Вузол і спосіб встановлення і/або заміни гвинтів кріплення обшивки активної зони реактора
Формула / Реферат
1. Вузол для встановлення та/або заміни гвинтів (20) обшивки активної зони реактора для монтажу листів (5) обшивки активної зони реактора, який містить принаймні один гвинт (20) і принаймні одну фіксуючу шайбу (40), який відрізняється тим, що гвинт (20) має головку (24) з принаймні одним приформованим елементом (28), який принаймні частково по периметру оточує головку (24) гвинта, а у фіксуючій шайбі (40) виконана принаймні одна внутрішня заглибина (42) для приймання головки (24) гвинта, у якій виконано першу виїмку (44) для пропускання гвинта (20), а також принаймні одну додаткову виїмку (46) для приймання приформованого елемента (28) для механічної фіксації гвинта (20) проти прокручування.
2. Вузол за п. 1, який відрізняється тим, що кожен гвинт (20) обшивки активної зони реактора має стрижень (22) із зовнішньою різзю (23), а також головку (24) гвинта з профілем.
3. Вузол за п. 1 або 2, який відрізняється тим, що приформований елемент (28) виконаний кільцеподібно або манжетоподібно у вигляді бортика навколо головки гвинта.
4. Вузол за п. 3, який відрізняється тим, що між виконаним у вигляді бортика приформованим елементом (28) і головкою (24) гвинта виконана, переважно пазоподібна, вільна зона (32) для введення відповідного інструмента для загвинчування гвинта (20) з контролем обертового моменту.
5. Вузол за одним із пп. 1-4, який відрізняється тим, що приформований елемент (28) виконаний з можливістю механічного деформування та/або має товщину матеріалу 0,5 мм.
6. Вузол за одним із пп. 1-5, який відрізняється тим, що приформований елемент (28), зокрема виконаний у вигляді бортика навколо головки гвинта, виготовлений суцільним або розділеним на кілька окремих сегментів.
7. Вузол за п. 6, який відрізняється тим, що сегменти розміщені по периметру на відстані.
8. Вузол за п. 3, який відрізняється тим, що верхній край виконаного у вигляді бортика приформованого елемента (28) розміщений врівень з верхньою кромкою або гранню головки (24) гвинта.
9. Вузол за п. 3, який відрізняється тим, що виконаний у вигляді бортика приформований елемент (28) має меншу висоту, ніж головка (24) гвинта, виконана у формі зовнішнього шестигранника.
10. Вузол за п. 2, який відрізняється тим, що між стрижнем (22) і головкою (24) гвинта виконано перехідну зону (36), яка має криволінійну, переважно параболічну форму.
11. Вузол за п. 2, який відрізняється тим, що стрижень (22) гвинта має вільний, потоншуваний, переважно конічний кінець (30).
12. Вузол за одним із пп. 1-11, який відрізняється тим, що гвинт (20) загвинчений з контролем обертового моменту, а приформований елемент (28) головки (24) гвинта виконаний з можливістю такого деформування, що приформований елемент (28) розміщений у принаймні одній додатковій виїмці (46) фіксуючої шайби (40) і таким чином гвинт (20) механічно зафіксований проти прокручування та/або відгвинчування.
13. Вузол за одним із пп. 1-12, який відрізняється тим, що фіксуюча шайба (40) має виконану у внутрішній заглибині (42), розміщену переважно у центрі чи посередині першу виїмку (44), зокрема отвір (44) та/або просвердлений отвір, для пропускання гвинта (20) у комплементарну внутрішню різь (3) профільного ребра (2) для кріплення листа (5) обшивки активної зони реактора.
14. Вузол за одним із пп. 1-13, який відрізняється тим, що принаймні одна додаткова виїмка (46) розташована у зоні верхнього краю та/або стінки внутрішньої заглибини (42) фіксуючої шайби (40).
15. Вузол за одним із пп. 1-14, який відрізняється тим, що принаймні одна додаткова виїмка (46) виконана у зоні дна внутрішньої заглибини (42) фіксуючої шайби (40).
16. Вузол за одним із пп. 1-15, який відрізняється тим, що фіксуюча шайба (40) має чотири зміщених одна відносно іншої на 90° додаткових виїмки (46) для приймання приформованого елемента (28), зокрема виконаного у вигляді бортика приформованого елемента (28) і для механічної фіксації гвинта (20) обшивки активної зони реактора.
17. Вузол за одним із пп. 1-16, який відрізняється тим, що внутрішня заглибина (42) виконана таким чином, що вона повністю приймає головку (24) гвинта з приформованим елементом (28) та/або головка (24) гвинта у змонтованому стані розміщена врівень із верхньою стороною фіксуючої шайби (40).
18. Вузол за одним із пп. 1-17, який відрізняється тим, що фіксуюча шайба (40) має овальну, переважно еліптичну основну форму та/або у змонтованому стані гвинта (20) розміщена у відповідним чином сформованій виїмці (41) листа (5) обшивки активної зони реактора з фіксацією фіксуючої шайби (40) проти провертання відносно листа (5) при загвинчуванні гвинта (20).
19. Вузол за одним із пп. 1-18, який відрізняється тим, що внутрішня заглибина (42) виконана кругоподібною і її внутрішній діаметр та глибина узгоджені з розмірами головки (24) гвинта з приформованим елементом (28).
20. Вузол за одним із пп. 1-19, який відрізняється тим, що внутрішня заглибина (42) фіксуючої шайби (40) має чотири зміщені одна відносно іншої на 90° додаткові виїмки (46) для приймання приформованого елемента (28).
21. Вузол за одним із пп. 1-20, який відрізняється тим, що передбачено принаймні дві виїмки та/або просвердлені отвори (50), які проходять через фіксуючу шайбу (40) та/або принаймні одну розпірну шайбу (6) та/або лист (5) обшивки активної зони реактора і входять у профільне ребро (2).
22. Вузол за п. 21, який відрізняється тим, що у принаймні дві виїмки (50) вставлено по одному запобіжному штифту (52).
23. Вузол за п. 22, який відрізняється тим, що глибина виїмки (50) і довжина запобіжного штифта узгоджені між собою таким чином, що кожен з встановлених запобіжних штифтів (52) розміщений врівні із поверхнею листа (5) обшивки активної зони реактора, однак принаймні не виступає над нею.
24. Спосіб встановлення та/або заміни гвинтів обшивки активної зони реактора для кріплення листів обшивки активної зони реактора за допомогою вузла за одним із пп. 1-23, причому поетапно
- звільняють головку (24) наявного гвинта (20), що підлягає заміні,
- залучають відповідний профіль, зокрема чотиригранник, для вигвинчування наявного гвинта (20),
- вигвинчують наявний гвинт (20) і виймають наявну фіксуючу шайбу (7),
- встановлюють нову фіксуючу шайбу (40) із внутрішньою заглибиною (42) і принаймні однією виїмкою (46) для механічної фіксації гвинта (20),
- загвинчують гвинт (20) із приформованим елементом (28) на головці (24),
- приформований елемент (28) шляхом прикладення зусилля механічно деформують таким чином, що він принаймні частково входить у принаймні одну виїмку (46) внутрішньої заглибини (42) фіксуючої шайби (40), внаслідок чого забезпечується механічна фіксація нового гвинта (20) проти прокручування та/або вигвинчування.
25. Спосіб за п. 24, який відрізняється тим, що для встановлення та/або заміни застосовують гвинт (20) обшивки активної зони реактора, що входить до вузла за одним із пп. 1-23.
26. Спосіб за п. 24, який відрізняється тим, що перед встановленням фіксуючої шайби (40) здійснюють остаточну обробку посадкового місця фіксуючої шайби (40).
27. Спосіб за п. 26, який відрізняється тим, що перед обробкою посадкового місця для фіксуючої шайби (40) встановлюють напрямну оправку, яку видаляють після обробки посадкового місця.
28. Спосіб за п. 24, який відрізняється тим, що перед вигвинчуванням гвинта (20) просвердлюють принаймні дві виїмки та/або отвори (50), які проходять через фіксуючу шайбу (40) та/або принаймні одну розпірну шайбу (6) та/або кожен лист (5) обшивки активної зони реактора і входять у профільне ребро (2).
29. Спосіб за п. 28, який відрізняється тим, що у принаймні дві просвердлені виїмки (50) вставляють по одному запобіжному штифту (52).
30. Спосіб за п. 29, який відрізняється тим, що глибину виїмки і довжину запобіжного штифта узгоджують між собою таким чином, що кожен із встановлених запобіжних штифтів (52) розміщений на рівні з поверхнею листа (5) обшивки активної зони реактора, однак принаймні не виступає над нею.
Текст
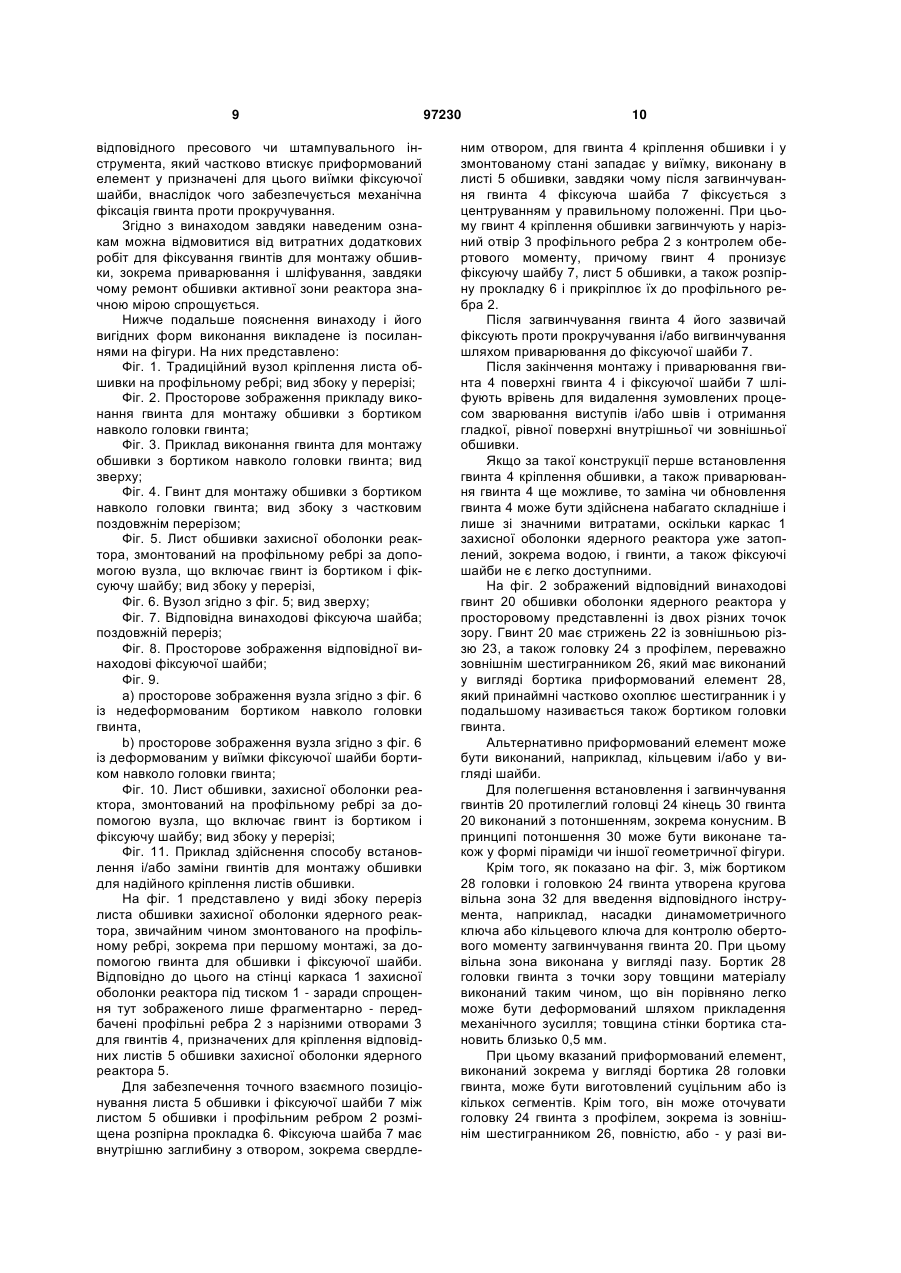
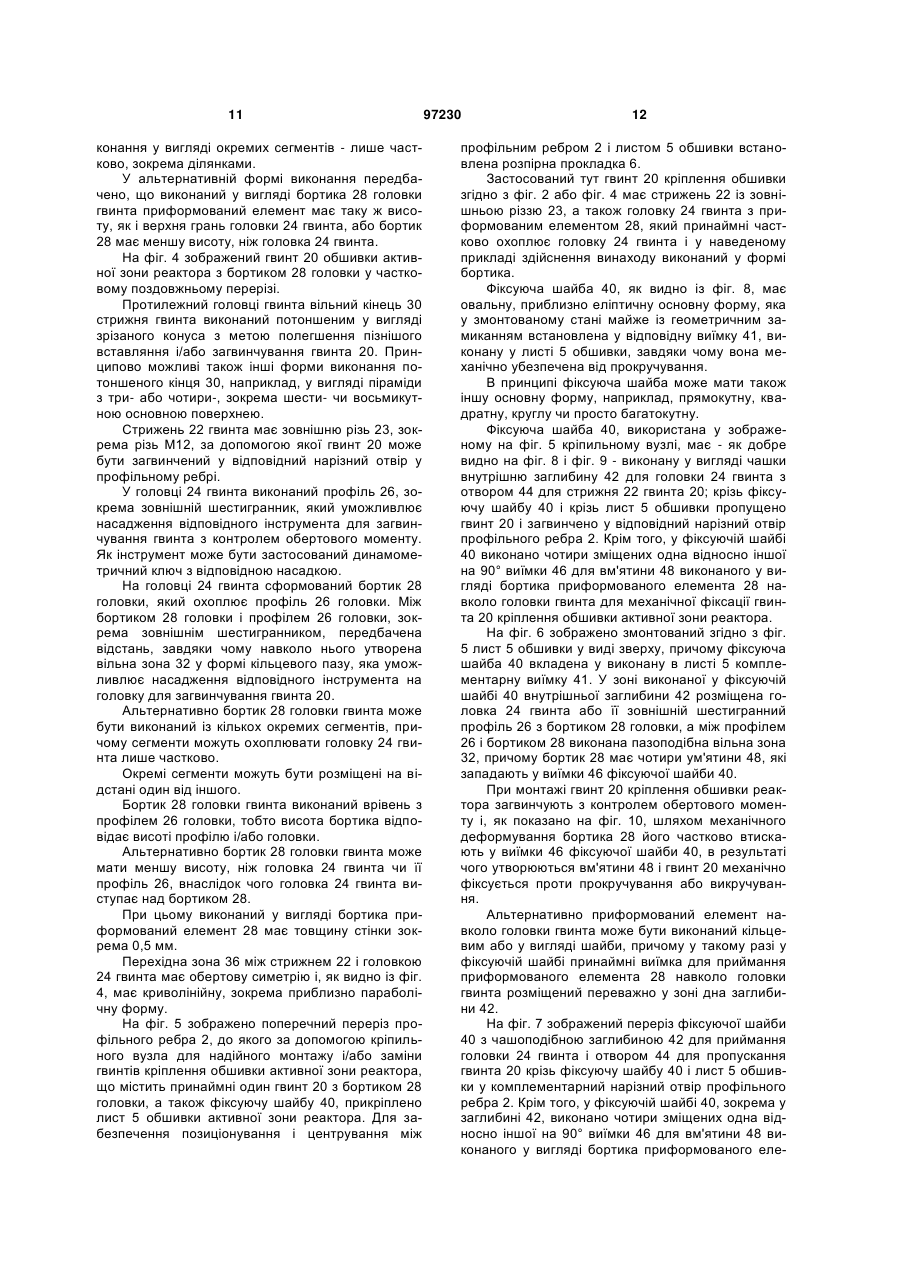
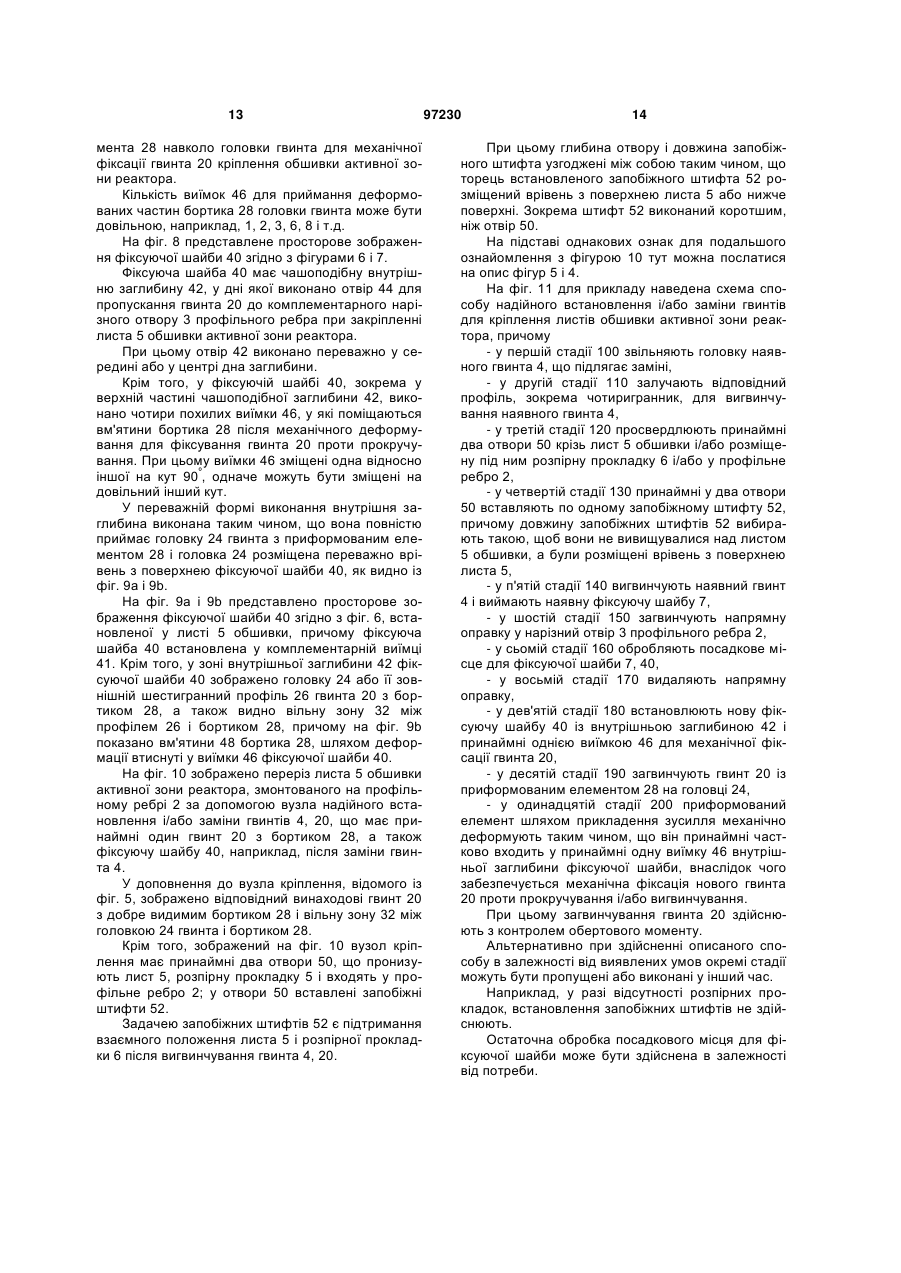
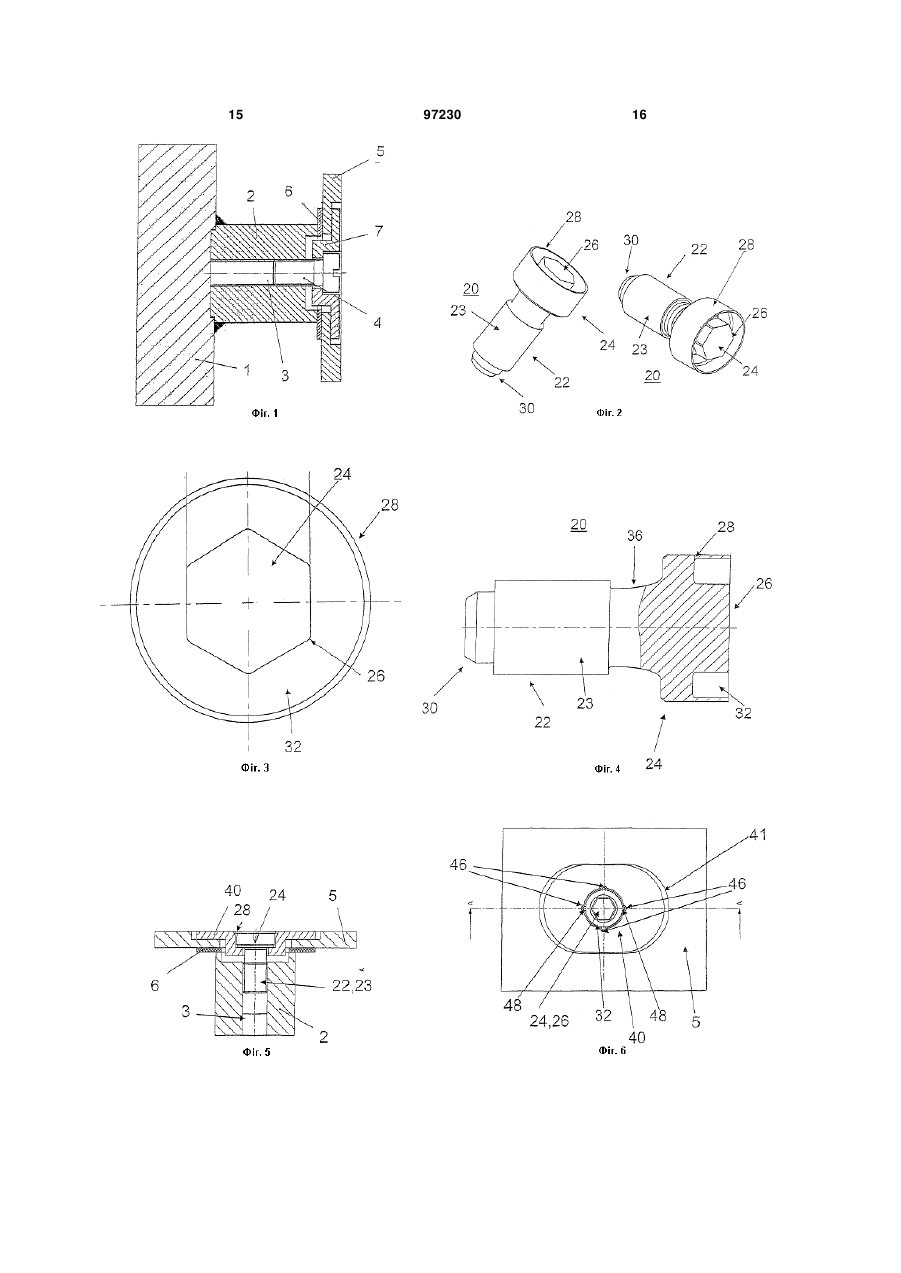
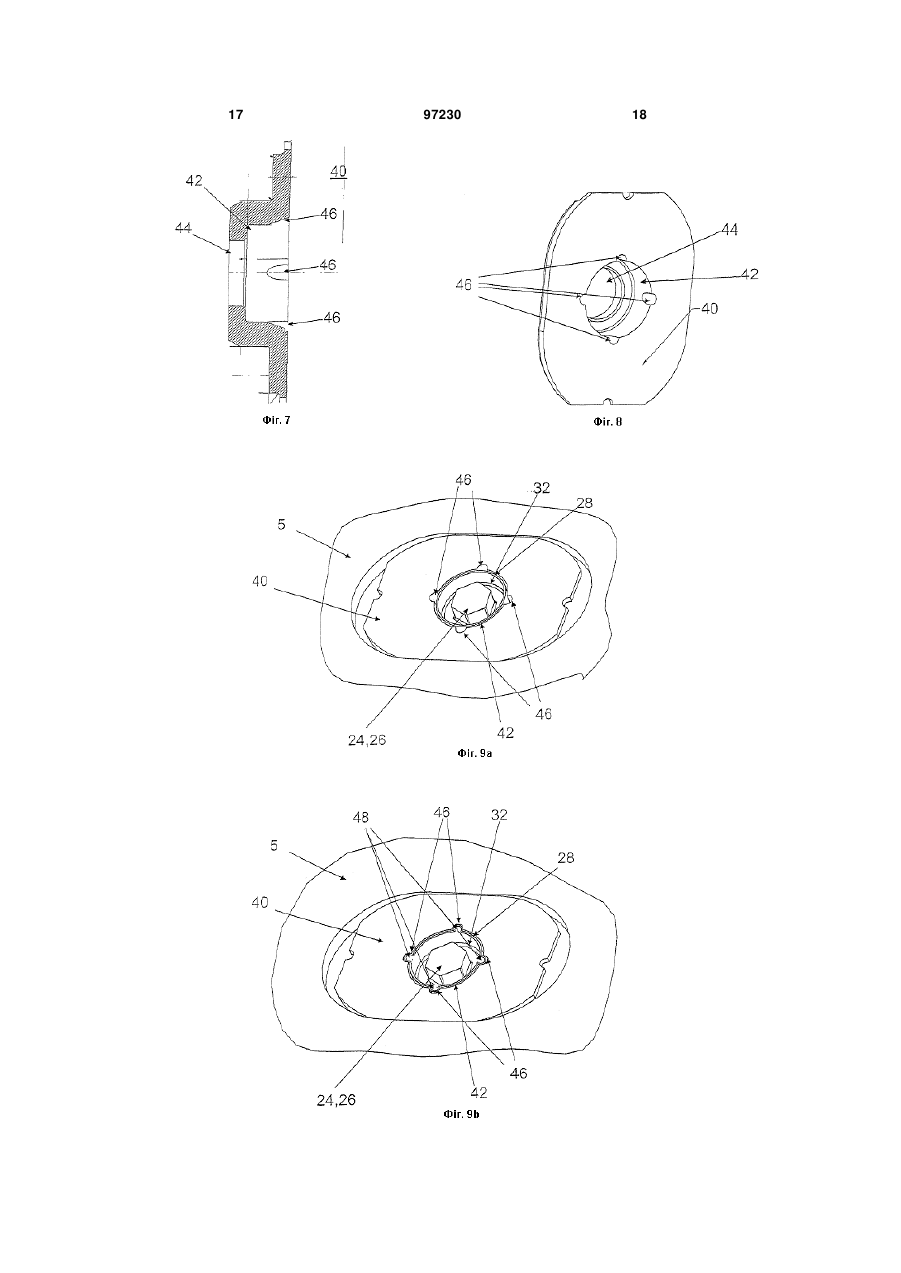
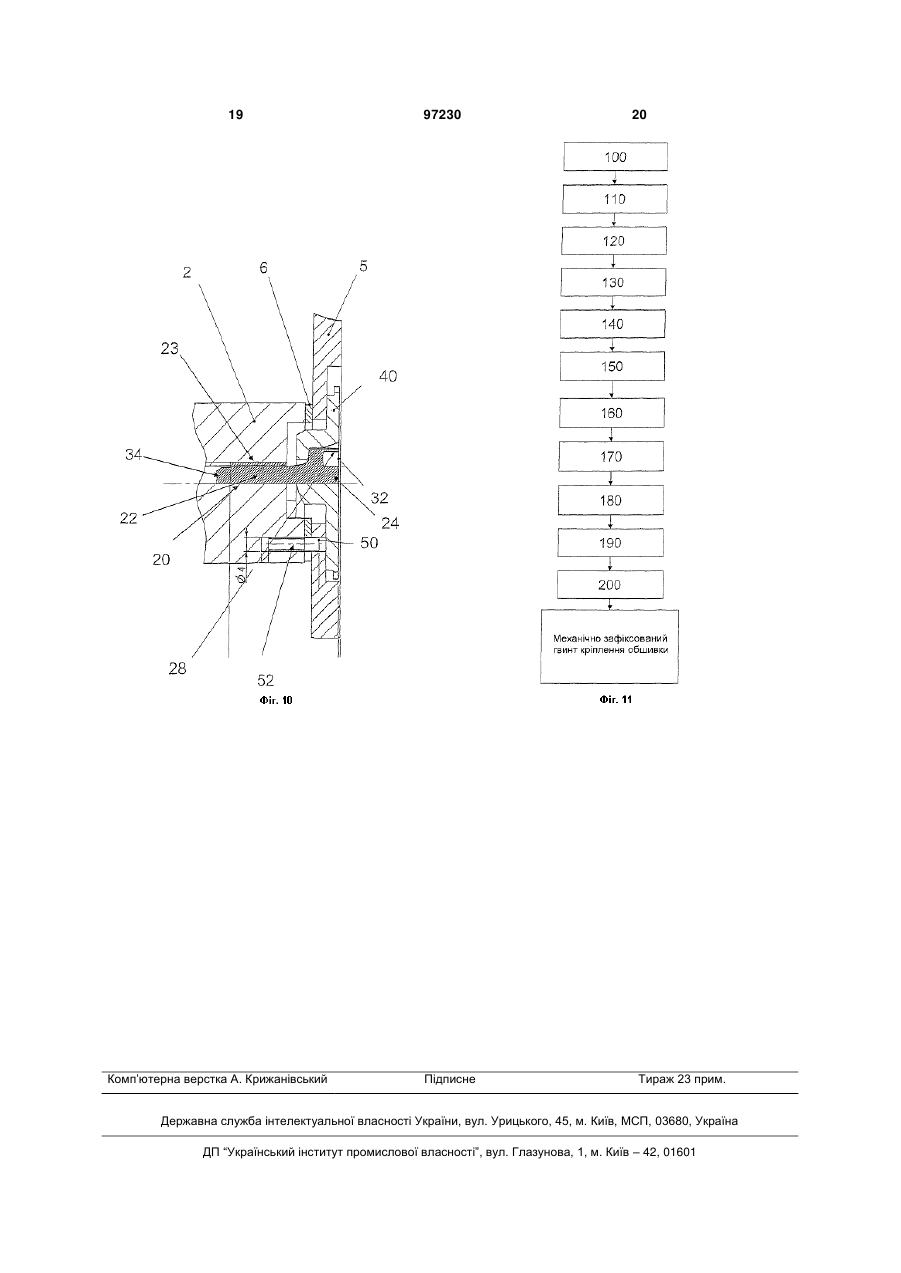
1. Вузол для встановлення та/або заміни гвинтів (20) обшивки активної зони реактора для монтажу листів (5) обшивки активної зони реактора, який містить принаймні один гвинт (20) і принаймні одну фіксуючу шайбу (40), який відрізняється тим, що гвинт (20) має головку (24) з принаймні одним приформованим елементом (28), який принаймні частково по периметру оточує головку (24) гвинта, а у фіксуючій шайбі (40) виконана принаймні одна внутрішня заглибина (42) для приймання головки (24) гвинта, у якій виконано першу виїмку (44) для пропускання гвинта (20), а також принаймні одну додаткову виїмку (46) для приймання приформованого елемента (28) для механічної фіксації гвинта (20) проти прокручування. 2. Вузол за п. 1, який відрізняється тим, що кожен гвинт (20) обшивки активної зони реактора має стрижень (22) із зовнішньою різзю (23), а також головку (24) гвинта з профілем. 3. Вузол за п. 1 або 2, який відрізняється тим, що приформований елемент (28) виконаний кільцеподібно або манжетоподібно у вигляді бортика навколо головки гвинта. 4. Вузол за п. 3, який відрізняється тим, що між виконаним у вигляді бортика приформованим елементом (28) і головкою (24) гвинта виконана, 2 (19) 1 3 97230 4 різь (3) профільного ребра (2) для кріплення листа (5) обшивки активної зони реактора. 14. Вузол за одним із пп. 1-13, який відрізняється тим, що принаймні одна додаткова виїмка (46) розташована у зоні верхнього краю та/або стінки внутрішньої заглибини (42) фіксуючої шайби (40). 15. Вузол за одним із пп. 1-14, який відрізняється тим, що принаймні одна додаткова виїмка (46) виконана у зоні дна внутрішньої заглибини (42) фіксуючої шайби (40). 16. Вузол за одним із пп. 1-15, який відрізняється тим, що фіксуюча шайба (40) має чотири зміщених одна відносно іншої на 90° додаткових виїмки (46) для приймання приформованого елемента (28), зокрема виконаного у вигляді бортика приформованого елемента (28) і для механічної фіксації гвинта (20) обшивки активної зони реактора. 17. Вузол за одним із пп. 1-16, який відрізняється тим, що внутрішня заглибина (42) виконана таким чином, що вона повністю приймає головку (24) гвинта з приформованим елементом (28) та/або головка (24) гвинта у змонтованому стані розміщена врівень із верхньою стороною фіксуючої шайби (40). 18. Вузол за одним із пп. 1-17, який відрізняється тим, що фіксуюча шайба (40) має овальну, переважно еліптичну основну форму та/або у змонтованому стані гвинта (20) розміщена у відповідним чином сформованій виїмці (41) листа (5) обшивки активної зони реактора з фіксацією фіксуючої шайби (40) проти провертання відносно листа (5) при загвинчуванні гвинта (20). 19. Вузол за одним із пп. 1-18, який відрізняється тим, що внутрішня заглибина (42) виконана кругоподібною і її внутрішній діаметр та глибина узгоджені з розмірами головки (24) гвинта з приформованим елементом (28). 20. Вузол за одним із пп. 1-19, який відрізняється тим, що внутрішня заглибина (42) фіксуючої шайби (40) має чотири зміщені одна відносно іншої на 90° додаткові виїмки (46) для приймання приформованого елемента (28). 21. Вузол за одним із пп. 1-20, який відрізняється тим, що передбачено принаймні дві виїмки та/або просвердлені отвори (50), які проходять через фіксуючу шайбу (40) та/або принаймні одну розпірну шайбу (6) та/або лист (5) обшивки активної зони реактора і входять у профільне ребро (2). 22. Вузол за п. 21, який відрізняється тим, що у принаймні дві виїмки (50) вставлено по одному запобіжному штифту (52). 23. Вузол за п. 22, який відрізняється тим, що глибина виїмки (50) і довжина запобіжного штифта узгоджені між собою таким чином, що кожен з встановлених запобіжних штифтів (52) розміщений врівні із поверхнею листа (5) обшивки активної зони реактора, однак принаймні не виступає над нею. 24. Спосіб встановлення та/або заміни гвинтів обшивки активної зони реактора для кріплення листів обшивки активної зони реактора за допомогою вузла за одним із пп. 1-23, причому поетапно - звільняють головку (24) наявного гвинта (20), що підлягає заміні, - залучають відповідний профіль, зокрема чотиригранник, для вигвинчування наявного гвинта (20), - вигвинчують наявний гвинт (20) і виймають наявну фіксуючу шайбу (7), - встановлюють нову фіксуючу шайбу (40) із внутрішньою заглибиною (42) і принаймні однією виїмкою (46) для механічної фіксації гвинта (20), - загвинчують гвинт (20) із приформованим елементом (28) на головці (24), - приформований елемент (28) шляхом прикладення зусилля механічно деформують таким чином, що він принаймні частково входить у принаймні одну виїмку (46) внутрішньої заглибини (42) фіксуючої шайби (40), внаслідок чого забезпечується механічна фіксація нового гвинта (20) проти прокручування та/або вигвинчування. 25. Спосіб за п. 24, який відрізняється тим, що для встановлення та/або заміни застосовують гвинт (20) обшивки активної зони реактора, що входить до вузла за одним із пп. 1-23. 26. Спосіб за п. 24, який відрізняється тим, що перед встановленням фіксуючої шайби (40) здійснюють остаточну обробку посадкового місця фіксуючої шайби (40). 27. Спосіб за п. 26, який відрізняється тим, що перед обробкою посадкового місця для фіксуючої шайби (40) встановлюють напрямну оправку, яку видаляють після обробки посадкового місця. 28. Спосіб за п. 24, який відрізняється тим, що перед вигвинчуванням гвинта (20) просвердлюють принаймні дві виїмки та/або отвори (50), які проходять через фіксуючу шайбу (40) та/або принаймні одну розпірну шайбу (6) та/або кожен лист (5) обшивки активної зони реактора і входять у профільне ребро (2). 29. Спосіб за п. 28, який відрізняється тим, що у принаймні дві просвердлені виїмки (50) вставляють по одному запобіжному штифту (52). 30. Спосіб за п. 29, який відрізняється тим, що глибину виїмки і довжину запобіжного штифта узгоджують між собою таким чином, що кожен із встановлених запобіжних штифтів (52) розміщений на рівні з поверхнею листа (5) обшивки активної зони реактора, однак принаймні не виступає над нею. Винахід належить до вузла для надійного встановлення і/або заміни гвинтів для монтажу листів обшивки активної зони реактора, а також способу встановлення і/або заміни гвинтів для монтажу листів обшивки активної зони реактора згідно з обмежувальними частинами незалежних пунктів формули винаходу. Поширені захисні оболонки реакторів під тиском із вбудованим обладнанням містять власне оболонку реактора, систему завантаження і виван 5 таження для встановлення і видалення або заміни регулювальних стрижнів, а також несучу конструкцію, у якій розміщена активна зона реактора і яка розподіляє потік холодоносія між окремими тепловидільними елементами. Вона містить, як правило, обшивку, верхню несучу плиту, нижню несучу плиту, нижню перфоровану плиту, а також розподільник потоку і внутрішню циліндричну несучу конструкцію. Крім того, може бути передбачене ще й інше вбудоване обладнання, наприклад, патрубки для приводу керуючих елементів, переливний пристрій, напрямні труби для обладнання активної зони приладами, напрямна труба для керуючих елементів, а також верхня перфорована плита. У звичайних конструкціях захисних оболонок реакторів під тиском, а також їх вбудованого обладнання, наприклад у реакторах типу WER 440, обшивка активної зони реактора складається із великої кількості листів, за допомогою гвинтів для монтажу обшивки прикріплених до профільних ребер захисної оболонки реактора під тиском або до її каркасу. Відповідний вузол гвинтового з'єднання містить гвинт кріплення обшивки, зазвичай гвинт М12, фіксуючу шайбу і розпірну прокладку. При цьому гвинт кріплення обшивки фіксують у фіксуючій шайбі проти прокручування і/або відгвинчування, а для усунення виступів над поверхнею фіксуючої шайби зішліфовують врівень з нею. При цьому листи обшивки активної зони реактора перед першим введенням реактора в експлуатацію монтують у сухому стані; вони забезпечують однонапрямлений і рівномірний потік холодоагента по усьому поперечному перерізу активної зони і захищають власне оболонку реактора під тиском від дії нейтронного випромінення. Після заливання оболонки реактора і введення його в експлуатацію ремонт або заміна вказаного вище вбудованого обладнання можливе лише у дуже тяжких умовах, причому концепція проведення ремонту під час експлуатації реактора відсутня. В ході експлуатації реактора під дією робочих теплових навантажень і порівняно високих інтенсивностей випромінення часто виникають пошкодження і/або настає крихкість різних елементів вбудованого обладнання, зокрема так званих гвинтів для монтажу обшивки активної зони реактора. Оскільки конструктивні елементи після введення реактора в експлуатацію перебувають під рідиною, зокрема під водою, процес заміни гвинтів кріплення обшивки з наступними операціями фіксуванням їх зварюванням і обробки швів шліфуванням може бути здійснений лише з великими витратами і тому видається скоріше непридатним як концепція ремонту. В основі винаходу лежить задача розробки спрощеної концепції ремонту обшивок захисної оболонки ядерного реактора і зокрема спрощеної можливості заміни чи обновлення гвинтів для монтажу обшивки. Ця задача вирішена за допомогою гвинтів для монтажу обшивки з ознаками пункту 1 формули винаходу. Переважні форми виконання гвинтівдля монтажу обшивки, вузол, що містить гвинт для монтажу обшивки і фіксуючу шайбу для надійного встановлення гвинтів для монтажу обшивки, а та 97230 6 кож спосіб встановлення і/або заміни гвинтів для монтажу обшивки відображені у наступних пунктах формули винаходу і подальшому описі. Відповідний винаходові гвинт для монтажу обшивки активної зони реактора має стрижень із зовнішньою різзю, а також головку з профілем, переважно зовнішнім шестигранником, яка принаймні частково по периметру охоплена приформованим елементом. Приформований елемент виконаний кільцеподібним або манжетоподібним у вигляді бортика навколо головки гвинта. У разі виконання приформованого елемента у вигляді бортика між головкою гвинта і бортиком утворена вільна зона для входження відповідного інструмента, наприклад, насадки динамометричного ключа відповідного розміру для загвинчування гвинта з контролем обертового моменту. Приформований елемент виконаний з можливістю механічного деформування і має у переважній формі виконання гвинта для монтажу обшивки товщину матеріалу близько 0,5 мм. У переважній формі виконання приформований елемент, зокрема виконаний у вигляді бортика навколо головки гвинта, може бути виконаний суцільним або розділеним на кілька окремих сегментів. У переважній формі виконання бортик виготовлений врівень із верхньою кромкою або гранню головки гвинта. У альтернативній формі виконання бортик навколо головки гвинта має меншу висоту, ніж головка гвинта, зокрема виконана у вигляді зовнішнього шестигранника. У переважній формі виконання перехідна зона між стрижнем і головкою гвинта має форму параболи, завдяки чому покращується розподіл напружень у перехідній зоні. Крім того, предметом винаходу є вузол для надійного встановлення гвинта для монтажу обшивки активної зони реактора, який містить принаймні один гвинт для монтажу обшивки і принаймні одну фіксуючу шайбу, причому гвинт для монтажу обшивки має стрижень із зовнішньою різзю, а також головку з профілем, переважно зовнішнім шестигранником, причому головка принаймні частково по периметру оточена приформованим елементом і причому фіксуюча шайба має принаймні одну внутрішню заглибину для приймання головки гвинта, першу виїмку, виконану переважно у вигляді отвору чи просвердленого отвору, для пропускання гвинта для монтажу обшивки, а також для механічної фіксації гвинта для монтажу обшивки принаймні одну додаткову виїмку для входження частини бортика головки гвинта після його механічного деформування. При цьому гвинт для монтажу обшивки загвинчують за допомогою зовнішнього шестигранника головки з контролем обертового моменту і фіксують проти прокручування і/або вигвинчування шляхом механічного деформування приформованого елемента у принаймні одну виїмку фіксуючої шайби. 7 При цьому приформований елемент може бути виконаний кільцеподібним або манжетоподібним у вигляді бортика навколо головки. Між бортиком і головкою передбачено відстань для входження відповідного інструмента, зокрема насадки динамометричного ключа або торцевого ключа для загвинчування гвинта із контролем обертового моменту. Приформований елемент виконаний з можливістю механічного деформування і має у переважній формі виконання гвинта для монтажу обшивки товщину матеріалу близько 0,5 мм. У переважній формі виконання приформований елемент, зокрема виконаний у вигляді бортика навколо головки гвинта, може бути виконаний суцільним або розділеним на кілька окремих сегментів. У переважній формі виконання бортик виготовлений врівень із верхньою гранню головки гвинта. У альтернативній формі виконання бортик навколо головки гвинта має меншу висоту, ніж головка гвинта, зокрема виконана у вигляді зовнішнього шестигранника. У переважній формі виконання перехідна зона між стрижнем і головкою гвинта має криволінійну форму, зокрема форму параболи. У переважній формі виконання фіксуюча шайба вузла кріплення у дні внутрішньої заглибини має отвір для пропускання гвинта для монтажу обшивки у комплементарну внутрішню різь профільного ребра для кріплення листа обшивки. Виконаний у внутрішній заглибині отвір для пропускання гвинта розміщений переважно посередині або у центрі внутрішньої заглибини. Крім того, у фіксуючій шайбі, зокрема у верхній зоні стінки внутрішньої заглибини, виконана принаймні одна додаткова виїмка, у яку поміщається частина приформованого елемента головки гвинта після механічного деформування для фіксації гвинта від прокручування. Можлива також форма виконання, при якій принаймні одна виїмка виконана у зоні дна внутрішньої заглибини. У переважній формі виконання фіксуюча шайба має зокрема у верхній зоні і/або у зоні дна внутрішньої заглибини чотири зміщені одна відносно іншої на 90° виїмки для приймання приформованого елемента головки гвинта, зокрема виконаного у вигляді бортика, і, таким чином, для механічної фіксації гвинта для монтажу обшивки. У переважній формі виконання внутрішня заглибина виконана таким чином, що вона повністю приймає головку гвинта з приформованим елементом, а головка гвинта переважно розміщена врівень з поверхнею фіксуючої шайби. У іншій переважній формі виконання фіксуюча шайба має овальну, зокрема еліптичну основну форму і у змонтованому стані гвинта для монтажу обшивки розміщена у відповідним чином виконаній виїмці у листі обшивки, завдяки чому фіксуюча шайба убезпечена від провертання відносно листа обшивки, чим полегшується його монтаж. Відповідно до цього приформований елемент навколо головки гвинта, виконаний зокрема у вигляді бортика, після загвинчування гвинта і механічного деформування приформованого елемента 97230 8 поміщається у принаймні одну із зміщених одна відносно іншої на 90° виїмок, виконаних у внутрішній заглибині фіксуючої шайби. Крім того, заявляється спосіб встановлення і/або заміни гвинта для монтажу обшивки активної зони реактора, згідно з яким поетапно - звільняють головку наявного гвинта, що підлягає заміні, і/або залучають відповідний профіль, зокрема чотиригранник, для вигвинчування наявного гвинта, - вигвинчують наявний гвинт і виймають наявну фіксуючу шайбу, - встановлюють нову фіксуючу шайбу із внутрішньою заглибиною і принаймні однією виїмкою для механічної фіксації гвинта, - загвинчують гвинт із приформованим елементом на головці, - приформований елемент шляхом прикладення зусилля механічно деформують таким чином, що він принаймні частково входить у принаймні одну виїмку внутрішньої заглибини фіксуючої шайби, внаслідок чого забезпечується механічна фіксація нового гвинта проти прокручування і/або вигвинчування. У вигідній формі виконання способу у першій підготовчій стадії способу просвердлюють принаймні два отвори крізь лист обшивки і/або розміщену під ним розпірну прокладку і/або у профільне ребро і/або у принаймні два просвердлені отвори вставляють запобіжні штифти. При цьому запобіжні штифти встановлюють таким чином, що вони фіксують між собою розпірну прокладку і/або лист обшивки у їх змонтованому положенні на профільному ребрі навіть після вигвинчування гвинта і/або знімання фіксуючої шайби. У вигідно вдосконаленій формі виконання довжину запобіжних штифтів вибирають такою, що вони не виступають над листом обшивки, а розміщені врівень з його поверхнею. У переважній формі виконання способу це забезпечують шляхом визначення глибини і/або з використанням пресової посадки. У вигідно вдосконаленій формі виконання способу у наступній проміжній стадії здійснюють остаточну обробку посадкового місця для фіксуючої шайби. У вдосконаленій формі виконання способу у наступній проміжній стадії після вигвинчування гвинта і/або знімання фіксуючої шайби для полегшення встановлення фіксуючої шайби із внутрішньою заглибиною встановлюють принаймні одну напрямну оправку, зокрема загвинчують у нарізний отвір профільного ребра. При цьому напрямна оправка пронизує можливо наявну розпірну прокладку, а також лист обшивки. Напрямну оправку знову вигвинчують перед встановленням фіксуючої шайби із внутрішньою заглибиною; вона служить лише як напрямна під час обробки чи остаточної обробки посадкової поверхні. У переважній формі виконання способу механічне деформування приформованого елемента навколо головки гвинта здійснюють за допомогою 9 відповідного пресового чи штампувального інструмента, який частково втискує приформований елемент у призначені для цього виїмки фіксуючої шайби, внаслідок чого забезпечується механічна фіксація гвинта проти прокручування. Згідно з винаходом завдяки наведеним ознакам можна відмовитися від витратних додаткових робіт для фіксування гвинтів для монтажу обшивки, зокрема приварювання і шліфування, завдяки чому ремонт обшивки активної зони реактора значною мірою спрощується. Нижче подальше пояснення винаходу і його вигідних форм виконання викладене із посиланнями на фігури. На них представлено: Фіг. 1. Традиційний вузол кріплення листа обшивки на профільному ребрі; вид збоку у перерізі; Фіг. 2. Просторове зображення прикладу виконання гвинта для монтажу обшивки з бортиком навколо головки гвинта; Фіг. 3. Приклад виконання гвинта для монтажу обшивки з бортиком навколо головки гвинта; вид зверху; Фіг. 4. Гвинт для монтажу обшивки з бортиком навколо головки гвинта; вид збоку з частковим поздовжнім перерізом; Фіг. 5. Лист обшивки захисної оболонки реактора, змонтований на профільному ребрі за допомогою вузла, що включає гвинт із бортиком і фіксуючу шайбу; вид збоку у перерізі, Фіг. 6. Вузол згідно з фіг. 5; вид зверху; Фіг. 7. Відповідна винаходові фіксуюча шайба; поздовжній переріз; Фіг. 8. Просторове зображення відповідної винаходові фіксуючої шайби; Фіг. 9. а) просторове зображення вузла згідно з фіг. 6 із недеформованим бортиком навколо головки гвинта, b) просторове зображення вузла згідно з фіг. 6 із деформованим у виїмки фіксуючої шайби бортиком навколо головки гвинта; Фіг. 10. Лист обшивки, захисної оболонки реактора, змонтований на профільному ребрі за допомогою вузла, що включає гвинт із бортиком і фіксуючу шайбу; вид збоку у перерізі; Фіг. 11. Приклад здійснення способу встановлення і/або заміни гвинтів для монтажу обшивки для надійного кріплення листів обшивки. На фіг. 1 представлено у виді збоку переріз листа обшивки захисної оболонки ядерного реактора, звичайним чином змонтованого на профільному ребрі, зокрема при першому монтажі, за допомогою гвинта для обшивки і фіксуючої шайби. Відповідно до цього на стінці каркаса 1 захисної оболонки реактора під тиском 1 - заради спрощення тут зображеного лише фрагментарно - передбачені профільні ребра 2 з нарізними отворами 3 для гвинтів 4, призначених для кріплення відповідних листів 5 обшивки захисної оболонки ядерного реактора 5. Для забезпечення точного взаємного позиціонування листа 5 обшивки і фіксуючої шайби 7 між листом 5 обшивки і профільним ребром 2 розміщена розпірна прокладка 6. Фіксуюча шайба 7 має внутрішню заглибину з отвором, зокрема свердле 97230 10 ним отвором, для гвинта 4 кріплення обшивки і у змонтованому стані западає у виїмку, виконану в листі 5 обшивки, завдяки чому після загвинчування гвинта 4 фіксуюча шайба 7 фіксується з центруванням у правильному положенні. При цьому гвинт 4 кріплення обшивки загвинчують у нарізний отвір 3 профільного ребра 2 з контролем обертового моменту, причому гвинт 4 пронизує фіксуючу шайбу 7, лист 5 обшивки, а також розпірну прокладку 6 і прикріплює їх до профільного ребра 2. Після загвинчування гвинта 4 його зазвичай фіксують проти прокручування і/або вигвинчування шляхом приварювання до фіксуючої шайби 7. Після закінчення монтажу і приварювання гвинта 4 поверхні гвинта 4 і фіксуючої шайби 7 шліфують врівень для видалення зумовлених процесом зварювання виступів і/або швів і отримання гладкої, рівної поверхні внутрішньої чи зовнішньої обшивки. Якщо за такої конструкції перше встановлення гвинта 4 кріплення обшивки, а також приварювання гвинта 4 ще можливе, то заміна чи обновлення гвинта 4 може бути здійснена набагато складніше і лише зі значними витратами, оскільки каркас 1 захисної оболонки ядерного реактора уже затоплений, зокрема водою, і гвинти, а також фіксуючі шайби не є легко доступними. На фіг. 2 зображений відповідний винаходові гвинт 20 обшивки оболонки ядерного реактора у просторовому представленні із двох різних точок зору. Гвинт 20 має стрижень 22 із зовнішньою різзю 23, а також головку 24 з профілем, переважно зовнішнім шестигранником 26, який має виконаний у вигляді бортика приформований елемент 28, який принаймні частково охоплює шестигранник і у подальшому називається також бортиком головки гвинта. Альтернативно приформований елемент може бути виконаний, наприклад, кільцевим і/або у вигляді шайби. Для полегшення встановлення і загвинчування гвинтів 20 протилеглий головці 24 кінець 30 гвинта 20 виконаний з потоншенням, зокрема конусним. В принципі потоншення 30 може бути виконане також у формі піраміди чи іншої геометричної фігури. Крім того, як показано на фіг. 3, між бортиком 28 головки і головкою 24 гвинта утворена кругова вільна зона 32 для введення відповідного інструмента, наприклад, насадки динамометричного ключа або кільцевого ключа для контролю обертового моменту загвинчування гвинта 20. При цьому вільна зона виконана у вигляді пазу. Бортик 28 головки гвинта з точки зору товщини матеріалу виконаний таким чином, що він порівняно легко може бути деформований шляхом прикладення механічного зусилля; товщина стінки бортика становить близько 0,5 мм. При цьому вказаний приформований елемент, виконаний зокрема у вигляді бортика 28 головки гвинта, може бути виготовлений суцільним або із кількох сегментів. Крім того, він може оточувати головку 24 гвинта з профілем, зокрема із зовнішнім шестигранником 26, повністю, або - у разі ви 11 конання у вигляді окремих сегментів - лише частково, зокрема ділянками. У альтернативній формі виконання передбачено, що виконаний у вигляді бортика 28 головки гвинта приформований елемент має таку ж висоту, як і верхня грань головки 24 гвинта, або бортик 28 має меншу висоту, ніж головка 24 гвинта. На фіг. 4 зображений гвинт 20 обшивки активної зони реактора з бортиком 28 головки у частковому поздовжньому перерізі. Протилежний головці гвинта вільний кінець 30 стрижня гвинта виконаний потоншеним у вигляді зрізаного конуса з метою полегшення пізнішого вставляння і/або загвинчування гвинта 20. Принципово можливі також інші форми виконання потоншеного кінця 30, наприклад, у вигляді піраміди з три- або чотири-, зокрема шести- чи восьмикутною основною поверхнею. Стрижень 22 гвинта має зовнішню різь 23, зокрема різь М12, за допомогою якої гвинт 20 може бути загвинчений у відповідний нарізний отвір у профільному ребрі. У головці 24 гвинта виконаний профіль 26, зокрема зовнішній шестигранник, який уможливлює насадження відповідного інструмента для загвинчування гвинта з контролем обертового моменту. Як інструмент може бути застосований динамометричний ключ з відповідною насадкою. На головці 24 гвинта сформований бортик 28 головки, який охоплює профіль 26 головки. Між бортиком 28 головки і профілем 26 головки, зокрема зовнішнім шестигранником, передбачена відстань, завдяки чому навколо нього утворена вільна зона 32 у формі кільцевого пазу, яка уможливлює насадження відповідного інструмента на головку для загвинчування гвинта 20. Альтернативно бортик 28 головки гвинта може бути виконаний із кількох окремих сегментів, причому сегменти можуть охоплювати головку 24 гвинта лише частково. Окремі сегменти можуть бути розміщені на відстані один від іншого. Бортик 28 головки гвинта виконаний врівень з профілем 26 головки, тобто висота бортика відповідає висоті профілю і/або головки. Альтернативно бортик 28 головки гвинта може мати меншу висоту, ніж головка 24 гвинта чи її профіль 26, внаслідок чого головка 24 гвинта виступає над бортиком 28. При цьому виконаний у вигляді бортика приформований елемент 28 має товщину стінки зокрема 0,5 мм. Перехідна зона 36 між стрижнем 22 і головкою 24 гвинта має обертову симетрію і, як видно із фіг. 4, має криволінійну, зокрема приблизно параболічну форму. На фіг. 5 зображено поперечний переріз профільного ребра 2, до якого за допомогою кріпильного вузла для надійного монтажу і/або заміни гвинтів кріплення обшивки активної зони реактора, що містить принаймні один гвинт 20 з бортиком 28 головки, а також фіксуючу шайбу 40, прикріплено лист 5 обшивки активної зони реактора. Для забезпечення позиціонування і центрування між 97230 12 профільним ребром 2 і листом 5 обшивки встановлена розпірна прокладка 6. Застосований тут гвинт 20 кріплення обшивки згідно з фіг. 2 або фіг. 4 має стрижень 22 із зовнішньою різзю 23, а також головку 24 гвинта з приформованим елементом 28, який принаймні частково охоплює головку 24 гвинта і у наведеному прикладі здійснення винаходу виконаний у формі бортика. Фіксуюча шайба 40, як видно із фіг. 8, має овальну, приблизно еліптичну основну форму, яка у змонтованому стані майже із геометричним замиканням встановлена у відповідну виїмку 41, виконану у листі 5 обшивки, завдяки чому вона механічно убезпечена від прокручування. В принципі фіксуюча шайба може мати також іншу основну форму, наприклад, прямокутну, квадратну, круглу чи просто багатокутну. Фіксуюча шайба 40, використана у зображеному на фіг. 5 кріпильному вузлі, має - як добре видно на фіг. 8 і фіг. 9 - виконану у вигляді чашки внутрішню заглибину 42 для головки 24 гвинта з отвором 44 для стрижня 22 гвинта 20; крізь фіксуючу шайбу 40 і крізь лист 5 обшивки пропущено гвинт 20 і загвинчено у відповідний нарізний отвір профільного ребра 2. Крім того, у фіксуючій шайбі 40 виконано чотири зміщених одна відносно іншої на 90° виїмки 46 для вм'ятини 48 виконаного у вигляді бортика приформованого елемента 28 навколо головки гвинта для механічної фіксації гвинта 20 кріплення обшивки активної зони реактора. На фіг. 6 зображено змонтований згідно з фіг. 5 лист 5 обшивки у виді зверху, причому фіксуюча шайба 40 вкладена у виконану в листі 5 комплементарну виїмку 41. У зоні виконаної у фіксуючій шайбі 40 внутрішньої заглибини 42 розміщена головка 24 гвинта або її зовнішній шестигранний профіль 26 з бортиком 28 головки, а між профілем 26 і бортиком 28 виконана пазоподібна вільна зона 32, причому бортик 28 має чотири ум'ятини 48, які западають у виїмки 46 фіксуючої шайби 40. При монтажі гвинт 20 кріплення обшивки реактора загвинчують з контролем обертового моменту і, як показано на фіг. 10, шляхом механічного деформування бортика 28 його частково втискають у виїмки 46 фіксуючої шайби 40, в результаті чого утворюються вм'ятини 48 і гвинт 20 механічно фіксується проти прокручування або викручування. Альтернативно приформований елемент навколо головки гвинта може бути виконаний кільцевим або у вигляді шайби, причому у такому разі у фіксуючій шайбі принаймні виїмка для приймання приформованого елемента 28 навколо головки гвинта розміщений переважно у зоні дна заглибини 42. На фіг. 7 зображений переріз фіксуючої шайби 40 з чашоподібною заглибиною 42 для приймання головки 24 гвинта і отвором 44 для пропускання гвинта 20 крізь фіксуючу шайбу 40 і лист 5 обшивки у комплементарний нарізний отвір профільного ребра 2. Крім того, у фіксуючій шайбі 40, зокрема у заглибині 42, виконано чотири зміщених одна відносно іншої на 90° виїмки 46 для вм'ятини 48 виконаного у вигляді бортика приформованого еле 13 мента 28 навколо головки гвинта для механічної фіксації гвинта 20 кріплення обшивки активної зони реактора. Кількість виїмок 46 для приймання деформованих частин бортика 28 головки гвинта може бути довільною, наприклад, 1, 2, 3, 6, 8 і т.д. На фіг. 8 представлене просторове зображення фіксуючої шайби 40 згідно з фігурами 6 і 7. Фіксуюча шайба 40 має чашоподібну внутрішню заглибину 42, у дні якої виконано отвір 44 для пропускання гвинта 20 до комплементарного нарізного отвору 3 профільного ребра при закріпленні листа 5 обшивки активної зони реактора. При цьому отвір 42 виконано переважно у середині або у центрі дна заглибини. Крім того, у фіксуючій шайбі 40, зокрема у верхній частині чашоподібної заглибини 42, виконано чотири похилих виїмки 46, у які поміщаються вм'ятини бортика 28 після механічного деформування для фіксування гвинта 20 проти прокручування. При цьому виїмки 46 зміщені одна відносно º іншої на кут 90 , одначе можуть бути зміщені на довільний інший кут. У переважній формі виконання внутрішня заглибина виконана таким чином, що вона повністю приймає головку 24 гвинта з приформованим елементом 28 і головка 24 розміщена переважно врівень з поверхнею фіксуючої шайби 40, як видно із фіг. 9а і 9b. На фіг. 9а і 9b представлено просторове зображення фіксуючої шайби 40 згідно з фіг. 6, встановленої у листі 5 обшивки, причому фіксуюча шайба 40 встановлена у комплементарній виїмці 41. Крім того, у зоні внутрішньої заглибини 42 фіксуючої шайби 40 зображено головку 24 або її зовнішній шестигранний профіль 26 гвинта 20 з бортиком 28, а також видно вільну зону 32 між профілем 26 і бортиком 28, причому на фіг. 9b показано вм'ятини 48 бортика 28, шляхом деформації втиснуті у виїмки 46 фіксуючої шайби 40. На фіг. 10 зображено переріз листа 5 обшивки активної зони реактора, змонтованого на профільному ребрі 2 за допомогою вузла надійного встановлення і/або заміни гвинтів 4, 20, що має принаймні один гвинт 20 з бортиком 28, а також фіксуючу шайбу 40, наприклад, після заміни гвинта 4. У доповнення до вузла кріплення, відомого із фіг. 5, зображено відповідний винаходові гвинт 20 з добре видимим бортиком 28 і вільну зону 32 між головкою 24 гвинта і бортиком 28. Крім того, зображений на фіг. 10 вузол кріплення має принаймні два отвори 50, що пронизують лист 5, розпірну прокладку 5 і входять у профільне ребро 2; у отвори 50 вставлені запобіжні штифти 52. Задачею запобіжних штифтів 52 є підтримання взаємного положення листа 5 і розпірної прокладки 6 після вигвинчування гвинта 4, 20. 97230 14 При цьому глибина отвору і довжина запобіжного штифта узгоджені між собою таким чином, що торець встановленого запобіжного штифта 52 розміщений врівень з поверхнею листа 5 або нижче поверхні. Зокрема штифт 52 виконаний коротшим, ніж отвір 50. На підставі однакових ознак для подальшого ознайомлення з фігурою 10 тут можна послатися на опис фігур 5 і 4. На фіг. 11 для прикладу наведена схема способу надійного встановлення і/або заміни гвинтів для кріплення листів обшивки активної зони реактора, причому - у першій стадії 100 звільняють головку наявного гвинта 4, що підлягає заміні, - у другій стадії 110 залучають відповідний профіль, зокрема чотиригранник, для вигвинчування наявного гвинта 4, - у третій стадії 120 просвердлюють принаймні два отвори 50 крізь лист 5 обшивки і/або розміщену під ним розпірну прокладку 6 і/або у профільне ребро 2, - у четвертій стадії 130 принаймні у два отвори 50 вставляють по одному запобіжному штифту 52, причому довжину запобіжних штифтів 52 вибирають такою, щоб вони не вивищувалися над листом 5 обшивки, а були розміщені врівень з поверхнею листа 5, - у п'ятій стадії 140 вигвинчують наявний гвинт 4 і виймають наявну фіксуючу шайбу 7, - у шостій стадії 150 загвинчують напрямну оправку у нарізний отвір 3 профільного ребра 2, - у сьомій стадії 160 обробляють посадкове місце для фіксуючої шайби 7, 40, - у восьмій стадії 170 видаляють напрямну оправку, - у дев'ятій стадії 180 встановлюють нову фіксуючу шайбу 40 із внутрішньою заглибиною 42 і принаймні однією виїмкою 46 для механічної фіксації гвинта 20, - у десятій стадії 190 загвинчують гвинт 20 із приформованим елементом 28 на головці 24, - у одинадцятій стадії 200 приформований елемент шляхом прикладення зусилля механічно деформують таким чином, що він принаймні частково входить у принаймні одну виїмку 46 внутрішньої заглибини фіксуючої шайби, внаслідок чого забезпечується механічна фіксація нового гвинта 20 проти прокручування і/або вигвинчування. При цьому загвинчування гвинта 20 здійснюють з контролем обертового моменту. Альтернативно при здійсненні описаного способу в залежності від виявлених умов окремі стадії можуть бути пропущені або виконані у інший час. Наприклад, у разі відсутності розпірних прокладок, встановлення запобіжних штифтів не здійснюють. Остаточна обробка посадкового місця для фіксуючої шайби може бути здійснена в залежності від потреби. 15 97230 16 17 97230 18 19 Комп’ютерна верстка А. Крижанівський 97230 Підписне 20 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit and method for installation and/or replacement of screws for mounting sheets of lining of a reactor active zone
Автори англійськоюStrohmayer Thomas, Lenz Herbert, Neuber Andreas
Назва патенту російськоюУзел и способ установки и/или замены винтов крепления обшивки активной зоны реактора
Автори російськоюШтромаер Томас, Ленц Херберт, Нойбер Андреас
МПК / Мітки
МПК: F16B 23/00, F16B 39/02, G21C 19/00
Мітки: гвинтів, спосіб, заміни, активної, встановлення, обшивки, кріплення, зони, вузол, реактора
Код посилання
<a href="https://ua.patents.su/10-97230-vuzol-i-sposib-vstanovlennya-i-abo-zamini-gvintiv-kriplennya-obshivki-aktivno-zoni-reaktora.html" target="_blank" rel="follow" title="База патентів України">Вузол і спосіб встановлення і/або заміни гвинтів кріплення обшивки активної зони реактора</a>
Спосіб діагностики кризового стану активної зони реактора
Номер патенту: 57947
Опубліковано: 25.03.2011
Автор: Качур Світлана Олександрівна
МПК: G01T 1/00
Мітки: діагностики, стану, реактора, спосіб, зони, активної, кризового
Формула / Реферат:
Спосіб діагностики кризового стану активної зони реактора, який відрізняється тим, що в ньому спрощують процедуру розрахунку параметрів процесу теплообміну в активній зоні реактора, а також здійснюють прогнозування параметрів процесу теплообміну і визначають значення параметрів кризи теплообміну в активній зоні до початку поверхневого кипіння.
Пастка активної зони реактора
Номер патенту: 10417
Опубліковано: 25.12.1996
Автор: Матічук Віктор Миколайович
МПК: G21C 9/00
Мітки: реактора, зони, активної, пастка
Формула / Реферат:
1. Ловушка активной зоны ядерного реактора, содержащая днище, стены, покрытие днища и систему отвода тепла, оτличающаяся тем, что днище и стены ловушки выполнены из высокотемпературных полимеров, покрытие днища выполнено из полимерных материалов, обладающих способностью карбонизироваться при высоких температурах и имеющих температуру кипения меньшую, чем у расплава активной зоны, а система отвода тепла выполнена в виде отверстий в...
Спосіб регулювання робочих параметрів активної зони ядерного реактора на воді під тиском
Номер патенту: 94897
Опубліковано: 25.06.2011
Автор: Гроссетет Ален
МПК: G21C 7/00
Мітки: активної, реактора, ядерного, робочих, регулювання, параметрів, спосіб, тиском, води, зони
Формула / Реферат:
1. Спосіб регулювання робочих параметрів активної зони ядерного реактора на воді під тиском, причому згаданий ядерний реактор (8) включає в себе:активну зону (10), поділену на верхню частину та нижню частину, де виробляється теплова потужність;множину груп (Р1-Р5) керувальних стрижнів (40) для регулювання реактивності активної зони (10), причому кожна група може займати в активній зоні (10) множину положень введення,...
Спосіб здійснення початкового етапу переробки матеріалу активної зони реактора
Номер патенту: 88680
Опубліковано: 10.11.2009
Автори: Блум Хансйоахім, Зінгер Йозеф, Фюттерер Міхаель А., Хоппе Петер
МПК: G21C 19/34
Мітки: активної, зони, здійснення, реактора, матеріалу, початкового, етапу, спосіб, переробки
Формула / Реферат:
1. Спосіб здійснення початкового етапу переробки матеріалу активної зони реактора, що містить паливні частинки, який включає наступні операції:поміщення зазначеного матеріалу активної зони реактора в установку, яка містить рідину, причому зазначена установка має пристрій для створення електричних розрядів у зазначеній рідині;дроблення зазначених паливних частинок на окремі фрагментовані складові за допомогою пропускання...
Тепловидільна зборка активної зони ядерного реактора

Номер патенту: 32521
Опубліковано: 15.02.2001
Автори: Демаріо Едмунд Еморі, Лаусон Чарльз Норман
МПК: G21C 3/00
Мітки: зони, активної, зборка, реактора, ядерного, тепловидільна
Текст:
...замедлитель-охладитель содействует процессу деления "замедлением" нейтроное в активной зоне 7 реактора, а также отводит тепло, выделяемое в процессе деления Жидкий замедлитель-охладитель выходит из ядерного реактора 1 через выходные сопла 5, после чего посту пает по трубопроводам в теплообменное устройство (не показано) для генерации пара Затем пар по трубам поступает из теплообменного устройства е турбогенератор (не показан) для...
Попередній патент: Ізольоване моноклональне антитіло, яке специфічно зв’язується з тoll-подібним рецептором 3 (tlr3)
Наступний патент: Ізольоване антитіло, яке специфічно зв’язується з il-6, композиція, що його містить, та його застосування
Випадковий патент: Спосіб отримання концентрату та олії насіння ріпаку