Спосіб прокатування на двониткових сортових станах
Номер патенту: 42239
Опубліковано: 15.01.2004
Формула / Реферат
1. Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється тим, що площу поперечного перерізу профілю, що прокатується в другій чистовій групі клітей, визначають діапазоном:
![]() ,
,
де ![]() - площа поперечного перерізу профілю, що прокатується в другій чистовій групі клітей;
- площа поперечного перерізу профілю, що прокатується в другій чистовій групі клітей;
![]() - сумарна площа поперечного перерізу профілів, що прокатуються в першій чистовій групі клітей;
- сумарна площа поперечного перерізу профілів, що прокатуються в першій чистовій групі клітей;
![]() - середній коефіцієнт витяжки в одній кліті чистової групи стана;
- середній коефіцієнт витяжки в одній кліті чистової групи стана;
n - кількість використовуваних при дворівчаковому прокатуванні клітей першої чистової групи.
2. Спосіб за п. 1, який відрізняється тим, що при прокатуванні арматурних профілів в обох чистових групах клітей діаметр профілю, що прокатується в другій чистовій групі клітей, визначається діапазоном:
![]() ,
,
де ![]() - діаметр круглого профілю, що прокатується в другій чистовій групі клітей;
- діаметр круглого профілю, що прокатується в другій чистовій групі клітей;
![]() - діаметри круглих профілів, що прокатуються в першій чистовій групі клітей.
- діаметри круглих профілів, що прокатуються в першій чистовій групі клітей.
Текст
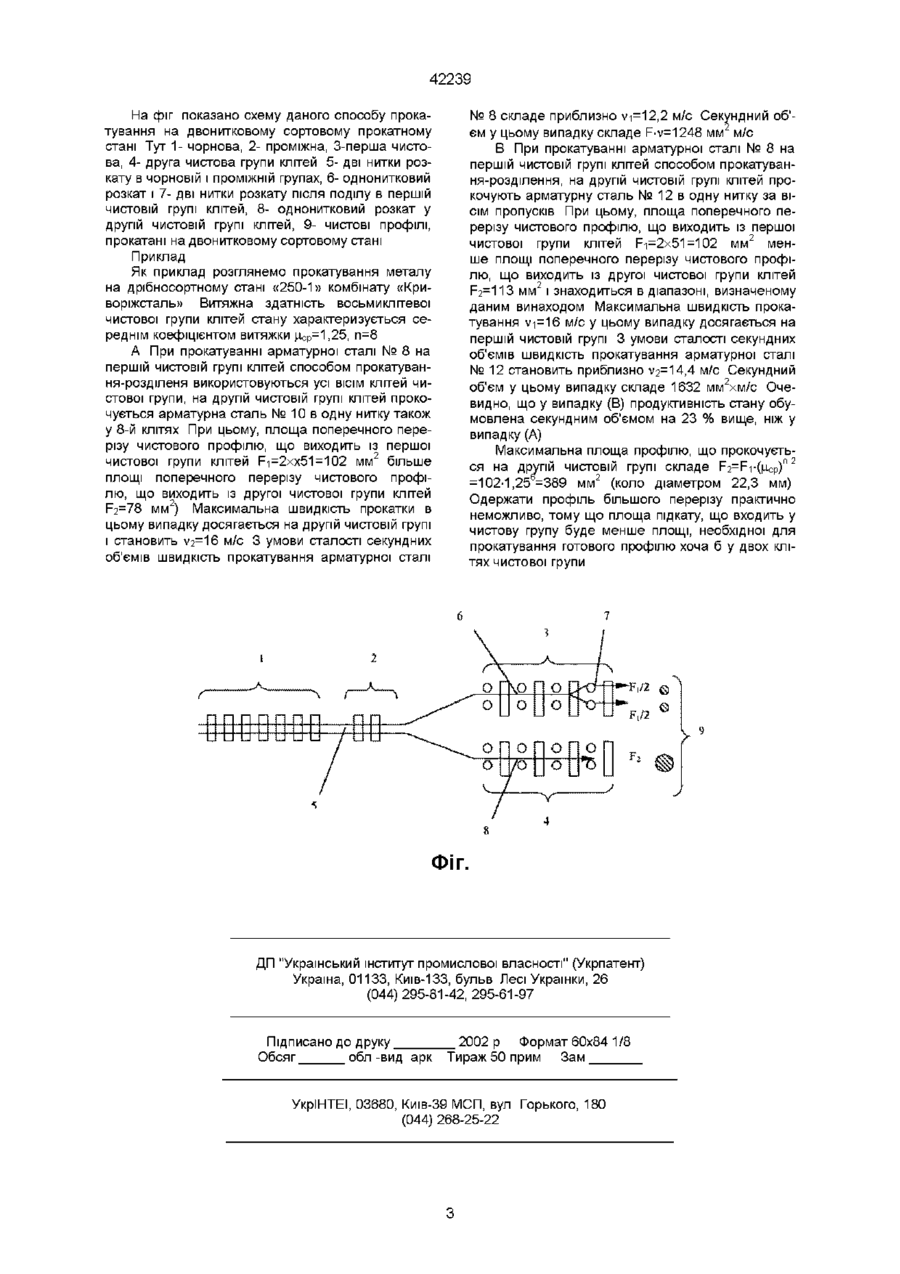
1 Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється тим, що площу поперечного перерізу профілю, що прокочується в другій чистовій групі клітей, визначають діапазоном де F2 - площа поперечного перерізу профілю, що прокочується в другій чистовій групі клітей, Fi - сумарна площа поперечного перерізу профілів, що прокочуються в першій чистовій групі клітей, Мер - середній коефіцієнт витяжки в одній КЛІТІ чистової групи стану, Винахід відноситься до галузі прокатного виробництва, зокрема, до виробництва сортового прокату і стосується суміщення дворівчакового прокатування-розділення й однорівчакового прокатування Відомий спосіб здвоєного прокатування на безупинному дрібносортному стані, що полягає в прокатуванні нагрітої заготованки до визначеного перерізу в одну нитку в чорновий і частини проміжної групи клітей, наступного поздовжнього поділяння розкату на дві нитки у проміжній групі клітей У чистовій групі клітей у деформуючих калібрах одної нитки формують профіль з розвитою поверхнею, пропускаючи другу нитку через транспортні калібри, а потім у деформуючих калібрах другої нитки формують профіль простої форми одночасно транспортуючи профіль із розвитою поверхнею через транспортні калібри (Ас СРСР № 1671381 МПКВ21В1/00) ті прокатування профілів різного поперечного перерізу Вадами даного способу є зменшення витяжної здатності стану через використання транспортних калібрів, імовірна поява дефектів на профілі з розвитою поверхнею при його транспортуванні через транспортні калібри, підвищена витрата валків, обумовлена застосуванням транспортних калібрів, зниження продуктивності стану за рахунок збільшення КІЛЬКОСТІ перевалок, викликаною зменшенням КІЛЬКОСТІ робочих калібрів на валках із транспортними калібрами Використання описаного способу на дворівчакових сортових станах, що мають у своєму складі дві чистові групи клітей, неможливо через різницю в складі устаткування одно - і дворівчакових станів (поділяння розкату в чорновій групі неможливо через перевантаження устаткування при наявності в ній двох ниток, недостатньо клітей у чистовій групі для одержання двох профілів по відомому способу) Спільними ознаками наведеного способу із даним винаходом є використання дворівчакового прокатування-розділення й одержання в результа п - КІЛЬКІСТЬ використовуваних при дворівчаково му прокатуванні клітей першої чистової групи 2 Спосіб за п 1, який відрізняється тим, що при прокатуванні арматурних профілів в обох чистових групах клітей діаметр профілю, що прокочується в другій чистовій групі клітей, визначається діапазоном де D-i - діаметр круглого профілю, що прокочується в другій чистовій групі клітей, Di - діаметри круглих профілів, що прокочуються в першій чистовій групі клітей со 42239 Найбільш близьким за сукупністю суттєвих ознак до даного є спосіб суміщення дворівчакового прокатування-розділення й однорівчакового прокатування арматурних профілів на двониткових прокатних станах, суть якого полягає в прокатуванні заготовки в чорновій і проміжній групах клітей у дві нитки до одержання розкатів з однаковим проміжним поперечним перерізом, передачі розкатів обох ниток у чистові групи клітей, суміщення дворівчакового прокатування-розділення в першій чистовій групі клітей і, сполученого з ним, однорівчакового прокатування в другій чистовій групі клітей, причому площа поперечного перерізу профілю, що прокочується в другій чистовій групі клітей менше сумарної площі поперечного перерізу профілів, що прокочуються в першій чистовій групі клітей («Совершенствование двухручьевой прокатки-разделения арматурной стали на мелкосортном стане 250» Г М Шульгин, М И Костюченко, В А Нечепоренко, И И Синица, А И Максаков, П А Левичев Бюллетень "Черная металлургия", 1989 - № 1 -С 65-66) Вадою цього способу є обмеження продуктивності дворівчакового прокатування в першій чистовій групі клітей продуктивністю другої чистової групи, прокатування в який здійснюється в одну нитку (що відзначено самими авторами) Це пояснюється наступним Оскільки площі поперечного перерізу і швидкості прокатування заготовок,що випускаються з проміжної групи, рівні за умовою сталості секундних об'ємів, максимальну швидкість прокатування визначає нитка, що випускає профіль із меншим поперечним перерізом Таким чином, профіль, що володіє великим поперечним перерізом, прокочується зі швидкістю нижче максимально припустимої для даного стану Якщо площа поперечного перерізу профілю, що прокочується в другій чистовій групі клітей (однорівчакове прокатування) менше суми площ поперечних перерізів профілів, що прокочуються в першій чистовій групі клітей (дворівчакове прокатування-розділення), то максимальна швидкість прокатування в першій чистовій групі клітей обмежується швидкістю прокатування профілю, одержуваного однорівчаковим прокатуванням Наприклад, при нескінченному прокатуванні того самого профілю з застосуванням дворівчакового прокатування-розділення (у дві нитки) у першій чистовій групі і звичайного однорівчакового (в одну нитку) - у другий, профілі, одержувані в першій чистовій групі, будуть прокатані з продуктивністю однорівчакового прокатування, тобто приблизно у два рази нижче можливої Спільними ознаками цього способу прокатування з даним є прокатування заготованки в чорновій і проміжній групах клітей у дві нитки до одержання розкатів з однаковим проміжним поперечним перерізом, передавання розкатів обох ниток до чистових груп клітей, дворівчакове прокатування-розділення розкату в першій чистовій групі клітей, суміщення з дворівчаковим прокатуванням-розділенням однорівчакового прокатування в другій чистовій групі клітей В основу винаходу поставлено задачу удосконалення способу прокатування на двониткових сортових станах шляхом регламентації площ поперечних перерізів профілів, що прокочуються за традиційною технологією разом із профілями, одержуваними із застосуванням дворівчакового прокатування-розділення Використання даного способу дозволить підвищити швидкість дворівчакового прокатуваннярозділення, що призведе до росту продуктивності прокатного стану Даний спосіб прокатування на двониткових сортових станах полягає в наступному прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей При цьому площу поперечного перерізу профілю, що прокочується в другій чистовій групі клітей, визначають діапазоном Fi
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling on double-strand section mill
Автори англійськоюDubina Oleh Viktorovych, Kostiuchenko Mykhailo Ivanovych
Назва патенту російськоюСпособ прокатывания на двухниточных сортовых станах
Автори російськоюДубина Олег Викторович, Костюченко Михаил Иванович
МПК / Мітки
МПК: B21B 1/00
Мітки: сортових, станах, двониткових, спосіб, прокатування
Код посилання
<a href="https://ua.patents.su/3-42239-sposib-prokatuvannya-na-dvonitkovikh-sortovikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування на двониткових сортових станах</a>
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Феофілактов Андрій Вікторович, Дишлевич Ігор Йосипович, Корінь Андрій Олександрович, Юнаков Олександр Михайлович, Шульгін Григорій Митрофанович, Прядко Любов Давидівна, Маншилін Олександр Гейнійович, Тартачний Віктор Сергійович, Ревякін Олег Вікторович
МПК: B21B 1/02
Мітки: прокатування, заготовочних, заготовок, спосіб, станах, обтискних
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Попов Євген Святославович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: прокатування, форми, спосіб, заготовочних, станах, обтискних, зливків, пірамідальної
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25818
Опубліковано: 15.05.2002
Автори: Бродський Сергій Сергійович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: прокатування, обтискних, спосіб, форми, зливків, станах, заготовочних, пірамідальної
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних і заготовочних станах, при якому зливки деформують у двох взаємно перпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини в іншу з задачею у першому та першому після кантування пропусках зливка більшою основою у валки, який відрізняється тим, що у першому і у першому після кантування пропусках зливок деформують з абсолютним обтисканням 0,95 - 1,4...
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Номер патенту: 54221
Опубліковано: 17.02.2003
Автори: Шеремет Володимир Олександрович, Кукуй Давид Пенхусович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Ротару Іон Теодорович, Омесь Микола Михайлович
МПК: B21B 1/02
Мітки: спосіб, прокатування, обтискних, реверсивних, заготовочних, виливків, станах
Формула / Реферат:
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної і крайніх зон розкату при прокатуванні з обмеженим розширенням, який відрізняється тим, що прокатування з вільним розширенням здійснюють із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Трофімов Віталій Олександрович, Клочков Володимир Васильович, Путнокі Олександр Юліусович, Пінчук Віталій Іосифович, Штехно Олег Миколайович, Піховкін Микола Миколайович, Лівшиц Леонід Аркадійович, Фішкін Ісаак Борисович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Качан Олександр Михайлович, Тилик Василь Трохимович
МПК: B21B 1/22
Мітки: гарячого, спосіб, прокатування, штаб
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Попередній патент: Індивідуальний пристрій для приготування кисневого коктейлю та газовий балон для нього
Наступний патент: Критий трисекційний хопер-вагон з кузовом бункерного типу
Випадковий патент: Барабанний грохот