Спосіб виготовлення сталевих смуг за допомогою безперервного прокатування або напівбезперервного прокатування
Формула / Реферат
1. Спосіб виготовлення сталевої смуги (1) за допомогою безперервного прокатування або напівбезперервного прокатування, при якому спочатку в ливарному агрегаті відливають сляб (3), цей сляб (3) в чорновій групі (4) прокатних клітей прокатують із одержанням підкату (3'), підкат (3') нагрівають в печі (7) і нагрітий підкат (3') прокатують начисто в чистовій групі (5) прокатних клітей до заданої кінцевої товщини і заданої кінцевої температури прокатування, який відрізняється тим, що
- при зміні температури (Т2) підкату (3') при вході в чистову групу (5) прокатних клітей більш ніж на 1 К/с, зокрема більш ніж на 5 К/с, і/або
- при зміні масового потоку підкату при вході до чистової групи (5) прокатних клітей більш ніж на 0,2 %/с, зокрема більш ніж на 1,5 %/с,
вибирають нову програму проходів, за допомогою якої досягають бажану кінцеву товщину і бажану кінцеву температуру прокатування, при цьому останню прокатну кліть чистової групи (5) прокатних клітей, що знаходиться в контакті, виводять з контакту з прокатом, або в контакт з прокатом приводять прокатну кліть чистової групи прокатних клітей, яка включена після останньої прокатної кліті, що знаходиться в контакті, за тієї додаткової умови, що досягається скорочення до мінімуму енергії, яка підводиться до печі (7) і/або чистової групи (5) прокатних клітей,
і що вхідну температуру (Т2) підкату (3') встановлюють за допомогою регулювання печі (7) і прокатних клітей (5) згідно з новою програмою проходів.
2. Спосіб за п. 1, який відрізняється тим, що нову програму проходів визначають під час поточного процесу прокатування.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що нову програму проходів складають за допомогою математичної моделі процесу, яка відтворює процес прокатування щонайменше всіх прокатних клітей (51-56) чистової групи (5) прокатних клітей.
4. Спосіб за п. 3, який відрізняється тим, що за допомогою моделі процесу програми проходів щонайменше розраховують також кінцеву температуру прокатування сталевої смуги, кінцеву товщину сталевої смуги, а також загальну потребу в енергії чистової групи (5) прокатних клітей і печі (7), при цьому кількість прокатних клітей (51-56) варіюють і визначають відповідну енергію для прокатних клітей і печі, і у випадку, якщо при дотриманні заданих граничних значень для регулювань прокатних клітей і печі в одному з варіантів одержують скорочення загальної потреби в енергії, цей варіант закладають в основу нової програми проходів.
5. Спосіб за п. 4, який відрізняється тим, що за допомогою моделі процесу програми проходів розраховують також кінцеву температуру прокатування сталевої смуги, кінцеву товщину сталевої смуги, а також загальну потребу в енергії печі (7), при цьому кількість прокатних клітей (51-56) варіюють і визначають відповідну енергію для печі, і у випадку, якщо при дотриманні заданих граничних значень для регулювань прокатних клітей і печі в одному з варіантів одержують скорочення енергії для печі, цей варіант закладають в основу нової програми проходів.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що товщину підкату (3') змінюють з метою скорочення до мінімуму енергії, необхідної для печі (7).
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що він застосовується при пуску і переході на підвищене навантаження об'єднаного ливарно-прокатного агрегату після перерви в литті і прокатуванні для безперервного прокатування або напівбезперервного прокатування.
8. Спосіб за одним із пп. 1-7, який відрізняється тим, що підкат (3'), який підлягає прокатуванню, вже знаходиться в чистовій групі (5) прокатних клітей, коли прокатна кліть (51-56) приводять в контакт з прокатом або виводять з контакту з прокатом.
9. Спосіб за одним із пп. 1-7, який відрізняється тим, що підкат (3'), який підлягає прокатуванню, при напівбезперервному прокатуванні лише тоді вводять до чистової групи (5) прокатних клітей, коли одна прокатна кліть (51-56) згідно з новою програмою проходів підведена або відведена.
10. Машинозчитуваний комп′ютерний носій даних, що містить комп′ютерний програмний продукт, який при його завантаженні і виконанні на комп′ютері здійснює спосіб за будь-яким із пп. 1-9.
Текст
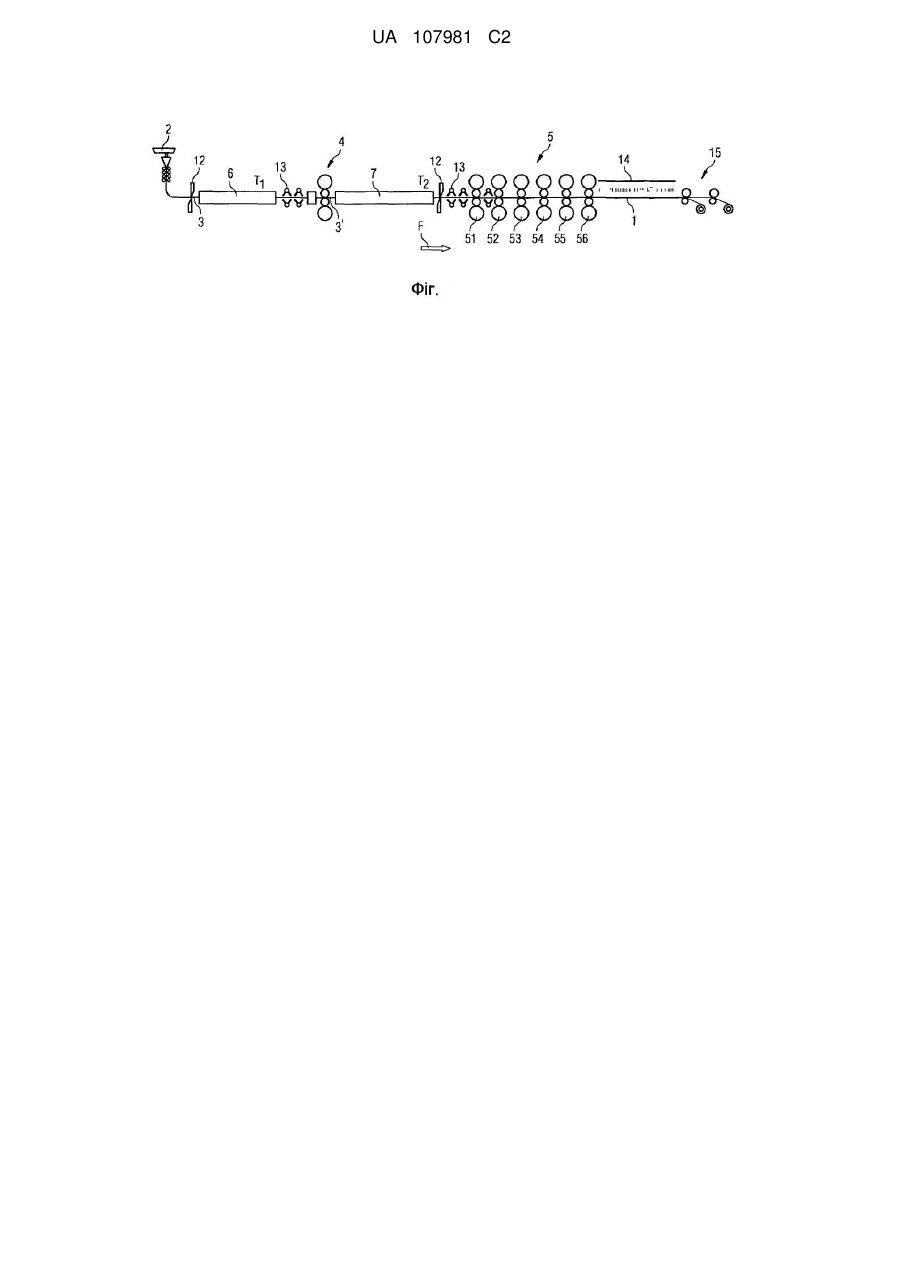
Реферат: Винахід стосується способу виготовлення сталевої смуги (1) за допомогою безперервного прокатування або напівбезперервного прокатування, при якому спочатку в ливарному агрегаті (2) відлився сляб (3), цей сляб (3) в чорновій групі (4) прокатних клітей прокатується із одержанням підкату (3'), підкат (3') нагрівається в печі (7), і підкат (3') прокатується начисто в чистовій групі (5) прокатних клітей до заданої кінцевої товщини і заданої кінцевої температури прокатування. Для забезпечення бажаної кінцевої товщини і кінцевої температури прокатування сталевої смуги передбачається, щоб при зміні вхідної температури (Т2) і/або вхідного масового потоку підкату (3') вибиралася нова програма проходів, за допомогою якої досягається бажана кінцева товщина і бажана кінцева температура прокатування, при цьому остання прокатна кліть чистової групи (5) прокатних клітей, що знаходиться в контакті, виводиться з контакту з прокатом, або в контакт з прокатом приводиться прокатна кліть чистової групи прокатних клітей, яка включена після останньої прокатної кліті, що знаходиться в контакті, і за допомогою якої додатково досягається скорочення до мінімуму енергії, що підводиться до печі (7) і/або чистової групи (5) прокатних клітей. UA 107981 C2 (12) UA 107981 C2 UA 107981 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Винахід стосується способу виготовлення сталевої смуги за допомогою безперервного прокатування або напівбезперервного прокатування, при якому спочатку в одному ливарному агрегаті відливається сляб, цей сляб в чорновій групі прокатних клітей прокатується із одержанням підкату, підкат нагрівається в печі і нагрітий підкат прокатується начисто в чистовій групі прокатних клітей до заданої кінцевої товщини і заданої кінцевої температури прокатування. Про "безперервне прокатування" говорять, коли ливарний агрегат сполучений з прокатним агрегатом так, що відливаний у ливарному агрегаті сляб безпосередньо, без відділення від тільки що відлитої частини сляба і без тимчасового складування, прямує в прокатний агрегат і там прокатується до кінцевої товщини. Початок сляба може бути, таким чином, вже прокатано із одержанням сталевої смуги до кінцевої товщини, тоді як ливарний агрегат продовжує відливати той же самий сляб, тобто кінця сляба не існує. Говорять також про безпосередньо зв'язаний режим роботи або безперервний режим роботи ливарно-прокатного агрегату. При так званому "напівбезперервному прокатуванні" відлиті сляби після лиття розділяються, і відокремлені сляби без тимчасового складування і охолоджування до температури довкілля подаються у прокатний агрегат. Сляб, що виходить з ливарного агрегату, як правило, піддається видаленню окалини, прокатується начорно, підкат, що утворився при цьому, нагрівається в печі і прокатується начисто в чистовій групі прокатних клітей. У чистовій групі прокатних клітей, як правило, здійснюється гаряче прокатування, це означає, що прокат при прокатуванні має температуру вище за його температуру рекристалізації. Для сталі це область вище приблизно 720 °C, зазвичай гаряче прокатування здійснюється при температурах до 1200 °C. При гарячому прокатуванні сталі метал знаходиться найчастіше в аустенітному стані, коли атоми заліза розташовані кубічно гранецентровано. Про прокатування в аустенітному стані говорять, коли як початкова, так ι кінцева температура прокатування лежать в аустенітній області відповідної сталі. Аустенітна область сталі залежить від складу сталі, але, як правило, лежить вище 800 °C. Щоб під час всього процесу чистового прокатування надійно здійснювати прокатування в аустенітному стані, як правило, в програмах проходів задається відповідно висока кінцева температура прокатування. Рівень техніки З рівня техніки досить відоме безперервне прокатування або напівбезперервне прокатування сталевої смуги, а також ті недоліки, які воно має зокрема, при безперервному прокатуванні із-за безпосереднього зв'язку ливарного агрегату і прокатного агрегату кожне коливання в процесі лиття передається на процес прокатування При прибутку злитка, при швидкості лиття, що коливається, і при несправностях ливарного агрегату можуть відбуватися коливання швидкості і температури підкату, що, у свою чергу, може впливати на чистове прокатування сталевої смуги і приводити до коливань якості. Зокрема, може змінюватися масовий або, відповідно, об'ємний потік підкату і температура підкату. Масовий або, відповідно, об'ємний потік змінюється, наприклад, тоді, коли при постійній товщині і ширині підкату швидкість підкату змінюється, або коли при постійній товщині і ширині підкату швидкість підкату змінюється, або коли при постійній ширині ι швидкості підкату товщина змінюється. Замість об'ємного потоку в технології прокатування часто використовується питомий об'ємний потік на одиницю ширини, тобто у вигляді об'ємного потоку на одиничну ширину (1 м), який може бути представлений як добуток товщини смуги і швидкості смуги, зокрема, тоді, коли для даного процесу ширина смуги не грає особливої ролі. Це часто відноситься до тих випадків, коли ширина складає щонайменше семи-десятиразову величину товщини. (Питомий на одиницю ширини) масовий потік отримують, як відомо, шляхом множення (питомого на одиницю ширини) об'ємного потоку на щільність смуги. Коливання температури і/або питомого на одиницю ширини масового або, відповідно, об'ємного потоку можуть приводити до того, що фактична кінцева температура прокатування, тобто температура сталевої смуги після останньої прокатної кліті чистової групи прокатних клітей, відрізняється від бажаної кінцевої температури прокатування, що може бути пов'язане з погіршенням якості. Так, мікроструктура сталевої смуги, як суттєва властивість продукту, може відрізнятися від бажаної мікроструктури, наприклад, аустенітної мікроструктури. Але можуть також відбуватися відхилення від бажаної товщини або від бажаного профілю сталевої смуги. Але якість готової сталевої смуги може бути і настільки поганою, що вона вважатиметься браком. При традиційному гарячому прокатуванні слябів або підкатів, які відокремлені від безперервнолитої заготовки, зазвичай допускається зміна кінцевої товщини сталевої смуги 1 UA 107981 C2 5 10 15 20 25 30 35 40 45 50 55 лише від одного сляба або, відповідно, одного підкату до наступного сляба або, відповідно, наступного підкату. Також залежність від часу температури підкату на вході до чистової групи прокатних клітей, а також залежність від часу об'ємного потоку (зміна товщини, зміна ширини) і, зокрема, фіксована температура чистового прокатування (в останній прокатній кліті) для сляба або, відповідно, підкату завжди встановлюється заздалегідь. Під час прокатування одного і того ж сляба або, відповідно, одного і того ж підкату відхилення від цих намічених або, відповідно, очікуваних залежностей, як правило, не допускається. Поступове зниження температури підкату на вході до чистової групи прокатних клітей компенсується підвищенням швидкості підкату (Speed-up), так що розподіл обтискання за прохід по окремих прокатних клітях і кінцева температура прокатування все ж можуть приблизно дотримуватися. Зміни програми проходів, тобто розподіли обтискань за прохід по окремих прокатних клітях, виконуються під час холостого ходу між виходом готової сталевої смуги і входом наступного підкату. При цьому не виникає критичних робочих станів у чистовій групі прокатних клітей, тому що основне регулювання прокатного стану вже було визначене заздалегідь для кожного підкату. Раптові зміни температури підкату на вході до чистової групи прокатних клітей призводять до збільшення браку, раптові зміни об'ємного потоку при вході підкату до чистової групи прокатних клітей при цьому виключені. При напівбезперервному прокатуванні сляб, що найчастіше має надлишкову довжину, відділяється від безперервнолитої заготовки ливарного агрегату, новий вхідний сляб може загальмовуватися, щоб заново розраховувати програму проходів чистової групи прокатних клітей у зв'язку із зміною властивостей (температура, ширина, товщина, швидкість сляба або, відповідно, підкату) або у зв'язку з встановленням нової кінцевої товщини. При повністю безперервному нескінченному прокатуванні періоди часу холостого ходу між окремими металевими смугами або, відповідно, слябами відсутні, і всі зміни робочого стану комбінованого агрегату повинні здійснюватися в режимі навантаження, тобто в той час, коли сталева смуга прокатується в чистовій групі прокатних клітей. Щоб забезпечити для відповідного способу досить високу кінцеву температуру прокатування, DE 102007058709 А1 пропонує визначати функціональний взаємозв'язок швидкості або масового потоку, з одного боку, і кінцевої температури прокатування, з іншого боку, для певної кількості активних прокатних клітей і різні кінцеві товщини, визначати оптимальну кількість активних прокатних клітей при задаванні певної швидкості або, відповідно, масового потоку, за допомогою яких досягається бажана кінцева температура прокатування і при необхідності відводити деяку кількість прокатних клітей, так щоб було активною лише оптимальна кількість прокатних клітей. Але за рахунок одного лише досягнення бажаної кінцевої температури прокатування не може забезпечуватися також досягнення певної кінцевої товщини сталевої смуги. Згідно з DE 102007058709 А1, абзац 20, до цього навіть і не прагнуть. Виклад винаходу Тому задачею винаходу є вказати спосіб, який при коливаннях масового або, відповідно, об'ємного потоку і/або швидкості підкату, якщо технічно можливо, забезпечує досягнення бажаної кінцевої товщини і, в будь-якому разі, досягнення бажаної кінцевої температури прокатування сталевої смуги, тобто досягнення тієї кінцевої товщини або, відповідно, тієї кінцевої температури прокатування, яка бажана і досяжна без вищеназваних коливань у безперебійній роботі безперервно комбінованого агрегату. Такий спосіб застосовний навіть у разі переходу на підвищене навантаження безперервно комбінованого агрегату, коли питомий на одиницю ширини масовий або, відповідно, об'ємний потік підкату лише поступово збільшується. Задача вирішується за рахунок того, що - при зміні температури підкату при вході до чистової групи прокатних клітей більш ніж на 1 К/с, зокрема, більш ніж на 5 К/с, і/або - при зміні масового потоку підкату при вході до чистової групи прокатних клітей більш ніж на 0,2 %/с, зокрема, більш ніж на 1,5 %/с, вибирається нова програма проходів, за допомогою якої досягається бажана кінцева товщина і бажана кінцева температура прокатування, при цьому остання прокатна кліть чистової групи прокатних клітей, що знаходиться в контакті, виводиться з контакту з прокатом, або в контакт з прокатом вводиться прокатна кліть чистової групи прокатних клітей, яка включена після останньої прокатної кліті, що знаходиться в контакті, за тієї суттєвої додаткової умови, що досягається скорочення до мінімуму енергії, яка підводиться до печі і/або чистової групи прокатних клітей, 2 UA 107981 C2 5 10 15 20 25 30 35 40 45 50 55 і що вхідна температура підкату встановлюється за допомогою регулювання печі і прокатних клітей згідно з новою програмою проходів. Зміни температури на вході або, відповідно, масового потоку на вході реєструються за допомогою вимірювальних приладів, при цьому для забезпечення істинності і точності сигналів приймаються звичайні заходи, які інколи бувають вже інтегровані у вимірювальні прилади, або здійснюються при обробці результатів вимірів на статистичній основі. Зокрема, при цьому застосовуються так звані методи фільтрації, щоб лише статистично значущі і звільнені від звичайних сигнальних шумів значення вимірів використовувалися для оцінки поточної постійності або змінності масового потоку на вході або, відповідно, температури на вході. Отже, коли виникає суттєва зміна масового потоку і/або температури підкату при вході до чистової групи прокатних клітей, то повинна застосовуватися нова програма проходів, щоб, крім того, досягти бажаної кінцевої товщини і кінцевої температури прокатування сталевої смуги. Зміна температури підкату при вході до чистової групи прокатних клітей більш ніж на 1 К/с, або, відповідно, масового потоку підкату на вході більш ніж на 0,2 %/с відповідає умовам при переході на підвищене навантаження комбінованого ливарно-прокатного агрегату і є постійною або поступовою зміною температури на вході і масового потоку на вході. Значення більш ніж 5 К/с або, відповідно, більш ніж 1,5 %/с відповідають значенням при несправності комбінованого ливарно-прокатного агрегату і є значною і найчастіше також раптово виникаючою зміною температури на вході і масового потоку на вході. При визначенні нової програми проходів намагаються досягти кінцевої товщини і кінцевої температури прокатування сталевої смуги, скорочуючи до мінімуму енергію, що витрачається на це в печі і/або в чистовій групі прокатних клітей. Енергія може економитися, коли відводиться прокатна кліть, обов'язкова необхідність в якій відсутня, тобто яка після цього більше не знаходиться у контакті із сталевою смугою, і тоді сталева смуга без зміни товщини проходить через цю прокатну кліть. Але при цьому при зміні програми проходів завжди підключається лише одна прокатна кліть, причому завжди лише та, яка перед цим останньою знаходилася у контакті із сталевою смугою. Тобто, коли перед цим з шести прокатних клітей чистової групи прокатних клітей лише перші п'ять знаходилися у контакті із сталевою смугою, тобто були "активні", то згідно з винаходом лише п'ята прокатна кліть при необхідності може відводитися, а, наприклад, не четверта. Але може бути необхідно підключити одну прокатну кліть, тому що інакше не може бути досягнута бажана кінцева товщина і кінцева температура прокатування, навіть якщо це приводить до збільшення необхідної енергії. При цьому за одну зміну програми проходів завжди підключається лише одна прокатна кліть, причому завжди лише та, яка включена безпосередньо після останньої прокатної кліті, що знаходиться в контакті. Тобто якщо з шести прокатних клітей чистової групи прокатних клітей останніми, тобто до зміни програми проходів, лише перші чотири знаходилися у контакті із сталевою смугою (були "активні"), то може бути підключена лише п'ята прокатна кліть, а, наприклад, не шоста, яка в цьому випадку є останньою прокатною кліттю чистової групи прокатних клітей Тому при скороченні до мінімуму енергії завжди слід брати до уваги, наприклад, при формулюванні відповідної краєвої умови в математичній моделі процесу, щоб досягалася без змін бажана кінцева товщина прокатування. Але енергія може також економитися, коли знижується температура на вході, тобто та температура, з якою підкат виходить з печі ι входить до чистової групи прокатних клітей. Це буде можливо, зокрема, тоді, коли кількість активних прокатних клітей чистової групи прокатних клітей скорочується на одну і в активних прокатних клітях, що залишилися, відбуваються обтискання товщини сталевої смуги, близькі до максимально можливих ступенів обтискання (відносна зміна товщини сталевої смуги після і перед прокатною кліттю), тому що при цьому на одну прокатну кліть утворюється більше дисипативної теплоти деформації, яка додатково нагріває сталеву смугу. Максимально можливі ступені обтискання визначаються, з одного боку, властивостями матеріалу самої сталевої смуги, з іншого боку, прокатною кліттю, яка може докладати лише кінцеве зусилля прокатування. Не потрібно спеціально згадувати про те, що при запропонованому винаходом способі доцільні лише регулювання прокатних клітей в рамках заданих граничних значень, щоб уникнути пошкодження комбінованого агрегату і, зокрема, чистової групи прокатних клітей. Так, наприклад, для прокатних клітей задані максимально допустимі зусилля прокатування і вигину, перевищення яких може привести до пошкодження прокатних клітей або до руйнування валків. Крім того, існують граничні значення для максимально можливої швидкості сталевої смуги, які можуть бути задані як приводом прокатних клітей і/або моталок, так і властивостями сталевої смуги, наприклад, щоб уникнути й пошкодження. 3 UA 107981 C2 5 10 15 20 25 30 35 40 45 50 55 60 Але коли окремі активні прокатні кліті чистової групи прокатних клітей ще не досягли граничних значень, то згідно з винаходом передбачено при зростаючому масовому потоці підкату відводити останню прокатну кліть і розподіляти обтискання за прохід по активних прокатних клітях, що залишилися після цього. Завдяки цьому може економитися енергія для печі, тому що внаслідок тепер більш високих змін товщини на одну прокатну кліть більше енергії у вигляді теплоти перетворення поступає у сталеву смугу, і завдяки цьому сталева смуга нагрівається. Тому під терміном "якщо технічно можливо" в постановці задачі (точніше якщо можливо в рамках граничних значень технологічного устаткування) слід розуміти, що прагнути до спочатку бажаної кінцевої товщини можна лише тоді, коли це можливо в рамках прокатних клітей граничних значень, що діють для чистової групи, зокрема, максимально допустимих зусиль прокатування і вигину. Це, як правило, буде можливо тоді, коли температура на вході або, відповідно, масовий потік на вході збільшуються, і підключається додаткова прокатна кліть. Але спочатку бажана кінцева товщина, можливо, не зможе дотримуватися тоді, коли температура на вході або, відповідно, масовий потік на вході знижуватимуться і одна прокатна кліть буде відведена, тому що тоді в деяких випадках необхідні для дотримання кінцевої товщини зусилля прокатування і вигину чистової групи прокатних клітей перевищили б граничні значення. Тобто тоді повинна допускатися кінцева товщина більшої величини, що не повинно бути недоліком, коли в програмі прокатування пізніше і так вже повинна прокатуватися кінцева товщина більшої величини. Коли прокатна кліть підводиться або відводиться, то в будь-якому разі обтискання за прохід, тобто зміни товщини на одну прокатну кліть, повинні розподілятися заново по окремих активних після цього прокатних клітях. Розподіл обтискань за прохід по окремих прокатних клітях є тим, що фахівець називає "програмою проходів". Але програма проходів містить, крім того, інші інформаційні дані по процесу прокатування, що достатньо відомо фахівцю. Прокат, тобто сталева смуга, у кожен момент часу процесу прокатування і в той же час також в програмі проходів описується щонайменше такими величинами: швидкість, товщина, температура і відносний профіль (товщина смуги в середині відносно краю). Кожна прокатна кліть, також в програмі проходів, відрізняється щонайменше такими величинами, які одночасно є регулюючими величинами прокатної кліті: окружна швидкість робочих валків, зусилля прокатування і зусилля вигину. Може бути передбачено, щоб нова програма проходів визначалася під час поточного процесу прокатування. При цьому нова програма проходів може розраховуватися заново і тому особливо точно на основі поточних даних виміру процесу прокатування. Зрозуміло, можна було б також заздалегідь розраховувати різні програми проходів з різними даними процесу прокатування перед процесом прокатування і зберігати у банку даних, так щоб потім при значущій зміні температури на вході і/або масового потоку на вході із збережених в пам'яті програм проходів можна було вибрати відповідну нову програму проходів. Але оскільки завжди може заздалегідь розраховуватися і зберігатися в банку даних лише деяка кінцева кількість програм проходів, і ці програми потім будуть не зовсім відповідними для даного процесу прокатування, цей порядок дій приведе до порівняно гірших результатів, ніж розрахунок нової програми проходів під час поточного процесу прокатування (розрахунок онлайн). Щонайкраще запропонована винаходом нова програма проходів складається за допомогою математичної моделі процесу, яка відтворює процес прокатування щонайменше всіх прокатних клітей чистової групи прокатних клітей. Під час поточного процесу прокатування процес прокатування в чистовій групі прокатних клітей може розраховуватися заново на основі моделі процесу кілька разів за хвилину. При цьому в кожному кроці розрахунку можуть розраховуватися, наприклад, кінцева температура прокатування, кінцева товщина, потрібні на одну кліть зусилля прокатування і вигину, а також потреба в енергії чистової групи прокатних клітей і печі. Потім розподіл зусилля прокатування по окремих прокатних клітях, а також кількість активних прокатних клітей варіюється і визначається з урахуванням того, чи було б енергетично переважно мати на одну активну прокатну кліть менше при дотриманні меж устаткування і меж експлуатації. Фахівцю такі математичні моделі процесу відомі, деякі їх приклади приведені, наприклад, в публікації ЕР 1014239 А1, при цьому найчастіше застосовується декілька окремих моделей моделі зусилля прокатування, моделі швидкості, моделі температури і моделі профілю. Щоб досягти скорочення до мінімуму енергії, яка подається до печі і/або до чистової групи прокатних клітей, може складатися так звана цільова функція, яка піддається математичній оптимізації, наприклад, утворенню екстремумів, і визначені таким чином значення цільової функції використовуються для складання програми проходів. 4 UA 107981 C2 5 10 15 20 25 30 35 40 45 50 55 60 Визначені шляхом оптимізації значення цільової функції можуть, наприклад, використовуватися безпосередньо як параметри програми проходів. Один з можливих варіантів здійснення полягає в тому, що цільова функція є функцією змінних стану прокату, таких як швидкість, товщина, температура, відносний профіль, і/або контрольних змінних, таких як окружна швидкість, зусилля прокатування, зусилля вигину. В даному винаході цільова функція буде енергією, яка подається до печі і/або чистової групи прокатних клітей, так щоб, наприклад, розраховувалася програма проходів з особливо низькою енергією. Завдяки тому, що щонайменше одна поставлена в програмі проходів у вигляді граничного значення умова при оптимізації враховується як додаткова умова, простим чином в оптимізацію включаються граничні значення технічного устаткування або технології. Крім того, щонайменше одна умова, яка вказує фіксоване значення для контрольної змінної або змінної стану, враховується при оптимізації як додаткова умова. Завдяки цьому задані значення, а саме, бажана кінцева товщина і кінцева температура прокатування, можуть включатися в оптимізацію. Які математичні способи вже конкретно застосовуються для оптимізації надається вирішувати фахівцю і тут детально не викладається. Деякі застосовні способи приведені у вже згаданій ЕР 1014239 А1. Якщо знаходження нової програми проходів з бажаною кінцевою товщиною і кінцевою температурою прокатування неможливе, то може використовуватися та програма проходів, для якої за заданих додаткових умов рішення знаходиться з найменшим збитком для цих додаткових умов. Наприклад, відхилення від бажаної кінцевої товщини може допускатися, коли такий продукт і так повинен був би виготовлятися в пізніший момент часу згідно з виробничою програмою. Але щонайменше може досягатися кінцева температура прокатування, коли метал знаходиться в аустенітному стані. Конкретно може бути передбачено, щоб за допомогою моделі процесу програми проходів щонайменше розраховувалася також кінцева температура прокатування сталевої смуги, кінцева товщина сталевої смуги, а також загальна потреба в енергії чистової групи прокатних клітей і печі, при цьому кількість прокатних клітей варіюється і визначається відповідна енергія для прокатних клітей і печі, і у випадку якщо при дотриманні заданих граничних значень для регулювань прокатних клітей і печі в одному з варіантів одержується скорочення загальної потреби в енергії, цей варіант закладається в основу нової програми проходів. Але можна також прагнути лише до скорочення до мінімуму енергії печі, відповідно тоді передбачено, щоб за допомогою моделі процесу програми проходів розраховувалася також кінцева температура прокатування сталевої смуги, кінцева товщина сталевої смуги, а також загальна потреба в енергії печі, при цьому кількість прокатних клітей варіюється і визначається відповідна енергія для печі, і у випадку якщо при дотриманні заданих граничних значень для регулювань прокатних клітей і печі в одному з варіантів одержується скорочення енергії для печі, цей варіант закладається в основу нової програми проходів. Інша можливість скорочення до мінімуму необхідної для печі енергії полягає в тому, щоб змінювати товщину підкату. При цьому також прокатні кліті чорнової групи прокатних клітей повинні включатися в програму проходів, яка підлягає новому розрахунку. Причому вважається, що чим тонше підкат, тим менше енергія для нагріву підкату в печі. Втім, тут ціль полягає в тому, щоб при заданих значеннях масового потоку на вході, кінцевої товщини смуги і кінцевої температури прокатування вибирати таку товщину підкату, щоб активні прокатні кліті чистової групи прокатних клітей працювали як можна ближче до максимально можливих ступенів обтискання, щоб заощаджену в печі енергію замінити дисипативною теплотою деформації. Температура сталевої смуги при виході з печі, яка пропорційна енергії, що підводиться до печі, взагалі повинна не перевищувати 1250 °C, ще краще бути нижче 1220 °C. Але якщо ступені обтискання в прокатних клітях чистової групи прокатних клітей підвищуються, температура сталевої смуги при виході з печі може опускатися, наприклад, приблизно до 1090 °C. Запропонований винаходом спосіб може застосовуватися як для безперервного прокатування, так і для напівбезперервного прокатування. Зокрема, він може застосовуватися для пуску і переходу на підвищене навантаження об'єднаного ливарно-прокатного агрегату після перерви в литті і прокатуванні, тобто при щоденному новому пуску агрегату, а не лише після простою агрегату внаслідок несправності. Якщо він застосовується для напівбезперервного прокатування, тоді принципово існують дві можливості для того, коли відбувається зміна програми проходів і в той же час, коли підводиться або відводиться прокатна кліть для виконання нової програми проходів. Підкат, що підлягає прокатуванню, може вже знаходитися в чистовій групі прокатних клітей, коли прокатна кліть приводиться у контакт з прокатом або виводиться з контакту з прокатом. Це 5 UA 107981 C2 5 10 15 20 25 30 35 40 45 50 55 відповідає способу при безперервному прокатуванні, коли безкінечна сталева смуга проходить через всі прокатні кліті. При напівбезперервному прокатуванні з розділених слябів утворюється декілька підкатів, які відносно близько один до одного послідовно входять до чистової групи прокатних клітей, найчастіше з тимчасовим інтервалом, що дорівнює менше 20 секунд, переважно менше 10 секунд, зокрема, менше п'яти секунд. При цьому першому варіанті підведення або відведення прокатної кліті виконується без урахування того, чи знаходиться сталева смуга в чистовій групі прокатних клітей чи ні. Тому з великою вірогідністю це відбуватиметься саме тоді, коли сталева смуга знаходиться у відповідній прокатній кліті. При другому варіанті передбачено, щоб підкат, що підлягає прокатуванню, при напівбезперервному прокатуванні лише тоді входив до чистової групи прокатних клітей, коли одна прокатна кліть згідно з новою програмою проходів була підведена або відведена. Це означає, що для цього перед чистовою групою прокатних клітей повинні розташовуватися ножиці, які розділяють підкат, щоб та частина, яка вже знаходиться в чистовій групі прокатних клітей, могла прискорено виводитися з чистової групи прокатних клітей, тоді як частина, що ще не знаходиться в чистовій групі прокатних клітей, до тих пір не входить до чистової групи прокатних клітей (або щонайменше не входить у призначену для перестановки прокатну кліть), поки відповідна прокатна кліть не буде відрегульована згідно з новою програмою проходів. Розділення підкату не є недоліком, тому що готова смуга, як правило, дуже довга для одного рулону і тому після чистової групи прокатних клітей і так щонайменше один раз повинна відрізуватися для змотування її щонайменше в два рулони. Тобто замість того, щоб виконувати різання сталевої смуги після чистової групи прокатних клітей, можна виконувати її вже перед чистовою групою прокатних клітей, і при цьому одночасно створювати перерву для необхідного переходу на нову програму проходів. При відведенні або підведенні прокатної кліті зазор між валками за одну секунду може збільшуватися або, відповідно, зменшуватися приблизно на 5 мм. Запропонований винаходом спосіб може здійснюватися за допомогою комп'ютерного програмного продукту, який при його завантаженні і виконанні на комп'ютері визначає програму проходів за одним з пунктів способу. За допомогою запропонованого винаходом способу може забезпечуватися, що чистове прокатування, не дивлячись на значне або раптове зменшення температури на вході і/або питомого на одиницю ширини масового потоку на вході, наприклад, внаслідок несправностей в печі, пристрої для видалення окалини або ливарному агрегаті, може здійснюватися з найвищою можливою експлуатаційною надійністю. Можливе скорочення до мінімуму або загального споживання енергії печі плюс чистової групи прокатних клітей, або лише споживання енергії печі, зокрема, при постійному або поступово змінному стані на вході (температура і масовий потік на вході). Запропонований винаходом спосіб приводить до того, що регулювання виконавчих елементів для температури смуги (піч, охолодження) вимагає лише невеликих зусиль. Запропонований винаходом спосіб дозволяє дуже рано починати чистове прокатування після початку лиття, навіть якщо масовий потік на вході ще відносно малий. Завдяки підключенню однієї прокатної кліті після іншої в чистовій групі прокатних клітей товщина смуги може поступово зменшуватися, коли масовий потік на вході і/або потужність нагріву печі поступово підвищуються. Короткий опис фігури Винахід пояснюється як приклад за допомогою схемної фігури. На фігурі показаний вид збоку об'єднаного ливарно-прокатного агрегату. Шляхи здійснення винаходу На фігурі показаний ескіз одного з варіантів здійснення об'єднаного ливарно-прокатного агрегату, на якому може здійснюватися запропонований винаходом спосіб виготовлення сталевої смуги 1. Є вертикальний ливарний агрегат 2, в якому ллються сляби 3, наприклад, завтовшки 70 мм. У ножицях 12 при напівбезперервному прокатуванні могло б здійснюватися різання на бажану довжину сляба. Безпосередньо за ними слідує перша піч 6, в якій сляб 3 доводиться до температури Т1 чорнового прокатування приблизно від 1000 до 1200 °C і в якій здійснюється певне вирівнювання температури у напрямі ширини. Але піч 6 може бути також відсутньою. Потім відбувається чорнове прокатування в чорновій групі 4 прокатних клітей, яка може складатися з однієї, як тут, або з декількох клітей, і в якій сляб 3 прокатується до проміжної товщини або товщини підкату. При чорновому прокатуванні відбувається перетворення литої структури на дрібнозернисту катану структуру. Без застосовування пристрою 13 для змивання 6 UA 107981 C2 5 10 15 20 25 30 35 40 окалини або іншої установки для видалення окалини перед чорновою групою 4 прокатних клітей можна також обійтися. За кліттю чорнової групи 4 прокатних клітей розташована інша піч 7 для підкату 3'. Піч 7 може бути переважно виконана у вигляді індукційної печі, але також у вигляді традиційної печі або у вигляді високотемпературної печі із заповненням факелом. В ній підкат 3' відносно рівномірно по поперечному перерізу доводиться до бажаної температури Т2 на вході до чистової групи 5 прокатних клітей, при цьому вхідна температура Т2, як правило, залежно від сорту сталі і подальшого процесу прокатування в чистовій групі 5 прокатних клітей, складає від 1090 °C до 1250 °C. За нагрівом в печі 7 відбувається чистове прокатування в багатоклітинній чистовій групі 5 прокатних клітей до бажаної кінцевої товщини і кінцевої температури прокатування, і потім охолодження смуги на ділянці 14 охолодження, а також в останню чергу намотування за допомогою моталки 15. Без пристрою 13 для змивання окалини перед і/або між прокатними клітями 51-56 можна також обійтися. Якщо тепер при пуску об'єднаного ливарно-прокатного агрегату, наприклад, після виробничої перерви, масовий потік підкату 3' на вході в чистову групу 5 прокатних клітей ще відносно малий (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing steel strips by continuous rolling or semi-continuous rolling
Автори англійськоюHohenbichler, Gerald, Seilinger, Alois
Автори російськоюХоенбихлер Геральд, Зайлингер Алоиз
МПК / Мітки
МПК: B21B 37/74, B21B 1/46
Мітки: допомогою, прокатування, виготовлення, спосіб, смуг, напівбезперервного, безперервного, сталевих
Код посилання
<a href="https://ua.patents.su/11-107981-sposib-vigotovlennya-stalevikh-smug-za-dopomogoyu-bezperervnogo-prokatuvannya-abo-napivbezperervnogo-prokatuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сталевих смуг за допомогою безперервного прокатування або напівбезперервного прокатування</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Телюк Віктор Григорович, Кудрин Володимир Іванович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: спосіб, прокатування, штаб, безперервного
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб та лінія для безперервного виготовлення довгомірних сталевих виробів
Номер патенту: 91222
Опубліковано: 12.07.2010
Автор: Арведі Джованні
МПК: B21B 1/46
Мітки: безперервного, довгомірних, виготовлення, виробів, спосіб, лінія, сталевих
Формула / Реферат:
1. Спосіб безперервного виготовлення довгомірних сталевих виробів у вигляді прутків, дроту, кутових профілів, балок і рейок із блюмів або заготовок товщиною 120-400 мм, отриманих безперервним литтям з масовим виходом сталі за одиницю часу >3 м/хв та обтисненням безперервнолитого зливка з рідкою серцевиною, які згодом індукційно нагрівають і прокатують у декількох прокатних клітях, який відрізняється тим, що під час подавання заготовки на...
Спосіб прокатування на двониткових сортових станах
Номер патенту: 42239
Опубліковано: 15.01.2004
Автори: Дубина Олег Вікторович, Костюченко Михайло Іванович
МПК: B21B 1/00
Мітки: станах, спосіб, прокатування, двониткових, сортових
Формула / Реферат:
1. Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється...
Спосіб і пристрій для виготовлення металевих гарячекатаних смуг, зокрема смуг легкої конструкційної сталі
Номер патенту: 87787
Опубліковано: 10.08.2009
Автори: Шпітцер Карл-Хайнц, Айхольц Хеллфрід, Шеперкьоттер Маркус, Шмідт-Юргенсен Руне
МПК: B22D 11/06
Мітки: смуг, пристрій, сталі, гарячекатаних, спосіб, металевих, легко, конструкційної, зокрема, виготовлення
Формула / Реферат:
1. Спосіб виготовлення металевих гарячекатаних смуг, зокрема смуг легкої конструкційної сталі, в якому розплав через ливарний лоток подають на обертову виливну стрічку горизонтальної установки для лиття смуг в атмосфері захисного газу і отверджують у смугу-заготовку товщиною від 6 до 20 мм, а смугу-заготовку після повного твердіння піддають процесу гарячого прокатування, який відрізняється тим, що виливній стрічці локально надають коливальних...
Спосіб безперервного прокатування довгомірних виробів
Номер патенту: 94414
Опубліковано: 10.05.2011
Автори: ШОР Т. Майкл, Гот'є Моріс Е.
МПК: B21C 47/14, B21B 41/00, B21C 49/00, B21B 1/18, B21C 47/18
Мітки: довгомірних, виробів, безперервного, спосіб, прокатування
Формула / Реферат:
1. Спосіб безперервного прокатування виробу, послідовно в першій та другій кліті прокатного стана, причому виріб виходить з першої кліті прокатного стана зі швидкістю V1, більшою за швидкість V3 входження в другу кліть прокатного стана, в якому:спрямовують виріб, який виходить з першої кліті прокатного стана, вздовж осі до накопичувача, розташованого між згаданими клітями прокатного стана, при цьому згаданий накопичувач містить...
Попередній патент: Спосіб утилізації предметів меблів, зокрема корпусів ліжок, полотно матеріалу, отримане цим способом, та відповідна установка для утилізації
Наступний патент: Пристрій для витягування профільованих кристалів
Випадковий патент: Пристрій для моделювання нейрона