Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Мазур Валерій Леонідович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
Формула / Реферат
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між підгрупами клітей встановлюють моталки барабанного типу, з яких по черзі подають штабу для прокатки в другій підгрупі клітей ШСГП.
Текст
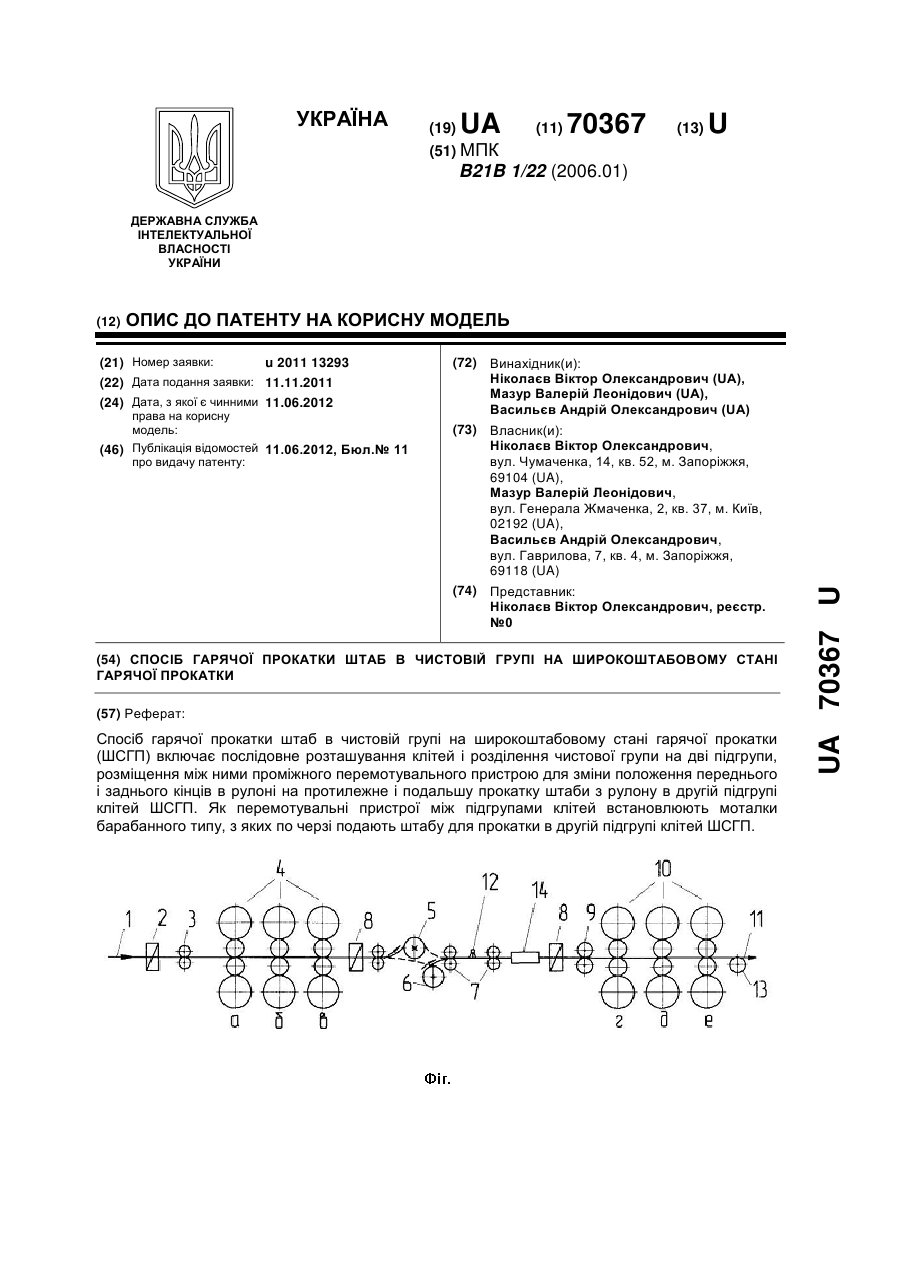
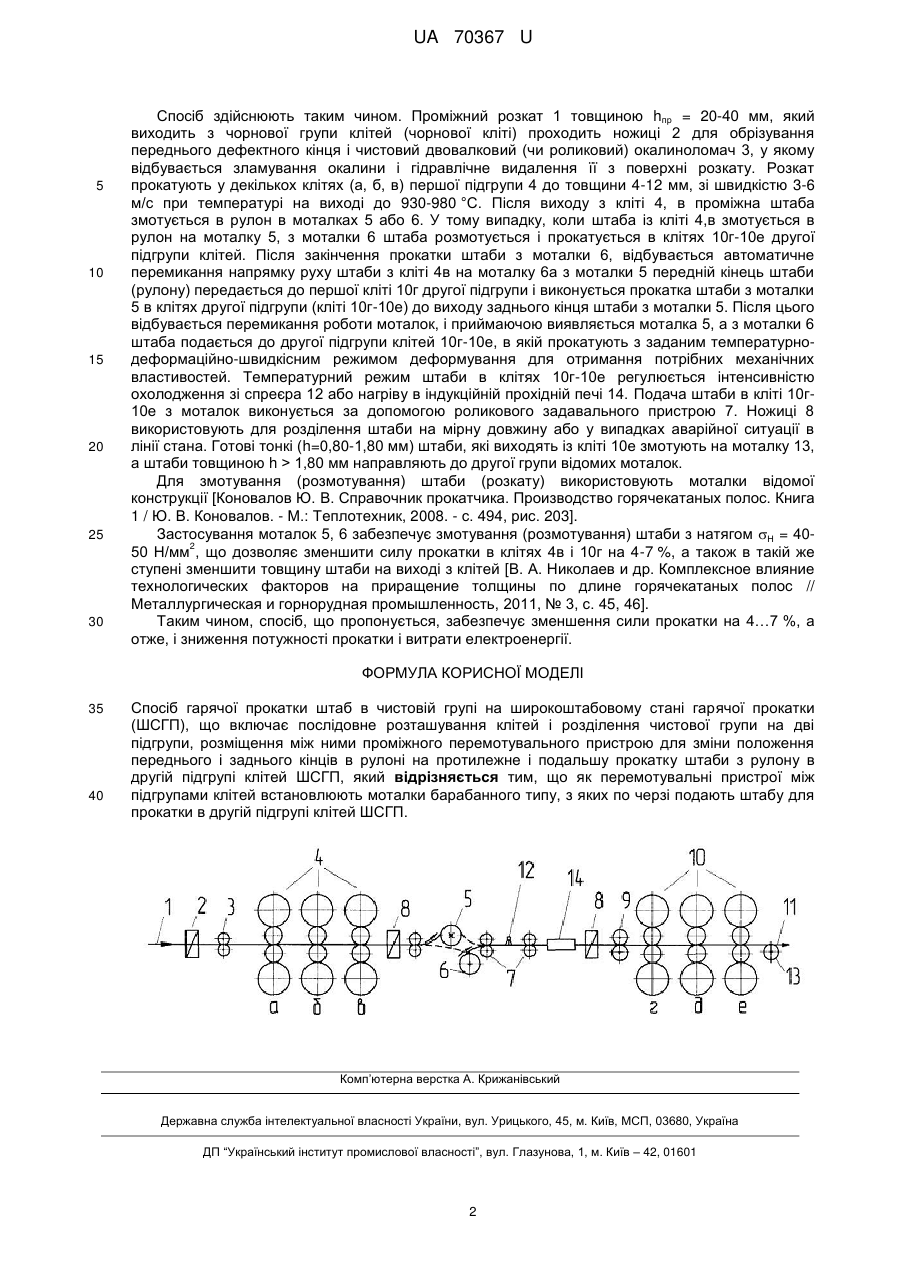
Реферат: Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП) включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП. Як перемотувальні пристрої між підгрупами клітей встановлюють моталки барабанного типу, з яких по черзі подають штабу для прокатки в другій підгрупі клітей ШСГП. UA 70367 U (12) UA 70367 U UA 70367 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного виробництва, зокрема до гарячої прокатки штаб на неперервному широкоштабовому стані. Відомий спосіб виробництва штаб на широкоштабовому стані гарячої прокатки (ШСГП) передбачає прокатку штаб у чорновій і чистовій групах клітей [А. П. Грудев и др. Технология прокатного производства. - М.: Металлургия, 1994, 354 с., рис. 158]. У чорновій групі штаба прокатується в п'ятьох клітях, а в чистовій групі у шістьох послідовно розташованих клітях. При цьому від чорнової групи розкат передається до чистової групи по проміжному рольгангу, а в чистовій групі штаба прокатується одночасно у шістьох послідовно розташованих клітях. Після виходу з останньої кліті чистової групи штаба передається на моталки, на яких вона змотується в рулон. Недоліком цього способу є наступне. - Під час прокатки штаби в чистовій групі зменшується її температура від переднього до заднього кінця. Різниця (градієнт) температур між переднім і заднім кінцями в момент входу розкату в першу кліть чистової групи складає 70…100 °C. Унаслідок цього при прокатуванні заднього кінця штаби істотно збільшуються, у порівнянні з переднім кінцем, сила прокатки, потужність прокатки і витрати електроенергії, товщина штаби і, отже, поздовжня різнотовщинність. - При прокатуванні в клітях чистової групи на задньому кінці штаби відсутній задній натяг, що викликає збільшення сили прокатки, товщини штаби і її поздовжньої різнотовщинності. Сумарне збільшення поздовжньої різнотовщинності внаслідок зазначених причин може складати h≈0,25 мм і більше при прокатуванні штаб товщиною менше 2 мм, що збільшує витрати металу в обрізі. Найбільш близьким за сукупністю ознак до способу, що заявляється, є спосіб прокатки штаб в чистовій групі ШСГП з послідовним розташуванням клітей і розділенням чистової групи клітей на дві підгрупи, з розміщенням між ними проміжного перемотувального пристрою (ППП-Coilbox) для виконання зміни положення переднього і заднього кінців штаби в рулоні на протилежне і подальшою прокаткою штаби з рулону в другій підгрупі клітей ШСГП [Деклараційний патент України № 58909. Спосіб гарячої прокатки штаб. Опубл. Бюл. 2011, № 8. Ніколаєв В. О., Васильєв О. Г., Ніколаєва А. В., Васильєв А. О.]. В цьому способі є такі недоліки: - штаба, яка виходить з останньої кліті першої підгрупи, при вході в першу кліть другої підгрупи ШСГП прокатується без натягу, що обумовлює виникнення підвищених енергосилових параметрів деформації металу у вказаних клітях; - під час обертання рулону при змотуванні і розмотуванні внутрішні витки отримують додаткове охолодження в результаті вільного теплообміну з навколишнім середовищем, що призводить до зменшення температури і відповідному підвищенню енергосилових параметрів прокатки; - передача рулону зі змотувального пристрою на розмотувач ППП призводить до збільшення паузи між прокаткою штаби в підгрупах і додаткового зниження температури, що зумовлює зниження продуктивності стану і підвищення енергосилових параметрів. В основу корисної моделі поставлено задачу створення такого способу гарячої прокатки штаб, у якому за рахунок нового способу прокатки в чистовій групі ШСГП забезпечується зниження енергосилових параметрів прокатки штаб і витрати електроенергії. Для вирішення поставленої задачі в способі гарячої прокатки штаб в чистовій групі ШСГП з послідовним розташуванням клітей і розділенням чистової групи на дві підгрупи, з розміщенням між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, згідно з корисною моделлю, як перемотувальні пристрої між підгрупами клітей встановлюють моталки барабанного типу, з яких по черзі подають штабу для прокатки в другій підгрупі клітей ШСГП. Використання способу гарячої прокатки в чистовій групі ШСГП, який пропонується, дозволяє зменшити силу прокатування штаб в проміжних клітях ШСГП і збільшити продуктивність стана за рахунок застосування натягу штаби на ділянках між моталками і проміжними клітями і зменшення часу паузи для подачі переднього кінця до першої кліті другої підгрупи. На кресленні зображена схема чистової групи комбінованого штабового стана гарячої прокатки (КШС), що включає проміжний розкат 1, який подають до чистової групи, летучі ножиці 2 для обрізування дефектного переднього кінця, чистовий окалиноломач 3, першу неперервну підгрупу клітей 4 чистової групи, проміжні моталки 5, 6 для змотування проміжного розкату в рулон, тягнучі ролики 7, летучі ножиці 8, окалиноломач 9 перед другою неперервною підгрупою клітей 10 чистової групи ШСГП, у якій прокатують штабу 11 на готовий розмір. 1 UA 70367 U 5 10 15 20 25 30 Спосіб здійснюють таким чином. Проміжний розкат 1 товщиною hпр = 20-40 мм, який виходить з чорнової групи клітей (чорнової кліті) проходить ножиці 2 для обрізування переднього дефектного кінця і чистовий двовалковий (чи роликовий) окалиноломач 3, у якому відбувається зламування окалини і гідравлічне видалення її з поверхні розкату. Розкат прокатують у декількох клітях (а, б, в) першої підгрупи 4 до товщини 4-12 мм, зі швидкістю 3-6 м/с при температурі на виході до 930-980 °C. Після виходу з кліті 4, в проміжна штаба змотується в рулон в моталках 5 або 6. У тому випадку, коли штаба із кліті 4,в змотується в рулон на моталку 5, з моталки 6 штаба розмотується і прокатується в клітях 10г-10е другої підгрупи клітей. Після закінчення прокатки штаби з моталки 6, відбувається автоматичне перемикання напрямку руху штаби з кліті 4в на моталку 6а з моталки 5 передній кінець штаби (рулону) передається до першої кліті 10г другої підгрупи і виконується прокатка штаби з моталки 5 в клітях другої підгрупи (кліті 10г-10е) до виходу заднього кінця штаби з моталки 5. Після цього відбувається перемикання роботи моталок, і приймаючою виявляється моталка 5, а з моталки 6 штаба подається до другої підгрупи клітей 10г-10е, в якій прокатують з заданим температурнодеформаційно-швидкісним режимом деформування для отримання потрібних механічних властивостей. Температурний режим штаби в клітях 10г-10е регулюється інтенсивністю охолодження зі спреєра 12 або нагріву в індукційній прохідній печі 14. Подача штаби в кліті 10г10е з моталок виконується за допомогою роликового задавального пристрою 7. Ножиці 8 використовують для розділення штаби на мірну довжину або у випадках аварійної ситуації в лінії стана. Готові тонкі (h=0,80-1,80 мм) штаби, які виходять із кліті 10е змотують на моталку 13, а штаби товщиною h > 1,80 мм направляють до другої групи відомих моталок. Для змотування (розмотування) штаби (розкату) використовують моталки відомої конструкції [Коновалов Ю. В. Справочник прокатчика. Производство горячекатаных полос. Книга 1 / Ю. В. Коновалов. - М.: Теплотехник, 2008. - с. 494, рис. 203]. Застосування моталок 5, 6 забезпечує змотування (розмотування) штаби з натягом Н = 402 50 Н/мм , що дозволяє зменшити силу прокатки в клітях 4в і 10г на 4-7 %, а також в такій же ступені зменшити товщину штаби на виході з клітей [В. А. Николаев и др. Комплексное влияние технологических факторов на приращение толщины по длине горячекатаных полос // Металлургическая и горнорудная промышленность, 2011, № 3, с. 45, 46]. Таким чином, спосіб, що пропонується, забезпечує зменшення сили прокатки на 4…7 %, а отже, і зниження потужності прокатки і витрати електроенергії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між підгрупами клітей встановлюють моталки барабанного типу, з яких по черзі подають штабу для прокатки в другій підгрупі клітей ШСГП. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot rolling strips in finishing group of broad-striphot rolling mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Mazur Valerii Leonidovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ горячей прокатки полос в чистовой группе на широкополосном стане горячей прокатки
Автори російськоюНиколаев Виктор Александрович, Мазур Валерий Леонидович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: прокатки, широкоштабовому, гарячої, спосіб, штаб, групи, стані, чистовий
Код посилання
<a href="https://ua.patents.su/4-70367-sposib-garyacho-prokatki-shtab-v-chistovijj-grupi-na-shirokoshtabovomu-stani-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стані, спосіб, прокатки, штаб, широкоштабовому, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Васильєв Олександр Геннадійович, Ніколаєва Ангела Вікторівна, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: прокатки, спосіб, гарячої, штаб
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб прокатки штаб
Номер патенту: 61012
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб зі змінною швидкістю валків клітей ШСГП (широкоштабового стана гарячої прокатки), який відрізняється тим, що прокатку проміжного розкату здійснюють зі змінною швидкістю валків в останній кліті чорнової групи ШСГП і, при цьому швидкість валків зменшують від переднього кінця до заднього кінця в 1,5...2,5 разу.
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб гарячої прокатки надтонких штаб з if-сталей на безперервних широкоштабових станах
Номер патенту: 97294
Опубліковано: 25.01.2012
Автори: Куцова Валентина Зиновіївна, Котова Тетяна Володимирівна, Кузьмичов Вячеслав Михайлович, Сергієнко Олексій Олександрович, Іванченко Віталій Георгійович, Гуєнко Микита Ігоревич
Мітки: гарячої, широкоштабових, станах, спосіб, if-сталей, безперервних, прокатки, штаб, надтонких
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб з IF-сталей на безперервному широкоштабовому стані (БШС), який включає нагрів слябів у методичних печах до температури однофазного аустенітного стану металу, прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, охолодження розкатів до верхньої температурної границі феритного стану металу та остаточну прокатку надтонких штаб в чистовій групі клітей БШС в...
Попередній патент: Система утилізації звалищного газу з масиву полігону твердих побутових відходів
Наступний патент: Спосіб діагностики марсельської лихоманки
Випадковий патент: Пристрій для автоматичного контролю режимів розподілу струмів в низьковольтних електричних мережах