Ультразвуковий інструмент для ударної обробки поверхонь деталей
Номер патенту: 107039
Опубліковано: 10.11.2014
Автори: Кудрявцев Юрій Філіпович, Луговський Олександр Федорович, Клейман Якоб Ісакович, Мовчанюк Андрій Валерійович
Формула / Реферат
1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з твердосплавними рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, акустична довжина якого кратна 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, і який утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле із ступінчастим трансформатором коливальної швидкості, в якому за допомогою каналів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до вихідного робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердим, стакан встановлений в корпусі з можливістю пружного регульованого підтискування ударних елементів до оброблюваної поверхні за допомогою рухомої втулки із штифтами, які фіксуються в фігурних пазах корпусу, а температура теплообмінної поверхні та положення стакана відносно корпусу контролюються датчиками, причому, в разі виконання стакана та корпусу з немагнітних матеріалів, датчик положення може бути магнітного типу, який відрізняється тим, що довжина ступеня меншої площі ступінчастого трансформатора коливальної швидкості виконана більшою ніж 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, та дорівнює непарній кількості чвертей цієї хвилі, між вихідним торцем трансформатора коливальної швидкості та рухомими ударними елементами головки з утворенням кільцевої щілини в головці для проходу стиснутого повітря системи примусового охолодження розміщена рухома плоскопаралельна кругла шайба, діаметр якої не менший за діаметр вихідного торця трансформатора коливальної швидкості, товщина значно менша за 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, на всій боковій циліндричній поверхні нанесені нахилені відносно твірної прорізі і яка виконана із твердосплавного матеріалу з високою в'язкістю, а штифт обмеження руху стакана виконаний порожнистим з розміщенням в порожнині світлодіода з можливістю випромінювання з боку торцевої поверхні штифта в зовнішню зону ультразвукового інструмента, причому світлодіод вмикається за допомогою додаткового датчика положення стакана, що контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні.
2. Ультразвуковий інструмент за п. 1, який відрізняється тим, що основний та додатковий датчики положення стакана виконані у складі двох мікроперемикачів та п'яти постійних магнітів, причому два магніти, що контактують з мікроперемикачами, встановлені рухомо в немагнітному стакані інструмента, а три інші магніти встановлені нерухомо в немагнітному корпусі інструмента здовж руху стакана таким чином, що рухомі магніти повернуті однаковими полюсами до нерухомих, крайні з нерухомих повернуті до рухомих протилежними полюсами, а середній з нерухомих повернутий до рухомих однойменним полюсом, при цьому в початковому положенні стакана відносно корпусу напроти середнього нерухомого магніту розміщений рухомий магніт, що взаємодіє з мікроперемикачем датчика положення стакана, який забезпечує управління вмиканням-вимиканням інструмента, а напроти крайнього нерухомого магніту, який розміщений першим від передньої частини корпусу, розміщений рухомий магніт, що взаємодіє з мікроперемикачем додаткового датчика положення стакана, який контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні.
3. Ультразвуковий інструмент за п. 1, який відрізняється тим, що рукоятка на корпусі встановлена за рахунок механічного кріплення із зовні корпусу інструмента за допомогою проміжної пластини з можливістю швидкого знімання та вивільнення поверхні для механічного кріплення інструмента до маніпулятора робота.
Текст
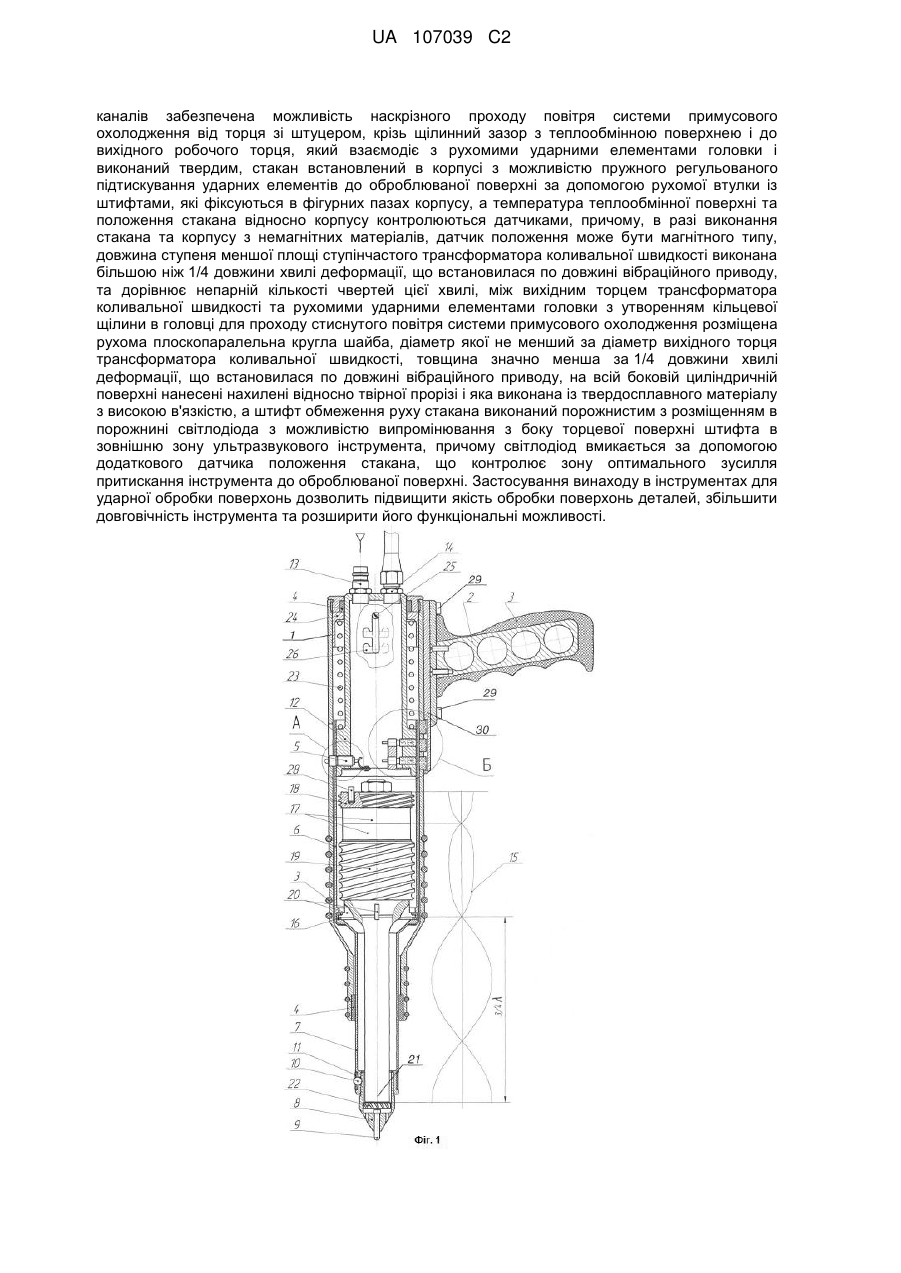
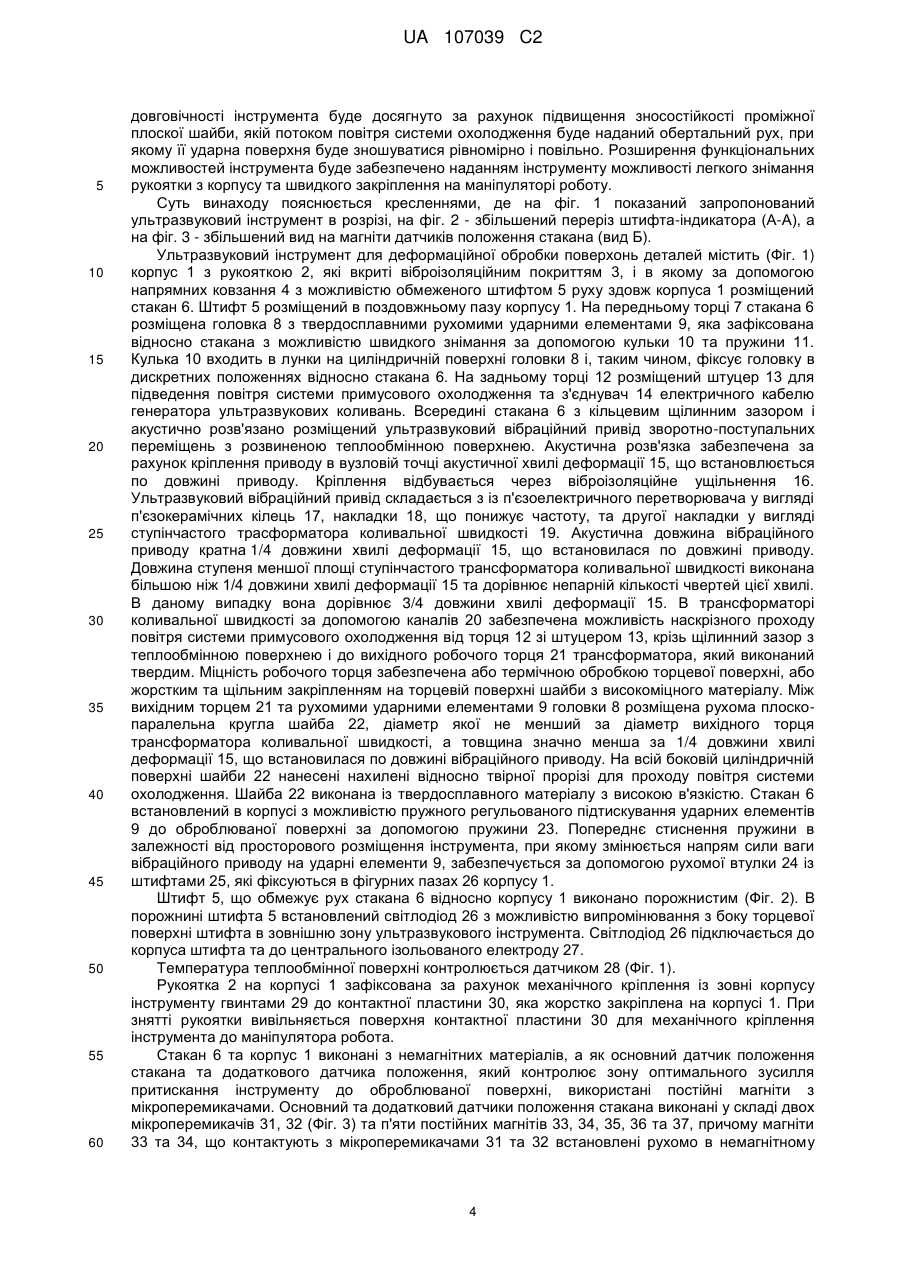
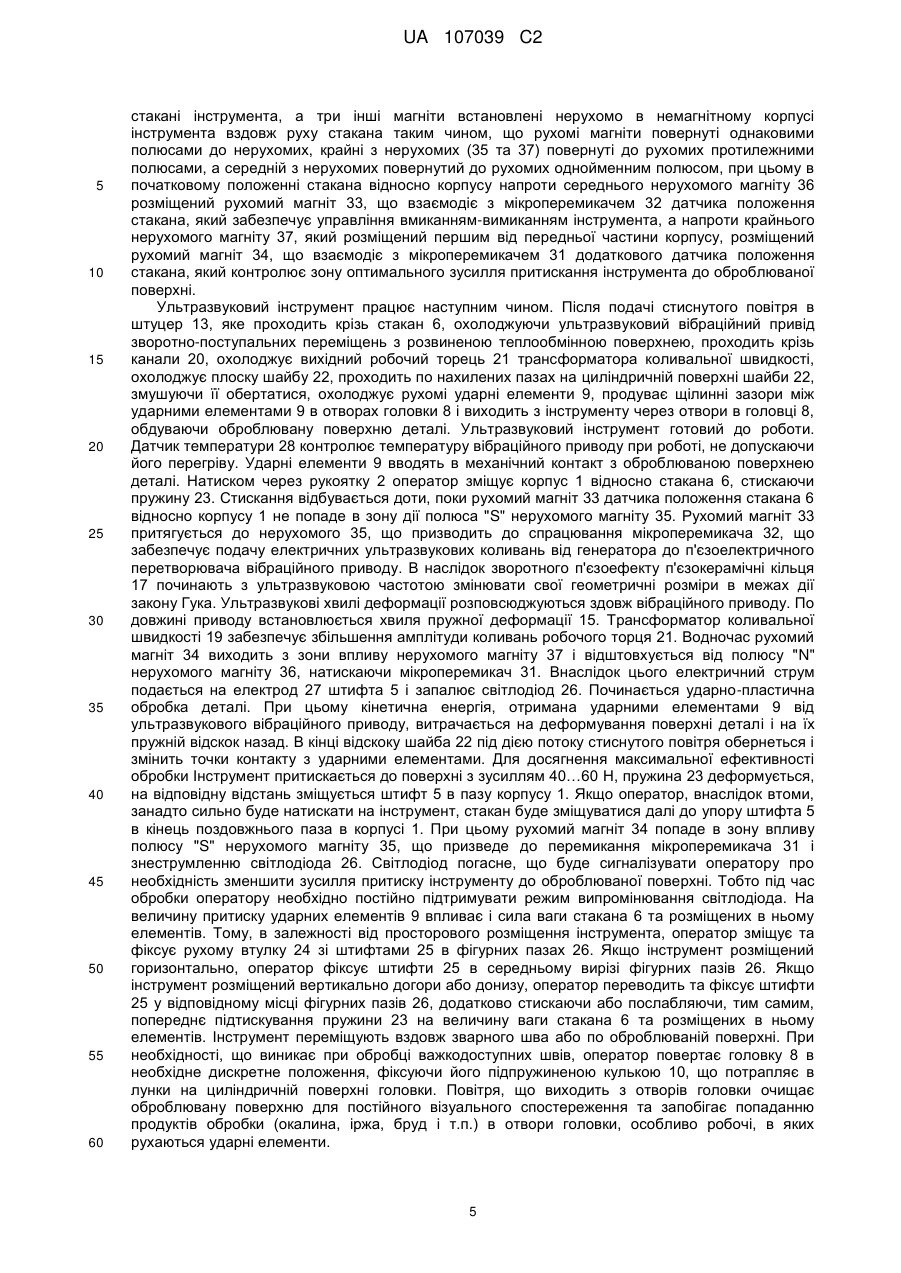
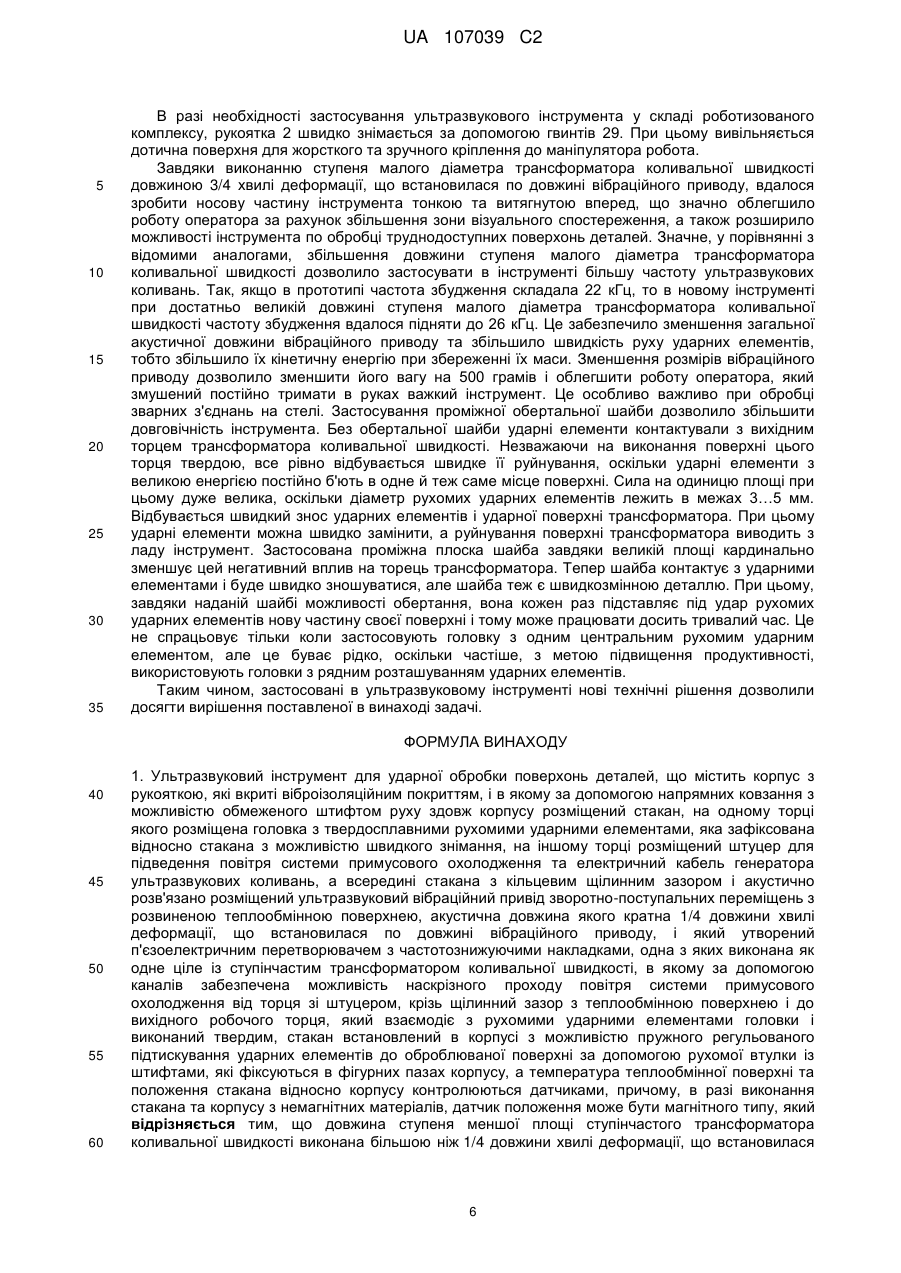
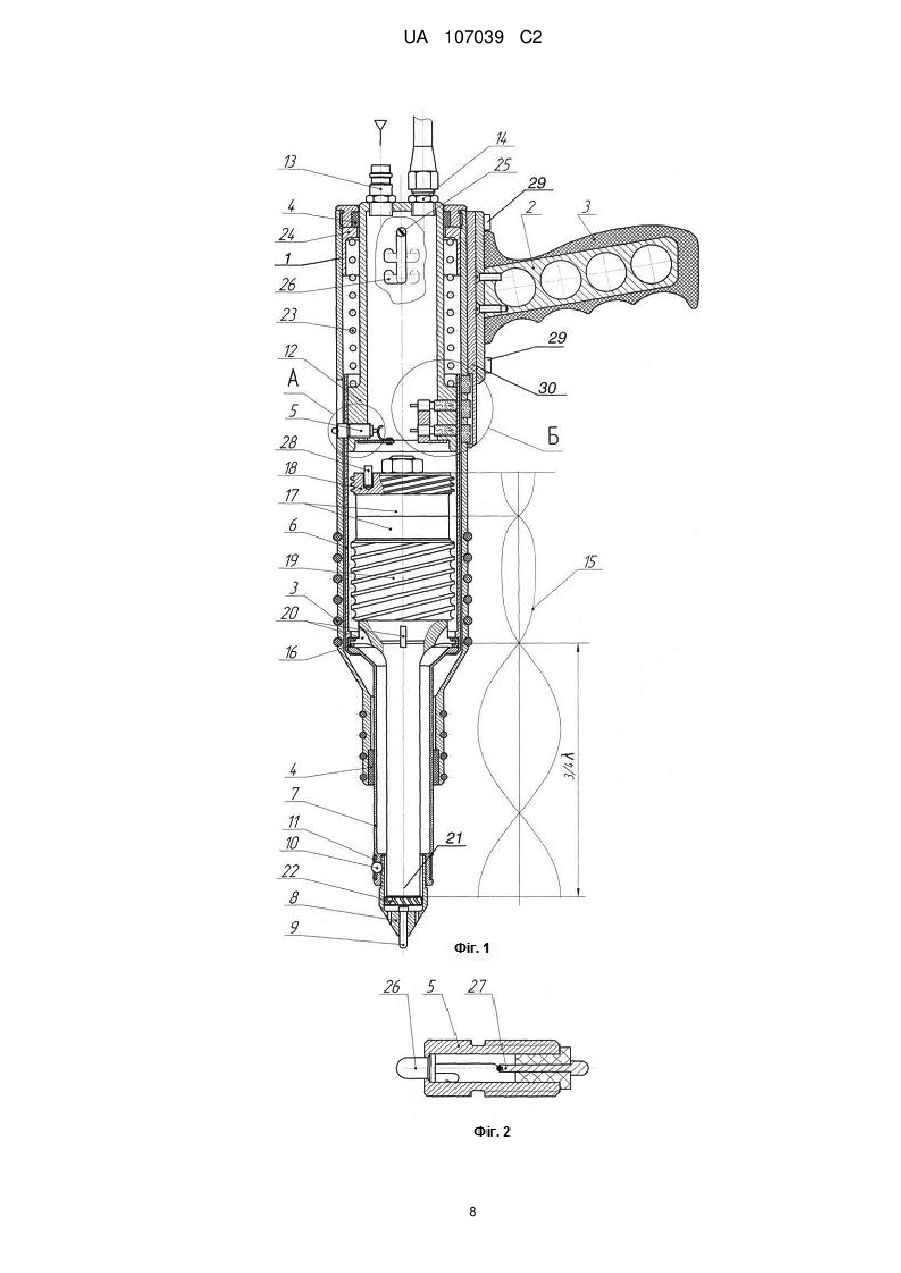
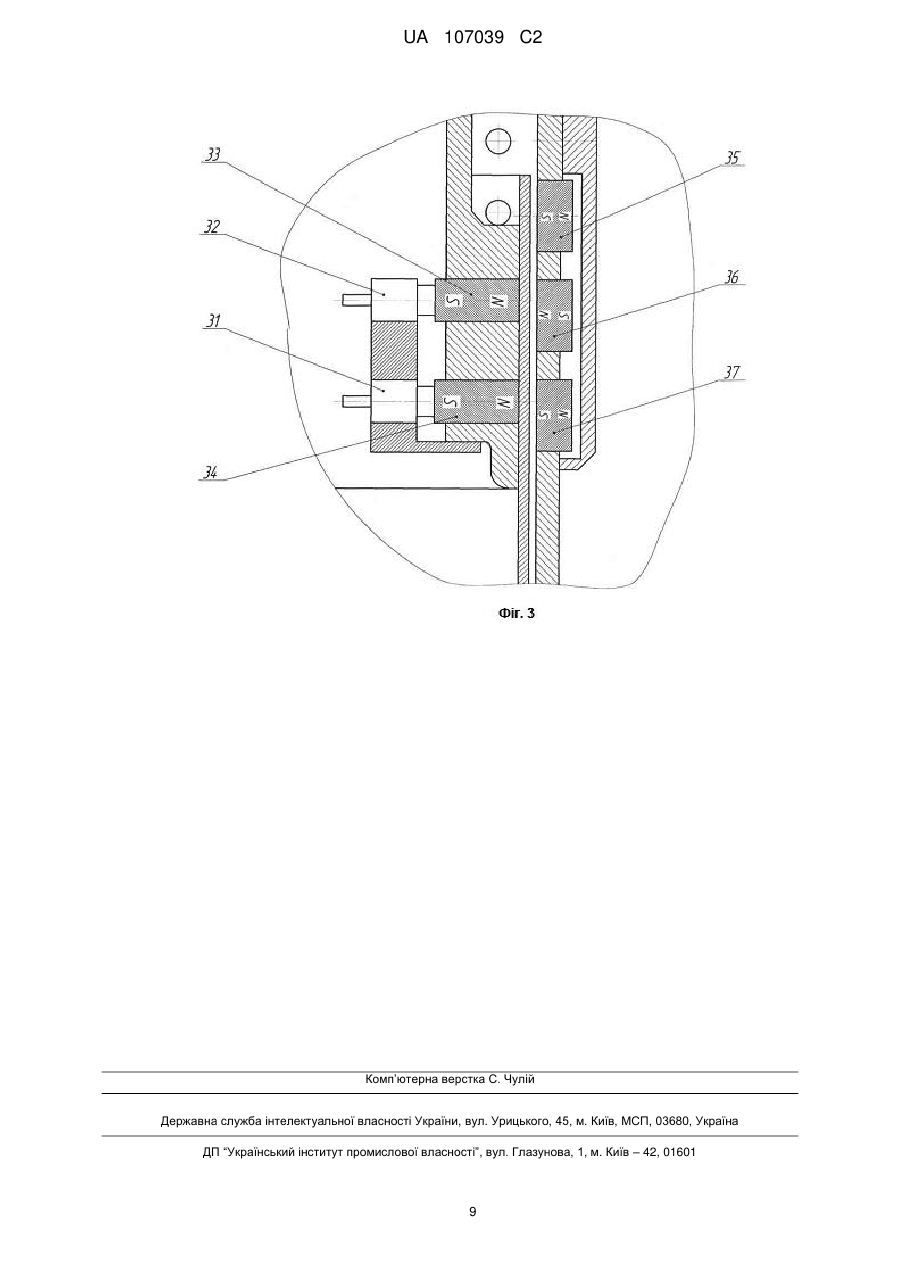
Реферат: Винахід належить до області технологічного використання енергії ультразвукових коливань і може бути застосований в машинобудівній, суднобудівній та інших галузях промисловості, зокрема для деформаційного зміцнення і релаксаційної обробки металевих поверхонь відповідальних конструкцій, що працюють в умовах вібраційного навантаження. В ультразвуковому інструменті для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з твердосплавними рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, акустична довжина якого кратна 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, і який утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле із ступінчастим трансформатором коливальної швидкості, в якому за допомогою UA 107039 C2 (12) UA 107039 C2 каналів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до вихідного робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердим, стакан встановлений в корпусі з можливістю пружного регульованого підтискування ударних елементів до оброблюваної поверхні за допомогою рухомої втулки із штифтами, які фіксуються в фігурних пазах корпусу, а температура теплообмінної поверхні та положення стакана відносно корпусу контролюються датчиками, причому, в разі виконання стакана та корпусу з немагнітних матеріалів, датчик положення може бути магнітного типу, довжина ступеня меншої площі ступінчастого трансформатора коливальної швидкості виконана більшою ніж 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, та дорівнює непарній кількості чвертей цієї хвилі, між вихідним торцем трансформатора коливальної швидкості та рухомими ударними елементами головки з утворенням кільцевої щілини в головці для проходу стиснутого повітря системи примусового охолодження розміщена рухома плоскопаралельна кругла шайба, діаметр якої не менший за діаметр вихідного торця трансформатора коливальної швидкості, товщина значно менша за 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, на всій боковій циліндричній поверхні нанесені нахилені відносно твірної прорізі і яка виконана із твердосплавного матеріалу з високою в'язкістю, а штифт обмеження руху стакана виконаний порожнистим з розміщенням в порожнині світлодіода з можливістю випромінювання з боку торцевої поверхні штифта в зовнішню зону ультразвукового інструмента, причому світлодіод вмикається за допомогою додаткового датчика положення стакана, що контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні. Застосування винаходу в інструментах для ударної обробки поверхонь дозволить підвищити якість обробки поверхонь деталей, збільшити довговічність інструмента та розширити його функціональні можливості. UA 107039 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області технологічного використання енергії ультразвукових коливань і може бути застосований в машинобудівній, суднобудівній та інших галузях промисловості, зокрема для ударної деформаційної обробки поверхонь деталей та зварних з'єднань відповідальних конструкцій, що працюють в умовах вібраційного навантаження. Поверхневе зміцнення металевих виробів і зварних швів, як заключна технологічна операція, значно збільшує працездатність деталей машин, підвищує їх якість і строк служби. На сьогоднішній день значне поширення отримали методи поверхневої обробки за допомогою пластичної деформації, такі як обробка кульками, роликами, дробеструменевий наклеп, віброобкатування та інші. Значно підвищився інтерес до високоенергетичних видів обробки поверхонь деталей, до яких належить і поверхневе зміцнення за допомогою ультразвукових коливань. Результати випробувань і практика експлуатації показують, що при обробці металів і особливо високоміцних матеріалів, ультразвуковий спосіб є достатньо ефективним. За його допомогою вдалося добитися суттєвого підвищення механічних властивостей конструкційних матеріалів, особливо втомної міцності і зносостійкості. В свою чергу, продуктивність і якість процесу ультразвукової обробки, зручність в застосуванні значною мірою залежать від конструкції ультразвукового інструмента. Відомий ультразвуковий інструмент для ударної обробки поверхонь деталей (Патент України № 68264, МПК В24В 39/00, В06В 1/06, 2007), що містить корпус, в якому на напрямниках ковзання з можливістю осьового зворотно-поступального руху встановлений металевий стакан, в якому через віброізоляційне ущільнення встановлений ультразвуковий п'єзоелектричний перетворювач, з'єднаний із ступінчастим трансформатором коливальної швидкості, та датчики осьового зворотно-поступального руху і температури, співвісно зі стаканом в корпусі розміщена пневмокамера з пружиною, стакан оснащений також насадкою, на якій з можливістю повороту навколо осі і швидкого знімання встановлена головка з бойками, які встановлені з можливістю зворотно-поступального руху та контакту з вихідним торцем трансформатора коливальної швидкості, а на корпусі закріплені ручки, одна з яких з можливістю повороту навколо осі корпусу, а друга жорстко. Відомий інструмент має малоефективну систему охолодження: нагрітий ультразвуковий перетворювач, розміщений в герметичному металевому стакані, тільки малою зовнішньою поверхнею віддає тепло за рахунок конвекції атмосферного повітря. Нагріта головка з бойками також не має примусового охолодження і охолоджується тільки за рахунок малоефективної природної конвекції повітря. Пил, елементи забруднення та металева стружка, що покривають оброблювану поверхню при ударній обробці, по-перше заважають візуальному контролю місця обробки, а по-друге, потрапляючи в малі зазори між рухомими бойками та головкою, заклинають бойки та припиняють віброударний режим роботи інструменту. Іншим недоліком відомого пристрою є нестабільність якості обробки поверхонь та зварних з'єднань, яка викликана тим, що в залежності від просторової орієнтації інструмента змінюється зусилля притиску трансформатора коливальної швидкості до бойків, що викликано зміною напрямку дії сили ваги джерела збудження коливань на пружину, оскільки оператор притискає бойки до оброблюваної поверхні через рукоятку, корпус, пружину та джерело збудження коливань. При горизонтальному положенні інструмента сила ваги джерела збудження коливань не впливає на силу притиску бойків до оброблюваної поверхні. При розміщенні інструмента вертикально догори, що має місце при обробці стельових поверхонь та швів, сила ваги джерела збудження коливань зменшує силу притиску бойків. При розміщенні інструменту вертикально донизу сила ваги джерела збудження коливань збільшує силу притиску бойків. Малий поздовжній розмір ступеня малого діаметра ступінчастого трансформатора 1 коливальної швидкості, який дорівнює /4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, утвореного п'єзоелектричним перетворювачем та трансформатором коливальної швидкості, ускладнює або унеможливлює обробку важкодоступних поверхонь деталей та зварних з'єднань. Оператору в даному випадку складно спостерігати за якістю процесу обробки, що знижує ефективність використання ультразвукового інструмента. При роботі бойки не тільки ударно обробляють поверхню деталі, але і швидко руйнують вихідний торець трансформатора коливальної швидкості, з яким контактують. Це призводить до швидкого псування ультразвукового інструмента. В інструменті не передбачене швидке знімання рукоятки для можливості установки інструмента на маніпуляторі робота. Це зменшує функціональні можливості ультразвукового інструмента при його використанні у складі сучасних засобів автоматизації виробництва. Відомий ультразвуковий інструмент для ударної обробки поверхонь деталей (Патент України № 87006, МПК В24В 39/00, В06В 1/06, В24В 1/04 2009), що містить корпус з ручкою та 1 UA 107039 C2 5 10 15 20 25 30 35 40 45 50 55 напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотнопоступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний із ступінчастим трансформатором коливальної швидкості, що мають розвинену теплообмінну поверхню, встановлені датчики температури та положення стакана відносно корпусу, організована система примусового повітряного охолодження перетворювача за рахунок підводу стиснутого повітря в торці стакана та відводу в зоні вихідного торця трансформатора коливальної швидкості, з яким контактують торці бойків, що встановлені з можливістю зворотно-поступального руху в головці, яка закріплена циліндричним кінцем на насадці з можливістю повороту та швидкого знімання, при цьому рух стакана обмежено за допомогою штифта, зафіксованого на стакані, розміщеного в поздовжньому пазу корпусу і притиснутого до передньої крайки паза пружиною, розміщеною між, утвореним на стакані, фланцем та торцевою поверхнею корпусу з можливістю зміщення стакана при натисканні на бойки. Ультразвуковий інструмент, що розглядається, вже має надійну систему примусового повітряного охолодження. Вихід повітря через отвори головки з бойками в бік оброблюваної поверхні забезпечує здув забруднень з поверхні та перешкоджає заклинанню бойків в державці внаслідок засмічення зазорів. Але і ця конструкція має суттєві недоліки. Як і в попередньому випадку, інструмент, що розглядається, має нестабільність якості обробки поверхонь деталей та зварних з'єднань, яка викликана тим, що в залежності від просторової орієнтації інструмента змінюється зусилля притиску трансформатора коливальної швидкості до бойків, що викликано зміною напрямку дії сили ваги стакана з ультразвуковим п'єзоелектричним перетворювачем та трансформатором коливальної швидкості на пружину. При горизонтальному положенні інструмента сила ваги стакана з ультразвуковим перетворювачем та трансформатором коливальної швидкості не впливає на силу притиску бойків до оброблюваної поверхні. При розміщенні інструмента вертикально догори, що має місце при обробці стельових поверхонь та швів, сила ваги стакана та розміщених в ньому елементів зменшує силу притиску бойків. При розміщенні інструменту вертикально донизу, вказана сила ваги збільшує силу притиску бойків. Все це повинен враховувати оператор при зміні просторового положення інструменту. Це ускладнює роботу оператора і понижує якість обробки, оскільки величину зусилля притиску оператор контролює тільки по положенню штифта в пазу корпусу. Як і в попередньому випадку, ступінь малого діаметра ступінчастого трансформатора коливальної швидкості має малу довжину, що ускладнює роботу оператора, не дозволяючи йому постійно спостерігати за якістю обробки та ускладнює обробку важкодоступних поверхонь деталей та зварних швів. Ця конструкція також не довговічна внаслідок швидкого руйнування вихідного торця трансформатора коливальної швидкості, що контактує з бойками. Ремонт такої конструкції вимагає заміни трансформатора коливальної швидкості, тобто всього вібраційного приводу інструмента. Найбільш близьким до запропонованого пристрою по сукупності ознак і технічному результату є ультразвуковий інструмент для ударної обробки поверхонь деталей (Патент України № 99303, МПК В24В 39/00, В06В 1/06, опубл. Бюл.№15 від 10.08.2012), що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з твердосплавними рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, акустична довжина якого кратна 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, і який утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле із ступінчастим трансформатором коливальної швидкості, в якому за допомогою каналів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до вихідного робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердим, стакан встановлений в корпусі з можливістю пружного регульованого підтискування ударних елементів до оброблюваної поверхні за допомогою рухомої втулки із штифтами, які фіксуються в фігурних пазах корпусу, а температура теплообмінної поверхні та 2 UA 107039 C2 5 10 15 20 25 30 35 40 45 50 55 60 положення стакана відносно корпусу контролюються датчиками, причому, в разі виконання стакана та корпусу з немагнітних матеріалів, датчик положення може бути магнітного типу. В основу запропонованого винаходу поставлена задача вдосконалення відомого ультразвукового інструмента для деформаційної обробки поверхонь деталей шляхом підвищення якості обробки поверхонь деталей, збільшення довговічності інструмента та розширення його функціональних можливостей. Для вирішення поставленої задачі в ультразвуковому інструменті для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху вздовж корпусу розміщений стакан, на одному торці якого розміщена головка з твердосплавними рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, акустична довжина якого кратна 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводую, і який утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле із ступінчастим трансформатором коливальної швидкості, в якому за допомогою каналів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до вихідного робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердим, стакан встановлений в корпусі з можливістю пружного регульованого підтискування ударних елементів до оброблюваної поверхні за допомогою рухомої втулки із штифтами, які фіксуються в фігурних пазах корпусу, а температура теплообмінної поверхні та положення стакана відносно корпусу контролюються датчиками, причому, в разі виконання стакана та корпусу з немагнітних матеріалів, датчик положення може бути магнітного типу, довжина ступеня меншої площі ступінчастого трансформатора коливальної швидкості виконана більшою ніж 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, та дорівнює непарній кількості чвертей цієї хвилі, між вихідним торцем трансформатора коливальної швидкості та рухомими ударними елементами головки з утворенням кільцевої щілини в головці для проходу стиснутого повітря системи примусового охолодження розміщена рухома плоско-паралельна кругла шайба, діаметр якої не менший за діаметр вихідного торця трансформатора коливальної швидкості, товщина значно менша за 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, на всій боковій циліндричній поверхні нанесені нахилені відносно твірної прорізі і яка виконана із твердосплавного матеріалу з високою в'язкістю, а штифт обмеження руху стакана виконаний порожнистим з розміщенням в порожнині світлодіода з можливістю випромінювання з боку торцевої поверхні штифта в зовнішню зону ультразвукового інструмента, причому світлодіод вмикається за допомогою додаткового датчика положення стакана, що контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні. Як варіант, основний та додатковий датчики положення стакана виконані у складі двох мікроперемикачів та п'яти постійних магнітів, причому два магніти, що контактують з мікроперемикачами, встановлені рухомо в немагнітному стакані інструмента, а три інші магніти встановлені нерухомо в немагнітному корпусі інструмента здовж руху стакана таким чином, що рухомі магніти повернуті однаковими полюсами до нерухомих, крайні з нерухомих повернуті до рухомих протилежними полюсами, а середній з нерухомих повернутий до рухомих однойменним полюсом, при цьому в початковому положенні стакана відносно корпусу напроти середнього нерухомого магніту розміщений рухомий магніт, що взаємодіє з мікроперемикачем датчика положення стакана, який забезпечує управління вмиканням-вимиканням інструмента, а напроти крайнього нерухомого магніту, який розміщений першим від передньої частини корпусу, розміщений рухомий магніт, що взаємодіє з мікроперемикачем додаткового датчика положення стакана, який контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні. Додатково рукоятка на корпусі встановлена за рахунок механічного кріплення із зовні корпусу інструмента за допомогою проміжної пластини з можливістю швидкого знімання та вивільнення поверхні для механічного кріплення інструмента до маніпулятора робота. Підвищення якості обробки поверхонь деталей буде отримано за рахунок підвищення ергономічності інструмента, що буде досягнуто суттєвим збільшенням довжини ступеня меншої площі трансформатора коливальної швидкості та застосуванням світлової індикації оптимального зусилля підтискування бойків до оброблюваної поверхні. Збільшення 3 UA 107039 C2 5 10 15 20 25 30 35 40 45 50 55 60 довговічності інструмента буде досягнуто за рахунок підвищення зносостійкості проміжної плоскої шайби, якій потоком повітря системи охолодження буде наданий обертальний рух, при якому її ударна поверхня буде зношуватися рівномірно і повільно. Розширення функціональних можливостей інструмента буде забезпечено наданням інструменту можливості легкого знімання рукоятки з корпусу та швидкого закріплення на маніпуляторі роботу. Суть винаходу пояснюється кресленнями, де на фіг. 1 показаний запропонований ультразвуковий інструмент в розрізі, на фіг. 2 - збільшений переріз штифта-індикатора (А-А), а на фіг. 3 - збільшений вид на магніти датчиків положення стакана (вид Б). Ультразвуковий інструмент для деформаційної обробки поверхонь деталей містить (Фіг. 1) корпус 1 з рукояткою 2, які вкриті віброізоляційним покриттям 3, і в якому за допомогою напрямних ковзання 4 з можливістю обмеженого штифтом 5 руху здовж корпуса 1 розміщений стакан 6. Штифт 5 розміщений в поздовжньому пазу корпусу 1. На передньому торці 7 стакана 6 розміщена головка 8 з твердосплавними рухомими ударними елементами 9, яка зафіксована відносно стакана з можливістю швидкого знімання за допомогою кульки 10 та пружини 11. Кулька 10 входить в лунки на циліндричній поверхні головки 8 і, таким чином, фіксує головку в дискретних положеннях відносно стакана 6. На задньому торці 12 розміщений штуцер 13 для підведення повітря системи примусового охолодження та з'єднувач 14 електричного кабелю генератора ультразвукових коливань. Всередині стакана 6 з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею. Акустична розв'язка забезпечена за рахунок кріплення приводу в вузловій точці акустичної хвилі деформації 15, що встановлюється по довжині приводу. Кріплення відбувається через віброізоляційне ущільнення 16. Ультразвуковий вібраційний привід складається з із п'єзоелектричного перетворювача у вигляді п'єзокерамічних кілець 17, накладки 18, що понижує частоту, та другої накладки у вигляді ступінчастого трасформатора коливальної швидкості 19. Акустична довжина вібраційного приводу кратна 1/4 довжини хвилі деформації 15, що встановилася по довжині приводу. Довжина ступеня меншої площі ступінчастого трансформатора коливальної швидкості виконана більшою ніж 1/4 довжини хвилі деформації 15 та дорівнює непарній кількості чвертей цієї хвилі. В даному випадку вона дорівнює 3/4 довжини хвилі деформації 15. В трансформаторі коливальної швидкості за допомогою каналів 20 забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця 12 зі штуцером 13, крізь щілинний зазор з теплообмінною поверхнею і до вихідного робочого торця 21 трансформатора, який виконаний твердим. Міцність робочого торця забезпечена або термічною обробкою торцевої поверхні, або жорстким та щільним закріпленням на торцевій поверхні шайби з високоміцного матеріалу. Між вихідним торцем 21 та рухомими ударними елементами 9 головки 8 розміщена рухома плоскопаралельна кругла шайба 22, діаметр якої не менший за діаметр вихідного торця трансформатора коливальної швидкості, а товщина значно менша за 1/4 довжини хвилі деформації 15, що встановилася по довжині вібраційного приводу. На всій боковій циліндричній поверхні шайби 22 нанесені нахилені відносно твірної прорізі для проходу повітря системи охолодження. Шайба 22 виконана із твердосплавного матеріалу з високою в'язкістю. Стакан 6 встановлений в корпусі з можливістю пружного регульованого підтискування ударних елементів 9 до оброблюваної поверхні за допомогою пружини 23. Попереднє стиснення пружини взалежності від просторового розміщення інструмента, при якому змінюється напрям сили ваги вібраційного приводу на ударні елементи 9, забезпечується за допомогою рухомої втулки 24 із штифтами 25, які фіксуються в фігурних пазах 26 корпусу 1. Штифт 5, що обмежує рух стакана 6 відносно корпусу 1 виконано порожнистим (Фіг. 2). В порожнині штифта 5 встановлений світлодіод 26 з можливістю випромінювання з боку торцевої поверхні штифта в зовнішню зону ультразвукового інструмента. Світлодіод 26 підключається до корпуса штифта та до центрального ізольованого електроду 27. Температура теплообмінної поверхні контролюється датчиком 28 (Фіг. 1). Рукоятка 2 на корпусі 1 зафіксована за рахунок механічного кріплення із зовні корпусу інструменту гвинтами 29 до контактної пластини 30, яка жорстко закріплена на корпусі 1. При знятті рукоятки вивільняється поверхня контактної пластини 30 для механічного кріплення інструмента до маніпулятора робота. Стакан 6 та корпус 1 виконані з немагнітних матеріалів, а як основний датчик положення стакана та додаткового датчика положення, який контролює зону оптимального зусилля притискання інструменту до оброблюваної поверхні, використані постійні магніти з мікроперемикачами. Основний та додатковий датчики положення стакана виконані у складі двох мікроперемикачів 31, 32 (Фіг. 3) та п'яти постійних магнітів 33, 34, 35, 36 та 37, причому магніти 33 та 34, що контактують з мікроперемикачами 31 та 32 встановлені рухомо в немагнітному 4 UA 107039 C2 5 10 15 20 25 30 35 40 45 50 55 60 стакані інструмента, а три інші магніти встановлені нерухомо в немагнітному корпусі інструмента вздовж руху стакана таким чином, що рухомі магніти повернуті однаковими полюсами до нерухомих, крайні з нерухомих (35 та 37) повернуті до рухомих протилежними полюсами, а середній з нерухомих повернутий до рухомих однойменним полюсом, при цьому в початковому положенні стакана відносно корпусу напроти середнього нерухомого магніту 36 розміщений рухомий магніт 33, що взаємодіє з мікроперемикачем 32 датчика положення стакана, який забезпечує управління вмиканням-вимиканням інструмента, а напроти крайнього нерухомого магніту 37, який розміщений першим від передньої частини корпусу, розміщений рухомий магніт 34, що взаємодіє з мікроперемикачем 31 додаткового датчика положення стакана, який контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні. Ультразвуковий інструмент працює наступним чином. Після подачі стиснутого повітря в штуцер 13, яке проходить крізь стакан 6, охолоджуючи ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, проходить крізь канали 20, охолоджує вихідний робочий торець 21 трансформатора коливальної швидкості, охолоджує плоску шайбу 22, проходить по нахилених пазах на циліндричній поверхні шайби 22, змушуючи її обертатися, охолоджує рухомі ударні елементи 9, продуває щілинні зазори між ударними елементами 9 в отворах головки 8 і виходить з інструменту через отвори в головці 8, обдуваючи оброблювану поверхню деталі. Ультразвуковий інструмент готовий до роботи. Датчик температури 28 контролює температуру вібраційного приводу при роботі, не допускаючи його перегріву. Ударні елементи 9 вводять в механічний контакт з оброблюваною поверхнею деталі. Натиском через рукоятку 2 оператор зміщує корпус 1 відносно стакана 6, стискаючи пружину 23. Стискання відбувається доти, поки рухомий магніт 33 датчика положення стакана 6 відносно корпусу 1 не попаде в зону дії полюса "S" нерухомого магніту 35. Рухомий магніт 33 притягується до нерухомого 35, що призводить до спрацювання мікроперемикача 32, що забезпечує подачу електричних ультразвукових коливань від генератора до п'єзоелектричного перетворювача вібраційного приводу. В наслідок зворотного п'єзоефекту п'єзокерамічні кільця 17 починають з ультразвуковою частотою змінювати свої геометричні розміри в межах дії закону Гука. Ультразвукові хвилі деформації розповсюджуються здовж вібраційного приводу. По довжині приводу встановлюється хвиля пружної деформації 15. Трансформатор коливальної швидкості 19 забезпечує збільшення амплітуди коливань робочого торця 21. Водночас рухомий магніт 34 виходить з зони впливу нерухомого магніту 37 і відштовхується від полюсу "N" нерухомого магніту 36, натискаючи мікроперемикач 31. Внаслідок цього електричний струм подається на електрод 27 штифта 5 і запалює світлодіод 26. Починається ударно-пластична обробка деталі. При цьому кінетична енергія, отримана ударними елементами 9 від ультразвукового вібраційного приводу, витрачається на деформування поверхні деталі і на їх пружній відскок назад. В кінці відскоку шайба 22 під дією потоку стиснутого повітря обернеться і змінить точки контакту з ударними елементами. Для досягнення максимальної ефективності обробки Інструмент притискається до поверхні з зусиллям 40…60 Н, пружина 23 деформується, на відповідну відстань зміщується штифт 5 в пазу корпусу 1. Якщо оператор, внаслідок втоми, занадто сильно буде натискати на інструмент, стакан буде зміщуватися далі до упору штифта 5 в кінець поздовжнього паза в корпусі 1. При цьому рухомий магніт 34 попаде в зону впливу полюсу "S" нерухомого магніту 35, що призведе до перемикання мікроперемикача 31 і знеструмленню світлодіода 26. Світлодіод погасне, що буде сигналізувати оператору про необхідність зменшити зусилля притиску інструменту до оброблюваної поверхні. Тобто під час обробки оператору необхідно постійно підтримувати режим випромінювання світлодіода. На величину притиску ударних елементів 9 впливає і сила ваги стакана 6 та розміщених в ньому елементів. Тому, в залежності від просторового розміщення інструмента, оператор зміщує та фіксує рухому втулку 24 зі штифтами 25 в фігурних пазах 26. Якщо інструмент розміщений горизонтально, оператор фіксує штифти 25 в середньому вирізі фігурних пазів 26. Якщо інструмент розміщений вертикально догори або донизу, оператор переводить та фіксує штифти 25 у відповідному місці фігурних пазів 26, додатково стискаючи або послабляючи, тим самим, попереднє підтискування пружини 23 на величину ваги стакана 6 та розміщених в ньому елементів. Інструмент переміщують вздовж зварного шва або по оброблюваній поверхні. При необхідності, що виникає при обробці важкодоступних швів, оператор повертає головку 8 в необхідне дискретне положення, фіксуючи його підпружиненою кулькою 10, що потрапляє в лунки на циліндричній поверхні головки. Повітря, що виходить з отворів головки очищає оброблювану поверхню для постійного візуального спостереження та запобігає попаданню продуктів обробки (окалина, іржа, бруд і т.п.) в отвори головки, особливо робочі, в яких рухаються ударні елементи. 5 UA 107039 C2 5 10 15 20 25 30 35 В разі необхідності застосування ультразвукового інструмента у складі роботизованого комплексу, рукоятка 2 швидко знімається за допомогою гвинтів 29. При цьому вивільняється дотична поверхня для жорсткого та зручного кріплення до маніпулятора робота. Завдяки виконанню ступеня малого діаметра трансформатора коливальної швидкості довжиною 3/4 хвилі деформації, що встановилася по довжині вібраційного приводу, вдалося зробити носову частину інструмента тонкою та витягнутою вперед, що значно облегшило роботу оператора за рахунок збільшення зони візуального спостереження, а також розширило можливості інструмента по обробці труднодоступних поверхонь деталей. Значне, у порівнянні з відомими аналогами, збільшення довжини ступеня малого діаметра трансформатора коливальної швидкості дозволило застосувати в інструменті більшу частоту ультразвукових коливань. Так, якщо в прототипі частота збудження складала 22 кГц, то в новому інструменті при достатньо великій довжині ступеня малого діаметра трансформатора коливальної швидкості частоту збудження вдалося підняти до 26 кГц. Це забезпечило зменшення загальної акустичної довжини вібраційного приводу та збільшило швидкість руху ударних елементів, тобто збільшило їх кінетичну енергію при збереженні їх маси. Зменшення розмірів вібраційного приводу дозволило зменшити його вагу на 500 грамів і облегшити роботу оператора, який змушений постійно тримати в руках важкий інструмент. Це особливо важливо при обробці зварних з'єднань на стелі. Застосування проміжної обертальної шайби дозволило збільшити довговічність інструмента. Без обертальної шайби ударні елементи контактували з вихідним торцем трансформатора коливальної швидкості. Незважаючи на виконання поверхні цього торця твердою, все рівно відбувається швидке її руйнування, оскільки ударні елементи з великою енергією постійно б'ють в одне й теж саме місце поверхні. Сила на одиницю площі при цьому дуже велика, оскільки діаметр рухомих ударних елементів лежить в межах 3…5 мм. Відбувається швидкий знос ударних елементів і ударної поверхні трансформатора. При цьому ударні елементи можна швидко замінити, а руйнування поверхні трансформатора виводить з ладу інструмент. Застосована проміжна плоска шайба завдяки великій площі кардинально зменшує цей негативний вплив на торець трансформатора. Тепер шайба контактує з ударними елементами і буде швидко зношуватися, але шайба теж є швидкозмінною деталлю. При цьому, завдяки наданій шайбі можливості обертання, вона кожен раз підставляє під удар рухомих ударних елементів нову частину своєї поверхні і тому може працювати досить тривалий час. Це не спрацьовує тільки коли застосовують головку з одним центральним рухомим ударним елементом, але це буває рідко, оскільки частіше, з метою підвищення продуктивності, використовують головки з рядним розташуванням ударних елементів. Таким чином, застосовані в ультразвуковому інструменті нові технічні рішення дозволили досягти вирішення поставленої в винаході задачі. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпусу розміщений стакан, на одному торці якого розміщена головка з твердосплавними рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, акустична довжина якого кратна 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, і який утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле із ступінчастим трансформатором коливальної швидкості, в якому за допомогою каналів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до вихідного робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердим, стакан встановлений в корпусі з можливістю пружного регульованого підтискування ударних елементів до оброблюваної поверхні за допомогою рухомої втулки із штифтами, які фіксуються в фігурних пазах корпусу, а температура теплообмінної поверхні та положення стакана відносно корпусу контролюються датчиками, причому, в разі виконання стакана та корпусу з немагнітних матеріалів, датчик положення може бути магнітного типу, який відрізняється тим, що довжина ступеня меншої площі ступінчастого трансформатора коливальної швидкості виконана більшою ніж 1/4 довжини хвилі деформації, що встановилася 6 UA 107039 C2 5 10 15 20 25 по довжині вібраційного приводу, та дорівнює непарній кількості чвертей цієї хвилі, між вихідним торцем трансформатора коливальної швидкості та рухомими ударними елементами головки з утворенням кільцевої щілини в головці для проходу стиснутого повітря системи примусового охолодження розміщена рухома плоскопаралельна кругла шайба, діаметр якої не менший за діаметр вихідного торця трансформатора коливальної швидкості, товщина значно менша за 1/4 довжини хвилі деформації, що встановилася по довжині вібраційного приводу, на всій боковій циліндричній поверхні нанесені нахилені відносно твірної прорізі і яка виконана із твердосплавного матеріалу з високою в'язкістю, а штифт обмеження руху стакана виконаний порожнистим з розміщенням в порожнині світлодіода з можливістю випромінювання з боку торцевої поверхні штифта в зовнішню зону ультразвукового інструмента, причому світлодіод вмикається за допомогою додаткового датчика положення стакана, що контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні. 2. Ультразвуковий інструмент за п. 1, який відрізняється тим, що основний та додатковий датчики положення стакана виконані у складі двох мікроперемикачів та п'яти постійних магнітів, причому два магніти, що контактують з мікроперемикачами, встановлені рухомо в немагнітному стакані інструмента, а три інші магніти встановлені нерухомо в немагнітному корпусі інструмента здовж руху стакана таким чином, що рухомі магніти повернуті однаковими полюсами до нерухомих, крайні з нерухомих повернуті до рухомих протилежними полюсами, а середній з нерухомих повернутий до рухомих однойменним полюсом, при цьому в початковому положенні стакана відносно корпусу напроти середнього нерухомого магніту розміщений рухомий магніт, що взаємодіє з мікроперемикачем датчика положення стакана, який забезпечує управління вмиканням-вимиканням інструмента, а напроти крайнього нерухомого магніту, який розміщений першим від передньої частини корпусу, розміщений рухомий магніт, що взаємодіє з мікроперемикачем додаткового датчика положення стакана, який контролює зону оптимального зусилля притискання інструмента до оброблюваної поверхні. 3. Ультразвуковий інструмент за п. 1, який відрізняється тим, що рукоятка на корпусі встановлена за рахунок механічного кріплення із зовні корпусу інструмента за допомогою проміжної пластини з можливістю швидкого знімання та вивільнення поверхні для механічного кріплення інструмента до маніпулятора робота. 7 UA 107039 C2 8 UA 107039 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюKudravtsev, Yuriy Filipovich, Kleiman Yakob Isakovych, Luhovskyi Oleksandr Fedorovych
Автори російськоюКудрявцев Юрий Филиппович, Клейман Якоб Исакович, Луговский Александр Федорович
МПК / Мітки
МПК: B06B 1/06, B24B 39/00
Мітки: ударної, ультразвуковий, обробки, деталей, поверхонь, інструмент
Код посилання
<a href="https://ua.patents.su/11-107039-ultrazvukovijj-instrument-dlya-udarno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий інструмент для ударної обробки поверхонь деталей</a>
Ультразвуковий інструмент для ударної обробки поверхонь деталей
Номер патенту: 105413
Опубліковано: 12.05.2014
Автори: Клейман Якоб Ісакович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Луговський Олександр Федорович
МПК: B24B 39/00, B24B 1/04, B06B 1/06
Мітки: обробки, поверхонь, ударної, ультразвуковий, деталей, інструмент
Формула / Реферат:
1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху вздовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений підвід електричного кабелю...
Ультразвуковий інструмент для ударної обробки поверхонь деталей
Номер патенту: 99365
Опубліковано: 10.08.2012
Автори: Клейман Якоб Ісакович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Луговський Олександр Федорович
МПК: B24B 39/00, B06B 1/06
Мітки: обробки, інструмент, поверхонь, деталей, ударної, ультразвуковий
Формула / Реферат:
1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря...
Ультразвуковий інструмент для ударної обробки деталей та зварних з’єднань
Номер патенту: 105363
Опубліковано: 12.05.2014
Автори: Луговський Олександр Федорович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович
МПК: B06B 1/06, B24B 39/00
Мітки: ультразвуковий, ударної, інструмент, обробки, з'єднань, зварних, деталей
Формула / Реферат:
Ультразвуковий інструмент для ударної обробки деталей та зварних з'єднань, що містить корпус з рукояткою, в якому за допомогою напрямних ковзання з можливістю руху вздовж корпуса розміщений стакан, на одному торці якого зафіксована головка з бойками, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана акустично розв'язано...
Ультразвуковий інструмент для ударної обробки важкодоступних місць деталей та зварних з’єднань
Номер патенту: 105364
Опубліковано: 12.05.2014
Автори: Луговський Олександр Федорович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович, Кудрявцев Юрій Філіпович
МПК: B06B 1/06, B24B 39/00
Мітки: інструмент, важкодоступних, обробки, деталей, зварних, ультразвуковий, з'єднань, місць, ударної
Формула / Реферат:
Ультразвуковий інструмент для ударної обробки важкодоступних місць деталей та зварних з'єднань, що містить корпус з рукояткою, в якому за допомогою напрямних ковзання з можливістю руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з бойками, яка зафіксована відносно стакана за допомогою підтиснутої кільцевою пружиною кульки, що входить в лунки, виконані на головці з кутовою дискретністю, на іншому торці розміщений...
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з’єднань
Номер патенту: 99303
Опубліковано: 10.08.2012
Автори: Клейман Якоб Ісакович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Луговський Олександр Федорович
МПК: B24B 39/00, B06B 1/06
Мітки: зварних, ультразвуковий, з'єднань, поверхонь, обробки, інструмент, деформаційної
Формула / Реферат:
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань, що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, містить датчики температури та положення стакана відносно корпусу,...
Попередній патент: Механізм передньої навіски трактора
Наступний патент: Пюре для дитячого харчування “промінчик”
Випадковий патент: Система попередження про перевищення встановленої швидкості руху