Спосіб та лінія для безперервного виготовлення довгомірних сталевих виробів
Формула / Реферат
1. Спосіб безперервного виготовлення довгомірних сталевих виробів у вигляді прутків, дроту, кутових профілів, балок і рейок із блюмів або заготовок товщиною 120-400 мм, отриманих безперервним литтям з масовим виходом сталі за одиницю часу >3 м/хв та обтисненням безперервнолитого зливка з рідкою серцевиною, які згодом індукційно нагрівають і прокатують у декількох прокатних клітях, який відрізняється тим, що під час подавання заготовки на прокатку середню температуру заготовки підтримують вищою за температуру її поверхні, а різницю між температурою серцевини або середньої внутрішньої зони і температурою поверхні заготовки, що дорівнює приблизно 1200 °С, підтримують на рівні щонайменше 100 °С.
2. Спосіб за п. 1, який відрізняється тим, що між індукційним нагріванням і прокаткою заготовку очищають від окалини.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що між прокатними клітями заготовку принаймні додатково індукційно нагрівають.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що між прокатними клітями заготовку принаймні охолоджують.
5. Лінія для безперервного виготовлення довгомірних сталевих виробів у вигляді прутків, дроту, кутових профілів, балок і рейок із блюмів або заготовок товщиною 120-400 мм, отриманих на машині (1) безперервного лиття з обтисненням безперервнолитого зливка (10) з рідкою серцевиною, яка має індукційну нагрівальну піч (2) перед чистовим прокатним станом (4) з декількома прокатними клітями, до якого зазначений зливок (10) подають безперервно, яка відрізняється тим, що лінія виконана з можливістю забезпечення перед першою прокатною кліттю середньої температури заготовки, вищої за температуру її поверхні, а температури серцевини або середньої внутрішньої зони заготовки, щонайменше на 100 °С вищої за температуру її поверхні, що дорівнює приблизно 1200 °С, при цьому відстань між виходом з машини (1) безперервного лиття і прокатним станом (4) не перевищує 30 м.
6. Лінія за п. 5, яка відрізняється тим, що додатково має окалиновідламувач (3), розміщений між індукційною піччю (2) і прокатним станом (4).
7. Лінія за п. 5 або п. 6, яка відрізняється тим, що додатково має принаймні одну додаткову індукційну нагрівальну піч між прокатними клітями стана (4).
8. Лінія за будь-яким із пп. 5-7, яка відрізняється тим, що додатково має проміжні охолоджуючі засоби (5, 5') між прокатними клітями стана (4).
Текст
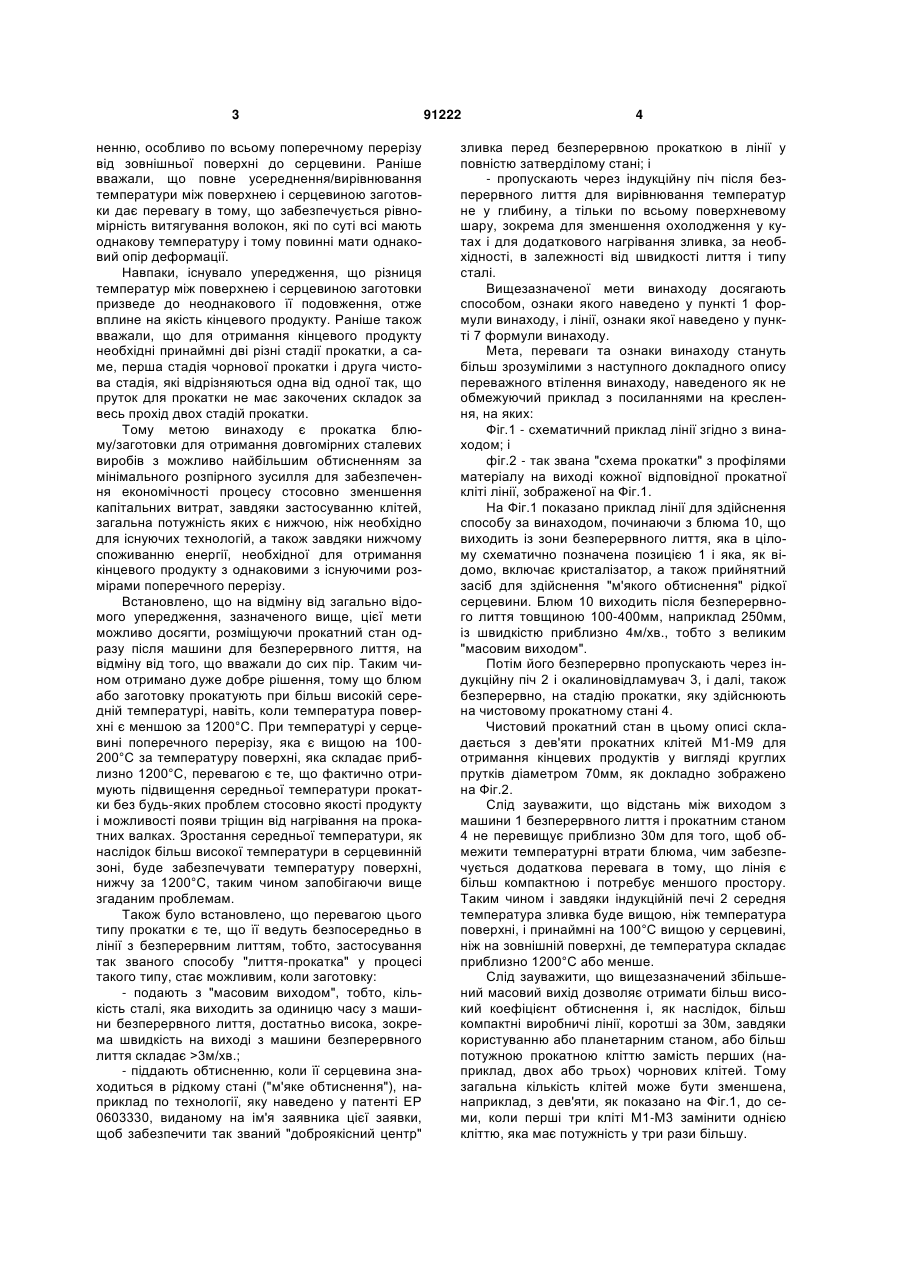
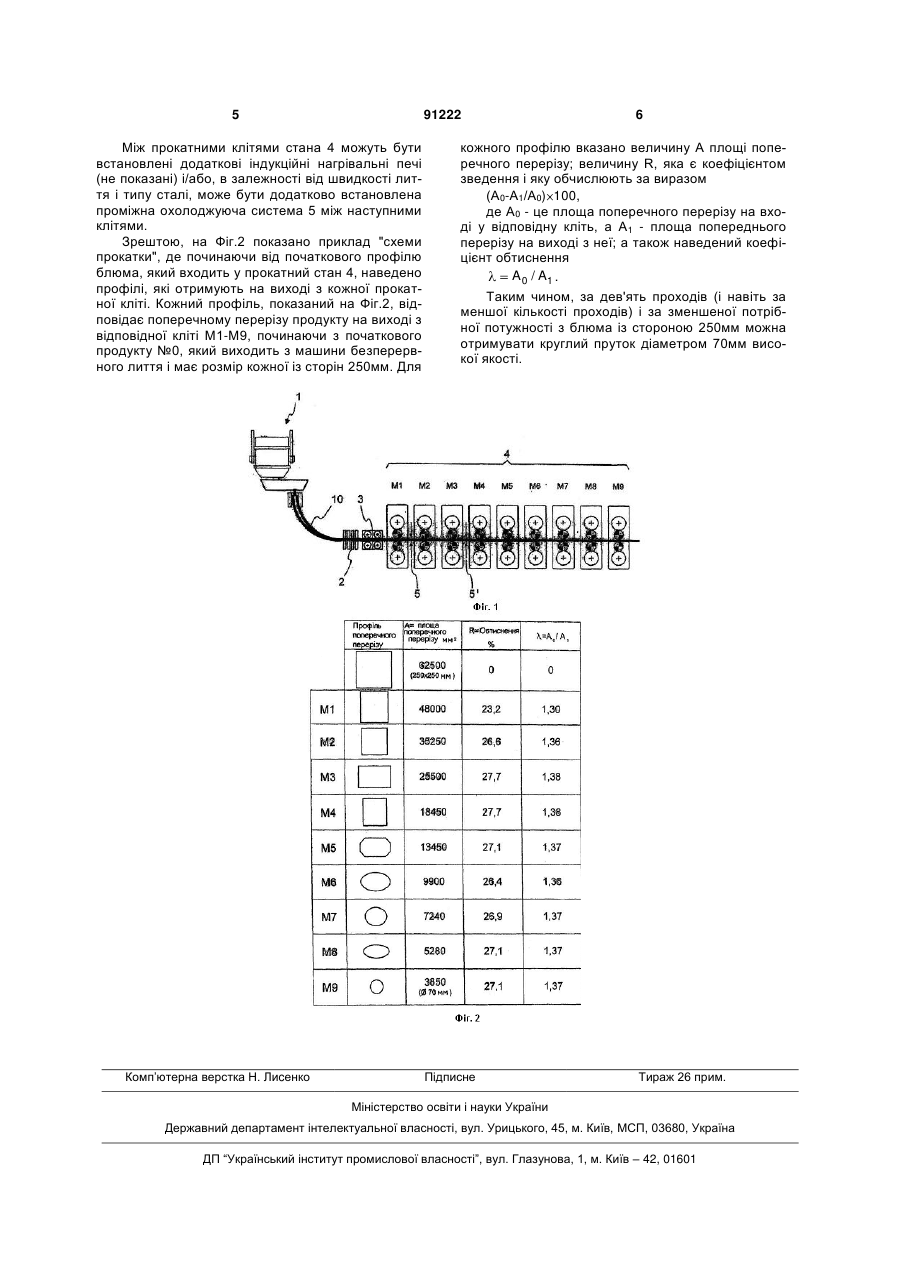
1. Спосіб безперервного виготовлення довгомірних сталевих виробів у вигляді прутків, дроту, кутових профілів, балок і рейок із блюмів або заготовок товщиною 120-400мм, отриманих безперервним литтям з масовим виходом сталі за одиницю часу >3м/хв та обтисненням безперервнолитого зливка з рідкою серцевиною, які згодом індукційно нагрівають і прокатують у декількох прокатних клітях, який відрізняється тим, що під час подавання заготовки на прокатку середню температуру заготовки підтримують вищою за температуру її поверхні, а різницю між температурою серцевини або середньої внутрішньої зони і температурою поверхні заготовки, що дорівнює приблизно 1200°С, підтримують на рівні щонайменше 100°С. 2. Спосіб за п.1, який відрізняється тим, що між індукційним нагріванням і прокаткою заготовку очищають від окалини. 3. Спосіб за п.1 або п.2, який відрізняється тим, що між прокатними клітями заготовку принаймні додатково індукційно нагрівають. C2 2 (19) 1 3 ненню, особливо по всьому поперечному перерізу від зовнішньої поверхні до серцевини. Раніше вважали, що повне усереднення/вирівнювання температури між поверхнею і серцевиною заготовки дає перевагу в тому, що забезпечується рівномірність витягування волокон, які по суті всі мають однакову температуру і тому повинні мати однаковий опір деформації. Навпаки, існувало упередження, що різниця температур між поверхнею і серцевиною заготовки призведе до неоднакового її подовження, отже вплине на якість кінцевого продукту. Раніше також вважали, що для отримання кінцевого продукту необхідні принаймні дві різні стадії прокатки, а саме, перша стадія чорнової прокатки і друга чистова стадія, які відрізняються одна від одної так, що пруток для прокатки не має закочених складок за весь прохід двох стадій прокатки. Тому метою винаходу є прокатка блюму/заготовки для отримання довгомірних сталевих виробів з можливо найбільшим обтисненням за мінімального розпірного зусилля для забезпечення економічності процесу стосовно зменшення капітальних витрат, завдяки застосуванню клітей, загальна потужність яких є нижчою, ніж необхідно для існуючих технологій, а також завдяки нижчому споживанню енергії, необхідної для отримання кінцевого продукту з однаковими з існуючими розмірами поперечного перерізу. Встановлено, що на відміну від загально відомого упередження, зазначеного вище, цієї мети можливо досягти, розміщуючи прокатний стан одразу після машини для безперервного лиття, на відміну від того, що вважали до сих пір. Таким чином отримано дуже добре рішення, тому що блюм або заготовку прокатують при більш високій середній температурі, навіть, коли температура поверхні є меншою за 1200°С. При температурі у серцевині поперечного перерізу, яка є вищою на 100200°С за температуру поверхні, яка складає приблизно 1200°С, перевагою є те, що фактично отримують підвищення середньої температури прокатки без будь-яких проблем стосовно якості продукту і можливості появи тріщин від нагрівання на прокатних валках. Зростання середньої температури, як наслідок більш високої температури в серцевинній зоні, буде забезпечувати температуру поверхні, нижчу за 1200°С, таким чином запобігаючи вище згаданим проблемам. Також було встановлено, що перевагою цього типу прокатки є те, що її ведуть безпосередньо в лінії з безперервним литтям, тобто, застосування так званого способу "лиття-прокатка" у процесі такого типу, стає можливим, коли заготовку: - подають з "масовим виходом", тобто, кількість сталі, яка виходить за одиницю часу з машини безперервного лиття, достатньо висока, зокрема швидкість на виході з машини безперервного лиття складає >3м/хв.; - піддають обтисненню, коли її серцевина знаходиться в рідкому стані ("м'яке обтиснення"), наприклад по технології, яку наведено у патенті ЕР 0603330, виданому на ім'я заявника цієї заявки, щоб забезпечити так званий "доброякісний центр" 91222 4 зливка перед безперервною прокаткою в лінії у повністю затверділому стані; і - пропускають через індукційну піч після безперервного лиття для вирівнювання температур не у глибину, а тільки по всьому поверхневому шару, зокрема для зменшення охолодження у кутах і для додаткового нагрівання зливка, за необхідності, в залежності від швидкості лиття і типу сталі. Вищезазначеної мети винаходу досягають способом, ознаки якого наведено у пункті 1 формули винаходу, і лінії, ознаки якої наведено у пункті 7 формули винаходу. Мета, переваги та ознаки винаходу стануть більш зрозумілими з наступного докладного опису переважного втілення винаходу, наведеного як не обмежуючий приклад з посиланнями на креслення, на яких: Фіг.1 - схематичний приклад лінії згідно з винаходом; і фіг.2 - так звана "схема прокатки" з профілями матеріалу на виході кожної відповідної прокатної кліті лінії, зображеної на Фіг.1. На Фіг.1 показано приклад лінії для здійснення способу за винаходом, починаючи з блюма 10, що виходить із зони безперервного лиття, яка в цілому схематично позначена позицією 1 і яка, як відомо, включає кристалізатор, а також прийнятний засіб для здійснення "м'якого обтиснення" рідкої серцевини. Блюм 10 виходить після безперервного лиття товщиною 100-400мм, наприклад 250мм, із швидкістю приблизно 4м/хв., тобто з великим "масовим виходом". Потім його безперервно пропускають через індукційну піч 2 і окалиновідламувач 3, і далі, також безперервно, на стадію прокатки, яку здійснюють на чистовому прокатному стані 4. Чистовий прокатний стан в цьому описі складається з дев'яти прокатних клітей М1-М9 для отримання кінцевих продуктів у вигляді круглих прутків діаметром 70мм, як докладно зображено на Фіг.2. Слід зауважити, що відстань між виходом з машини 1 безперервного лиття і прокатним станом 4 не перевищує приблизно 30м для того, щоб обмежити температурні втрати блюма, чим забезпечується додаткова перевага в тому, що лінія є більш компактною і потребує меншого простору. Таким чином і завдяки індукційній печі 2 середня температура зливка буде вищою, ніж температура поверхні, і принаймні на 100°С вищою у серцевині, ніж на зовнішній поверхні, де температура складає приблизно 1200°С або менше. Слід зауважити, що вищезазначений збільшений масовий вихід дозволяє отримати більш високий коефіцієнт обтиснення і, як наслідок, більш компактні виробничі лінії, коротші за 30м, завдяки користуванню або планетарним станом, або більш потужною прокатною кліттю замість перших (наприклад, двох або трьох) чорнових клітей. Тому загальна кількість клітей може бути зменшена, наприклад, з дев'яти, як показано на Фіг.1, до семи, коли перші три кліті М1-М3 замінити однією кліттю, яка має потужність у три рази більшу. 5 91222 Між прокатними клітями стана 4 можуть бути встановлені додаткові індукційні нагрівальні печі (не показані) і/або, в залежності від швидкості лиття і типу сталі, може бути додатково встановлена проміжна охолоджуюча система 5 між наступними клітями. Зрештою, на Фіг.2 показано приклад "схеми прокатки", де починаючи від початкового профілю блюма, який входить у прокатний стан 4, наведено профілі, які отримують на виході з кожної прокатної кліті. Кожний профіль, показаний на Фіг.2, відповідає поперечному перерізу продукту на виході з відповідної кліті М1-М9, починаючи з початкового продукту №0, який виходить з машини безперервного лиття і має розмір кожної із сторін 250мм. Для Комп’ютерна верстка Н. Лиcенко 6 кожного профілю вказано величину А площі поперечного перерізу; величину R, яка є коефіцієнтом зведення і яку обчислюють за виразом (А0-А1/А0) 100, де А0 - це площа поперечного перерізу на вході у відповідну кліть, а A1 - площа попереднього перерізу на виході з неї; а також наведений коефіцієнт обтиснення A 0 / A1 . Таким чином, за дев'ять проходів (і навіть за меншої кількості проходів) і за зменшеної потрібної потужності з блюма із стороною 250мм можна отримувати круглий пруток діаметром 70мм високої якості. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and line for continuous manufacturing steel long products
Автори англійськоюArvedi Giovanni
Назва патенту російськоюСпособ и линия для непрерывного производства длинномерных стальных изделий
Автори російськоюАрведи Джованни
МПК / Мітки
МПК: B21B 1/46
Мітки: безперервного, виготовлення, виробів, лінія, довгомірних, спосіб, сталевих
Код посилання
<a href="https://ua.patents.su/3-91222-sposib-ta-liniya-dlya-bezperervnogo-vigotovlennya-dovgomirnikh-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та лінія для безперервного виготовлення довгомірних сталевих виробів</a>
Спосіб та обладнання для безперервного виробництва сталевих плит
Номер патенту: 84659
Опубліковано: 10.11.2008
Автор: Арведі Джованні
МПК: B21B 1/46
Мітки: сталевих, плит, обладнання, безперервного, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва сталевих плит, які мають товщину <100 мм і ширину до 4000 мм, зі сляба, одержаного на стадії безперервного лиття, який відрізняється тим, що має стадію обтиснення з рідкою серцевиною до товщини ³55 мм на виході, при середній температурі >1200 °С, без переривання до завершення кінцевої стадії прокатки з високим ступенем обтиснення в одній або більше прокатних клітях, і наступні стадії охолодження і...
Спосіб безперервного отримання довгомірних вуглецевих виробів
Номер патенту: 55536
Опубліковано: 15.04.2003
Автори: Ватланн Арнфінн, Вегге Олаф Трюгве
МПК: H05B 7/09
Мітки: безперервного, виробів, довгомірних, вуглецевих, отримання, спосіб
Формула / Реферат:
1. Спосіб безперервного отримання довгомірних вуглецевих виробів, зокрема вуглецевих електродів, які отримують безперервно у плавильній печі, в якій витрачаються ці електроди, в якому металеву оболонку, що містить неспечену вуглецеву електродну пасту, що складається з вуглецевого матеріалу з твердими частками і вуглецевої зв'язуючої речовини, безперервно або практично безперервно пропускають вниз через піч для сплавлення, яку нагрівають до...
Піч з роликовим подом для нагрівання і/або вирівнювання температури виробів безперервного розливання із сталі або сталевих сплавів та її розташування перед чистовою прокатною лінією для гарячої прокатки сталево
Номер патенту: 90782
Опубліковано: 25.05.2010
Автори: Хофманн Дітер, Кляйн Крістоф, Бенфер Франк
МПК: F27B 9/00, B22D 11/12, C21D 9/00
Мітки: вирівнювання, подом, температури, прокатною, сталевої, роликовим, виробів, безперервного, розливання, лінією, нагрівання, чистовою, сталевих, піч, гарячої, сплавів, прокатки, сталі, розташування
Формула / Реферат:
1. Піч (1) з роликовим подом для нагрівання і/або вирівнювання температури виробів (2) безперервного розливання, зокрема, зі сталі або сталевих матеріалів, і переміщуваних на роликах (13а) через пічну камеру в неї і з неї при відповідних габаритам печі розмірах заготовок, яка відрізняється тим, що на стороні (11) завантаження розташований перший ряд (13) роликів, що проходить в подовжньому напрямку (12) печі (1), з роликів (13а), довжина...
Спосіб та лінія безперервного розтягування шкір та подібних виробів
Номер патенту: 75983
Опубліковано: 15.06.2006
Автор: Полато Антоніо
МПК: C14B 1/00
Мітки: спосіб, лінія, виробів, шкір, розтягування, безперервного, подібних
Формула / Реферат:
1.Спосіб безперервного мокрого розтягування промислових шкір та інших подібних виробів, який містить етапи:a) виймання рівномірно змочених шкір після обробки рідинами, наприклад дублення, додублення, b) часткового о підсушування змочених шкір для зменшення їхньої залишкової відносної вологості до рівня між 35 та 65%,c) розтягування підсушених шкір шляхом локалізованих механічних навантажень у напрямках, по суті,...
Спосіб виготовлення довгомірних виробів
Номер патенту: 13676
Опубліковано: 25.04.1997
Автори: Столбов Валентин Васильович, Шмейлін Залман Йосифович
МПК: B29L 31/34, B29C 47/78, B29C 47/02
Мітки: довгомірних, спосіб, виробів, виготовлення
Формула / Реферат:
Способ изготовления длинномерных изделий, сердечник и оболочка которых выполнены из термопластичных материалов с разной степенью усадки, заключающийся в термообработке сердечника с последующим наложением оболочки методом экструдирования и охлаждением изделия, отличающийся тем, что, с целью повышения качества изделий за счет обеспечения их продольной герметичности, термообработку сердечника осуществляют воздействием на его внешнюю...