Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Формула / Реферат
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія (5) виконана як тандемна лінія і містить щонайменше дві розташовані одна за одною чистові прокатні кліті (11, 12), в яких прокатуваний матеріал прокатується в режимі тандему при їх одночасній роботі, а при розгляді в напрямку прокатки перед чистовою лінією (5) прокатного стана і за нею розташовано по одній моталці (15, 14), який відрізняється тим, що чорнова лінія (4) прокатного стана разом із чистовою (5) лінією прокатного стана виконані з можливістю роботи як тандемна лінія, при якій прокатка йде при спільній роботі клітей чорнової і чистової ліній прокатного стана в режимі тандему, при цьому чорнова (4) та чистова (5) тандемні лінії прокатного стана виконані реверсивними.
2. Прокатний стан за п. 1, який відрізняється тим, що чорнова тандемна лінія (4) прокатного стана містить відповідно двовалкові кліті (дуо-кліті) (8, 9).
3. Прокатний стан за п. 1 або п. 2, який відрізняється тим, що має наступне компонування:
- ділянка (2) печей для подачі тепла в напівфабрикат перед формоутворенням;
- важкі обрізні ножиці (6);
- обтискна кліть (7);
- дві послідовно розташовані реверсивні тандемні чорнові прокатні кліті (8, 9);
- летючі ножиці (10);
- перша моталка (15);
- дві послідовно розташовані реверсивні тандемні чистові прокатні кліті (11, 12);
- друга моталка (14).
4. Спосіб гарячої прокатки металу, зокрема алюмінієвого зливка (17), на прокатному стані (1) за будь-яким із пп. 1-3, який відрізняється тим, що:
- напівфабрикат прокатують у чорнових прокатних клітях (8, 9);
- прокатний продукт (19) прокатують спільно на чорновій лінії (4) прокатного стана і на чистовій (5) лінії прокатного стана в режимі тандему;
- потім здійснюють реверсивну чистову прокатку в режимі тандему чистової лінії (5) прокатного стана.
5. Спосіб за п. 4, який відрізняється тим, що напівфабрикат прокатують у чорнових прокатних клітях (8, 9) і подають продукт прокату на чистову лінію (5) прокатного стана при одночасній роботі всіх клітей чорнової і чистової ліній (4, 5) прокатного стана (етап IIа).
6. Спосіб за п. 5, який відрізняється наступними етапами:
- транспортують нагрітий напівфабрикат (17), зокрема алюмінієвий зливок, на чорнову тандемну лінію (4) прокатного стана;
- здійснюють реверсивну попередню прокатку в чорнових прокатних клітях (8, 9) у режимі тандему (етап І);
- проводять проміжне видалення надлишкових частин продукту (19) чорнової прокатки, зокрема алюмінієвої сутунки, за допомогою важких ножиць (6);
- прокатують до заданої товщини прокатки продукту (19) чорнової прокатки;
- видаляють надлишкові частини продукту (19) чорнової прокатки за допомогою летючих ножиць (10);
- намотують стрічку (13), яка пройшла через чистову лінію (5) прокатного стана, яка працює в режимі тандему, за допомогою другої моталки (14), розташованої за чистовою лінією (5);
- змінюють напрям руху прокатних клітей (11, 12) і знову вводять стрічку (13) на чистову лінію (5) прокатного стана;
- намотують стрічку на моталку (15), розташовану перед чистовою лінією (5), при одночасному розмотуванні з другої моталки (14);
- одноразово або багаторазово проводять етап прокатки на чистовій лінії (5) прокатного стана (етап ІІb).
Текст
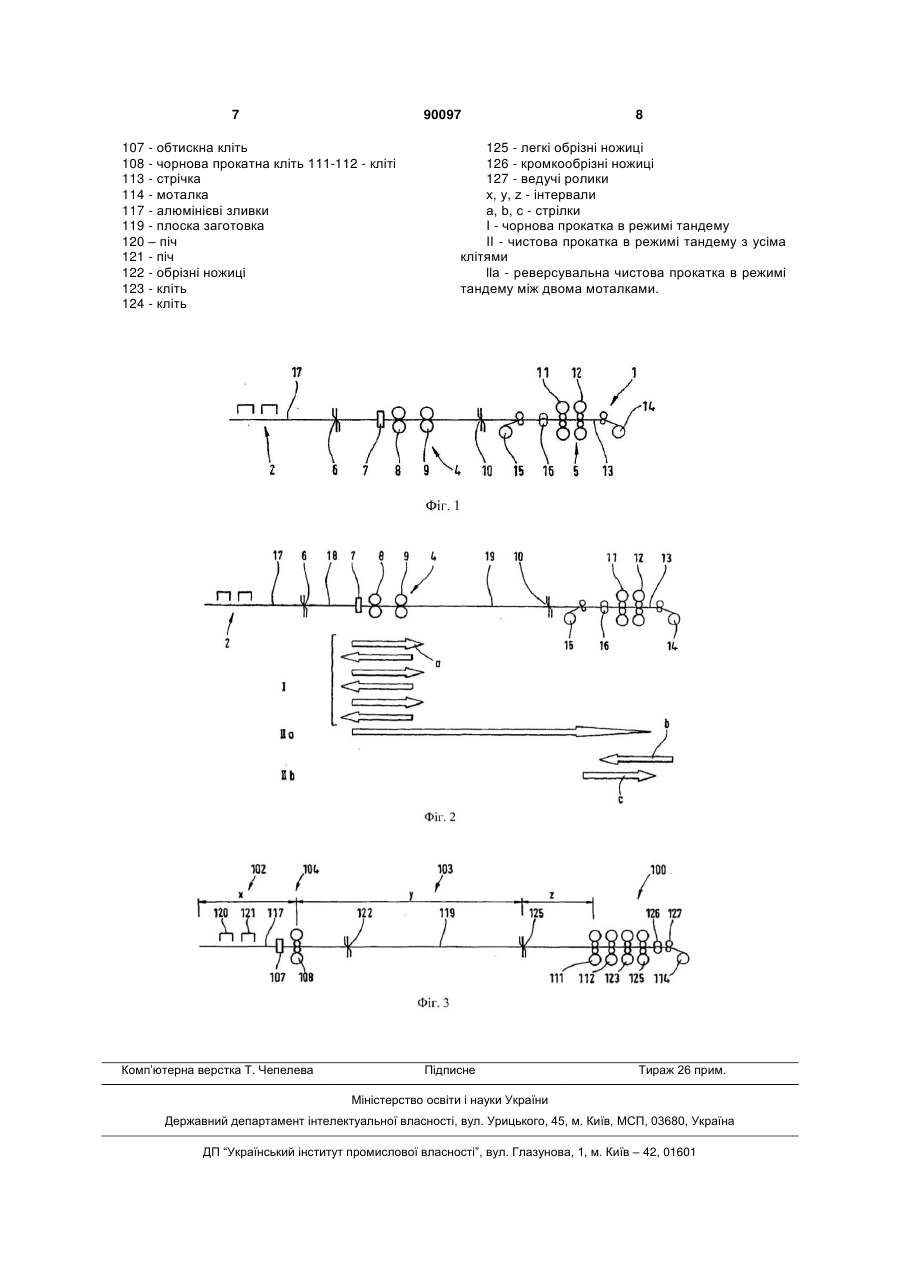
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія (5) виконана як тандемна лінія і містить щонайменше дві розташовані одна за одною чистові прокатні кліті (11, 12), в яких прокатуваний матеріал прокатується в режимі тандему при їх одночасній роботі, а при розгляді в напрямку прокатки перед чистовою лінією (5) прокатного стана і за нею розташовано по одній моталці (15, 14), який відрізняється тим, що чорнова лінія (4) прокатного стана разом із чистовою (5) лінією прокатного стана виконані з можливістю роботи як тандемна лінія, при якій прокатка йде при спільній роботі клітей чорнової і чистової ліній прокатного стана в режимі тандему, при цьому чорнова (4) та чистова (5) тандемні лінії прокатного стана виконані реверсивними. 2. Прокатний стан за п.1, який відрізняється тим, що чорнова тандемна лінія (4) прокатного стана містить відповідно двовалкові кліті (дуо-кліті) (8, 9). 3. Прокатний стан за п.1 або п.2, який відрізняється тим, що має наступне компонування: - ділянка (2) печей для подачі тепла в напівфабрикат перед формоутворенням; 2 (19) 1 3 90097 4 - змінюють напрям руху прокатних клітей (11, 12) і знову вводять стрічку (13) на чистову лінію (5) прокатного стана; - намотують стрічку на моталку (15), розташовану перед чистовою лінією (5), при одночасному роз мотуванні з другої моталки (14); - одноразово або багаторазово проводять етап прокатки на чистовій лінії (5) прокатного стана (етап ІІb). Винахід стосується прокатного стану для гарячої прокатки металу, зокрема алюмінію, з лінією гарячої прокатки, яка включає в себе чорнову лінію прокатки і чистову лінію прокатки, а також відповідного способу гарячої прокатки. Відомий метод прокатки алюмінію на лініях гарячої прокатки. Класичне і, відповідно, звичайне компонування 100 такого гарячого прокатного стану, представлене, наприклад, на Фіг.3, складається з основних технологічних позицій ділянки 102 печей, лінії 103 прокатного стану і, за необхідності, лінії обробки (калібрування). Алюмінієвий зливок 117 доводиться в печах 120, 121 наприклад, подових або методичних печах, до температури прокатки і, після проходження обтискної кліті 107 попередньо прокатується в одиночній чорновій прокатній кліті 108 чорнової лінії 104 прокатного стану. Під час попередньої прокатки продукт попередньої прокатки першими ножицями 122 піддається проміжному обрізуванню кінців. Перед надходженням на чистову лінію 105 прокатного стану, яка складається, як тут показано тільки для прикладу, із 4 клітей 111, 112, 123, 124, у плоскої заготовки 119 видаляється надлишкова частина в кінці і на початку заготовки, причому між цими обома обрізними ножицями 122, 125 існує певна відстань. Прокатана до готовності на чистовій лінії 105 прокатного стану стрічка 113 проходить уздовж кромкообрізних ножиць 126 і через ведучі ролики 127 за допомогою моталки 114 намотується в рулон. Такий агрегат з ділянкою 102 печей і лінією 103 прокатного стану може мати надмірні монтажні довжини. Так довжина χ ділянки 102 печей може бути, наприклад, 130м, а інтервал між чорновою прокатною кліттю 108 і першою кліттю 111 чистової лінії прокатного стану, наприклад, 240м, причому ці інтервали впливають на досяжні розміри рулонів. При цьому проходження катаного матеріалу через агрегат прокатного стану відбувається за допомогою великогабаритних транспортних і напрямних пристроїв, таких як рольганги. За тенденцією такі прокатні агрегати працюють більш рентабельно з великими розмірами рулонів. Агрегати, які мають такі монтажні довжини, пов'язані з високими інвестиціями й потребують приміщень великої площі. Крім того, габаритні рольганги для транспортування прокатуваного матеріалу вимагають також значних інвестицій. Виходячи з цього, в основі винаходу лежить завдання створити більш компактний за своєю конструкцією прокатний стан для гарячої прокатки металу, зокрема алюмінію, причому скоротити транспортні проміжки між окремими технологічними позиціями (ділянка печей, чорнова прокатка, чистова прокатка). Одночасно повинен бути створений спосіб гарячої прокатки, який дозволяє прокатування стрічки до кінцевої товщини прокатки при компактній конструкції прокатного стану з високою рентабельністю. Це завдання вирішується за допомогою прокатного стану з ознаками пунктів 1 або 4 формули винаходу і способу з ознаками пунктів 7 або 8 формули винаходу. Переважні вдосконалення описані в залежних пунктах формули винаходу. Основна ідея винаходу полягає в тому, що компактна конструкція прокатного стану і, відповідно, лінії гарячої прокатки виходить за рахунок послідовного використання тандемної прокатки на чорновій лінії прокатного стану, на чистовій лінії прокатного стану або на чорновій лінії і чистовій лінії прокатного стану разом. Чорнова лінія прокатного стану окремо і/або чистова лінія прокатного стану окремо, або чорнова і чистова прокатні лінії разом є тандемними лініями, тобто ділянками установки, в яких прокатні кліті стоять послідовно (тандемне розташування). На основі отриманої внаслідок цього компактної конструкції можуть випадати значні частини як правило необхідних рольгангів, причому розміри капіталовкладень скорочуються. Згідно з винаходом пропонується, щоб чорнова лінія прокатного стану була виконана як тандемна лінія, причому вона може охоплювати дві послідовно розташовані чорнові прокатні кліті. Ця чорнова лінія прокатного стану працює, переважно, реверсуючи. Також чорнова лінія прокатного стану може містити одиночну прокатну кліть. Вона працює тоді в режимі тандему з чистовою лінією прокатного стану. Інтервал між чорновою і чистовою лініями прокатного стану вибраний так, що всі кліті можуть прокатувати одночасно. Крім того, пропонується, щоб чистова лінія прокатного стану мала два пристрої моталок, і щоб чистова лінія прокатного стану експлуатувалася в режимі тандему. Запропоноване компонування підходить не тільки для установок, які щойно споруджуються, але й для модернізації існуючих установок. Зокрема, прокаткою тандемом на чорновій і/або чистовій лініях прокатного стану досягають того, що менші установки, на яких вироблялися досі тільки менші тонажі і менші рулони, подальша обробка яких частково неекономічна, можуть бути переобладнані так, що при незмінній довжині рольгангів може збільшуватися вага рулонів (довжина стрічки), що підвищує продуктивність. При переважному компонуванні на чорновій лінії прокатного стану передбачені дві чорнові про 5 катні кліті, і на чистовій лінії прокатного стану - дві чистові прокатні кліті, які працюють, відповідно, в режимі тандему. Загалом, при такому компонуванні стану з чотирма клітями порівняно з класичним компонуванням стану з п'ятьма клітями може економитися одна прокатна кліть. Крім того, обидві чорнові прокатні кліті можуть виконуватися, згідно з новим компонуванням, як економічні двовалкові кліті, в той час як чистові прокатні кліті є чотиривалкові (кварто-)-клітями. Інші деталі й переваги винаходу виявляються із залежних пунктів формули винаходу і з подальшого опису, в якому представлена на кресленнях форма виконання винаходу роз'яснюється детальніше. Креслення показують: Фіг.1 - компактне розташування агрегатів прокатного стану для прокатки алюмінію згідно з винаходом; Фіг.2 - реалізація способу прокатки на прокатному стані згідно з винаходом; Фіг.3 як порівняння - розташування агрегатів звичайної лінії гарячої прокатки для алюмінію згідно з рівнем техніки. На Фіг.1 показане нове компактне компонування 1 стану гарячої прокатки для алюмінію. Опір із компонуванням 100 згідно з рівнем техніки за Фіг.3 робить явною компактність установки згідно з винаходом. Установка також складається з ділянки 2 печей і лінії 3 прокатного стану з чорновою і чистовою лініями (4, 5) прокатного стану. У напрямі транспортування за ділянкою 2 печей розташовані важкі обрізні ножиці 6 і обтискна кліть 7. Чорнова лінія 4 прокатного стану складається в показаній формі виконання з двох послідовно розташованих чорнових прокатних клітей 8, 9, які, реверсуючи, працюють у режимі тандему. Летючі ножиці 10 прямують далі для підготовки чистової прокатки. Чистова прокатка проводиться на чистовій лінії 5 прокатного стану, яка складається з двох близько розташованих одна до одної кварто-клітей 11, 12, причому стрічка 13 може прокатуватися, реверсуючи. Для цього крім другої моталки 14, за чистовою лінією 5 прокатного стану розташована ще й перша моталка 15 перед чистовою лінією 5 прокатного стану. Кромкообрізні ножиці позначені позицією 16. На відміну від відомої установки, монтажна довжина установки згідно з винаходом є, відповідно до Фіг.1, значно скороченою, що стосується, зокрема, інтервалу між кінцем чорнової лінії 4 прокатного стану і першою кліттю 11 чистової лінії5 прокатного стану. Запропонована установка дуже компактна, причому одночасно можливе виробництво рулонів більш високої ваги. Порівняно зі звичайною установкою (Фіг.3), між чорновою і чистовою лініями 4, 5 прокатного стану розташовані лише тільки ще одні летючі ножиці 10. Сам спосіб буде пояснюватися за допомогою Фіг.2. Для процесу гарячої прокатки нагрітий алюмінієвий зливок 17 укладають на рольганг 18 і транспортують на тандемну чорнову лінію 4 прокатного стану та прокатують там, реверсуючи, в обох чорнових прокатних клітях 8, 9 у режимі тандему, наприклад, три рази вперед і назад, як показано стрілками а і позначено як етап І прокатки. Кінці 90097 6 стрічки зазнають видалення надлишкових частин за допомогою важких ножиць 6. Після розрахованих проходів реверсування отримана плоска заготовка 19 може тепер транспортуватися безпосередньо в чистову лінію 5 прокатного стану при одночасному введенні в роботу всіх клітей. Отже, режим тандему здійснюється в усіх клітях чорнової і чистової ліній прокатного стану. Плоска заготовка 19 прокатується начисто в стрічку 13 за допомогою тандемної прокатки в клітях 11, 12 чистової лінії 5 прокатного стану (етап II прокатки). Згідно з іншим варіантом (llb) способу продукт чорнової прокатки прокатується за допомогою тандемної прокатки в чистових прокатних клітях 11, 12, реверсуючи між обома моталками 14, 15. Стрічка 13 намотується після першого проходження прокатки - за одночасною участю обох чистових прокатних клітей 11, 12 - за допомогою другої моталки 14. Кінець стрічки піддається видаленню надлишкових частин за допомогою летючих ножиць 10. Потім напрям обертання відповідних верхніх і нижніх валків клітей 11, 12 змінюється (стрілка b), і стрічка 13 знову втягується в чистові прокатні кліті 11, 12. Стрічка 13 намотується на першу моталку 15 і одночасно розмотується з другої моталки 14, а потім знову змінюється напрям процесу (стрілка с). Процес реверсування може повторюватися відповідно до бажаної кінцевої товщини стрічки 13. За рахунок використання тандемної прокатки на лінії гарячої прокатки для алюмінію можна досягти, зокрема, того, що компактні установки, які дотепер працювали малорентабельно, можуть істотно збільшувати свою продуктивність та економічність. Перелік основних позначень: 1 - компонування стану гарячої прокатки 2 - ділянка печей 3 - лінія прокатного стану або лінія гарячої прокатки 4 - чорнова лінія прокатного стану 5 - чистова лінія прокатного стану 6 - важкі обрізні ножиці 7 - обтискна кліть 8 - чорнова прокатна кліть, двовалкова кліть 9 - чорнова прокатна кліть, двовалкова кліть 10 - летючі ножиці 11 - чистова прокатна кліть, чотиривалкова кліть 12 - чистова прокатна кліть, чотиривалкова кліть 13 - стрічка 14 - друга моталка 15 - перша моталка 16 - кромкообрізні ножиці 17 - лита заготовка, напівфабрикат 18 - рольганг 19 - плоска заготовка, продукт чорнової прокатки 100 - звичайне компонування гарячого прокатного стану (рівень техніки) 102 - ділянка печей 103 - лінія прокатного стану 104 - чорнова лінія прокатного стану 105 - чистова лінія прокатного стану 7 90097 107 - обтискна кліть 108 - чорнова прокатна кліть 111-112 - кліті 113 - стрічка 114 - моталка 117 - алюмінієві зливки 119 - плоска заготовка 120 – піч 121 - піч 122 - обрізні ножиці 123 - кліть 124 - кліть Комп’ютерна верстка Т. Чепелева 8 125 - легкі обрізні ножиці 126 - кромкообрізні ножиці 127 - ведучі ролики х, у, z - інтервали а, b, с - стрілки I - чорнова прокатка в режимі тандему II - чистова прокатка в режимі тандему з усіма клітями llа - реверсувальна чистова прокатка в режимі тандему між двома моталками. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill for hot rolling metal, in particular aluminium and hot rolling method
Автори англійськоюBreuer, Michael, Selbach Paul, Hof Hartmut
Назва патенту російськоюПрокатный стан для горячей прокатки металла, в частности, алюминия, а также способ горячей прокатки
Автори російськоюЗельбах Пауль, Хоф Хартмут
МПК / Мітки
Мітки: алюмінію, також, гарячої, прокатки, прокатній, металу, стан, спосіб, зокрема
Код посилання
<a href="https://ua.patents.su/4-90097-prokatnijj-stan-dlya-garyacho-prokatki-metalu-zokrema-alyuminiyu-a-takozh-sposib-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки</a>
Прокатний стан, зокрема обтискний стан для гарячої прокатки
Номер патенту: 87978
Опубліковано: 10.09.2009
Автори: Артель Герхард, Цизер Бернд, Хаберманн Андреас
МПК: B21B 13/06, B21B 35/06
Мітки: гарячої, прокатній, стан, прокатки, обтискній, зокрема
Формула / Реферат:
1. Прокатний стан, зокрема обтискний стан для гарячої прокатки, який містить пару вертикально розташованих напроти один одного валків (3, 4) з центральними осями (5), при цьому валки за допомогою шарнірних валів (6, 7) з'єднані з обертальним приводом (8), який відрізняється тим, що обертальний привод (8) для обох валків (3, 4) розташований нерухомо нижче рівня підлоги (2) цеху і з'єднаний з відповідним нерухомим приводом (9) кожного...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: штаб, гарячої, спосіб, прокатки, широкоштабовому, стані
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: здійснення, штаби, тонкої, прокатки, спосіб, гарячої, стан
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки
Номер патенту: 88332
Опубліковано: 12.10.2009
Автори: Зудау Петер, Йєпсен Олаф Норман
МПК: B21B 37/58, B21B 37/68
Мітки: поліпшення, швидкістю, якої, випуску, металевої, спосіб, штаби, стан, прокатки, кінець, виходить, катаної, прокатній
Формула / Реферат:
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг () штаби, який відрізняється...
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Стеч Володимир Станіславович, Леонідов-Канєвський Євген Володимирович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Остапенко Арнольд Леонтійович
МПК: B21B 41/00, B21B 1/46, B21B 1/30
Мітки: прокатки, міні-стан, спосіб, гарячої, здійснення, тонкої, смуги
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Попередній патент: Спосіб обробляння мулу та пристрій для його здійснення
Наступний патент: Промотор вірусу вісповакцини
Випадковий патент: Спосіб комплексної переробки молока у харчовий капсульований продукт