Спосіб цементації сталевих деталей електроерозійним легуванням
Номер патенту: 82948
Опубліковано: 26.05.2008
Автори: Белоус Андрій Валерійович, Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ

Формула / Реферат
1. Спосіб цементації сталевих деталей шляхом електроерозійного легування графітовим електродом-анодом вказаних деталей - катодів, який відрізняється тим, що як матеріал катода використовують низьковуглецеві леговані сталі аустенітного класу, причому легування здійснюють з продуктивністю 1,0-5,0 хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320-350 мкм.
2. Спосіб за п. 1, який відрізняється тим, що електроерозійне легування здійснюють з варіюванням розряду у діапазоні 0,036-6,8 Дж.
Текст
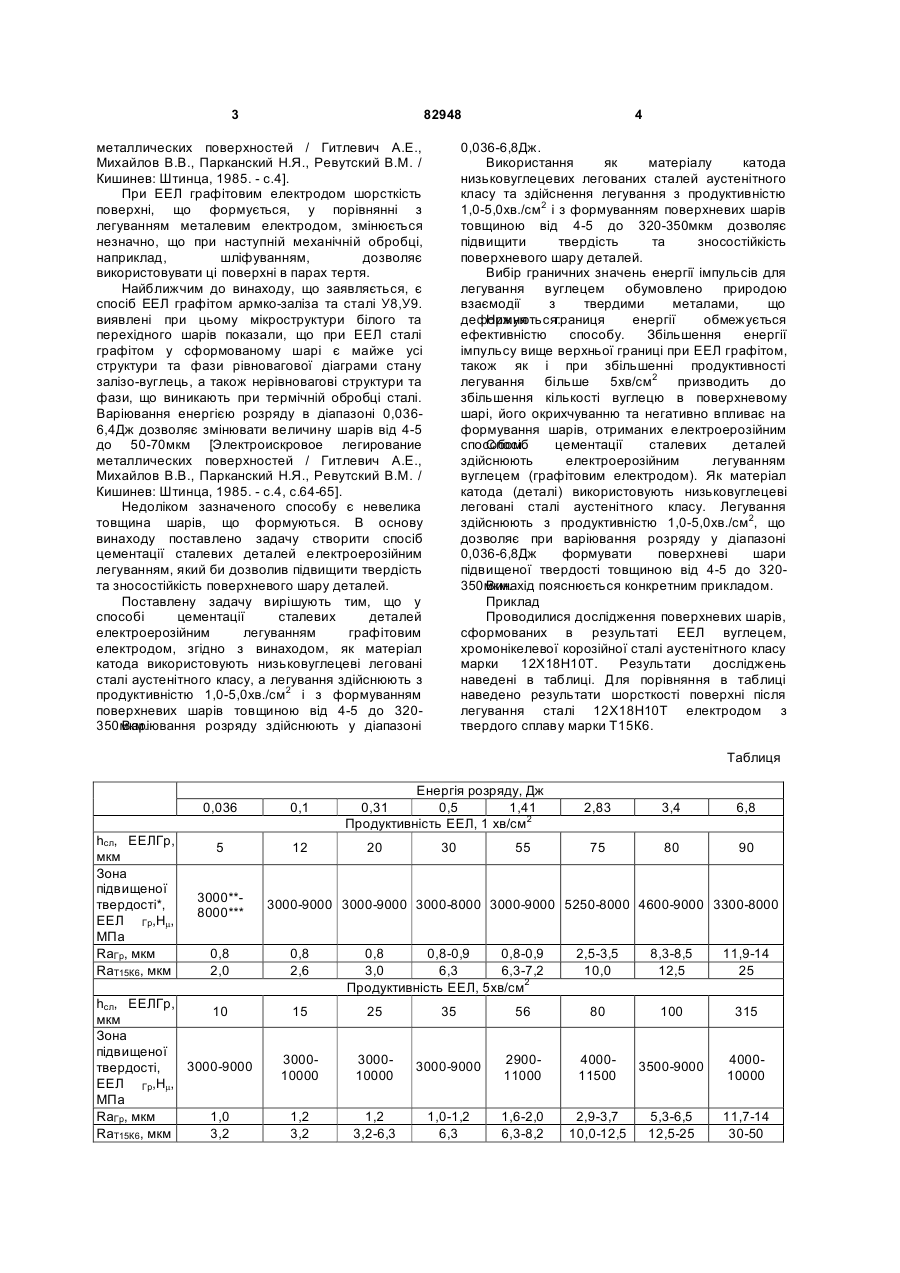
1. Спосіб цементації сталевих деталей шляхом електроерозійного легування графітовим електродом-анодом вказаних деталей - катодів, який відрізняється тим, що як матеріал катода використовують низьковуглецеві леговані сталі аустенітного класу, причому легування здійснюють з продуктивністю 1,0-5,0 хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320-350 мкм. 2. Спосіб за п. 1, який відрізняється тим, що електроерозійне легування здійснюють з варіюванням розряду у діапазоні 0,036-6,8 Дж. (19) (21) a200609804 (22) 13.09.2006 (24) 26.05.2008 (46) 26.05.2008, Бюл.№ 10, 2008 р. (72) МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, UA, ТАРЕЛЬНИК В'ЯЧЕСЛАВ БОРИСОВИЧ, UA, БЕЛОУС АНДРІЙ ВАЛЕРІЙОВИЧ, UA (73) МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, UA (56) GB, 1445626, 11.08.1976 GB,191303554,11.02.1914 US, 2294562, 01.09.1942 Гаркунов Д. Н. Триботехника. М.: Машиностроение. - 1989. - С. 240 - 243 Лахтин Ю. М., Леонтьева В. П. Материаловедение. - М.: Машиностроение. - 1990. - С. 231 - 232 3 82948 4 0,036-6,8Дж. Використання як матеріалу катода низьковуглецевих легованих сталей аустенітного класу та здійснення легування з продуктивністю 1,0-5,0хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320-350мкм дозволяє підвищити твердість та зносостійкість поверхневого шару деталей. Вибір граничних значень енергії імпульсів для легування вуглецем обумовлено природою взаємодії з твердими металами, що деформуються. Нижня границя енергії обмежується ефективністю способу. Збільшення енергії імпульсу вище верхньої границі при EEЛ графітом, також як і при збільшенні продуктивності легування більше 5хв/см2 призводить до збільшення кількості вуглецю в поверхневому шарі, його окрихчуванню та негативно впливає на формування шарів, отриманих електроерозійним способом. Спосіб цементації сталевих деталей здійснюють електроерозійним легуванням вуглецем (графітовим електродом). Як матеріал катода (деталі) використовують низьковуглецеві леговані сталі аустенітного класу. Легування здійснюють з продуктивністю 1,0-5,0хв./см2, що дозволяє при варіювання розряду у діапазоні 0,036-6,8Дж формувати поверхневі шари підвищеної твердості товщиною від 4-5 до 320350мкм. Винахід пояснюється конкретним прикладом. Приклад Проводилися дослідження поверхневих шарів, сформованих в результаті EEЛ вуглецем, хромонікелевої корозійної сталі аустенітного класу марки 12X18H10Т. Результати досліджень наведені в таблиці. Для порівняння в таблиці наведено результати шорсткості поверхні після легування сталі 12Х18Н10Т електродом з твердого сплаву марки Т15К6. металлических поверхностей / Гитлевич А.Е., Михайлов В.В., Парканский Н.Я., Ревутский В.М. / Кишинев: Штинца, 1985. - с.4]. При ЕЕЛ графітовим електродом шорсткість поверхні, що формується, у порівнянні з легуванням металевим електродом, змінюється незначно, що при наступній механічній обробці, наприклад, шліфуванням, дозволяє використовувати ці поверхні в парах тертя. Найближчим до винаходу, що заявляється, є спосіб EEЛ графітом армко-заліза та сталі У8,У9. виявлені при цьому мікроструктури білого та перехідного шарів показали, що при EEЛ сталі графітом у сформованому шарі є майже усі структури та фази рівновагової діаграми стану залізо-вуглець, а також нерівновагові структури та фази, що виникають при термічній обробці сталі. Варіювання енергією розряду в діапазоні 0,0366,4Дж дозволяє змінювати величину шарів від 4-5 до 50-70мкм [Электроискровое легирование металлических поверхностей / Гитлевич А.Е., Михайлов В.В., Парканский Н.Я., Ревутский В.М. / Кишинев: Штинца, 1985. - с.4, с.64-65]. Недоліком зазначеного способу є невелика товщина шарів, що формуються. В основу винаходу поставлено задачу створити спосіб цементації сталевих деталей електроерозійним легуванням, який би дозволив підвищити твердість та зносостійкість поверхневого шару деталей. Поставлену задачу вирішують тим, що у способі цементації сталевих деталей електроерозійним легуванням графітовим електродом, згідно з винаходом, як матеріал катода використовують низьковуглецеві леговані сталі аустенітного класу, а легування здійснюють з продуктивністю 1,0-5,0хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320350мкм. Варіювання розряду здійснюють у діапазоні Таблиця 0,036 hсл, ЕЕЛГр, мкм Зона підвищеної твердості*, ЕЕЛ Гp,Нm, МПа RaГр, мкм RaТ15К6, мкм 0,1 5 12 3000**8000*** 0,8 2,0 hсл, ЕЕЛГр, 10 мкм Зона підвищеної 3000-9000 твердості, ЕЕЛ Гр,Нm, МПа RaГр, мкм 1,0 RaТ15К6, мкм 3,2 Енергія розряду, Дж 0,31 0,5 1,41 Продуктивність EEЛ, 1 хв/см2 20 30 55 2,83 3,4 6,8 75 80 90 3000-9000 3000-9000 3000-8000 3000-9000 5250-8000 4600-9000 3300-8000 0,8 2,6 0,8 0,8-0,9 0,8-0,9 3,0 6,3 6,3-7,2 Продуктивність ЕЕЛ, 5хв/см2 2,5-3,5 10,0 8,3-8,5 12,5 11,9-14 25 15 25 35 56 80 100 315 300010000 300010000 3000-9000 290011000 400011500 3500-9000 400010000 1,2 3,2 1,2 3,2-6,3 1,0-1,2 6,3 1,6-2,0 6,3-8,2 2,9-3,7 10,0-12,5 5,3-6,5 12,5-25 11,7-14 30-50 5 82948 6 *3она підвищеної твердості - поверхневий шар деталі, що має максимальну мікротвердість на поверхні та знижується по мірі заглиблення до мікротвердості основи метала. ** Мінімальна твердість в нижній ділянці шару. *** Максимальна твердість на поверхні шару. Спосіб, що пропонується, може також бути використаний і для середньовуглецевих легованих сталей. Так, при ЕЕЛ вуглецем середньовуглецевої легованої сталі 40X з Комп’ютерна верстка А. Крулевський продуктивністю 5хв/см2 при енергії розряду 6,8Дж товщина шару підвищеної твердості становила більше 1,15мм. Шорсткість поверхні при цьому відповідала 11,714,0мкм. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for carburization of steel part by electroerosion alloying
Автори англійськоюMartsynkovskyi Vasyl' Sihizmundovych, Tarelnyk Viacheslav Borysovych, Belous Andrii Valeriovych
Назва патенту російськоюСпособ цементации стальных деталей электроэрозионным легированием
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Белоус Андрей Валерьевич
МПК / Мітки
МПК: C23C 8/00
Мітки: деталей, спосіб, легуванням, цементації, електроерозійним, сталевих
Код посилання
<a href="https://ua.patents.su/3-82948-sposib-cementaci-stalevikh-detalejj-elektroerozijjnim-leguvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб цементації сталевих деталей електроерозійним легуванням</a>
Спосіб газової цементації сталевих деталей
Номер патенту: 54731
Опубліковано: 17.03.2003
Автори: Мосолов В'ячеслав Іванович, Борозняк Олександр Іванович, Мірошниченко Леонід Володимирович
Мітки: цементації, сталевих, спосіб, деталей, газової
Формула / Реферат:
Спосіб газової цементації сталевих деталей, який включає їх завантаження за допомогою корзин в муфель шахтної печі, його герметизацію, нагрів до температури обробки, подачу в муфель навуглецьовувального газу, відвід продуктів розпаду газу через свічу та витримку при температурі обробки, який відрізняється тим, що навуглецьовувальний газ подають в нижню частину муфеля, а взаємодію газу з деталями здійснюють при його підйомі до свічі крізь...
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C23C 8/06, C23C 8/08, C22C 38/60, C22C 38/00, C21D 1/06
Мітки: спосіб, деталей, виготовлення, цих, сталевих, механічних, сталь
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
Спосіб вакуумного дифузійного хромування сталевих деталей
Номер патенту: 30333
Опубліковано: 15.11.2000
Автори: Коваленко Василь Опанасович, Коваленко Ігор Васильович
МПК: C23C 10/12
Мітки: дифузійного, хромування, вакуумного, спосіб, деталей, сталевих
Формула / Реферат:
Спосіб вакуумного дифузійного хромування сталевих деталей, який включає насичення хромом як з парової, так і твердої фаз при температурі 1120-1140°С в вакуумі з залишковим тиском 0,133...0,013 Па, який відрізняється тим, що застосований хром у вигляді дисперсного особливо чистого порошку попередньо спікається в спеціальній прес-формі по режиму хромування на протязі 1 год. для одержання "хромового електрода" з формою поверхні,...
Спосіб обробки сталевих деталей
Номер патенту: 76654
Опубліковано: 15.08.2006
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Лопатько Костянтин Георгійович, Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна
Мітки: спосіб, деталей, обробки, сталевих
Формула / Реферат:
Спосіб обробки сталевих деталей, який включає дифузійне насичення бором в процесі термоциклювання в інтервалі температур 900-940°С і на 30-50°С нижче Ar1 протягом 0,5-1 год. з числом циклів обробки 4-6, ізотермічне борування при температурах 880-920°С протягом 1,0-2,0 год., допоміжну термоциклічну обробку в розплаві хлориду натрію в інтервалі температур на 30-50°С вище Ас3 і на 30-50°С нижче Ar1 з числом циклів обробки 4-6 і гартування, який...
Спосіб виготовлення сталевих деталей
Номер патенту: 9527
Опубліковано: 17.10.2005
Автори: Сошко Віктор Олександрович, Макаров Сергій Миколайович
МПК: C21D 1/34
Мітки: виготовлення, спосіб, сталевих, деталей
Формула / Реферат:
Спосіб виготовлення сталевих деталей, який включає механічну обробку заготівки на металорізальному верстаті з подачею в зону різання мастильно-охолодної рідини на масляній основі, який відрізняється тим, що на останній чистовій стадії в зону різання подається мастильно-охолодна рідина, до складу якої вводять 1 % поліетилену низької щільності.
Попередній патент: Гідромуфта
Наступний патент: Спосіб монтажу циліндрів низького тиску парової турбіни при профілактичному ремонті турбоагрегату
Випадковий патент: Спосіб одержання точних виливків