Валок для гарячої прокатки
Номер патенту: 111505
Опубліковано: 10.05.2016
Автори: Х'юітт Стівен, Каіхан Мендерес, Карлссон Ян-Ерік
Формула / Реферат
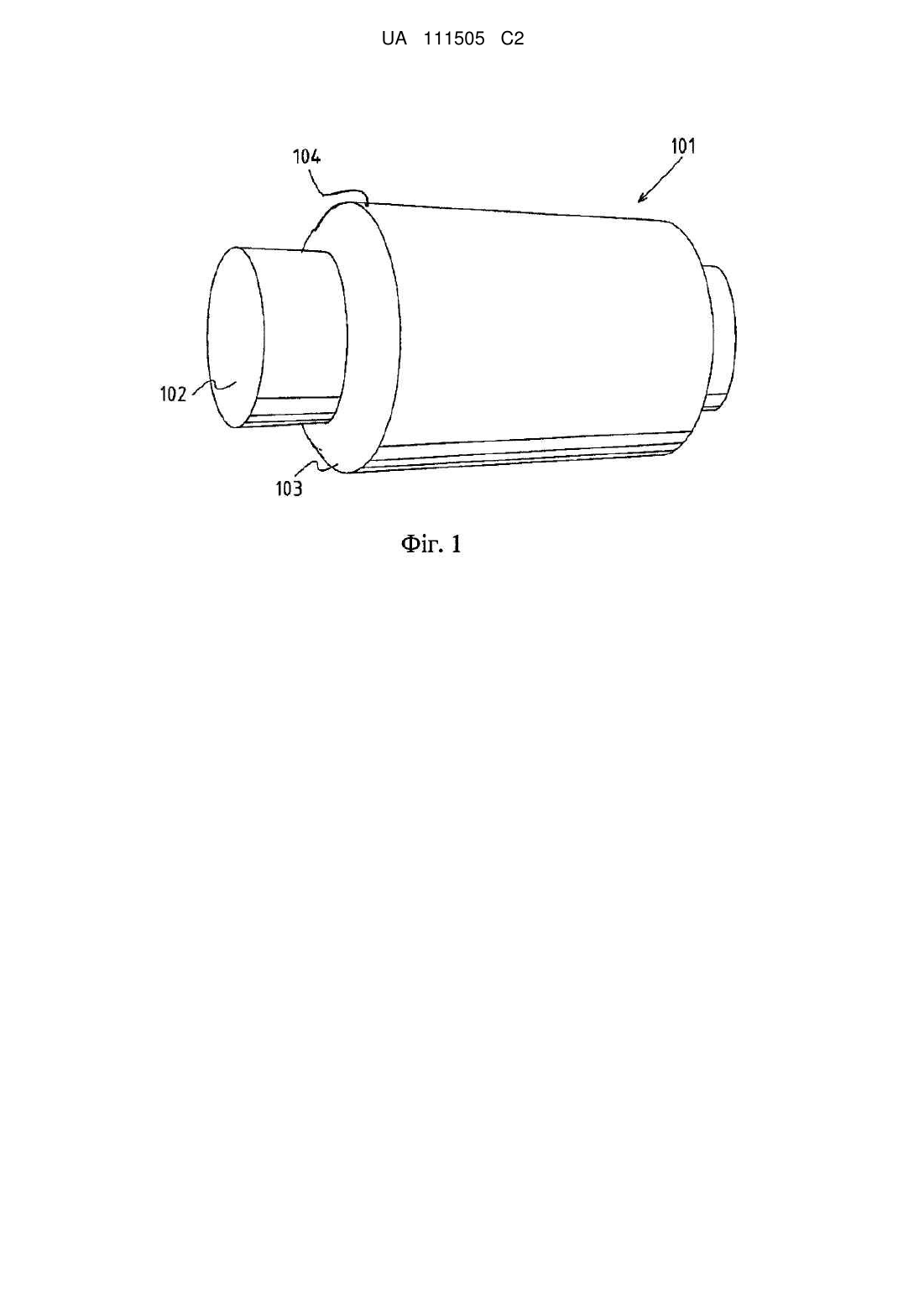
1. Валок (101) для гарячої прокатки, що включає бочку, який відрізняється тим, що щонайменше частина огинальної поверхні (104) згаданої бочки виготовлена із залізовуглецевого сплаву, що за хімічним складом складається з наступних елементів, мас. %:
вуглець (С) - 1-3
хром (Сr) - 3-6
молібден (Мо) - не більше 7
вольфрам (W) - не більше 15
ванадій (V) - 3-14
кобальт (Со) - не більше 10
ніобій (Nb) - не більше 3
азот (N) - не більше 0,5
ітрій (Y) - 0,2-1, і
залізо і постійні домішки - решта,
причому Mo+0,5W=2-10 мас. %.
2. Валок (101) за п. 1, в якому згадана бочка включає:
- аксіально-витягнуте тіло (102) і
- аксіально-витягнутий бандаж (103), розташований радіально ззовні згаданого тіла (102).
3. Валок за п. 2, в якому згаданий бандаж (103) виготовлений зі згаданого залізовуглецевого сплаву.
4. Валок (101) за п. 2 або 3, в якому згаданий бандаж виготовлений шляхом ущільнення порошку згаданого залізовуглецевого сплаву, причому цей порошок підданий підвищеному нагріванню і підвищеному тиску для одержання згаданого ущільнення.
5. Валок (101) за будь-яким з пп. 2-4, в якому згадане тіло (102) виготовлене з ливарної сталі або ливарного чавуну, або кованої сталі.
6. Валок за будь-яким з пп. 2-5, який відрізняється тим, що в матеріалі згаданого бандажа (103) є частинки карбіду, які мають середню величину частинки карбіду <3 мкм.
7. Валок за будь-яким з пп. 2-6, який відрізняється тим, що бандаж (103) має ізотропну мікроструктуру.
8. Валок (101) за будь-яким з пп. 2-7, в якому згаданий бандаж (103) напресований з гарячою посадкою на згадане тіло (102).
9. Валок (101) за будь-яким з пп. 1-8, в якому вміст ітрію (Y) в згаданому залізовуглецевому сплаві більший ніж 0,4 мас. %.
10. Валок (101) за будь-яким з пп. 1-9, в якому вміст ітрію (Y) в згаданому залізовуглецевому сплаві менший ніж 0,6 мас. %.
11. Валок (101) за будь-яким з пп. 1-10, в якому вміст ітрію (Y) в згаданому залізовуглецевому сплаві знаходиться в діапазоні 0,45-0,60 мас. %.
12. Валок (101) за будь-яким з пп. 1-11, який відрізняється тим, що Mo+0,5W=5,0-8,5 мас. %.
13. Валок (101) за будь-яким з пп. 1-12, який відрізняється тим, що вміст вуглецю (С) в згаданому залізовуглецевому сплаві знаходиться в діапазоні від 1,1 до 1,4 мас. %.
14. Валок за будь-яким з пп. 1-13, який відрізняється тим, що вміст хрому (Сr) в згаданому залізовуглецевому сплаві знаходиться в діапазоні від 4,0 до 5,0 мас. %.
15. Валок за будь-яким з пп. 1-14, який відрізняється тим, що вміст молібдену (Мо) в згаданому залізовуглецевому сплаві знаходиться в діапазоні від 4,5 до 5,5 мас. %.
16. Валок за будь-яким з пп. 1-15, який відрізняється тим, що вміст вольфраму (W) в згаданому залізовуглецевому сплаві знаходиться в діапазоні від 6,0 до 7,0 мас. %.
17. Валок за будь-яким з пп. 1-16, який відрізняється тим, що вміст ванадію (V) в згаданому залізовуглецевому сплаві знаходиться в діапазоні від 3,0 до 5,0 мас. %.
Текст
Реферат: Даний винахід стосується валка (101) для гарячої прокатки, який включає бочку, яка відрізняється тим, що щонайменше частина огинальної поверхні (104) згаданої бочки виготовлена із залізовуглецевого сплаву, яка, згідно з її хімічним складом, складається з наступних елементів, у мас. %: вуглець (С) - 1-3, хром (Сr) - 3-6, молібден (Мо) - не більше 7, вольфрам (W) - не більше 15, ванадій (V) - 3-14, кобальт (Со) - не більше 10, ніобій (Nb) - не більше 3, азот (N) - не більше 0,5, ітрій (Y) - 0,2-1 та залізо (Fe) і постійні домішки - решта. UA 111505 C2 (12) UA 111505 C2 UA 111505 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ТЕХНІКИ Даний винахід стосується в основному галузі валків для гарячої прокатки. До того ж, зокрема, даний винахід стосується галузі робочих валків для гарячої прокатки. РІВЕНЬ ТЕХНІКИ Гаряча прокатка металу є способом формування металу, який протікає при температурах вище температури рекристалізації металу, що піддається формуванню. Це означає, що прокатку виконують при підвищених температурах, звичайно при температурах вище 700 °C. Така висока температура під час операції прокатки є причиною механічних проблем для обладнання, яке використовується при гарячій прокатці. Висока температура є причиною проблем щодо зменшення твердості матеріалу валка, отже, твердість валка в гарячому стані має категоричну важливість для того, щоб робити можливим триваліший термін експлуатації валків. У доповнення до високої температури цикл прокатки часто включає охолоджування прокатуваного металу шляхом зрошування, тим самим, спричиняючи утворення великої кількості пари. Пара спільно з підвищеними температурами спричиняє інтенсивне окиснення використовуваного прокатного обладнання і особливо робочих валків прокатного обладнання. Отже, матеріал, що використовується для прокатних валків, повинен витримувати високу температуру без втрати своєї твердості, а також стійкості до стирання/зносу при згаданих температурах і атмосфері. Звичайно робочі валки для гарячої прокатки виробляють із високохромистих із застосуванням нікелю ливарних сплавів. Сьогодні в більшості випадків робочі валки для гарячої прокатки є композитними валкам. Композитний валок включає тіло з придатними механічними властивостями, такими, як ковке залізо або сталь, і бандаж із достатньою гарячою твердістю і достатньою стійкістю до зносу при гарячій прокатці. Розробка зовнішнього шару валка є дуже бурхливою з початку 1980-х, досягаючи кульмінації в застосуванні ливарних сплавів, що містять Fe-C-Cr-W-Mo-V, які замінили високохромистий ливарний чавун і Ni-hard (ніхард, легований хромом і нікелем) ливарний чавун. Сплави такого складу звичайно називають залізовуглецевим сплавом. Класичний залізовуглецевий сплав показує і хорошу гарячу твердість, і хорошу стійкість до зносу. Потім, щоб додатково поліпшувати бажані властивості пристроїв гарячої прокатки, розрахунок залізовуглецевого сплаву заснований на складанні так званої сталі М2, в якій основні зміни полягають у вищому вмісті вуглецю і ванадію. Звичайний склад такого залізовуглецевого сплаву часто лежить у наступних діапазонах: 1,5-2,5 % С, 0-6 % W, 0-6 % Mo, 3-8 % Cr, і 4-10 % V. В основному визначальною метою прокатного виробництва є витримувати фасонний профіль і шорсткість поверхні прокатного металу якомога ближче до заданих значень. Краще виконання валків із залізовуглецевого сплаву, порівняно з матеріалами валків гарячої прокатки, що раніше застосовувалися, стосується мікроструктурних характеристик залізовуглецевого сплаву, як наприклад, велика кількість високотвердих і мілкодисперсних типу МС евтектичних карбідів і основна матриця, зміцнена вторинними карбідами, що виділяються. Знос валка при гарячій прокатці є складним процесом, що характеризується одночасною роботою декількох явищ руйнування поверхні, які містять в собі щонайменше стирання, окиснення, адгезію і термічну втому. Термічна втома обумовлюється напругою, яка виникає при циклічному нагріванні і охолоджуванні дуже тонкого приповерхневого шару, який межує з поверхнею валка. Адгезія виходить від ділянок мікрозварювання робочого металу в напрямку металу валка в зоні контакту міжвалкового зазору. В галузі техніки відомо, що збільшення об'ємної частки евтектичних карбідів має позитивний вплив на адгезійні властивості. Окиснення валка під час гарячої прокатки помітно впливає на характеристики зносу валкового матеріалу, оскільки доти, поки цей шар є гладким, зчіпним і нерозривним, він діє як твердий мастильний матеріал і як термальний бар'єр, таким чином, захищаючи поверхню валка від руйнування. У US6095957 розкривають відомості про валок для гарячої прокатки із зовнішнім шаром, що включає Fe-C-Mo-Nb-V. Це рішення показує, що можливе подальше удосконалення зовнішнього шару. У US4941251 розкривають відомості про валок для гарячої прокатки із зовнішнім шаром з кераміки. Однак цей керамічний шар є крихким і таким, що важко піддається механічній обробці до бажаних остаточних розмірів робочого валка. МЕТА ВИНАХОДУ Даний винахід спрямований на усунення вищезазначених недоліків відомих раніше композитних валків для гарячої прокатки, а також на надання вдосконаленого валка для гарячої 1 UA 111505 C2 5 10 15 20 25 30 35 40 45 50 55 прокатки. Первинною метою даного винаходу є запропонувати огинальну поверхню на валок для гарячої прокатки з удосконаленою зносостійкістю при підвищених температурах, наприклад, вище 700 °C. СУТЬ ВИНАХОДУ Згідно з даним винаходом щонайменше початкову мету досягають за допомогою спочатку позначеного валка для гарячої прокатки, який має характеристики, позначені в незалежному пункті формули винаходу. Переважні варіанти здійснення даного винаходу далі визначені в залежних пунктах формули винаходу. Згідно з даним винаходом пропонується валок для гарячої прокатки спочатку позначеного типу, що включає бочку, в якій валок відрізняється тим, що щонайменше частина огинальної поверхні вказаної бочки виготовлена з залізовуглецевого сплаву, який, згідно з його хімічним складом, складається з наступних елементів, в процентах від маси: 1-3 вуглець (С), 3-6 хром (Cr), 0-7 молібден (Mo), 0-15 вольфрам (W), 3-14 ванадій (V), 0-10 кобальт (Co), 0-3 ніобій (Nb), 0-0,5 азот (N), 0,2-1 ітрій (Y) та інші залізо (Fe) і постійні домішки, де Mo+0,5W=2-10 % від маси. У результаті це дає огинальну поверхню згаданої бочки, яка має дуже добру зносостійкість при підвищених температурах. Посилання в описі винаходу на "один з варіантів здійснення" або "варіант здійснення" означає, що конкретна ознака, конструкція або характеристика, описана в зв'язку з варіантом здійснення, включається щонайменше в один варіант здійснення винаходу. Таким чином, поява виразів "в одному з варіантів здійснення" або "варіант здійснення" в різних місцях по всьому опису винаходу не обов'язково є вказівкою на один і той же варіант здійснення. Крім цього, конкретні ознаки, конструкції або характеристики можуть комбінуватися будь-яким придатним чином в одному або більше варіантах здійснення. Згідно з варіантом здійснення згаданий бандаж виготовлений з ущільнення порошку згаданим залізовуглецевим сплавом; цей порошок піддають підвищеному нагріванню і підвищеному тиску, спричиняючи згадане ущільнення. Порошок переважно виготовляють шляхом розпилення в аргоновому середовищі розплавленого металу, який включає згадані елементи, до переходу в згаданий порошок. При використанні розпилення розплавленого металу в аргоновому середовищі кількість нітридів мінімальна порівняно з використанням розпилення в азотному середовищі, в якому використання газоподібного азоту спричиняє утворення нітридів. Технічний ефект від вищезазначеного приготування порошку полягає в тому, що рідкоземельний елемент ітрій рівномірно розподіляється в порошку. Якби залізовуглецевий сплав, згідно з винаходом, був вироблен способом лиття, хімічно високоактивний елемент ітрій міг би сегрегувати і не розподілятися рівномірно. Рівномірний розподіл ітрію в основній матриці залізовуглецевий сплав призводить до окалини, який утворюється з ефективною адгезією до залізовуглецевого сплаву. Ітрій, який додається, також змінює кінетику підвищення окалини, так що окалина швидко збільшується до товщини насичення; швидкість збільшення окалини істотно зменшується зверху даної товщини насичення. Позитивний технічний ефект зі зносостійкості при підвищених температурах внаслідок тонкої дисперсії ітрію в основній матриці залізовуглецевого сплаву є несподівано хорошим. Цей технічний ефект виходить за межі того, що очікував би фахівець в даній галузі техніки від додавання ітрію, використовуючи спосіб порошкової металургії. Згідно з даним винаходом вміст вуглецю (С) у згаданому залізовуглецевому сплаві знаходиться в діапазоні 1-3 % від маси. Кількості вуглецю повинно бути достатньо для утворення карбідів, необхідних для зносостійкості залізовуглецевого сплаву. Переважно кількості вуглецю повинно бути достатньо для виробництва залізовуглецевого сплаву з достатньою здатністю до загартування. Верхня межа 3 % задає максимальний вміст вуглецю; вище цієї межі може утворюватися залишковий аустеніт. Згідно з варіантом здійснення вміст вуглецю знаходиться в діапазоні від 1,1 до 1,4 % від маси. Згідно з даним винаходом вміст хрому (Cr) знаходиться в діапазоні 3-6 % від маси. Цей інтервал обумовлює хороше загартування, а також і необхідне утворення карбідів. Однак дуже багато хрому викликає залишковий аустеніт і підвищений ризик перевідпуску і тому не потрібно перевищувати верхню межу 6 %. Згідно з варіантом здійснення вміст Cr знаходиться в діапазоні від 4,0 до 5,0 % від маси. Згідно з даним винаходом вміст молібдену (Mo) знаходиться в діапазоні 0-7 % від маси. Додавання молібдену спричиняє повторне зміцнення шляхом осадження карбіду, що збільшить гарячу твердість і зносостійкість залізовуглецевого сплаву. Згідно з одним із варіантів здійснення вміст Mo знаходиться в діапазоні від 4,5 до 5,5 % від маси. 2 UA 111505 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з даним винаходом вміст вольфраму (W) знаходиться в діапазоні від 0 до 15 % від маси. Додавання вольфраму спричиняє повторне зміцнення шляхом осадження карбіду, що збільшить гарячу твердість і зносостійкість залізовуглецевого сплаву. Згідно з варіантом здійснення вміст W знаходиться в діапазоні від 6,0 до 7,0 % від маси. Згідно з даним винаходом вміст ванадію (V) знаходиться в діапазоні від 3 до 14 % від маси. Додавання ванадію викликає повторне загартування шляхом осадження карбіду, що збільшить гарячу твердість і зносостійкість залізовуглецевого сплаву. Однак дуже багато ванадію примушує залізовуглецевий сплав ставати крихким і, отже, не потрібно перевищувати верхню межу 14 %. Згідно з варіантом здійснення вміст V знаходиться в діапазоні від 3,0 до 5,0 % від маси, переважно в діапазоні від 3,0 до 3,5 % від маси. Згідно з даним винаходом вміст кобальту (Со) в згаданому залізовуглецевому сплаві знаходиться в діапазоні від 0 до 10 % від маси. Сплавлення залізовуглецевого сплаву з кобальтом поліпшує опір відпуску і гарячу твердість, тим більше обидва ці параметри є категорично важливими для використання залізовуглецевого сплаву в пристрої з високотемпературним зносом. Кількість кобальту також впливає на твердість залізовуглецевий сплав шляхом впливу на кількість залишкового аустеніту, примушуючи згаданий залишковий аустеніт безперешкодно перетворюватися в мартенсіт під час відпуску. Вибраний для кобальту діапазон є придатним діапазоном для залізовуглецевого сплаву цього складу, в якому верхній рівень є швидше економічним компромісом, ніж науковим обмеженням. Згідно з одним з варіантів здійснення винаходу вміст Co становить 0 % або на рівні домішки, тоді як згідно з альтернативним варіантом здійснення він знаходиться в діапазоні від 8,0 до 9,0 % від маси. Згідно з даним винаходом залізовуглецевий сплав повинен містити ітрій в діапазоні від 0,2 % до 1 %, як, наприклад, від 0,4 до 0,7 % від маси, переважно в діапазоні від 0,45 до 0,60 % від маси, як, наприклад, від 0,4 до 0,5 % від маси, а саме 0,4, 0,41, 0,42, 0,43, 0,44, 0,45, 0,46, 0,47, 0,48 і 0,50 % від маси. Вміст ітрію, заданий у вищезазначеному діапазоні, спричинює вищезазначений позитивний ефект на окалину. Особливо вміст ітрію в діапазоні від 0,45 до 0,60 % від маси дає дуже хороше збільшення відносно можливості залізовуглецевого сплаву витримувати високотемпературний знос. Нижня межа діапазону в 0,2 % задає початкову точку, з якою можна розпізнати значний позитивний вплив ітрію на високотемпературний знос, вища межа 1 % показує край інтервалу, з якого можна розпізнати значний позитивний вплив ітрію на високотемпературний знос. Згідно з варіантом здійснення згадана бочка включає аксіально-витягнуте тіло і аксіальновитягнутий бандаж, розташований радіально ззовні згаданого тіла. Таким чином, тіло може бути сконструйоване так, щоб забезпечувати відмінну передачу тепла і механічну витривалість; з іншого боку, бандаж може розташовуватися так, щоб забезпечувати відмінну зносостійкість. Згідно з варіантом здійснення згаданий бандаж виготовлений зі згаданого залізовуглецевого сплаву. Це спричиняє вияв зносостійкістю згаданого бандажа відмінних властивостей для гарячої прокатки, як, наприклад, зносостійкість і гаряча твердість. Згідно з варіантом здійснення порошок, з якого утворений бандаж, піддається підвищеному нагріванню (наприклад, 1150 °C) і підвищеному тиску (наприклад, 1000 бар) протягом тривалого періоду (наприклад, 2 години), так що досягається ущільнення порошку. Згідно з варіантом здійснення потім бандаж з ущільненого порошку піддають стадії м'якого відпалу при 900 °C, за якою настає пониження температури до 700 °C зі швидкістю охолоджування 10 °C/година, після чого допускається природне охолоджування бандажа при кімнатній температурі. Ця стадія м'якого відпалу приводить карбіди в залізовуглецевий сплав до сфероїдизації. В результаті бандаж переважно піддають механічній обробці, а потім стадії термічної обробки із загартуванням (аустенізацією) при 1100 °C і відпалу протягом трьох послідовних стадій при 560 °C по 60 хвилин кожна, з природним охолоджуванням при кімнатній температурі між ними. Згідно з одним з варіантів здійснення згадане тіло виготовлене з ливарної сталі або кованої сталі. Тіло, виготовлене з ливарної сталі, або ливарного чавуна, або кованої сталі, легко піддається механічній обробці і термообробці до бажаної функціональної характеристики. Таке тіло також є ефективним за витратами і нескладним у виробництві. Згідно з даним винаходом мікроструктура бандажа є ізотропною. Результатом цього є поліпшені характеристики бандажного матеріалу. Згідно з винаходом переважно, щоб матеріал згаданого бандажа містив частинки карбіду, які мають середню величину частинки карбіду
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll for hot rolling
Автори англійськоюKayhan, Menderes, Karlsson, Jan-Erik, Hewitt, Stephen
Назва патенту російськоюВалок для горячей прокатки
Автори російськоюКаихан Мэндэрэс, Карлссон Ян-Эрик, Хюитт Стивен
МПК / Мітки
МПК: C22C 38/22, C22C 38/24, B22F 3/15, C22C 38/26, B21B 27/03, C22C 38/30
Мітки: валок, прокатки, гарячої
Код посилання
<a href="https://ua.patents.su/11-111505-valok-dlya-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Валок для гарячої прокатки</a>
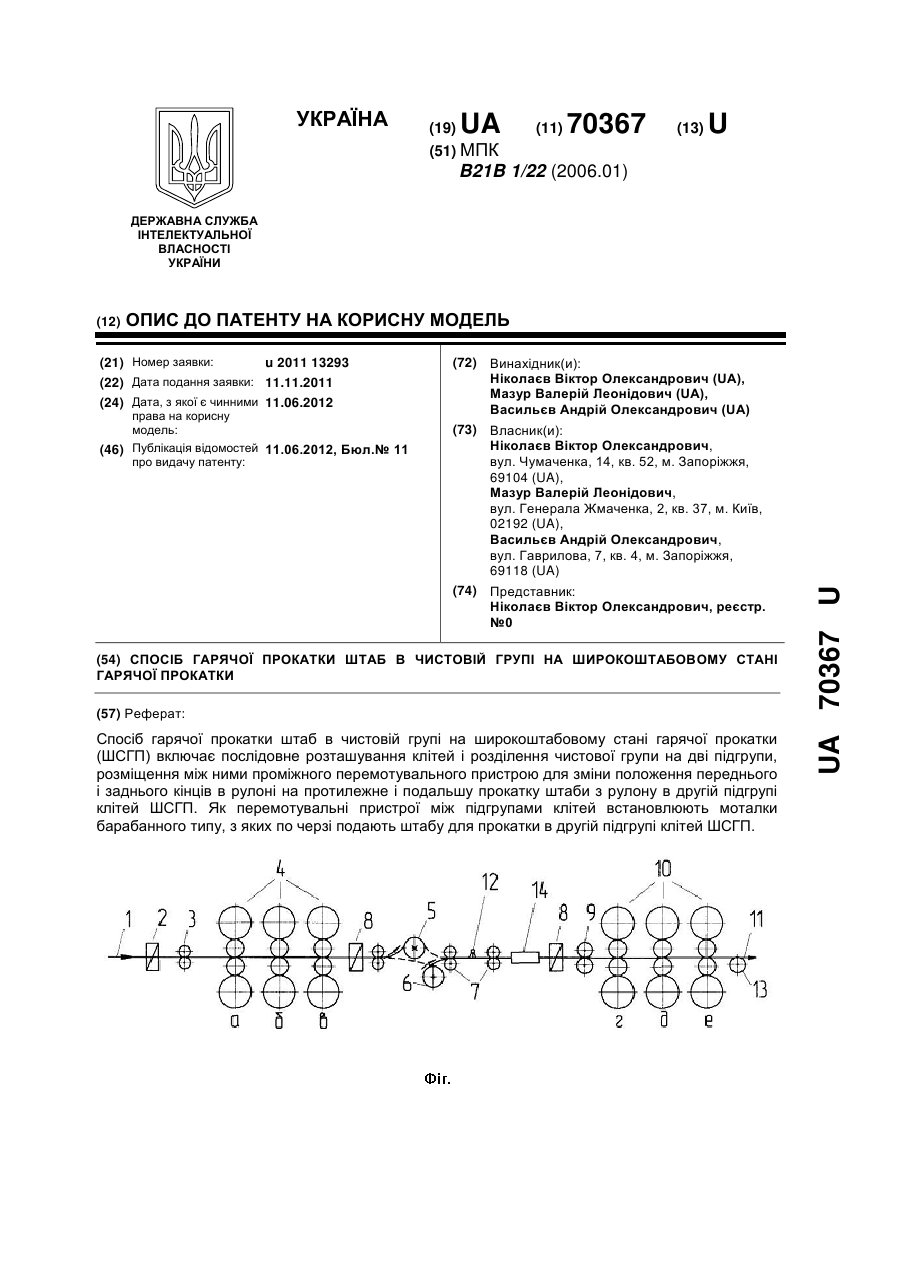
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Мазур Валерій Леонідович
МПК: B21B 1/22
Мітки: чистовий, широкоштабовому, групи, прокатки, гарячої, штаб, стані, спосіб
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Зельбах Пауль, Бройєр Міхель, Хоф Хартмут
Мітки: спосіб, стан, алюмінію, прокатки, також, зокрема, прокатній, гарячої, металу
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Прокатний валок робочої кліті стана холодної прокатки труб
Номер патенту: 54197
Опубліковано: 25.10.2010
Автори: Гриневич Володимир Ігорович, Чуприна Дмитро Олегович
МПК: B21B 21/00, B21B 31/00
Мітки: прокатки, робочої, кліті, труб, холодної, стана, прокатній, валок
Формула / Реферат:
Прокатний валок робочої кліті стана холодної прокатки труб, що включає калібр та валок, який відрізняється тим, що він виконаний у вигляді збірної конструкції, яка містить дисковий калібр з рівчаком змінного перерізу та два піввалки, які з'єднані з калібром за допомогою конусних виступів у калібрі та стискаючого болта.
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41136
Опубліковано: 12.05.2009
Автори: Хоменко Юрій Іванович, Тютєрєв Ігор Анатолійович, Большаков Володимир Іванович, Воробйов Геннадій Михайлович
МПК: B21B 1/00
Мітки: сталі, спосіб, ніобієм, ванадієм, низьковуглецевої, мікролегованої, гарячої, прокатки, марганцевої
Формула / Реферат:
Спосіб гарячої прокатки листів мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18...16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з однаковим обтисненням.
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41157
Опубліковано: 12.05.2009
Автори: Тютєрєв Ігор Анатолійович, Хоменко Юрій Іванович, Воробйов Геннадій Михайлович, Большаков Володимир Іванович
МПК: B21B 1/00
Мітки: марганцевої, низьковуглецевої, сталі, спосіб, мікролегованої, ніобієм, гарячої, ванадієм, прокатки
Формула / Реферат:
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18... 16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з поступовим зменшенням ступеня обтиснення.
Попередній патент: Двохвильовий лазерний доплерівський анемометр
Наступний патент: Розчин для орального введення
Випадковий патент: Пружинний диференціатор теплових сигналів