Пристрій і спосіб повітряної сепарації деревної стружки та нанесення на неї клею

Формула / Реферат
1. Пристрій (1, 31) для повітряної сепарації деревної стружки (S) та нанесення на неї клею, який містить:
- повітряний сепаратор (3) для розділення деревної стружки принаймні на одну грубу і одну дрібну фракцію (S1, S2), причому повітряний сепаратор містить принаймні одну шахту (7) вільного падіння і виконаний з можливістю напрямлення грубої і дрібної фракцій стружки крізь різні зони (12, 13) нанесення клею; та
- клеєнаносний пристрій (11) для нанесення клею на грубу і дрібну фракції стружки у зонах нанесення клею.
2. Пристрій за пунктом 1, причому клеєнаносний пристрій (11) виконаний із можливістю введення у зони (12, 13) нанесення клею принаймні одного клейового аерозолю (15) і нанесення вздовж принаймні однієї траєкторії (S1’) переміщення грубої фракції (S1) в процесі повітряної сепарації іншої, зокрема більшої, кількості клею, аніж вздовж принаймні однієї траєкторії (S2’) переміщення дрібної фракції (S2) в процесі повітряної сепарації.
3. Пристрій за пунктом 1 або 2, причому передбачений клеєнаносний пристрій (11), виконаний із можливістю введення в зони (12, 13) нанесення клею принаймні одного клейового аерозолю (15) таким чином, що середня густина клею у зонах нанесення клею є різною.
4. Пристрій принаймні за одним із попередніх пунктів, причому повітряний сепаратор (3) містить принаймні один повітродувний пристрій (5) для утворення напрямленого навскіс угору відхиляючого потоку (6), головний напрямок (6’) якого зокрема утворює з горизонталлю кут (α) від 30 до 60°.
5. Пристрій принаймні за одним із попередніх пунктів, причому на повітряному сепараторі (3) відносно напрямку потоку перед зонами (12, 13) нанесення клею передбачений уловлювальний пристрій (21) для сторонніх тіл (S3), густина яких перевищує густину деревної стружки (S), та/або уловлювальний пристрій для фракції (S5) стружки, на яку не має бути нанесений клей, розмір частинок якої є більшим, ніж розмір частинок фракцій (S1, S2) стружки, на яку має бути нанесений клей, та/або уловлювальний пристрій (23) для фракції (S4) стружки, на яку не має бути нанесений клей, частинки якої є меншими, ніж частинки фракцій (S1, S2) стружки, на які має бути нанесений клей.
6. Пристрій принаймні за одним із попередніх пунктів, який додатково містить принаймні один уловлювальний пристрій (9, 10) для роздільного уловлювання фракцій (S1, S2), на які нанесений клей.
7. Пристрій принаймні за одним із попередніх пунктів, який містить принаймні один додатковий повітродувний пристрій (17) для утворення захисного потоку (18) вздовж принаймні однієї бічної стінки (7а) шахти (7) вільного падіння для відхилення фракцій (S1, S2), на які нанесений клей, та/або клейових аерозолів (15) в сторону від бічної стінки.
8. Пристрій за пунктом 6, причому уловлювальний пристрій містить принаймні один стрічковий транспортер (33, 34) і виконаний з можливістю послідовного напрямлення принаймні грубої і дрібної фракцій (S1, S2) стружки в напрямку транспортування на стрічковий транспортер і транспортування на ньому укладених шарами фракцій стружки для подальшої обробки.
9. Спосіб повітряної сепарації і нанесення клею на деревну стружку, причому деревну стружку шляхом повітряної сепарації розділяють принаймні на дві фракції стружки різного розміру, і на ці фракції стружки в процесі повітряної сепарації наносять клей.
10. Спосіб за пунктом 9, причому на фракції стружки наносять клей у формі клейових аерозолів різної густини, причому на фракції стружки наносять клей тим більшої густини, чим більшим є розмір частинок фракції стружки.
11. Спосіб за пунктом 10, причому на фракції стружки шляхом розпилення наносять клей різної густини із різним ступенем розбавлення.
12. Спосіб принаймні за одним із попередніх пунктів 9-11, причому фракції стружки шляхом уведення напрямленого навскіс угору відхиляючого потоку відводять в сторону на різну відстань і наносять на них клей у фазі падіння, зокрема в зоні нижче відхиляючого потоку.
13. Спосіб принаймні за одним із попередніх пунктів 9-12, причому в процесі повітряної сепарації перед нанесенням клею відокремлюють принаймні одну додаткову фракцію стружки, на яку не має бути нанесений клей.
14. Спосіб принаймні за одним із пунктів 9-13, причому фракції стружки містять принаймні одну грубу фракцію стружки для одержання середнього шару і дрібну фракцію для одержання принаймні одного покривного шару пресованої деревностружкової плити.
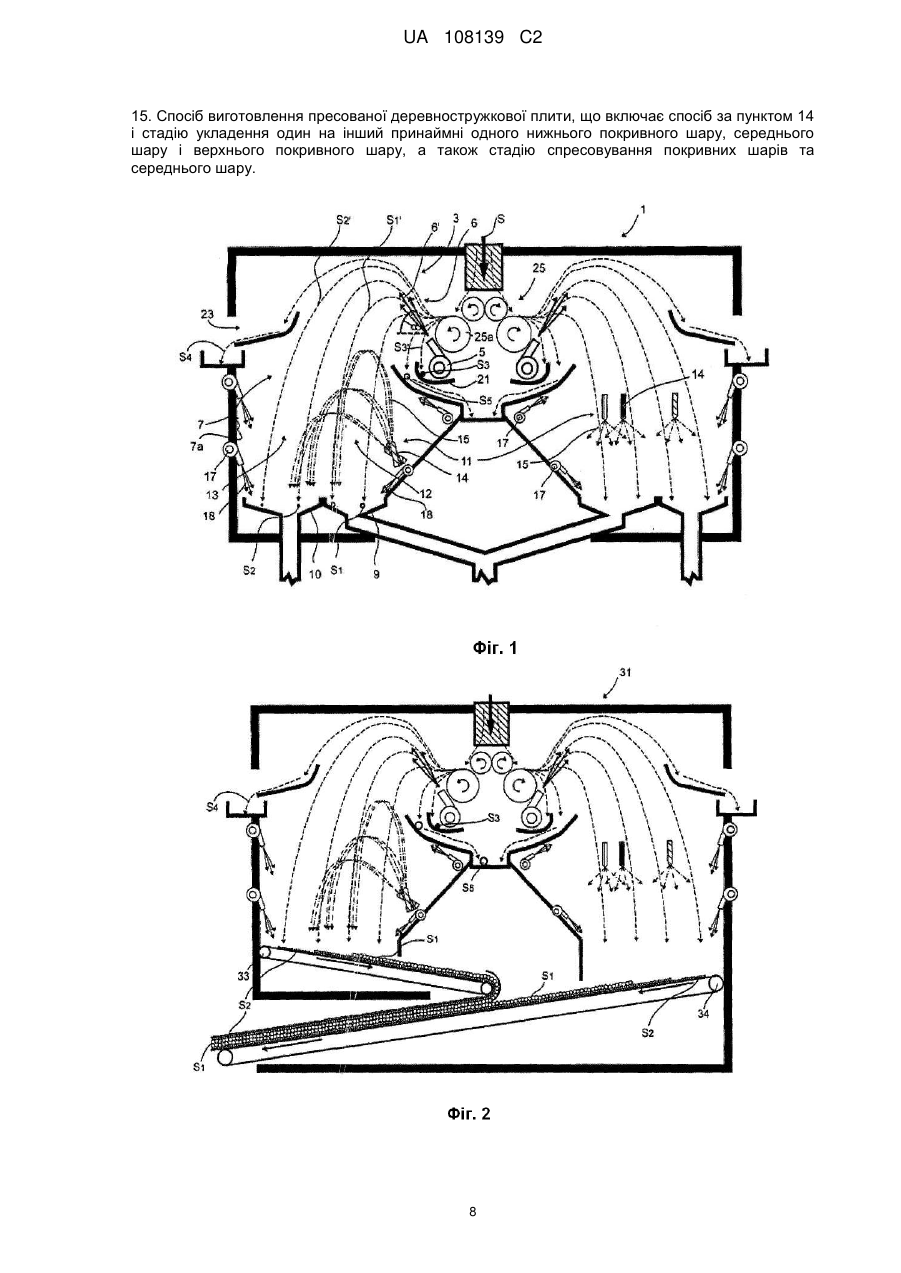
15. Спосіб виготовлення пресованої деревностружкової плити, що включає спосіб за пунктом 14 і стадію укладення один на інший принаймні одного нижнього покривного шару, середнього шару і верхнього покривного шару, а також стадію спресовування покривних шарів та середнього шару.
Текст
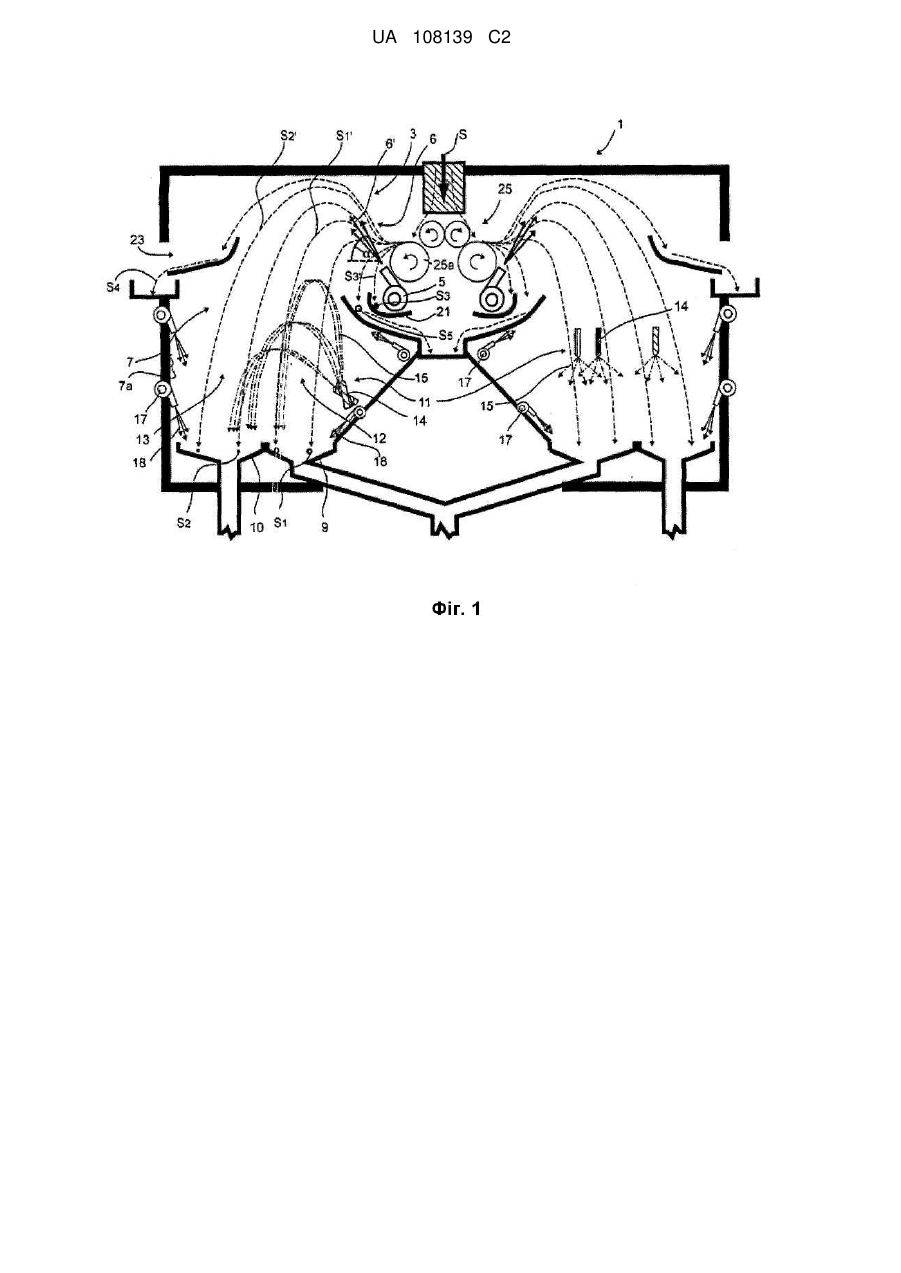
Реферат: Описаний пристрій і спосіб повітряної сепарації та нанесення клею на деревну стружку. Згідно з ним передбачений принаймні один повітряний сепаратор для розділення деревної стружки принаймні на одну грубу і одну дрібну фракцію, причому повітряний сепаратор містить шахту і виконаний з можливістю напрямлення фракцій стружки через різні утворені у шахті вільного падіння зони нанесення клею. Крім цього, передбачений принаймні один клеєнаносний пристрій для нанесення клею на фракції стружки в зонах нанесення клею. Завдяки цьому на фракції стружки в одному єдиному пристрої цілеспрямовано наносять кількість клею, узгоджену з відповідним середнім розміром стружки. UA 108139 C2 (12) UA 108139 C2 UA 108139 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується пристрою і способу повітряної сепарації деревної стружки та нанесення на неї клею. Деревностружкові плити з дерева або порівнянних лігноцелюлозовмісних матеріалів, зокрема плоскі пресовані плити, виготовляють переважно у формі багатошарових плит, які містять середній шар для механічної стабілізації, виконаний із порівняно грубої стружки, а також верхній та нижній покривні шари, виконані з порівняно дрібної стружки. При цьому діапазон розмірів частинок стружки, на відміну від використовуваних у деревноволокнистих плитах, таких як, наприклад, плити МДФ, тонших деревних волокон, є порівняно більш широким. Тому проблема, яка виникає при нанесенні клею на грубу стружку разом із дрібною, полягає в тому, що дрібна стружка внаслідок більшої питомої поверхні згідно з тенденцією вбирає забагато, а груба стружка – замало клею. Небажаним наслідком цього є нерівномірний розподіл клею в пресованій багатошаровій плиті. Крім цього, для підвищення економічності процесу бажано було б зменшити кількість використовуваного клею. Як альтернативний варіант нанесення клею на грубу стружку разом із дрібною в публікації DE 10 2004 033 77 A1 описаний спосіб, в якому спочатку клей роздільно наносять на потоки грубих і дрібних волокнистих компонентів, потім об'єднують ці потоки з дотриманням певного співвідношення компонентів суміші і насамкінець насипають шаром, одержуючи плоский мат. Залежно від встановленого співвідношення між компонентами суміші середні та покривні шари можна укладати один поверх іншого для виготовлення деревностружкових плит, наприклад орієнтовано-стружкових плит (OСП). Недоліком цього способу є те, що для нанесення клею на окремі фракції стружки передбачені роздільні клеєнаносні пристрої, так само як і пристрої для повітряної сепарації підведеної стружки та стружки, на яку вже нанесений клей. Тому існує потреба в розробленні пристрою і способу одержання фракцій деревної стружки із частинками різного розміру, на які нанесений клей, що дозволяли б уникнути описаних вище проблем. Поставлену задачу вирішено у пристрої для повітряної сепарації та нанесення клею на деревну стружку за пунктом 1 формули винаходу. Згідно з цим відповідний винаходові пристрій містить повітряний сепаратор для розділення деревної стружки принаймні на одну грубу і одну дрібну фракцію, причому повітряний сепаратор містить принаймні одну шахту вільного падіння і виконаний з можливістю напрямлення падаючої грубої та дрібної стружки крізь різні зони нанесення клею. Крім цього, передбачений клеєнаносний пристрій для нанесення клею на стружку грубої та дрібної фракцій у відповідних зонах нанесення клею. При цьому середній розмір стружки грубої фракції є більшим, аніж середній розмір стружки дрібної фракції. Зони нанесення клею утворені зокрема в шахті вільного падіння. Різні зони нанесення клею утворюють у шахті вільного падіння, наприклад, таким чином, що фракції стружки різного розміру в процесі повітряної сепарації спочатку по-різному відхиляють у сторону, в результаті чого на наступній стадії падіння вони вже просторово відокремлені одна від одної. Після цього за допомогою клеєнаносного пристрою у зонах нанесення клею можуть бути створені різні умови нанесення клею для встановлення бажаної кількості клею, яка має бути ввібрана окремими фракціями стружки. Таким чином, забезпечується можливість здійснення повітряної сепарації разом із нанесенням клею в одному єдиному пристрої принаймні для двох фракцій стружки різного розміру і роздільного встановлення кількості клею для середніх і покривних шарів пресованої деревностружкової плити. Переважно клеєнаносний пристрій виконаний з можливістю введення в зони нанесення клею клейового аерозолю таким чином,що вздовж принаймні однієї траєкторії переміщення грубої фракції стружки в процесі повітряної сепарації подають іншу, зокрема більшу, кількість клею, аніж уздовж принаймні однієї траєкторії переміщення дрібної фракції стружки в процесі повітряної сепарації. Траєкторія переміщення частинок відповідної фракції стружки в процесі повітряної сепарації утворюється, наприклад, фазою відхилення частинок і наступною фазою падіння частинок. Кількість клею слід розуміти як кількість нерозбавленого клею, в контакт з яким вступає частинка стандартного розміру в процесі переміщення крізь відповідну зону нанесення клею, тобто вздовж траєкторії переміщення в процесі повітряної сепарації. Таким чином, кількість клею залежить зокрема від густини клею вдовж траєкторії переміщення стружки в процесі повітряної сепарації та довжини траєкторії переміщення стружки в зоні нанесення клею. В особливо переважній формі виконання винаходу передбачений клеєнаносний пристрій, виконаний із можливістю введення в зони нанесення клею принаймні одного клейового аерозолю таким чином, щоб середня густина клею в різних зонах нанесення клею була різною. При цьому густину клею слід розуміти як масу або об'єм клею на одиницю об'єму зон нанесення клею. При використанні клейових аерозолів різну густину клею можна одержувати шляхом 1 UA 108139 C2 5 10 15 20 25 30 35 40 45 50 55 60 введення різних об'ємних потоків клею, наприклад за допомогою розміщених із різним інтервалом розпилювальних сопел тощо, та/або шляхом уведення крапель клею різного розміру. Можливим є також розпилення клею різної концентрації або різного ступеня розбавлення. Таким чином можна просто регулювати кількість клею, ввібрану фракціями стружки в зонах нанесення клею. Наприклад, у зони нанесення клею можуть бути введені клейові аерозолі з тим більшою середньою густиною, чим більшим є середній розмір стружок відповідної фракції стружки у відповідній зоні нанесення клею. Це дозволяє уникнути, зокрема, вбирання надто великої кількості клею дрібними фракціями стружки, питома поверхня яких є порівняно більшою, і надто малої кількості клею грубими фракціями стружки, питома поверхня яких є порівняно меншою. Завдяки цьому можна зменшити витрачувану для виготовлення деревностружкових плит загальну кількість клею і підвищити економічність способу. Крім цього, забезпечується можливість гомогенного розподілу клею в окремих фракціях стружки відповідно до співвідношення між окремими фракціями стружки. Переважно повітряний сепаратор містить принаймні один повітродувний пристрій для одержання напрямленого навскіс вгору відхиляючого потоку, кут між головним напрямком якого і горизонталлю становить зокрема від 30 до 60°. Завдяки цьому фракції стружки можуть бути розділені в основному в процесі їх падіння вздовж балістичної параболічної траєкторії у шахті вільного падіння, що дозволяє особливо просто утворювати різні зони нанесення клею. Якщо кут між головним напрямком потоку і горизонталлю становить від 30 до 60°, це дозволяє реалізувати особливо компактну конструкцію пристрою, оскільки траєкторії переміщення грубих і дрібних частинок у цьому кутовому діапазоні значно відрізняються, завдяки чому розділення є особливо ефективним. Окрім цього, забезпечується особливо ефективне відокремлення фракцій стружки, на які не має бути нанесений клей, від фракцій стружки, на які має бути нанесений клей. В особливо переважній формі виконання відповідного винаходові пристрою на повітряному сепараторі відносно напрямку потоку перед зонами нанесення клею передбачений пристрій для уловлювання сторонніх тіл, густина яких перевищує густину підведених стружок, та/або пристрій для уловлювання фракції стружки, на яку не має бути нанесений клей, розмір якої перевищує розмір фракцій стружки, на яку має бути нанесений клей, та/або пристрій для уловлювання фракції стружки, на яку не має бути нанесений клей, розмір частинок якої є меншим, аніж розмір частинок фракції стружки, на яку має бути нанесений клей. Це дозволяє видаляти сторонні домішки з деревної стружки, наприклад пісок, камінці або металеві частинки, та особливо просто виводити їх із технологічного процесу без нанесення на них клею. Крім цього, можна відводити особливо легкі фракції стружки, наприклад деревний пил, перед нанесенням клею і напрямляти їх на стадію наступної утилізації, наприклад для одержання енергії та/або маслатеплоносія. Це дозволяє значно заощаджувати ресурси та/або ефективніше утилізувати стружку. Крім цього, надто грубі фракції стружки можна виводити з технологічного процесу для наступної утилізації, наприклад шляхом подрібнення і повернення у виробничий процес без нанесення на них клею. Це полегшує технологію і наступну утилізацію виведених із виробничого процесу фракцій. Крім цього, можна уникнути непотрібної витрати клею при нанесенні на фракції стружки, які підлягають утилізації іншим чином. В особливо переважній формі виконання винаходу передбачений також принаймні один пристрій для роздільного уловлювання фракцій стружки, на які нанесений клей. Завдяки цьому відокремлені в процесі повітряної сепарації фракції стружки простим способом можуть бути підготовлені для подальшої обробки. Тому додаткові пристрої для сепарації стружки виявляються непотрібними. В особливо переважній формі виконання винаходу передбачений також принаймні один додатковий повітродувний пристрій для утворення захисного потоку вздовж принаймні однієї бічної стінки шахти вільного падіння для відхилення фракцій стружки, на які нанесений клей, та/або клейових аерозолів в сторону від бічної стінки. Завдяки цьому можна уникнути або принаймні зменшити забруднення відповідного винаходові пристрою клеєм. Крім цього, можна запобігти контакту відповідного винаходові пристрою з абразивно діючими деревними стружками або принаймні мінімізувати його. Іншими словами, повітряну сепарацію і нанесення клею на фракції стружки в основному здійснюють без контакту з деталями устаткування, завдяки чому вони зазнають якомога меншого навантаження клею та/або стружки. Це дозволяє зменшити знос відповідного винаходові пристрою, а також потребу в його очищенні, яке вимагає тимчасового припинення виробничого процесу. Переважно уловлювальний пристрій містить принаймні один стрічковий транспортер, завдяки чому принаймні груба і дрібна фракції стружки в напрямку руху стрічкового 2 UA 108139 C2 5 10 15 20 25 30 35 40 45 50 55 транспортера падають поспіль і укладаються пошарово на стрічку транспортера, який подає їх на подальшу обробку. Тому потреби у додатковому пристрої для сепарації фракцій стружки немає. Це дозволяє здійснювати процес виготовлення багатошарових деревностружкових плит на зовсім невеликій виробничій площі. Поставлену задачу вирішено далі в способі за пунктом 9. Згідно з цим деревну стружку шляхом повітряної сепарації розділяють принаймні на дві фракції, частинки яких мають різний середній розмір, і на ці фракції стружки наносять клей у процесі повітряної сепарації. Таким чином забезпечується можливість розділення і нанесення клею на фракції стружки без їх контакту з чутливими деталями устаткування в єдиному оброблювальному блоці. Для нанесення клею може бути використана зокрема наступна після повітряної сепарації фаза падіння фракцій стружки. Перебування грубої та дрібної фракцій стружки в процесі або після повітряної сепарації в різних зонах дозволяє особливо просто узгоджувати нанесення клею на відповідну фракцію стружки із середнім розміром та/або середньою площею поверхні частинок цієї фракції. Переважно на фракції стружки наносять клейові аерозолі різної густини, причому зокрема на фракції стружки наносять клей тим більшої густини, чим більший розмір мають частинки відповідної фракції стружки. Різну густину клейових аерозолів слід розуміти як різну кількість розподіленого в формі клейових аерозолів клею на одиницю об'єму зони нанесення клею. Тобто клей може бути нанесений у формі краплин різного розміру, різної кількості краплин та/або аерозолів з різною концентрацією клею. В особливо переважній формі виконання винаходу на фракції стружки шляхом розпилення наносять клей різних ступенів розбавлення, одержуючи різну густину клею. Таке одержання різної густини клею є особливо простим і універсальним. Наприклад, концентрацію клею можна безперервно узгоджувати з розміром відповідних фракцій стружки. Переважно фракції стружки відхиляють убік на різну відстань шляхом уведення напрямленого навскіс угору відхиляючого потоку і наносять на них клей в процесі їх падіння, зокрема в зоні нижче відхиляючого потоку. Завдяки цьому простим чином, в основному згідно з балістичною параболічною траєкторією, можна розділяти фракції стружки різного розміру для роздільного нанесення на них клею і збирання. Переважно у процесі повітряної сепарації принаймні одну додаткову фракцію стружки, на яку не має бути нанесений клей, відокремлюють перед стадією нанесення клею. Завдяки цьому можна підвищити якість фракцій стружки, на які має бути нанесений клей, і забезпечити можливість напрямлення на подальшу обробку фракцій стружки без нанесення клею, які не мають бути використані для виготовлення деревностружкових плит. Крім цього, зокрема, фракцію стружки, розміри якої є надто великими для виготовлення з неї деревностружкових плит, без нанесення клею можна напрямляти на стадію подрібнення і знову повертати у технологічний процес, зокрема для нанесення клею. Завдяки цьому фракції стружки можна напрямляти на відповідну стадію для оптимального застосування, що дозволяє заощадити ресурси і в результаті зменшити загальну кількість використаного клею. Переважно фракції стружки містять принаймні одну грубу фракцію для виготовлення середнього шару і одну дрібну фракцію для виготовлення принаймні одного покривного шару пресованої деревностружкової плити. У разі використання подібних фракцій стружки відповідний винаходові спосіб можна застосовувати особливо ефективно. Зокрема, можна особливо ефективно комбінувати переваги, що полягають в економії місця при здійсненні повітряної сепарації та нанесення клею на деревну стружку, із можливістю узгодження кількості клею, нанесеного на відповідні фракції стружки. Поставлену задачу вирішено також у способі виготовлення пресованої деревностружкової плити, який включає відповідний винаходові спосіб та стадію укладання один поверх іншого принаймні одного нижнього покривного шару, середнього шару і верхнього покривного шару, а також стадію спресовування покривних шарів і середнього шару. Таким чином особливо економічно із заощадженням ресурсів можуть бути виготовлені пресовані деревностружкові плити особливо високої якості. Переважні форми виконання винаходу зображені на кресленнях. На них наведено: Фіг. 1 Схематичне зображення першої форми виконання відповідного винаходові пристрою у поперечному перерізі; та Фіг. 2 Схематичне зображення другої форми виконання відповідного винаходові пристрою у поперечному перерізі. Як зображено на Фіг. 1, перша форма 1 виконання відповідного винаходові пристрою для повітряної сепарації та нанесення клею на деревну стружку S або аналогічний матеріал містить повітряний сепаратор 3 для розділення деревної стружки S принаймні на дві фракції S1 та S2 стружки, на які має бути нанесений клей, частинки яких мають різний середній розмір. 3 UA 108139 C2 5 10 15 20 25 30 35 40 45 50 55 Повітряний сепаратор 3 містить повітродувний пристрій 5, що утворює напрямлений навскіс угору відхиляючий потік 6 для відхилення деревної стружки S в сторону, а також шахту 7 вільного падіння, виконану з можливістю напрямлення відхиленої стружки залежно від її розміру переважно по різних параболічних балістичних траєкторіях вниз для просторового відокремлення грубішої фракції S1 стружки від дрібнішої фракції S2 стружки. Фракції стружки S1, S2, що в основному поруч падають униз вздовж відповідних траєкторій переміщення в процесі повітряної сепарації роздільно збирають у першому уловлювальному пристрої 9 для грубої стружки та в другому уловлювальному пристрої 10 для дрібної стружки для подальшої обробки. Відповідний винаходові пристрій 1 містить також у шахті 7 вільного падіння клеєнаносний пристрій 11 із розпилювальними пристроями 14 для утворення принаймні одного клейового аерозолю 15, зазвичай називаного також спреєм, крізь який падають фракції стружки S1, S2, на які має бути нанесений клей. Як розпилювальні пристрої 14 можуть бути використані, наприклад, розпилювальні сопла, такі як сопла високого тиску або ультразвукові сопла, та/або ротаційні розпилювачі, принцип дії яких відомий, тому в цій заявці вони не описані. Також при розпиленні або утворенні аерозолів у розпилювальні пристрої 14 додатково можна вводити пару для досягнення бажаної якості аерозолю. Клеєнаносний пристрій 11 виконаний із можливістю подачі принаймні одного клейового аерозолю 15 у зони 12, 13 нанесення клею на відповідні фракції S1, S2 стружки всередині шахти 7 вільного падіння, густина якого варіює залежно від місця, та/або вздовж ділянок S1', S2' повітряної сепарації, що мають різну довжину. Тобто утворюють або один клейовий аерозоль 15, густина якого варіює між зонами 12, 13 нанесення клею, або кілька аерозолів 15 різної густини. Це може бути досягнуто, наприклад, як зображено на Фіг. 1 зліва, шляхом застосування множини розпилювальних сопел, нахилених під різними кутами, та/або, як зображено на Фіг. 1 справа, розміщених із різним інтервалом тощо. Також можливим є розпилення клею різної концентрації або різного ступеня розбавлення із окремих розпилювальних пристроїв 14. Самозрозуміло, за допомогою відповідних розпилювальних пристроїв 14 можливим є також розпилення клейових аерозолів 15 із різним середнім діаметром краплин та/або різною кількістю краплин на одиницю об'єму. У кожному випадку фракції S1, S2 стружки різного розміру в зонах 12, 13 нанесення клею вздовж траєкторій S1', S2' переміщення вступають у контакт із узгодженою з відповідною фракцією S1, S2 стружки кількістю аерозолю. На Фіг. 1 в шахті 7 вільного падіння поблизу клеєнаносного пристрою 11 зображений додатковий повітродувний пристрій 17. В даному випадку він містить множину схематично позначених децентралізованих повітродувок. Проте, можливим є також застосування також принаймні одного центрального повітродувного блока з підключеними до нього підвідними повітропроводами. Для спрощення відповідні відвідні повітроводи на кресленні не зображені. Додатковий повітродувний пристрій 17 виконаний із можливістю утворення захисного повітряного потоку 18 вздовж бічних стінок 7a шахти 7 вільного падіння, зокрема в зоні нанесення аерозольного клею. Це дозволяє запобігти осіданню клейового аерозолю 15 на бічних стінках 7a шахти 7 вільного падіння. Також унеможливлюється зіткнення деревної стружки S у формі фракцій S1, S2 з шахтою 7 вільного падіння або іншими чутливими до механічної дії компонентами відповідного винаходові пристрою 1 та їх пошкодження внаслідок як відомо сильної абразивної дії деревної стружки S. Додатковий повітродувний пристрій 17 утворює захисний потік 18 переважно з можливістю формування ламінарного потоку вздовж бічної стінки 7a шахти 7 вільного падіння для уникнення небажаних звихрень і спричиненого ними змішування фракцій S1, S2, які мають бути розділені. Відповідний винаходові пристрій 1 містить переважно також третій уловлювальний пристрій 21 для відокремлюваних від деревної стружки S сторонніх тіл S3, таких як пісок, камінці, металеві деталі тощо, які, зокрема, є важчими, ніж деревна стружка S, а також четвертий уловлювальний пристрій 23 для легкої фракції S4 стружки, на яку не має бути нанесений клей, наприклад такої як деревний пил. Третій і четвертий уловлювальні пристрої 21, 23 встановлені переважно в зоні протікання відхиляючого потоку 6 відносно напрямку потоку перед клеєнаносним пристроєм 11. Завдяки цьому сторонні тіла S3 і легку фракцію S4 стружки без нанесення стружки відокремлюють від фракцій S1, S2 стружки, на які має бути нанесений клей, і виводять із технологічного процесу. Потім, наприклад, легка фракція S4 стружки може бути напрямлена для необмеженої і екологічно безпечної утилізації шляхом спалювання тощо. Так само особливо простим способом може бути зібрана та утилізована фракція S3 сторонніх тіл. Самозрозуміло, що така форма виконання пристрою на додаток до спрощення процесів експлуатації та утилізації відокремлених і виведених із технологічного процесу фракцій 4 UA 108139 C2 5 10 15 20 25 30 35 40 45 50 55 60 дозволяє уникнути напрямлення клейового аерозолю 15 на фракції S3, S4 стружки, на які не має бути нанесений клей, і завдяки цьому зменшити витрату клею в цілому. Як зображено на Фіг. 1, легші фракції S2, S4 деревної стружки S відхиляються повітряним потоком 6 в сторону на більшу відстань, аніж важча фракція S1 стружки або фракція S3 сторонніх тіл. Іншими словами, важчі та/або грубіші фракції рухаються по порівняно більш крутим траєкторіям в процесі повітряної сепарації. Таким чином, в процесі повітряної сепарації під дією повітряного потоку 6 забезпечується ефективне розділення окремих фракцій S1-S4 перед шахтою 7 вільного падіння або в цій шахті. Самозрозуміло, можливим є також розділення деревної стружки S на ще більшу кількість фракцій. Наприклад, можна відокремлювати більше ніж дві фракції S1, S2 стружок, на які має бути нанесений клей. Також можна відокремлювати додаткову важку фракцію S5 стружки за допомогою відхиляючого потоку 6 перед нанесенням клею для її повернення у технологічний процес. Наприклад, можливим є повернення, подрібнення і насамкінець домішування до деревної стружки S надто грубої для виготовлення деревностружкових плит певної якості фракції стружки без нанесення клею. Груба фракція стружки, на яку не нанесений клей, особливо легко піддається поверненню у технологічний процес для обробки. Особливо ефективною є дія відхиляючого потоку 6, якщо його головний напрямок 6' утворює з горизонталлю кут α в діапазоні від 30 до 60°. В ідеальному випадку кут α між горизонталлю і головним напрямком 6' відхиляючого потоку становить від 40 до 50°. У цьому кутовому діапазоні можна особливо ефективно визначати траєкторії переміщення окремих фракцій S1, S2, S4 стружки. При подібних кутах α утворюються порівняно довгі параболічні балістичні траєкторії, завдяки чому забезпечується особливо точна і потребуюча невеликого простору повітряна сепарація. Відповідно можна особливо зручно розділяти у просторі зони 12, 13 нанесення клею і встановлювати відповідну густину клею в цих зонах. Хоча зони 12, 13 нанесення клею на Фіг. 1 зображені на креслені на певній відстані між ними, вони можуть також безпосередньо примикати одна до іншої або переходити одна в іншу. Так само густину клею можна варіювати в формі градієнту і плавно змінювати при переході від однієї зони 12, 13 нанесення клею в іншу. Наприклад, кількість клею, поданого в формі принаймні одного клейового аерозолю 15, відносно об'єму відповідної зони 12, 13 нанесення клею, крізь який пропускають відхиляючий потік, можна безперервно зменшувати від зони 12 нанесення клею на грубу фракцію S1 стружки до зони 13 нанесення клею на дрібну фракцію S2 стружки. Вирішальним при цьому є те, що для фракцій S1, S2 стружки різного розміру можна подавати різну питому кількість клею для узгодження відповідної ввібраної кількості клею з характеристичним для фракцій S1, S2 стружки параметром, таким як об'єм, розмір та/або площа поверхні частинок. Для повноти опису на Фіг. 1 зображені передбачені зі сторони входу дозувальні та/або напрямні валки 25, принцип дії яких в основному відомий і тому в цій заявці докладно не описаний. Проте, розміщений безпосередньо перед повітродувним пристроєм 5 напрямний валок 25a переважно виконаний із можливістю відкидання деревної стружки S в сторону в напрямку орієнтованого навскіс угору відхиляючого потоку 6. Це дозволяє формувати траєкторію S3' переміщення стружки в процесі повітряної сепарації, схожу на балістичну параболу, для важких частинок з метою відокремлення фракції S3 сторонніх тіл шляхом повітряної сепарації. Принаймні один клейовий аерозоль 15 подають переважно у формі клейової завіси, яка перетинає траєкторії S1', S2' повітряної сепарації. Переважним для цього є лінійне розміщення відповідного винаходові пристрою 1, при якому зображені на Фіг. 1 структури в основному слід інтерпретувати як поперечні перерізи профілів, перпендикулярних площі креслення. Проте, можливою є також в основному обертово-симетрична форма виконання пристрою 1, причому в такому випадку клейові аерозолі 15 можуть утворювати в основному обертово-симетричну клейову завісу. Проте, ані вісесиметрична, ані обертово-симетрична конструкція відповідного винаходові пристрою 1 не є обов'язковою вимогою. На Фіг. 2 зображена альтернативна форма 31 виконання відповідного винаходові пристрою, яка за винятком першого і другого уловлювальних пристроїв 9, 10 в основному збігається з першою формою 1 виконання винаходу. Ідентичні або рівноцінні ознаки на Фіг. 2 для спрощення зображення не наведені та/або окремо не позначені. У другій формі 31 виконання винаходу замість лійкоподібних або кільцеподібних першого і другого уловлювальних пристроїв 9, 10 передбачені стрічкові транспортери 33 і 34, які діють аналогічно уловлювальним пристроям і додатково забезпечують укладення шарами один поверх іншого уловлених фракцій S1, S2 стружки з нанесеним на них клеєм у формі безперервних часткових потоків продукту для виготовлення багатошарових деревностружкових плит особливо економічним із точки зору потрібного місця способом. На відміну від першої форми 1 виконання винаходу уловлені фракції 5 UA 108139 C2 5 10 15 20 25 30 35 40 45 50 55 S1, S2 стружки в разі необхідності перед укладання шарами одна на іншу ще раз піддають повітряній сепарації та/або рівномірно розподіляють на поверхні виготовлюваної плити для забезпечення якомога рівномірнішої товщини шарів. Відповідний винаходові пристрій 1, 31 можна застосовувати таким чином: Придатну для виготовлення багатошарових деревностружкових плит деревну стружку S, яка містить компоненти різного розміру, в формі безперервного потоку продукту за допомогою дозувальних валків 25 напрямляють у відповідний винаходові пристрій 1, 31. За допомогою напрямних валків 25a деревну стружку S в основному у горизонтальному напрямку відкидають до повітряного потоку 6, причому наявні в потоці важкі сторонні тіла S3 падають униз перед відхиляючим потоком 6 та/або пролітають крізь нього, уловлюються третім уловлювальним пристроєм 21 і потім виводяться із потоку продукту. На відміну від цього відхиляючий потік 6 підхоплює деревну стружку S в напрямку навскіс угору. Легку дрібну фракцію S4 деревної стружки S, на яку не має бути нанесений клей, наприклад деревний пил, відокремлюють за допомогою четвертого уловлювального пристрою 23 перед нанесенням клею від потоку продукту і напрямляють на окрему стадію утилізації, наприклад для одержання енергії. На відміну від цього підхоплені повітряним потоком 6 компоненти стружки, на які має бути нанесений клей. в основному по більш крутій балістичній траєкторії S1 ', S2' падають у шахту 7 вільного падіння. В процесі повітряної сепарації за допомогою повітряного потоку 6 дрібну фракцію S1 стружки більше відхиляють у сторону, ніж грубу фракцію S2 стружки. Таким чином, відхилені в сторону фракції S1, S2 стружки падають у шахту 7 вільного падіння в основному поряд. У шахті 7 вільного падіння утворюють зони 12, 13 нанесення клею, які обмежені в основному траєкторіями S1', S2' переміщення фракцій S1, S2 стружки, в яких встановлюють переважно різну густину клею, введеного в формі розподіленого відповідним чином клейового аерозолю 15 або множини різних клейових аерозолів. При переміщенні крізь шахту 7 вільного падіння, зокрема у зонах 12, 13 нанесення клею, кожна із фракцій S1, S2 вбирає відповідну частину клейових аерозолів 15, тобто на них наносять клей при проходженні крізь зони 12, 13 нанесення клею. Густину принаймні одного клейового аерозолю 15 при цьому в зонах 12, 13 нанесення клею переважно узгоджують з відповідним середнім розміром частинок фракцій S1, S2 стружки. Таким чином кількість клею, нанесеного на дрібні та грубі фракції S1, S2 стружки, узгоджують зі співвідношенням між відповідною середньою площею поверхні і середнім об'ємом частинок. В нижній зоні шахти 7 вільного падіння фракції S1, S2 із нанесеним на них клеєм роздільно збирають уловлювальним пристроєм 9 і направляють на подальшу обробку для виготовлення багатошарової деревностружкової плити. При цьому фракції S1, S2 стружки відомим чином укладають одну на іншу в формі нижнього покривного шару, середнього шару і верхнього покривного шару. Можливим є також спресовування фракцій S1, S2 стружки або додаткових (не зображених на кресленні) фракцій стружки у багатошарові плити, кількість шарів яких відрізняється від кількості шарів у наведеному прикладі застосування винаходу. З укладених шарами згідно з винаходом фракцій стружки із нанесеним на них клеєм можна виготовляти багатошарові плити поліпшеної якості та/або досягати особливої економії ресурсів також у разі застосування звичайних пресувальних пристроїв. Зображені форми виконання винаходу можна комбінувати між собою будь-яким доцільним із технічної точки зору чином. Зокрема, можна комбінувати між собою різні клеєнаносні пристрої. Можливим є, наприклад, варіювання густини клею або градієнтів густини клею в зонах 12, 13 нанесення клею шляхом комбінування різних розпилювальних пристроїв 14 або клейових аерозолів 15 із різним ступенем розбавлення. Зокрема, окремі розпилювальні пристрої 14 можуть бути нахилені під різними кутами. Так само розпилювальні сопла та/або ротаційні розпилювачі можуть бути встановлені з різним інтервалом між ними. Завдяки різному нахилу розпилювальних сопел із клейового аерозолю 15 можуть бути утворені, наприклад, клейові завіси різної форми, завдяки чому утворюються різні зони контакту клейового аерозолю 15 з фракціями S1, S2 стружки різного розміру в окремих зонах 12, 13 нанесення клею. При цьому зображені на кресленнях варіанти розпилювальних пристроїв 14 та їх асиметричну комбінацію слід розуміти лише як схематичні приклади для пояснення принципу дії. Так само розділені фракції S1, S2 із нанесеним на них клеєм різним чином можуть бути зібрані та укладені пошарово для виготовлення матів, як це зображено на прикладах згідно з Фіг. 1 і 2. 6 UA 108139 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 1. Пристрій (1, 31) для повітряної сепарації деревної стружки (S) та нанесення на неї клею, який містить: - повітряний сепаратор (3) для розділення деревної стружки принаймні на одну грубу і одну дрібну фракцію (S1, S2), причому повітряний сепаратор містить принаймні одну шахту (7) вільного падіння і виконаний з можливістю напрямлення грубої і дрібної фракцій стружки крізь різні зони (12, 13) нанесення клею; та - клеєнаносний пристрій (11) для нанесення клею на грубу і дрібну фракції стружки у зонах нанесення клею. 2. Пристрій за пунктом 1, причому клеєнаносний пристрій (11) виконаний із можливістю введення у зони (12, 13) нанесення клею принаймні одного клейового аерозолю (15) і нанесення вздовж принаймні однієї траєкторії (S1’) переміщення грубої фракції (S1) в процесі повітряної сепарації іншої, зокрема більшої, кількості клею, аніж вздовж принаймні однієї траєкторії (S2’) переміщення дрібної фракції (S2) в процесі повітряної сепарації. 3. Пристрій за пунктом 1 або 2, причому передбачений клеєнаносний пристрій (11), виконаний із можливістю введення в зони (12, 13) нанесення клею принаймні одного клейового аерозолю (15) таким чином, що середня густина клею у зонах нанесення клею є різною. 4. Пристрій принаймні за одним із попередніх пунктів, причому повітряний сепаратор (3) містить принаймні один повітродувний пристрій (5) для утворення напрямленого навскіс угору відхиляючого потоку (6), головний напрямок (6’) якого зокрема утворює з горизонталлю кут (α) від 30 до 60°. 5. Пристрій принаймні за одним із попередніх пунктів, причому на повітряному сепараторі (3) відносно напрямку потоку перед зонами (12, 13) нанесення клею передбачений уловлювальний пристрій (21) для сторонніх тіл (S3), густина яких перевищує густину деревної стружки (S), та/або уловлювальний пристрій для фракції (S5) стружки, на яку не має бути нанесений клей, розмір частинок якої є більшим, ніж розмір частинок фракцій (S1, S2) стружки, на яку має бути нанесений клей, та/або уловлювальний пристрій (23) для фракції (S4) стружки, на яку не має бути нанесений клей, частинки якої є меншими, ніж частинки фракцій (S1, S2) стружки, на які має бути нанесений клей. 6. Пристрій принаймні за одним із попередніх пунктів, який додатково містить принаймні один уловлювальний пристрій (9, 10) для роздільного уловлювання фракцій (S1, S2), на які нанесений клей. 7. Пристрій принаймні за одним із попередніх пунктів, який містить принаймні один додатковий повітродувний пристрій (17) для утворення захисного потоку (18) вздовж принаймні однієї бічної стінки (7а) шахти (7) вільного падіння для відхилення фракцій (S1, S2), на які нанесений клей, та/або клейових аерозолів (15) в сторону від бічної стінки. 8. Пристрій за пунктом 6, причому уловлювальний пристрій містить принаймні один стрічковий транспортер (33, 34) і виконаний з можливістю послідовного напрямлення принаймні грубої і дрібної фракцій (S1, S2) стружки в напрямку транспортування на стрічковий транспортер і транспортування на ньому укладених шарами фракцій стружки для подальшої обробки. 9. Спосіб повітряної сепарації і нанесення клею на деревну стружку, причому деревну стружку шляхом повітряної сепарації розділяють принаймні на дві фракції стружки різного розміру, і на ці фракції стружки в процесі повітряної сепарації наносять клей. 10. Спосіб за пунктом 9, причому на фракції стружки наносять клей у формі клейових аерозолів різної густини, причому на фракції стружки наносять клей тим більшої густини, чим більшим є розмір частинок фракції стружки. 11. Спосіб за пунктом 10, причому на фракції стружки шляхом розпилення наносять клей різної густини із різним ступенем розбавлення. 12. Спосіб принаймні за одним із попередніх пунктів 9-11, причому фракції стружки шляхом уведення напрямленого навскіс угору відхиляючого потоку відводять в сторону на різну відстань і наносять на них клей у фазі падіння, зокрема в зоні нижче відхиляючого потоку. 13. Спосіб принаймні за одним із попередніх пунктів 9-12, причому в процесі повітряної сепарації перед нанесенням клею відокремлюють принаймні одну додаткову фракцію стружки, на яку не має бути нанесений клей. 14. Спосіб принаймні за одним із пунктів 9-13, причому фракції стружки містять принаймні одну грубу фракцію стружки для одержання середнього шару і дрібну фракцію для одержання принаймні одного покривного шару пресованої деревностружкової плити. 7 UA 108139 C2 15. Спосіб виготовлення пресованої деревностружкової плити, що включає спосіб за пунктом 14 і стадію укладення один на інший принаймні одного нижнього покривного шару, середнього шару і верхнього покривного шару, а також стадію спресовування покривних шарів та середнього шару. 8 UA 108139 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for elutriating and gluing wood chips
Автори англійськоюSpeidel, Hannes
Автори російськоюШпайдель Ханнес
МПК / Мітки
МПК: B27N 3/00, B27N 1/00, B27N 3/14
Мітки: клею, повітряної, пристрій, стружки, нанесення, спосіб, неї, сепарації, деревної
Код посилання
<a href="https://ua.patents.su/11-108139-pristrijj-i-sposib-povitryano-separaci-derevno-struzhki-ta-nanesennya-na-ne-kleyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб повітряної сепарації деревної стружки та нанесення на неї клею</a>
Пристрій для нанесення клею на криволінійні ділянки взуттєвих деталей
Номер патенту: 47713
Опубліковано: 15.07.2002
Автори: Кармаліта Анатолій Костянтинович, Кравченко Тарас Олексійович
МПК: A43D 25/00
Мітки: криволінійні, нанесення, пристрій, ділянки, клею, деталей, взуттєвих
Формула / Реферат:
Пристрій для нанесення клею на криволінійні ділянки взуттєвих деталей, який включає корпус з системою отворів для вприскування, з'єднаних розподільчим каналом, механізм подачі клею, який відрізняється тим, що механізм подачі клею складається із розподільчого шестипозиційного крана, з'єднаного трубками з криволінійними розподільчими каналами, сопел, розташованих по контуру кожного каналу і закритих клапанами.
Пристрій для нанесення клею-розплаву
Номер патенту: 61230
Опубліковано: 11.07.2011
Автори: Березенко Микола Петрович, Горященко Сергій Леонідович, Петегерич Сюзанна Володимирівна, Параска Георгій Борисович
МПК: B05C 5/04
Мітки: нанесення, клею-розплаву, пристрій
Формула / Реферат:
Пристрій для нанесення клею-розплаву, що містить корпус, плавильну камеру, з якої через сопло клей подається на деталь, який відрізняється тим, що корпус має поворотну колону з закріпленою на ній аеродинамічною колоною з електродвигуном, при цьому в самому корпусі встановлено поршневий механізм подачі клею з електромагнітним приводом та кільцевими нагрівачами, причому завантаження клею відбувається збоку, а на поршневий механізм...
Сушильна установка для сушіння деревної стружки і відповідний спосіб сушіння деревної стружки
Номер патенту: 106746
Опубліковано: 10.10.2014
Автори: Іреді Маттіас, Хаш Йоахім
МПК: F26B 23/00
Мітки: стружки, установка, деревної, спосіб, сушіння, сушильна, відповідний
Формула / Реферат:
1. Сушильна установка для сушіння деревної стружки (18) з(а) топкою (12),(б) сушаркою (16) для деревної стружки (18) і(в) зворотним пристроєм (56) для повернення пароповітряної суміші (34) в сушарку (16),(г) причому зворотний пристрій (56) містить нагрівник (42) пароповітряної суміші, і(д) причому сушильна установка (10) для сушіння деревної стружки виконана для скорочення органічних сполук, що є в...
Пристрій для нанесення клею-розплаву
Номер патенту: 19108
Опубліковано: 15.12.2006
Автор: Романіка Роман Валерійович
МПК: B05C 5/04
Мітки: нанесення, пристрій, клею-розплаву
Формула / Реферат:
1. Пристрій для нанесення клею-розплаву, що містить плавильний резервуар з нагрівальними елементами і з встановленим всередині плавильного резервуара порожнистим циліндром, що має бічні отвори, і додатковим нагрівальним елементом, який відрізняється тим, що порожнистий циліндр встановлений на нерухомій платформі з можливістю обертання щодо своєї осі, бічні отвори на порожнистому циліндрі виконані у верхній і нижній його частинах і всередині...
Спосіб і пристрій для вологого нанесення клею на деревні волокна
Номер патенту: 107602
Опубліковано: 26.01.2015
Автори: Шперліх Даніель, Дрьоге Петер
МПК: B27N 1/00
Мітки: вологого, нанесення, клею, спосіб, деревні, пристрій, волокна
Формула / Реферат:
1. Спосіб вологого нанесення клею на деревні волокна, які були попередньо одержані в рафінері (4) шляхом розщеплення подрібненої в тріску деревини, щоб після вологого нанесення клею в зоні (BZ) нанесення клею їх можна було висушити в сушарці (5), потім розподілити в завантажувальному розподільному пристрої (6) з утворенням волокнистого килима, і в установці (7) гарячого пресування запресувати в деревностружкову плиту необхідної товщини,...
Попередній патент: Розчин електроліту і електрохімічні способи модифікації поверхні
Наступний патент: М’ясний продукт запечений
Випадковий патент: Спосіб експрес-оцінки стану рідинно-фазного об'єкта