, листових, установка
Формула / Реферат:
1. Установка для зварювання листових полотнищ, що містить рамну основу, на якій встановлені секції роликового поля, між якими розміщені пристрої для запобігання протіканню зварювальної ванни, і портали із зварювальними головками, яка відрізняється тим, що частина секцій роликового поля, частина пристроїв для запобігання протіканню зварювальної ванни і частина порталів із зварювальними головками утворюють стаціонарні блоки, які жорстко...
Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Кучук-Яценко Сергій Іванович, Чірсков Владімір Грігор'євіч, Іванцов Олєг Максімовіч, Рулєвський Євгеній Васильович, Патон Борис Євгенович, Уніговський Михайло Рахмильович, Сєрафін Орєст Міхайловіч, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Солодовніков Сергій Олександрович, Щєрбіна Боріс Євдокімовіч
МПК: B23K 37/04, B23K 31/00
Мітки: електроконтактного, трубопроводу, труб, зварювання, лінія, нитку, стикового, складання, потокова, магістрального
Формула / Реферат:
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй...
Попередній патент: Склепіння дугової сталеплавильної печі
Наступний патент: Пристрій для видалення надлишків формувальної суміші з форм
Випадковий патент: Полімерний біодеструктивний матеріал для очистки ґрунту від нафти та нафтопродуктів