Спосіб утилізації предметів меблів, зокрема корпусів ліжок, полотно матеріалу, отримане цим способом, та відповідна установка для утилізації
Формула / Реферат
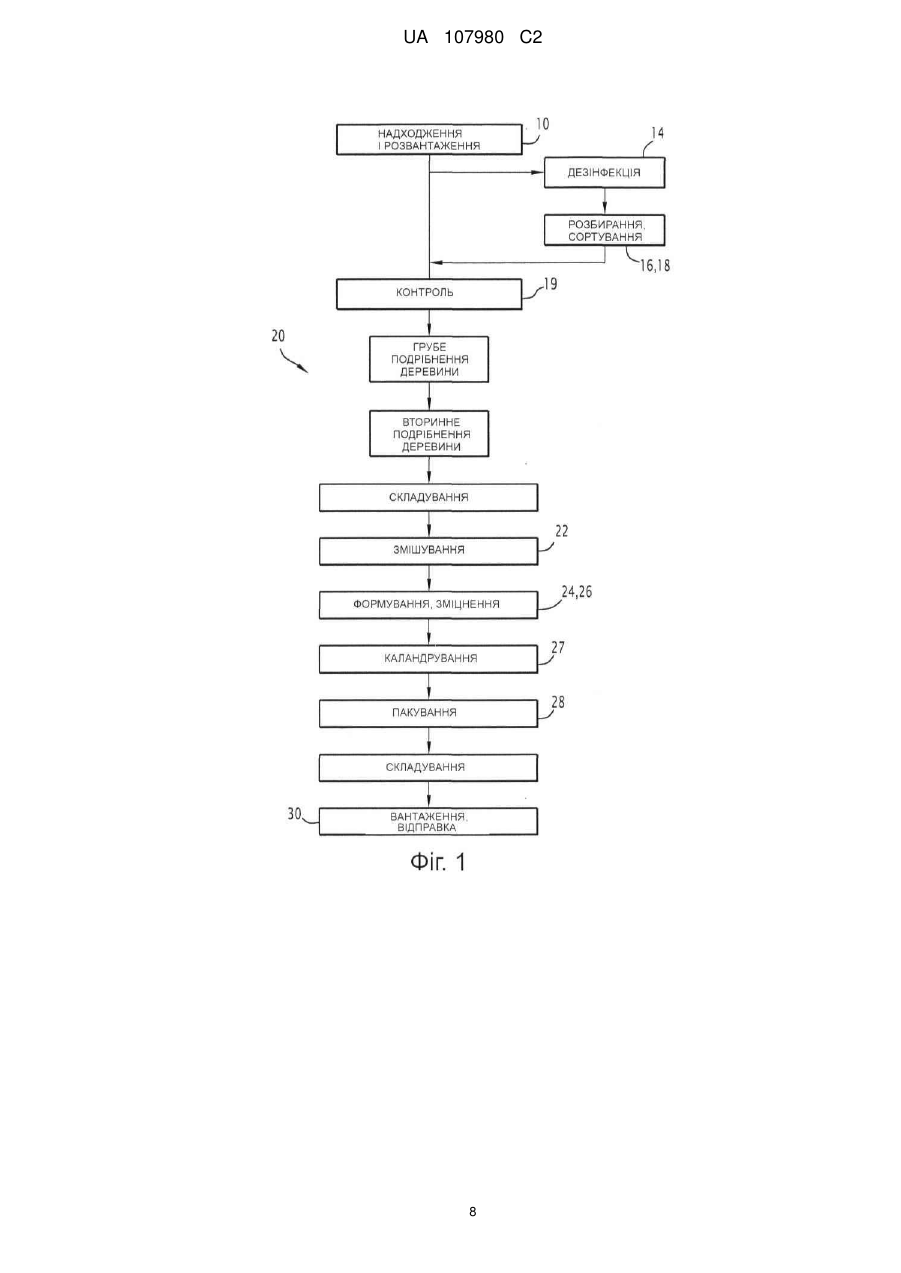
1. Спосіб утилізації предметів меблів, що містять дерев'яні частини, зокрема корпусів ліжок, при цьому спосіб включає наступні етапи:
- етап (20) подрібнення дерев'яних частин для отримання роздробленої деревини;
- етап (22) змішування, на якому отримують суміш із вмістом заданої кількості подрібненої деревини та заданої кількості двокомпонентних волокон;
- етап (24) формування з суміші незміцненого полотна матеріалу;
- етап (26) термічного зміцнення незміцненого полотна матеріалу;
- етап (27) каландрування зміцненого полотна матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що містить:
етап (16) розбирання, на якому отримують основні матеріали шляхом розбирання предметів меблів;
етап (18) сортування, на якому дерев'яні частини відокремлюють від основних матеріалів.
3. Спосіб за п. 1, який відрізняється тим, що на етапі (20) подрібнення предмети меблів подрібнюють цілком, без попереднього розбирання.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що містить етап (14) дезінфекції предметів меблів, передуючий етапу (20) подрібнення.
5. Спосіб за п. 4, який відрізняється тим, що дезінфекцію предметів меблів проводять хімічним способом шляхом напилення дезінфікуючого засобу на зовнішню поверхню предметів меблів або дією на предмети меблів мікрохвильовим випромінюванням.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що на етапі (24) формування незміцненого полотна матеріалу суміш захоплюють і розсівають потоком повітря в камері способом, відомим під назвою "air lay".
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що перед етапом (20) подрібнення містить етап виявлення множини заданих хімічних сполук в предметах меблів.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що суміш містить 50-95 ваг. % подрібненої деревини і 5-50 ваг. % двокомпонентних волокон.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що дерев'яні частини подрібнюють з отриманням стружки довжиною від 10 до 20 мм і шириною від 2 до 5 мм.
10. Полотно матеріалу, отримане способом за будь-яким з пп. 1-9, при цьому полотно складається з суміші двокомпонентних волокон і подрібненої деревини.
11. Полотно за п. 10, яке відрізняється тим, що зазначена суміш містить 50-95 ваг. % подрібненої деревини та 5-50 ваг. % двокомпонентних волокон.
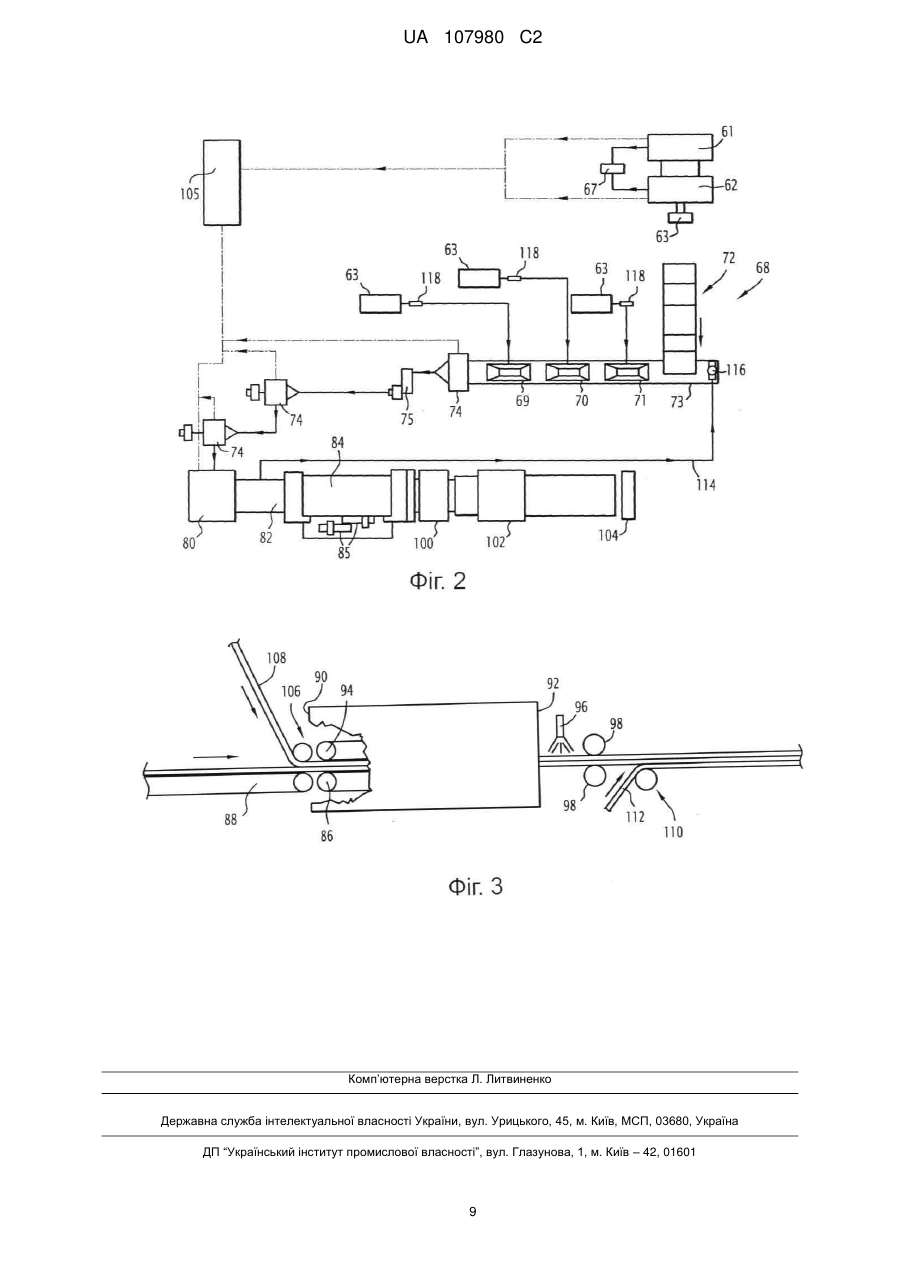
12. Установка для утилізації предметів меблів, що мають в своєму складі дерев'яні частини, яка містить:
- дробарки (58, 59, 60) для подрібнення дерев'яних частин;
- пристрій (68) змішувача, виконаний з можливістю отримання суміші, що містить задану кількість подрібненої деревини і задану кількість двокомпонентних волокон;
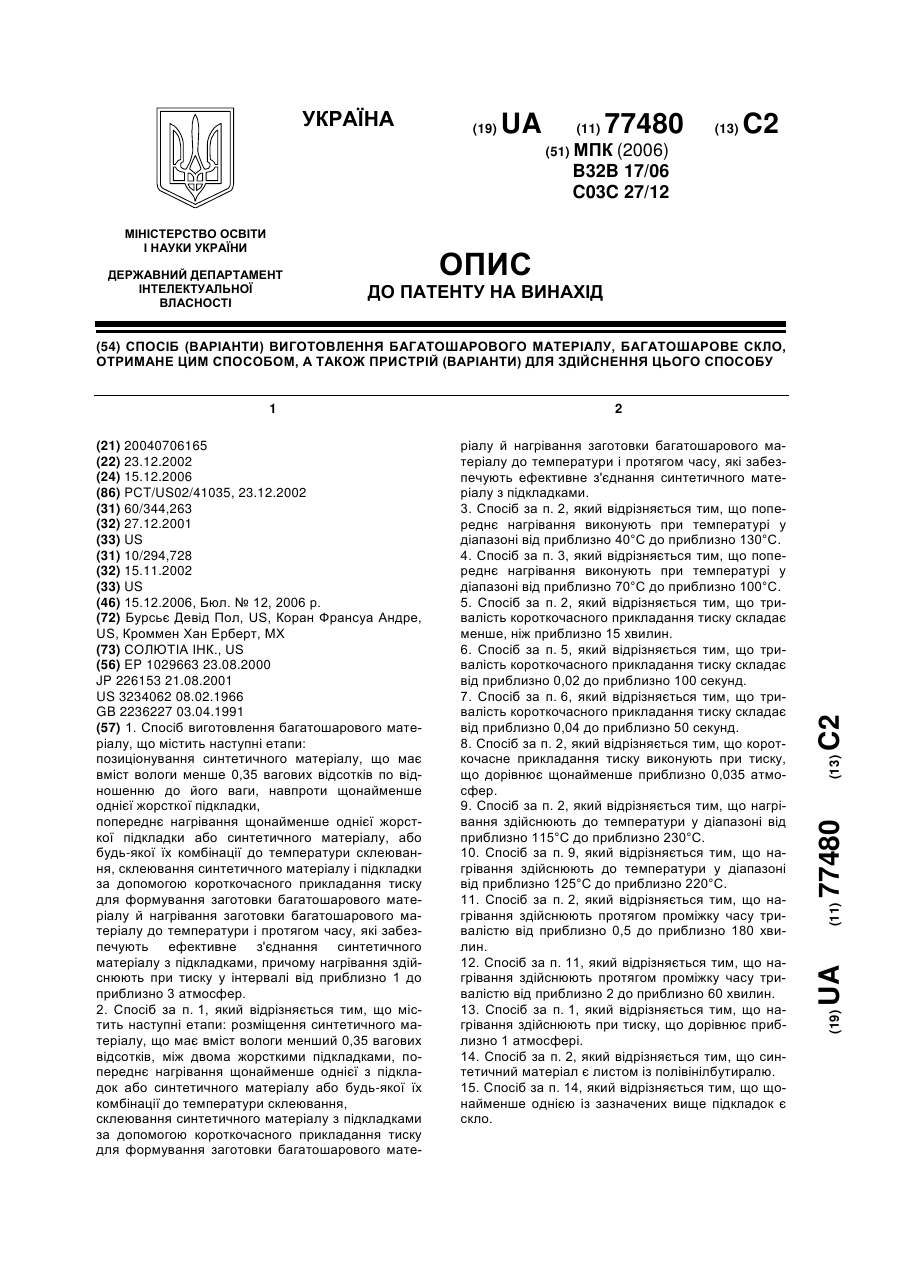
- пристрій (80) для формування незміцненого полотна матеріалу на основі суміші;
- пристрій (84) для термічного зміцнення незміцненого полотна матеріалу;
- пристрій каландрування зміцненого полотна матеріалу.
Текст
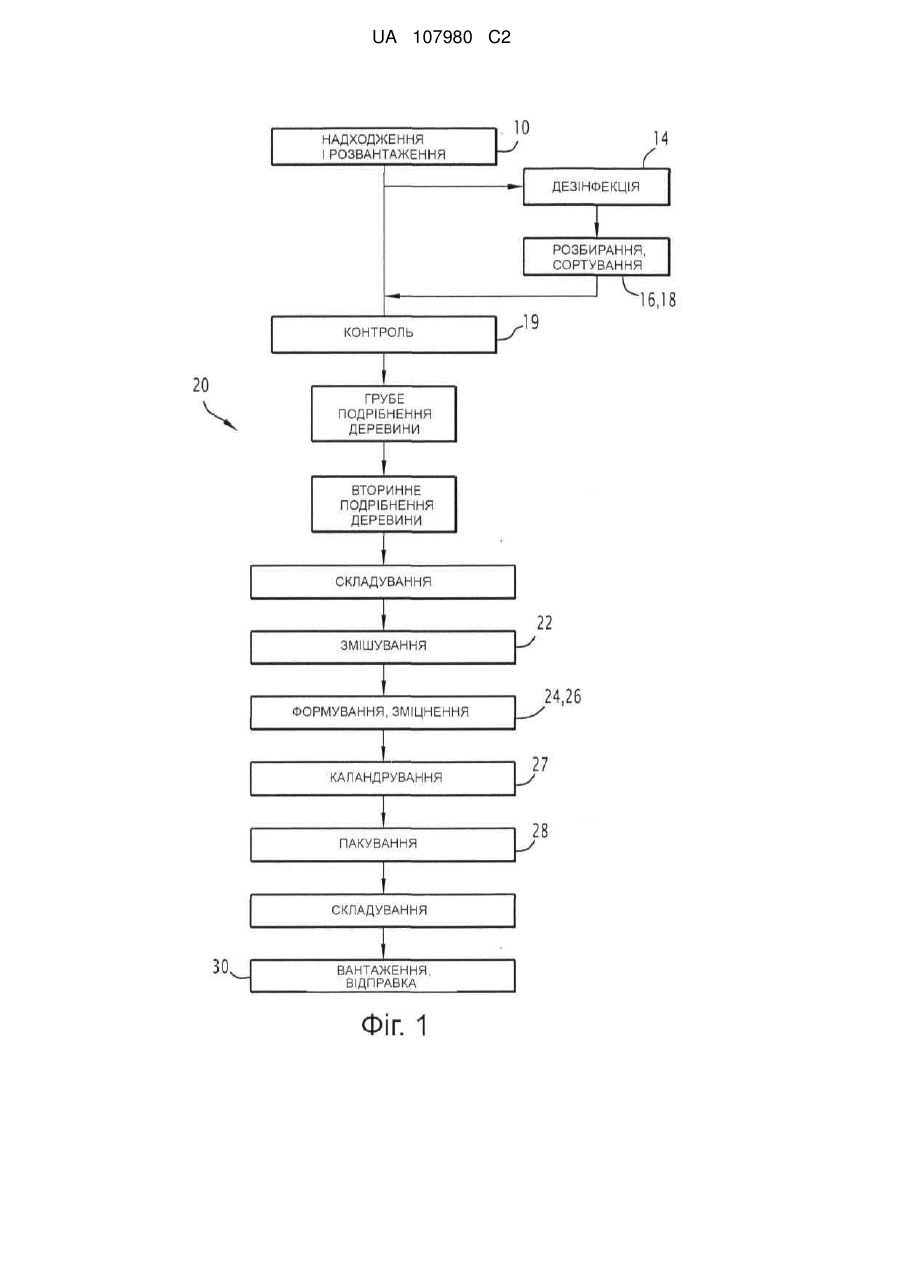
Реферат: Винахід стосується способу утилізації предметів меблів із вмістом дерев'яних частин, зокрема корпусів ліжок, при цьому спосіб включає наступні етапи: - етап (20) подрібнення дерев'яних частин для отримання роздробленої деревини; - етап (22) змішування, на якому отримують суміш із вмістом заданої кількості подрібненої деревини і заданої кількості двокомпонентних волокон; - етап (24) формування з суміші незміцненого полотна матеріалу; - етап (26) термічного зміцнення незміцненого полотна матеріалу; - етап (27) каландрування зміцненого полотна матеріалу. При цьому заявлене полотно матеріалу, отримане вищенаведеним способом та установка для утилізації предметів меблів. UA 107980 C2 (12) UA 107980 C2 UA 107980 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується в цілому меблевої області. Зокрема, винахід стосується, згідно своєму першому аспекту, способу утилізації предметів меблів, що містять дерев'яні частини, а саме корпусів ліжок. Корпуси ліжок, що відслужили свій термін, сьогодні викидають на звалище або спалюють. Такі рішення не є задовільними з екологічного погляду. Корпуси ліжок, що відслужили свій термін, утворюють щорічно вельми значний потік. Вони виготовлені з абсолютно різних матеріалів, таких, як сталь, дерево, текстиль, пінополіуретан та ін. В результаті спалювання таких матеріалів відбувається викид газів, деякі з яких можуть бути токсичними. При викиданні на звалище корпуси ліжок займають значний об'єм і мало придатні до переробки на місці наявним устаткуванням. Що крім того деякі відслужили свій термін матеріали не перетворяться в органічну речовину. У цьому контексті завданням винаходу є створення способу утилізації предметів меблів, який був би більш задовільним з екологічного погляду, ніж викидання на звалище або спалювання. Поставлене завдання вирішене в способі утилізації предметів меблів із вмістом дерев'яних частин, зокрема, корпусів ліжок, який включає наступні етапи: - етап подрібнення дерев'яних частин для отримання роздробленої деревини; - етап змішування, на якому отримують суміш із вмістом заданої кількості подрібненої деревини і заданої кількості двокомпонентних волокон; - етап формування не зміцненого полотна матеріалу на основі суміші; - етап термічного зміцнення не зміцненого полотна матеріалу; - етап каландрування зміцненого полотна матеріалу. Також спосіб може мати один або декілька ознак, що приводяться нижче, розглядаються роздільно або у всіх технічно можливих комбінаціях: - етап розбирання, на якому отримують основні матеріали розбиранням предметів меблів; - етап сортування, на якому дерев'яні частини відокремлюють від основних матеріалів; - етап подрібнення, на якому предмети меблів подрібнюють цілком, без попереднього розбирання; - етап дезінфекції предметів меблів, передуючий етапу подрібнення; - дезінфекція предметів меблів проводиться хімічним способом шляхом напилення дезінфікуючого препарату на зовнішню поверхню предметів меблів або ж шляхом впливу на них мікрохвильовим випромінюванням; - етап формування не зміцненого полотна матеріалу, на якому суміш захоплюється і розпилюється потоком повітря усередині камери, при цьому застосовується спосіб, відомий під назвою "air lay"; - етап виявлення в предметах меблів множини заданих хімічних сполук, передуючий етапу подрібнення; - суміш містить від 50 до 95 ваг. % подрібненої деревини і від 5 до 50 ваг. % двокомпонентних волокон; - дерев'яні частини подрібнюють з отриманням стружки довжиною від 10 до 20 мм і шириною від 2 до 5 мм. Поставлене завдання вирішене також в полотні матеріалу, отриманому способом з зазначеними вище ознаками, при цьому полотно містить суміш з двокомпонентних волокон і подрібненої деревини. Переважно зазначена суміш може містити від 50 до 95 ваг. % подрібненої деревини і від 5 до 50 ваг. % двокомпонентних волокон. Згідно третьому аспекту винахід стосується установки для утилізації предметів меблів, зокрема, корпусів ліжок, при цьому установка містить: - дробарку для подрібнення дерев'яних частин; - пристрій змішувача, в якому отримують суміш, що містить задану кількість подрібненої деревини і задану кількість двокомпонентних волокон; - пристрій для формування з суміші не зміцненого полотна матеріалу; - пристрій для термічного зміцнення не зміцненого полотна матеріалу; - пристрій для каландрування зміцненого полотна матеріалу. Інші ознаки та переваги винаходу пояснюються в наведеному нижче для відомості докладному, необмежуючому описі з посиланням на додані креслення. На Фіг. 1 показана блок-схема способу згідно винаходу; на Фіг. 2 схематично показані виробничі ліній для етапів подрібнення, змішування, формування не зміцненого полотна і зміцнення; на Фіг. 3 схематично показаний етап зміцнення полотна з не зміцнених матеріалів. 1 UA 107980 C2 5 10 15 20 25 30 35 40 45 50 55 Описуваний нижче спосіб, основні етапи якого схематично показані на Фіг. 1, призначений для забезпечення утилізації предметів меблів, що відслужили свій термін. Цими предметами меблів є, в числі іншого, корпуси ліжок, буфети, шафи, гардероби, стінні шафи та будь-який інший предмет меблів, що містить дерев'яні частини. В даному випадку під меблями одночасно маються на увазі предмети меблів в зборі із вмістом всіх своїх елементів (двері, бічні і задня стінки, днище, проміжні полиці та ін.) та окремі елементи меблів, не утворюючі самостійно повного предмету меблів (двері, стінка та ін.). Також спосіб призначений для утилізації виробничих відходів, що містять деревину, наприклад, відходів при виготовленні корпусів ліжок або предметів меблів, а також предметів меблів або її елементів. Нижче в описі під поняття "елемент, що переробляється", одночасно підпадають цілісні предмети меблів, її елементи та виробничі відходи. Всі повторно використовувані предмети меблів містять в собі дерев'яні частини. Вони можуть складатися повністю з дерева або ж містити одночасно дерев'яні частини і частини з іншого матеріалу (тканини, пластмаси, металу та ін.). Дерев'яні частини можуть не мати покриття, або ж бути фарбованими, слабо фарбованими, мати декоративне покриття з пластмаси або тканини та ін. Дерев'яні частини можуть бути виконані з суцільної деревини, наприклад, з ялини, дуба, черешні, груші та ін. Також дерев'яні частини можуть складатися з пресованої деревини. Під пресованою деревиною розуміються деревні частинки (волокно, стружка, фрагменти), сполучені між собою з використанням зв'язуючої речовини, такої, як клей. Ці частини можуть бути виготовлені під тиском і при високій температурі. Дерев'яний ламінат, деревоволокнисті плити середньої щільності, фанера, плити з крупних орієнтованих частинок - все це приклади пресованої деревини, перелік якої цим не обмежується. Як показано на Фіг. 1, спосіб містить наступні етапи: - етап 10 доставки і вивантаження елементів, що переробляються; - етап 14 дезінфекції елементів, що переробляються; - етап 16 розбирання, на якому отримують основні матеріали шляхом розбирання елементів, що переробляються; - етап 18 сортування, на якому дерев'яні частини відокремлюють від основних матеріалів; - етап 19 контролю з метою виявлення множини заданих хімічних сполук в дерев'яних частинах; - етап 20 подрібнення дерев'яних частин для отримання роздробленої деревини; - етап 22 змішування, на якому отримують суміш із вмістом заданої кількості подрібненої деревини і заданої кількості двокомпонентних волокон; - етап 24 формування з суміші не ущільненого полотна матеріалу; - етап 26 зміцнення не зміцненого полотна матеріалу; - етап 27 каландрування зміцненого полотна матеріалу; - етап 28 пакування зміцненого полотна матеріалу; - етап 30 вантаження і відправки зміцненого полотна матеріалу. Нижче ці різні етапи будуть детально розглянуті кожен окремо. На етапі 10 елементи, що переробляються, доставляють і вивантажують з транспортних засобів. Деякі перероблювані елементи, що відслужили свій термін, наприклад, використані корпуси ліжок, прямують потім на етап 14 дезінфекції. Інші елементи подають відразу на етапи розбирання і сортування відповідно 16, 18 або на етап 19 контролю, минувши етап 14 дезінфекції. Призначення етапу дезінфекції полягає в знищенні хвороботворних мікробів, які можуть бути присутніми в елементах, що переробляються. Дезінфекція повинна бути достатньою з санітарної точки зору для забезпечення захисту операторів, зайнятих на різних етапах способу, і для гарантії бездоганної гігієни кінцевих виробів з вторинних матеріалів. Етап дезінфекції не є етапом стерилізації і не ставить своєю за мету повне знищення мікробів в елементах, що переробляються. Етап дезінфекції служить для знищення, принаймні, 99 % хвороботворних мікробів, переважно 99,9 %, переважніше 99,99 %. Етап дезінфекції проводиться або хімічним способом, або із застосуванням електромагнітних хвиль. Дезінфекція хімічним способом полягає в напиленні на зовнішню поверхню перероблюваних елементів дезінфікуючого засобу. Ця операція проводиться в герметичній камері. Після 2 UA 107980 C2 5 10 15 20 25 30 35 40 45 50 55 60 напилення перероблюваний елемент, залишається в камері протягом приблизного 2 годин 30 хвилин. Дезінфікуючим засобом є, наприклад, засіб під комерційною назвою ANIOS DVA НРН, що продається фірмою ANIOS. Кількість вживаного засобу складає близько 8 мл на корпус ліжка нормального розміру. Дезінфекція за допомогою електромагнітних хвиль проводиться після поміщення елементу, що переробляється, всередину мікрохвильового тунелю. На етапі 16 розбирання елементи, що переробляються, розбираються операторами. На етапі сортування дерев'яні частини відокремлюють від решти матеріалів, отриманих при розбиранні елементів, що переробляються. Наприклад, корпуси ліжок містять, як правило, жорстку раму з дерева або металу і можуть містити дерев'яні рейки, текстильну оббивку, металеві спіральні пружини та ін. Дерев'яні деталі корпусів ліжок (рами, рейки) відокремлюють від текстильної оббивки і металевих пружин. Також можливо розділяти між собою дерев'яні частини, сортуючи їх на різні групи залежно від виду деревини (пресована або суцільна), породи дерева у разі, коли мається на увазі суцільна деревина, або типу пресованої деревини та ін. На етапі 19 контролюють склад деяких матеріалів. Цими матеріалами є ті, в яких можуть міститися хімічні сполуки, що не допустимі для кінцевого виробу. Цими хімічними сполуками є, наприклад, летючі органічні сполуки, такі, як формальдегід та ін. Матеріалами, здатними містити в собі такі хімічні сполуки, є, наприклад, деревно-стружкові плити, пінополіуретан, залишки клею та ін. Контроль здійснюється відбором невеликої кількості кожного контрольованого матеріалу і аналізом складу даної проби в автоматичному апараті для виявлення того, чи міститься в пробі хімічна сполука, зазначена в заздалегідь складеному переліку. Цим апаратом може служити, наприклад, апарат для газової хроматографії, використовуваний спільно з полум'яноіонізаційним детектором. Якщо в матеріалі міститься зазначена в переліку хімічна сполука в кількості менш заданої порогової величини, то матеріал переробляють способом утилізації. Етапи подрібнення і зміцнення 20 і 26 дозволяють дійсно видалити значну частку хімічної сполуки і забезпечити її вміст в зміцненому полотні виробу в прийнятних нормах. На етапі зміцнення застосовується термообробка, як це пояснюється нижче, яка є особливо ефективною для видалення регламентованих хімічних сполук. Задане порогове значення специфічне для кожної хімічної сполуки. Воно, в числі іншого, залежить від кількості видаленої хімічної сполуки на етапах подрібнення і зміцнення, а також складу зміцненого полотна з нетканого матеріалу (кількість матеріалу, що містить хімічну сполуку в полотні). Якщо в матеріалі міститься деяка кількість хімічної сполуки, що перевищує задане порогове значення, то такий матеріал не підлягає переробці способом утилізації. Його направляють, наприклад, на контрольоване звалище, призначене для матеріалів із вмістом виявленої хімічної сполуки. На етапі 20 дерев'яні частини подрібнюють з отриманням стружки довжиною від 10 до 20 мм і шириною від 2 до 5 мм. Спочатку матеріали обробляють в роторній дробарці грубого подрібнення, забезпеченій воронкою розміром від 30 до 50 мм. Потім матеріали виходять з дробарки грубого подрібнення і надходять в дробарку вторинного подрібнення, обладнану воронкою розміром від 4 до 10 мм. Стружку збирають в мішки. Вібраційні сепаратори з магнітними валками розташовані на виході кожної дробарки. Вони забезпечують відділення металевих частин від решти подрібнених матеріалів. Як варіант можливо безпосередньо подрібнювати елементи, що переробляються, без попереднього розбирання. У такому разі метали відокремлюють від інших матеріалів за допомогою магнітних валків. Зате подрібнена деревина на виході з дробарок складається не тільки з деревини, але і містить інші матеріали, такі, як текстильна оббивка корпусів ліжок. Різні групи дерев'яних частин можуть дробитися роздільно. На етапі 20 подрібнення подрібнену деревину укладають, наприклад, в мішки. Різні групи дерев'яних частин можуть зберігатися в роздільних мішках. Слід зазначити, що на етапі подрібнення відбувається часткове видалення деяких хімічних сполук, наприклад, летючих органічних сполук або формальдегіду. Ці сполуки виділяються, наприклад, у вигляді газів. На етапі 22 готують суміш на основі подрібненої деревини. Задану кількість подрібненої деревини змішують із заданою кількістю двокомпонентних волокон, причому ці кількості вибираються з урахуванням вироблюваного кінцевого виробу. 3 UA 107980 C2 5 10 15 20 25 30 35 40 45 50 55 Двокомпонентні волокна служать для зміцнення полотна з матеріалів після нагрівання, як про це буде сказано нижче. Як варіант, в суміш можуть додаватися й інші матеріали, які не були отримані вторинним використанням предметів меблів. Також можливо вводити в суміш добавки, вибирані з урахуванням виду кінцевого виробу. Наприклад, в добавках може міститися протипожежний засіб. Згідно прикладу виконання кінцевим виробом є полотно з придатного для гарячого штампування матеріалу на основі деревини, що має товщину від 5 до 50 мм, наприклад, 10 мм. Для такого кінцевого виробу вибирають суміш, що містить: - 50-95 ваг. % подрібненої деревини, переважно 65-90 ваг. %, переважніше від 75 до 85 ваг. %; - 5-50 ваг. % двокомпонентних волокон, переважно 10-35 ваг. %, переважніше 15-25 ваг. %. Двокомпонентні волокна складаються з двох компонентів, розташованих по всій довжині волокна. Кожен компонент може володіти різними фізико-хімічними властивостями. Компоненти можуть бути або варіантами одного й того ж типу полімеру, або двома типами зовсім різних полімерів. Прикладом такого волокна може служити волокно, що продається фірмою MAX MODEL SA під назвою "Polyester staple fibre, low melt 4/51 mm 1100C flame retardant ref 4140" (Штапельне волокно з поліестеру з низькою точкою плавлення, 4/51 мм, вогнестійке при 110 °C, ref 4140). Застосування інших компонентів, придатних для гарячого штампування, можливе. На етапі 24 не зміцнене полотно матеріалу формується з суміші зазвичай способом, відомим під назвою "air lay". Цей спосіб полягає у формуванні полотна з нетканого матеріалу шляхом розпилювання суміші рухомим з великою швидкістю повітряним потоком і осадженням захопленою цим потоком суміші в камері. Повітряний потік може утворюватися шляхом створення надмірного тиску на вході в камеру або ж шляхом розрідження на виході з камери. Перед надходженням на етап 24 формування полотна суміш може прямувати в одну або декілька щипальних машин, кожна з яких містить один або декілька валків, що обертаються, із зубцями. В принципі призначення цих валків полягає в такій орієнтації текстильних доль, якщо вони містяться в суміші, при якій відбувається зниження міцності текстилю і розкриваються волокна. Також валяння дозволяють розминати різні матеріали в суміші і гомогенізувати її. В кінці етапу 24 утворюючі полотно матеріали ще не зв'язані між собою і знаходяться безладно на основі. На етапі 26 проводиться зміцнення полотна матеріалу. Це зміцнення досягається шляхом термообробки. Незміцнене полотно матеріалу нагрівають в печі, наприклад, до температури приблизно 180 °C. Термообробка викликає часткове розплавлення двокомпонентних волокон, що сприяє з'єднанню між собою різних компонентів суміші (деревної стружки, двокомпонентних волокон). Така термообробка сприяє також видаленню деяких хімічних сполук, наприклад, летючих органічних сполук. Дані сполуки можуть термічно розкладатися або виділятися в газоподібному вигляді. Одночасно з операцією з термообробки можливо також нанести покривний шар на полотно матеріалу. Можливо наносити будь-які види шарів: тканинні, шкіряні, декоративні з пластмаси та ін. Таким чином покриття можуть наноситися на обидві сторони полотна. Переважно, щоб на одну із сторін покриття наносилося перед етапом термообробки, а на іншу - відразу після етапу термообробки. Після етапу 26 термообробок полотно може надходити на етап різання для отримання мірних відрізків для їх кінцевого застосування. Як альтернатива полотно може не різатися, а бути згорнутим в рулон і зберігатися в цьому вигляді (етап 28 пакування). Нарешті полотно завантажують і відправляють у вигляді рулону або мірних відрізків (етап 30). Нижче буде описана установка утилізації. Вона передбачена для здійснення приведеного вище способу. Операція з подрібнення дерев'яних частин проводиться в два прийоми. Спочатку дерев'яні частини обробляють в роторній дробарці 61 грубого подрібнення, марка Wagner, тип WS 70, з воронкою розміром від 30 до 50 мм. Потім подрібнені матеріали надходять з дробарки грубого подрібнення в дробарку 62 вторинного подрібнення, наприклад, марки Wagner, тип WS30, обладнану воронкою з розміром від 4 до 10,4 мм. Стружку збирають в мішки 63. Вібраційні сепаратори з магнітними валками, розміщені безпосередньо на виході з кожної дробарки, не показані. Якщо елементи, що переробляються, дробляться цілком, без розбирання, то застосовуються ті ж дробарки і ті ж сепаратори. 4 UA 107980 C2 5 10 15 20 25 30 35 40 45 50 55 60 Подрібнена деревина зберігається в мішках 63, а металеві частини, відокремлені від деревини, зберігаються в рухомих ємкостях 67 або контейнерах. Пристрій змішувача 68 схематично зображено на Фіг. 3. Пристрій 68 містить: - наприклад, три дозатори 69, 70, 71, кожен з яких призначений для окремої групи дерев'яних частин; - пристрій 72 дозування двокомпонентних волокон; - транспортер 73, живлений дозаторами 69, 70, 71 і 72; - принаймні, одну щипальну машину 74, призначену для розминки матеріалів, поданих транспортером 73; - пристрій 7 5 для внесення добавок. Дозатори 69, 70, 71 є бункери, внутрішній об'єм кожного з яких розрахований на відповідну кількість подрібненої деревини. Кожен бункер 69, 70, 71 обладнаний датчиками вимірювання ваги подрібненої деревини, що надходить у внутрішній об'єм. Пристрій змішувача 68 містить для кожного бункера пристрій 118 всмоктування, призначений для всмоктування стружки з подрібненої деревини з мішків 63 і для подачі її у відповідний бункер. Кожен бункер 69, 70, 71 має в своїй нижній частині вихідний отвір, виконаний вертикально відносно конвеєра 73. Кожен з бункерів оснащений керованим клапаном для вибіркового відкриття або закриття вихідного отвору. Двокомпонентні волокна мають вид блоків з волокнистого матеріалу. Пристрій 72, призначений для дозування суміші з двокомпонентних волокон, містить інструмент для поступового руйнування блоку з двокомпонентних волокон і утворення стружки, датчик маси стружки і пристрій для переміщення цього датчика до транспортера 73. Інструментом поступового руйнування може служити будь-який інструмент відповідного типу, що містить, наприклад, множину загострених стрижнів. Стружка, відокремлена інструментом повільного руйнування, переміщається до датчика маси, наприклад, стрічковим транспортером. Від датчика маси вона надходить на транспортер 73 в результаті падіння або за допомогою іншого стрічкового транспортера. У прикладі виконання на Фіг. 3 пристрій 68 містить три послідовно розташованих щипальних машини 74. Розміщені на транспортері 73 матеріали, зокрема, на його кінці, надходять в першу щипальну машину 74. Три щипальні машини 74 є одного типу. Пристрій 75 розташовано, наприклад, між першою і другою щипальними машинами 74. Передбачено внесення добавок в суміш, які підбираються з урахуванням виду кінцевого виробу. Наприклад, добавки можуть містити в собі протипожежний засіб, інсектицидний засіб та ін. Щипальні машини 74 і пристрій 75 сполучені між собою за допомогою сполучних трубопроводів. Суміш подається по трубопроводах пульсуючим потоком повітря. Пристрій для формування не зміцненого полотна матеріалів і пристрій для термообробки схематично показані на Фіг. 3. Пристрій 80 для формування полотна є пристроєм, тип якого описаний в заявці на патент Італії № PO 2007/A000021. Цей пристрій містить дві камери із зниженим тиском і добре пристосований, зокрема, для обробки суміші з великим вмістом деревної стружки. Остання щипальна машина 74 сполучена за допомогою трубопроводу з пристроєм 80 для формування полотна. Суміш переміщається по трубопроводу, наприклад, під дією пульсуючого потоку повітря. Виходяче з пристрою 80 полотно 82 подається на конвеєр і надходить в піч 84 на термообробку. Піч має, наприклад, загальну довжину 5 м і розділена на дві камери, розташовані один за одним. Нагрівання проводиться газовими пальниками 85. Вона забезпечена вентиляторами для циркуляції нагрітого пальниками повітря усередині обох камер. Пристрій оснащений двома транспортерами, розташованими усередині печі 84, як показано на Фіг. 4. Нижній транспортер 86 служить продовженням транспортера 88, що забезпечує транспортування полотна від пристрою 80 для його формування до печі 84. Транспортер 86 забезпечує доставку полотна через піч 84 від входу 90 до виходу 92. Верхній транспортер 94 розташований над транспортером 86. Зазор по вертикалі між транспортером 94 і транспортером 86 є регульованим з тим, щоб товщина полотна 82 на вході в піч могла калібруватися транспортером 94. Транспортер 94 розташований переважно по всій довжині печі, від входу 90 до виходу 92. На виході з печі 84 полотно 82 піддається охолоджуванню, спочатку обдуванням холодним повітрям за допомогою сопел 96, потім при каландруванні охолодженими валками 98. За валками 98 каландрування може розташовуватися пристрій 100 (Фіг. 3) для спрямування 5 UA 107980 C2 5 10 15 20 25 30 полотна 82 або до ріжучого пристрою 102, або на місце формування рулону 104 для складування. Як показано на Фіг. 4, пристрій для термообробки може також містити вузол 106 для накатування покривного шару 108 на одну із сторін полотна 82, в даному випадку на верхню поверхню. Вузол 106 встановлений безпосередньо на вході печі 84. Схожий пристрій 110 розташований за валками 98 каландрування з таким розрахунком, щоб можна було накатувати другий покривний шар 112 на протилежну сторону полотна 82, тут на нижню поверхню. Також пристрій дозволяє проводити холодне каландрування полотна, що є механічною операцією для стабілізації і фіксації необхідної товщини полотна, яку отримують залежно від ступеня каландрування (тиску і температури охолоджування), внаслідок чого полотно піддається інтенсивному нагрівання. Він може служити регулятором витрати і дегазатором повітря і/або летючих речовин, присутніх з початку процесу. Як видно на Фіг. 3, відходи матеріалу, що надходять з пристрою 80 формування полотна, накопичуються і подаються по лінії 114 на транспортер 73. Після подрібнення в дробарці 116 ці матеріали знову надходять на транспортер 73. Установка для утилізації оснащена також пристроєм 105 централізованої вентиляції з повітряними екстракторами для всмоктування і подачі повітря в основні пристрої установки: дробарки 61, 62, бункери, 69-71, щипальні машини 74, пристрій 80 формування полотна. Пил уловлюється за допомогою фільтру, наприклад, рукавного фільтру. Він може бути повторно використаний, наприклад, в дорожньому покритті. Кінцевим виробом є полотно з штампованого в гарячому вигляді матеріалу на основі деревини, завтовшки від 5 до 15 мм, наприклад, 10 мм. У кінцевому продукті містяться: - 50-95 ваг. % деревини, переважно 65-90 ваг. %, наприклад, 75-85 ваг. %; - 5-50 ваг. % двокомпонентних волокон, переважно 10-35 ваг. %, наприклад, 15-25 ваг. %. Наприклад, зміцнене полотно містить 80 ваг. % деревини і 20 ваг. % двокомпонентних волокон. Полотна, отримані описаним вище способом, можуть знайти застосування в численних випадках. Зокрема, вони можуть використовуватися в меблях і особливо придатні для операції гарячого штампування. Описані вище полотна можуть виготовлятися також з матеріалів, які не були отримані при вторинному використанні елементів ліжок або предметів меблів або виробничих відходів. Матеріали можуть бути сировиною, що безпосередньо поставляється виробникам і призначена спеціально для виробництва полотен. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб утилізації предметів меблів, що містять дерев'яні частини, зокрема корпусів ліжок, при цьому спосіб включає наступні етапи: - етап (20) подрібнення дерев'яних частин для отримання роздробленої деревини; - етап (22) змішування, на якому отримують суміш із вмістом заданої кількості подрібненої деревини та заданої кількості двокомпонентних волокон; - етап (24) формування з суміші незміцненого полотна матеріалу; - етап (26) термічного зміцнення незміцненого полотна матеріалу; - етап (27) каландрування зміцненого полотна матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що містить: етап (16) розбирання, на якому отримують основні матеріали шляхом розбирання предметів меблів; етап (18) сортування, на якому дерев'яні частини відокремлюють від основних матеріалів. 3. Спосіб за п. 1, який відрізняється тим, що на етапі (20) подрібнення предмети меблів подрібнюють цілком, без попереднього розбирання. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що містить етап (14) дезінфекції предметів меблів, передуючий етапу (20) подрібнення. 5. Спосіб за п. 4, який відрізняється тим, що дезінфекцію предметів меблів проводять хімічним способом шляхом напилення дезінфікуючого засобу на зовнішню поверхню предметів меблів або дією на предмети меблів мікрохвильовим випромінюванням. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що на етапі (24) формування незміцненого полотна матеріалу суміш захоплюють і розсівають потоком повітря в камері способом, відомим під назвою "air lay". 6 UA 107980 C2 5 10 15 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що перед етапом (20) подрібнення містить етап виявлення множини заданих хімічних сполук в предметах меблів. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що суміш містить 50-95 ваг. % подрібненої деревини і 5-50 ваг. % двокомпонентних волокон. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що дерев'яні частини подрібнюють з отриманням стружки довжиною від 10 до 20 мм і шириною від 2 до 5 мм. 10. Полотно матеріалу, отримане способом за будь-яким з пп. 1-9, при цьому полотно складається з суміші двокомпонентних волокон і подрібненої деревини. 11. Полотно за п. 10, яке відрізняється тим, що зазначена суміш містить 50-95 ваг. % подрібненої деревини та 5-50 ваг. % двокомпонентних волокон. 12. Установка для утилізації предметів меблів, що мають в своєму складі дерев'яні частини, яка містить: - дробарки (58, 59, 60) для подрібнення дерев'яних частин; - пристрій (68) змішувача, виконаний з можливістю отримання суміші, що містить задану кількість подрібненої деревини і задану кількість двокомпонентних волокон; - пристрій (80) для формування незміцненого полотна матеріалу на основі суміші; - пристрій (84) для термічного зміцнення незміцненого полотна матеріалу; - пристрій каландрування зміцненого полотна матеріалу. 7 UA 107980 C2 8 UA 107980 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for recycling furniture, in particular bed bases, web of material obtained by such a method, and associated recycling installation
Автори англійськоюLanza, Remy, Touati, Salim
Автори російськоюЛанза Реми, Туати Салим
МПК / Мітки
Мітки: предметів, спосіб, утилізації, меблів, зокрема, відповідна, ліжок, способом, матеріалу, установка, корпусів, цим, полотно, отримане
Код посилання
<a href="https://ua.patents.su/11-107980-sposib-utilizaci-predmetiv-mebliv-zokrema-korpusiv-lizhok-polotno-materialu-otrimane-cim-sposobom-ta-vidpovidna-ustanovka-dlya-utilizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб утилізації предметів меблів, зокрема корпусів ліжок, полотно матеріалу, отримане цим способом, та відповідна установка для утилізації</a>
Спосіб (варіанти) виготовлення багатошарового матеріалу, багатошарове скло, отримане цим способом, а також пристрій (варіанти) для здійснення цього способу
Номер патенту: 77480
Опубліковано: 15.12.2006
Автори: Кроммен Хан Ерберт Ліліане, Коран Франсуа Андре, Бурсьє Девід Пол
МПК: B32B 17/06, C03C 27/12
Мітки: багатошарове, матеріалу, цього, виготовлення, багатошарового, також, скло, пристрій, способом, отримане, цим, здійснення, способу, варіанти, спосіб
Формула / Реферат:
1. Спосіб виготовлення багатошарового матеріалу, що містить наступні етапи:позиціонування синтетичного матеріалу, що має вміст вологи менше 0,35 вагових відсотків по відношенню до його ваги, навпроти щонайменше однієї жорсткої підкладки,попереднє нагрівання щонайменше однієї жорсткої підкладки або синтетичного матеріалу, або будь-якої їх комбінації до температури склеювання, склеювання синтетичного матеріалу і підкладки за...
Сітчасте ткане полотно та сітка для спеціальних ліжок опікових лікарень
Номер патенту: 39776
Опубліковано: 15.10.2003
Автори: Воронін Анатолій Васильович, Зозовський Аркадій Ільїч, Бєлік Анатолій Іванович, Семенюк Василь Омельянович, Бєлік Владислав Анатолійович
Мітки: сітчасте, опікових, сітка, ткане, ліжок, спеціальних, полотно, лікарень
Формула / Реферат:
1. Сітчасте ткане полотно, що містить синтетичні мононитки діаметром до 0,2 мм зі щільністю по основі i по утоку не менше 11 ниток на 1 см, яке відрізняється тим, що вічко сітки виконане з максимальним розміром 0,78 х 0,78 мм.2. Cітка для ліжок опікових лікарень із сітчастого полотна по п. 1, яка відрізняється тим, що має заткані по основі на крайці бавовняні кручені нитки 50 текс. х 2 по дві з кожного боку полотна i на відстані до 2...
Спосіб обробки поверхні скла металевим алюмінієм, його застосування та скло, отримане цим способом
Номер патенту: 88164
Опубліковано: 25.09.2009
Автор: Хессенкемпер Хайко
МПК: C03C 17/06, C03C 21/00
Мітки: способом, обробки, поверхні, металевим, цим, алюмінієм, застосування, скла, скло, отримане, спосіб
Формула / Реферат:
1. Спосіб обробки поверхні скла, склад якого принаймні у наближених до поверхні ділянках має більшу молярну частку лужних металів, ніж алюмінію, який включає в себе наступну операцію обробки:створення контакту поверхні скла з металевим алюмінієм, причому температура під час контакту на ділянці оброблюваної поверхні складає до 800 °С вище, ніж температура трансформації скла.2. Спосіб за п. 1, який відрізняється тим, що контакт...
Спосіб одержання виливка, зокрема листа зі зносостійкої сталі та отриманий цим способом сталевий виливок, зокрема лист
Номер патенту: 78624
Опубліковано: 10.04.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 1/18, C22C 38/00
Мітки: способом, виливок, лист, листа, зносостійкої, цим, виливка, сталі, одержання, сталевий, отриманий, зокрема, спосіб
Формула / Реферат:
1. Спосіб одержання виливка, зокрема листа зі зносостійкої сталі, що має такий хімічний склад, у мас. %:0,24 ≤ С < 0,35 Si не більше 2Al не більше 20,5 ≤ Si + Al ≤ 2Mn не більше 5Ni не більше 5Cr не більше 5Mo не більше 1W не більше 20,1 ≤ Mo + W/2 ≤ 1В не більше 0,02Ті не більше 1,1 Zr не більше 2,2 0,35 < Ti...
Установка для утилізації гумовмісних відходів, зокрема автомобільних шин
Номер патенту: 7534
Опубліковано: 15.06.2005
Автори: Рибченко Віктор Іванович, Саксонов Сергій Андрійович
МПК: C10G 1/00, F23G 7/12, C08J 11/04, C08J 11/00
Мітки: установка, відходів, утилізації, гумовмісних, шин, автомобільних, зокрема
Формула / Реферат:
1. Установка для утилізації гумовмісних відходів, зокрема автомобільних шин, що містить реактор з герметично закритою піролізною камерою, системою завантажування гумовмісних відходів та вивантажування твердих продуктів піролізу та системою нагрівання гумовмісних відходів до температури піролізу, систему сепарації та очистки рідких і газоподібних продуктів піролізу з системою подачі частини газоподібних продуктів піролізу в систему нагрівання...
Попередній патент: Судно
Наступний патент: Спосіб виготовлення сталевих смуг за допомогою безперервного прокатування або напівбезперервного прокатування
Випадковий патент: Пристрій фіксації і розфіксації бронежилета