Ливарний валок для установки безперервного лиття металів
Номер патенту: 41317
Опубліковано: 17.09.2001
Автори: Легран Юг, Рессон Жерар, МАЗОД'Є Франсуа, Ді Фан Марк, Барб'є Жак, ДЕЛАССЮ П'єр
Формула / Реферат
1. Литейный валок для установки непрерывного литья металлов на один или между двумя такими валками, содержащий втулку и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, отличающийся тем, что средства связи в осевом направлении содержат средства осевого упора кожуха во втулку, расположенные в серединной плоскости валка, ориентированной в направлении, перпендикулярном его продольной оси, а конические средства центрирования выполнены упругими и с возможностью центрирования краёв кожуха по отношению ко втулке.
2. Литейный валок по п. 1, отличающийся тем, что конические средства центрирования содержат два фланца, центрированные на втулке и установленные с возможностью скольжения вдоль неё, причем каждый фланец содержит коническую поверхность, находящуюся во взаимодействии с поверхностью расточки конической формы, выполненной на соответствующем краю кожуха, и упругие средства взаимного сближения двух упомянутых выше фланцев.
3. Литейный валок по п. 2, отличающийся тем, что упругие средства взаимного сближения фланцев содержат упругие средства связи двух фланцев, независимые от втулки и от кожуха.
4. Литейный валок по п. 1, отличающийся тем, что он содержит средства давления, установленные с возможностью оказания в осевом направлении усилия, приложенного к средствам осевого упора.
5. Литейный валок по п. 1, отличающийся тем, что средства осевого упора содержат уступ втулки, упирающийся в уступ кожуха.
6. Литейный валок по п. 4, отличающийся тем, что средства давления содержат упругую скобу и толкатель, размещенный между кожухом и втулкой, и установлены с возможностью оказания давления на уступ кожуха, противоположный уступу втулки, при помощи упругой скобы.
7. Литейный валок по п. 6, отличающийся тем, что толкатель выполнен в виде, по меньшей мере, двух независимых друг от друга толкающих деталей, установленных в продольных пазах, выполненных в зоне непосредственного контактирования между кожухом и втулкой, с возможностью касания соответствующих поверхностей кожуха и втулки.
8. Литейный валок по п. 2, отличающийся тем, что центрирующие фланцы соединены со втулкой с возможностью вращения вокруг нее.
9. Литейный валок по п. 2, отличающийся тем, что, по меньшей мере, одна из находящихся в контакте конических поверхностей кожуха и фланцев имеет на уровне фронтальных концов кожуха затыловку, на уровне которой взаимодействующие конические поверхности в холодном состоянии отведены друг от друга и приближены друг к другу в горячем состоянии.
10. Литейный валок по п. 3, отличающийся тем, что средства связи фланцев содержат тяги и упругие элементы.
Текст
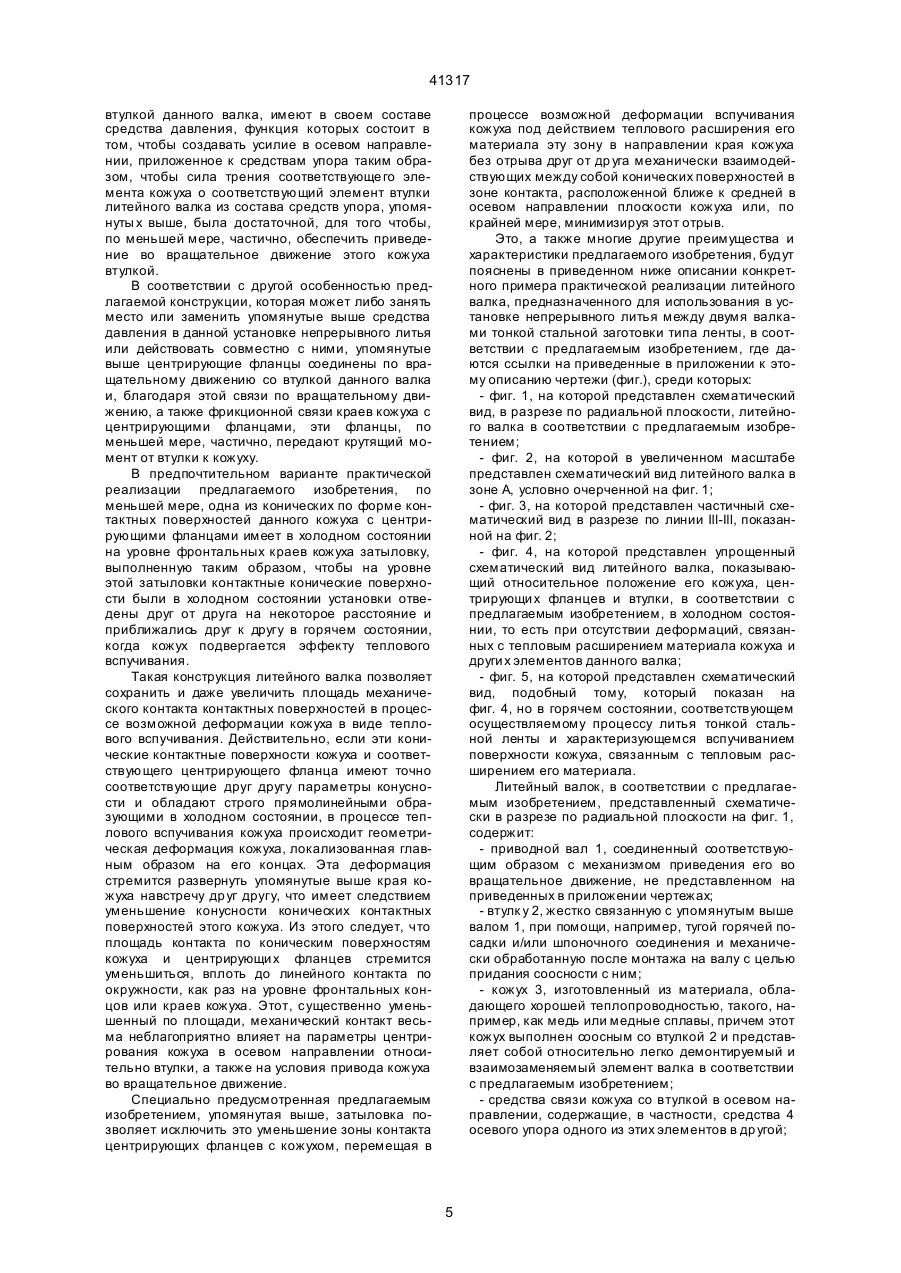
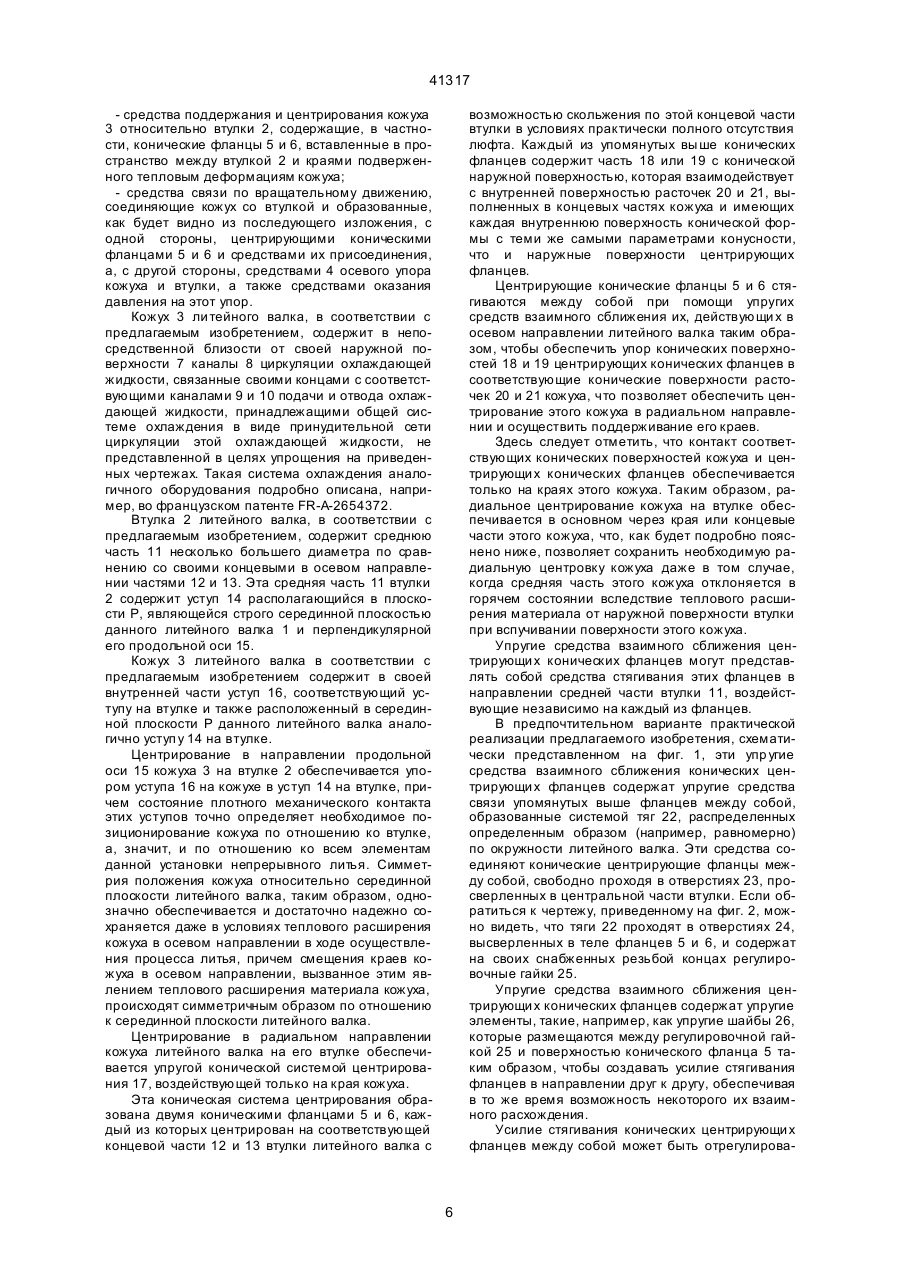
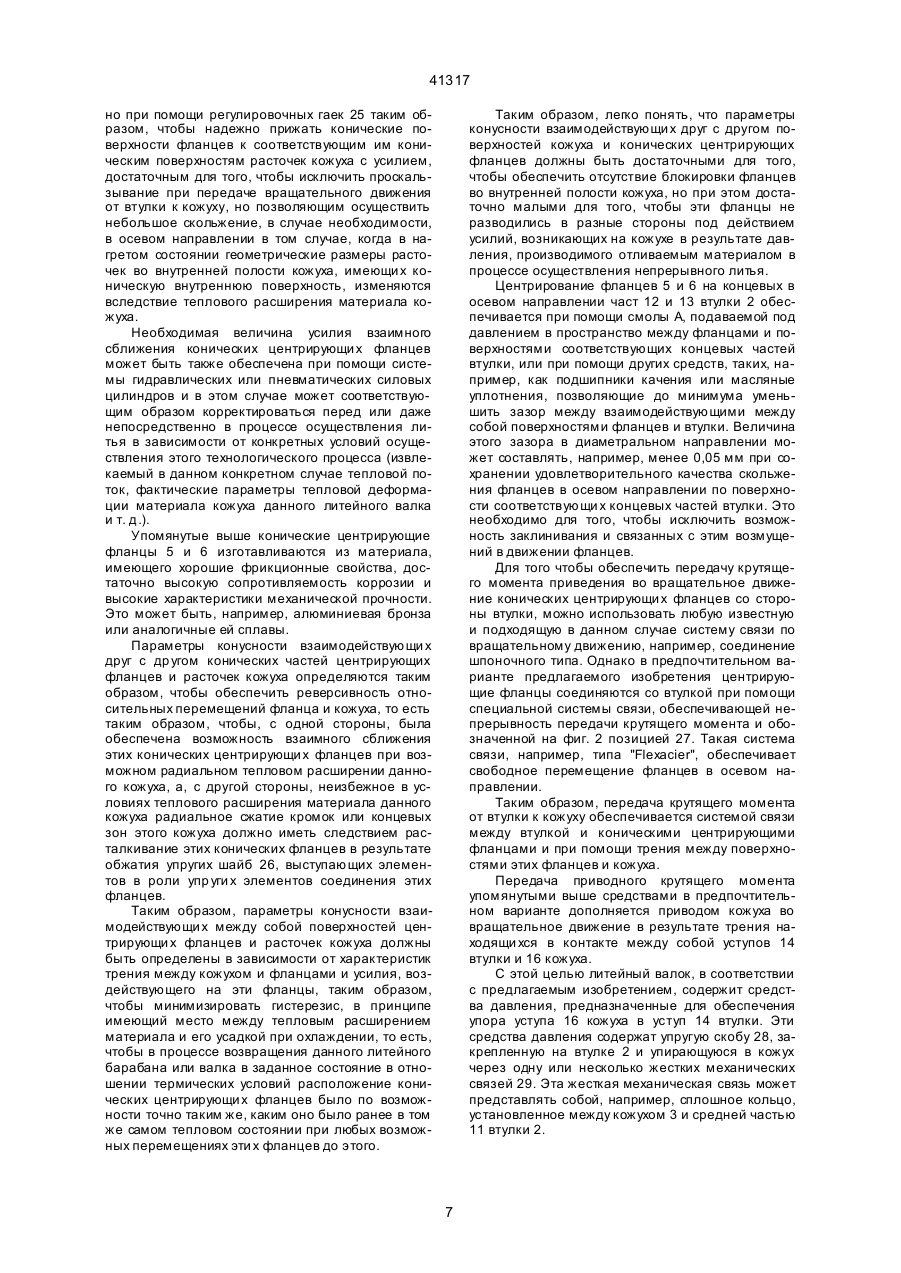
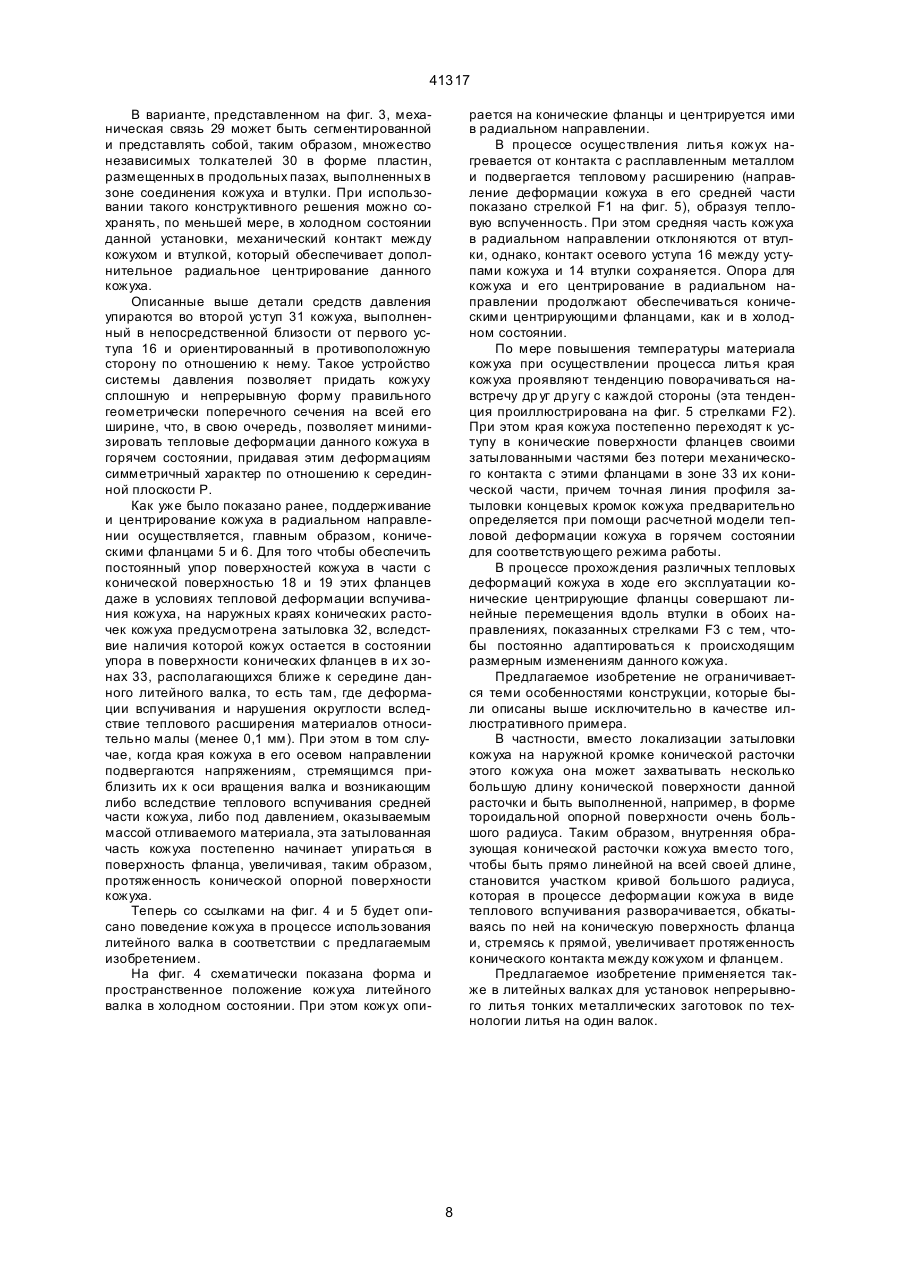
1. Литейный валок для установки непрерывного литья металлов на один или между двумя такими валками, содержащий втулк у и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, отличающийся тем, что средства связи в осевом направлении содержат средства осевого упора кожуха во втулку, расположенные в серединной плоскости валка, ориентированной в направлении, перпендикулярном его продольной оси, а конические средства центрирования выполнены упругими и с возможностью центрирования краев кожуха по отношению ко втулке. 2. Литейный валок по п. 1, отличающийся тем, что конические средства центрирования содержат два фланца, центрированные на втулке и установленные с возможностью скольжения вдоль нее, причем каждый фланец содержит коническую поверхность, находящуюся во взаимодействии с поверхностью расточки конической формы, выполненной на соответствующем краю кожуха, и упругие средства взаимного сближения двух упомянуты х выше фланцев. C2 (54) ЛИВАРНИЙ ВАЛОК ДЛЯ УСТАНОВКИ БЕЗПЕРЕРВНОГО ЛИТТЯ МЕТАЛІВ 41317 Известно, что при помощи разливки расплавленного металла для непосредственного получения металлических заготовок относительно малой толщины таких, например, как тонкие ленты толщиной в несколько миллиметров, в частности, из стали, была разработана специальная технология литья, обычно называемая непрерывным литьем между валками. Эта технология заключается в заливке расплавленного металла в литейное пространство, сформированное между образующими цилиндрическими поверхностями двух охлаждаемых валков с параллельными друг другу осями и двумя боковыми запирающими стенками, обычно располагающимися вплотную к торцевым поверхностям этих валков. Расплавленный металл кристаллизуется и затвердевает в контакте со стенками валков в результате их вращения в противоположных направлениях, из установки извлекается, по меньшей мере, частично, затвердевшая металлическая лента, толщина которой равна расстоянию, разделяющему два этих валка. Эта технология позволяет непосредственно получить из расплавленного металла тонкие металлические ленты, в частности, стальную ленту. Относительно небольшая толщина получаемых таким образом лент позволяет затем непосредственно прокатывать их в холодном виде на станах холодной прокатки. Известна также другая те хнология литья, предназначенная для получения еще более тонкой ленты. В соответствии с этой технологией жидкий расплавленный металл разливается на поверхность одного единственного вращающегося валка или барабана, где полностью кристаллизуется и затвердевает в контакте с его поверхностью, образуя при этом непрерывную металлическую ленту. Валки или барабаны, используемые для практического осуществления этих, описанных выше, технологий литья, обычно охлаждаются изнутри и содержат втулку и кожух, располагающиеся соосно, средства связи этой втулки с кожухом в осевом направлении и по вращательному движению, а также опорные средства и средства центрирования кожуха на втулке. Такие валки или барабаны описаны, например, во французском патенте FR-A-2654312. Этот документ описывает валок или барабан, содержащий втулку, поддерживающую кожух, изготовленный из материала с хорошей теплопроводностью, например, из медного сплава. Кожух содержит внутренние каналы циркуляции охлаждающей жидкости и удерживается на втулке в серединной, в осевом направлении, зоне при помощи механического Т-образного соединения или соединения типа "ласточкин хвост", которое обеспечивает осевое позиционирование кожуха на втулке и передачу вращательного движения от втулки к кожуху. Такой способ соединения предназначен также для того, чтобы помешать кожуху о тклоняться от втулки в радиальном направлении под влиянием теплового расширения. Для устранения влияния этого теплового расширения на края кожуха они также поддерживаются кольцевыми фланцами, выполненными таким образом, чтобы воспрепятствовать смещению кромок кожуха в радиальном направлении, допуская при этом перемещение в осевом направлении. Однако такое техническое решение ведет к реализации кожуха в виде достаточно массивной детали для обеспечения возможности ее присоединения ко втулке, что делает эту де таль тем более дорогостоящей, что необходимая механическая обработка её системы присоединения и удержания на втулке должна быть выполнена с высокой точностью. Кроме того, система соединения Т-образной формы или типа "ласточкин хвост" приводит к тому, что кожух данного литейного барабана или валка должен быть очень толстым в своей центральной части и утончаться к краям. Эти, достаточно большие, изменения площади поперечного сечения кожуха приводят к тому, что эта деталь при тепловом расширении деформируется неравномерно. Другие способы практической реализации литейных барабанов или валков для установок непрерывного литья также были передоложены в рамках существующего уровня техники в данной области. Так, например, патент JP-A-04.224054 представляет барабан, образованный кожухом и двумя полувтулками. Внутренняя расточка кожуха в данном случае является биконической с расширением к краям этого кожуха, а две упомянутые выше полувтулки имеют конусность, геометрически дополняющую конусность расточек во внутренней полости кожуха и поддерживают кожух практически на всей его ширине. Эти втулки связаны между собой упругими органами соединения, действующими в осевом направлении данного барабана или валка для того, чтобы поддерживать механический контакт внутренней поверхности кожуха с конусными втулками даже в том случае, когда этот кожух подвергается тепловому расширению в радиальном направлении. Кроме того, в этом варианте поддержание заданного пространственного положения кожуха в осевом направлении подвергается возмущениям в связи с возможным симметричным перемещением полувтулок. В том случае, когда эти осевые перемещения втулок конического профиля, по тем или иным причинам, не являются симметричными, возникает соответствующее осевое перемещение кожуха относительно его исходного положения. Такое перемещение кожуха валка является весьма нежелательным с точки зрения поддержания необходимой герметичности между кромками кожуха валка и боковыми перегородками или стенками перекрытия литейного пространства при том, что эти боковые стенки или перегородки должны обеспечивать герметичность литейного пространства на боковых торцах валков при помощи плотного механического контакта с боковыми поверхностями кожуха. Действительно, нетрудно понять, что в установке непрерывного литья между двумя валками в том случае, если перемещения кожухов двух валков в осевом направлении не является одинаковым, невозможно сохранить необходимый достаточно плотный механический контакт боковой запирающей стенки с кромками кожухов этих валков. За прототип предлагаемого изобретения принят литейный валок для установки непрерывного литья металлов на один или между двумя такими 2 41317 валками, содержащий втулк у и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке (Патент СССР № 1819187. МПК6: B22D11/06, опубл. 30.05.1993). Недостатком данного валка является возможность потери контакта между внутренней поверхностью кожуха данного валка и его втулки под действием неизбежных циклических деформаций термического происхождения, характерных для кожуха литейного валка. Это приводит к неравномерному деформированию литейных поверхностей кожуха литейного валка. В условиях принятого в данном патенте технического решения приведение кожуха во вращательное движение коническими втулками осуществляется при помощи механического трения, возникающего между соприкасающимися друг с другом и геометрически дополняющими друг друга коническими поверхностями. В этом техническом решении не исключается то обстоятельство, что под действием весьма вероятного термического расширения кожуха литейного валка в радиальном и в осевом направлениях, приводящего к отклонению сечений этого кожуха от соотве тствующи х параметров геометрической окружности в данном сечении, могут возникать весьма нежелательные потери механического контакта между внутренней поверхностью кожуха литейного валка и приводящими его во вращательное движение коническими поверхностями втулок. Таким образом, существенно увеличивается риск потери требуемых параметров приведения во вращательное движение кожуха валка, причем эта проблема, и без того достаточно неприятная, сильно осложняется в том случае, когда используемый в данном случае кожух подвергается термическому воздействию. В целом, можно констатировать, что именно под влиянием неизбежного теплового расширения кожухи литейных валков имеют тенденцию деформироваться по всем направлениям, и если система закрепления этих кожухов на втулках валков не обеспечивает оптимальным образом их фиксации в заданном пространственном положении, то в результате, в частности, воздействия давящих усилий со стороны расплавленного металла в процессе литья возможны и весьма вероятны возмущения регулярного и равномерного вращательного движения кожухов, которое выражается в явлении, называемом "нарушением округлости". Возмущения подобного рода могут существенным и весьма неблагоприятным образом повлиять на качество получаемой таким образом отливки, вызывая появление на её поверхности достаточно серьезных и в целом ряде случаев неприемлемых геометрических или металлургических де фектов, которые могут значительно понизить качество получаемой продукции и даже сделать ее полностью непригодной для использования. С другой стороны, если поддержка и центрирование кожуха не обеспечивается одними и теми же деталями при любом состоянии теплового ба ланса кожуха, механическая обработка профиля кожуха, выполненная в холодном состоянии совершенно концентрично по отношению к оси его вращения, может оказаться эксцентрической в горячем состоянии данного оборудования, вследствие замены используемых опорных средств. Недостатком известного изобретения является также и то, что нерациональное центрирование кожуха относительно втулки в радиальном направлении, обусловленное неподвижностью конических средств центрирования, становится частой причиной вспучивания литейной поверхности валка, что негативно сказывается на качестве металлической ленты и снижает ресурс его работы. В основу изобретения поставлена задача исключения возможности потери контакта между внутренней поверхностью кожуха валка и втулкой и повышения срока эксплуатации литейного валки для установки непрерывного литья путем оптимизации расположения средств осевого уступа кожуха во втулку, в частности, размещения их в серединной плоскости валка, а также выполнения конических средств центрирования кожуха упругими и с возможностью центрирования его краев, что повышает точность позиционирования кожуха в требуемом пространственном положении и симметрию его положения относительно серединной плоскости валка и, тем самым, обеспечивает равномерное, по всем направлениям, деформирование литейных поверхностей кожуха, а также обуславливает возможность линейного перемещения конических центрирующи х фланцев вдоль втулки в условиях надежного прижатия их к поверхности кожуха с усилием, достаточным для исключения проскальзывания при передаче вращательного движения от втулки к кожуху, в случае теплового расширения последнего, и, тем самым, дает возможность обеспечить надежное центрирование кожуха в радиальном направлении и поддерживать его края независимо от степени разогрева литейной поверхности. Поставленная задача достигается за счет того, что в литейном валке для установки непрерывного литья металлов на один или между двумя такими валками, содержащем втулку и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, согласно изобретению, средства связи в осевом направлении содержат средства осевого упора кожуха во втулку, расположенные в серединной плоскости валка, ориентированной в направлении, перпендикулярном его продольной оси, причем конические средства центрирования выполнены упругими и с возможностью центрирования краёв кожуха по отношению ко втулке, причем конические средства центрирования содержат два фланца, центрированные на втулке и установленные с возможностью скольжения вдоль нее, причем каждый фланец содержит коническую поверхность, находящуюся во взаимодействии с поверхностью расточки конической формы, выполненной на соответствующем краю кожуха, и упругие средства взаимного сближения 3 41317 двух упомянуты х вы ше фланцев, которые содержат упругие средства связи двух фланцев, независимые от втулки и от кожуха. Кроме того, литейный валок содержит средства давления, установленные с возможностью оказания в осевом направлении усилия, приложенного к средствам упора, которые содержат уступ втулки, упирающийся в уступ кожуха, при этом средства давления содержат упругую скобу и толкатель, размещенный между кожухом и втулкой и установленные с возможностью оказания давления на уступ кожуха, противоположный уступу втулки, при помощи упругой скобы, а толкатель выполнен в виде, по меньшей мере, двух независимых друг от др уга толкающих деталей, установленных в продольных пазах, выполненных в зоне непосредственного контактирования между кожухом и втулкой, с возможностью касания соответствующих поверхностей кожуха и втулки. В предлагаемом литейном валке центрирующие фланцы соединены со втулкой с возможностью вращения относительно нее, и, по меньшей мере, одна из находящихся в контакте конических поверхностей кожуха и фланцев имеет на уровне фронтальных концов кожуха затыловку, на уровне которой взаимодействующие конические поверхности в холодном состоянии отведены друг от друга и приближены друг к другу в горячем состоянии. Кроме того, в предлагаемом литейном валке средства связи фланцев содержат тяги и упругие элементы. Предложенное изобретение позволяет обеспечить постоянную и непрерывную поддержку кожуха литейного валка как в холодном, так и в горячем состоянии в процессе осуществления непрерывного литья, и в частности: - гарантировать удовлетворительное осевое и радиальное центрирование кожуха на втулке; -обеспечить максимально возможную симметричность кожуха по отношению к серединной плоскости валка, перпендикулярной к оси вращения; - обеспечить равномерное приведение в движение кожуха втулкой и постоянную передачу соответствующего крутя щего момента независимо от возможных деформаций кожуха; - ограничить величину механических напряжений в конструкции кожуха и втулки, даже в случае их возможных деформаций в результате теплового расширения; - обеспечить поддержание кромок кожуха в те х случаях, когда эти кромки подвергаются вспучиванию в результате теплового расширения материала кожуха; - гарантировать концентричность механической обработки профиля кожуха по отношению к оси его вращения как в холодном, так и в горячем состоянии. Благодаря конструкции в соответствии с предлагаемым изобретением, центрирование кожуха в осевом и радиальном направлениях по отношению ко втулке обеспечивается одними и теми же деталями независимо от текущего состояния теплового расширения кожуха. Действительно, поскольку средства осевого упора, располагающиеся в серединной плоскости данного валка, при деформации в результате теплового расширения материала кожуха в осевом направлении, распределяются также по одну и по другую стороны от этой плоскости, что гарантирует точное и фиксированное позиционирование кожуха в требуемом пространственном положении и, соответственно, оптимальную симметрию литейных поверхностей валка по отношению к серединной плоскости. В то же время, конические средства центрирования в полной мере обеспечивают центрирование кромок кожуха и, таким образом, всего кожуха в целом, независимо от его текущего осевого положения. Нетрудно понять, что предлагаемое изобретение, разобщая средства центрирования кожуха в осевом направлении и средства его центрирования в радиальном направлении, позволяет обеспечить наилучшее возможное позиционирование данного кожуха по отношению к совокупности механизмов и устройств данной установки непрерывного литья при любом состоянии теплового расширения материала кожуха или его тепловой бочкообразности. С другой стороны, поскольку данный кожух не закрепляется жестко на втулке в своей серединной зоне, никакое специальное утолщение в этой зоне и никакая специальная прецизионная обработка соответствующи х средств крепления не требуются. Таким образом, поперечное сечение данного кожуха, в соотве тствии с предлагаемым изобретением, оказывается более равномерным по всей его ширине, что достаточно существенно снижает риск неравномерной деформации его рабочей поверхности в процессе теплового расширения материала этого кожуха. В соответствии со специфической конструкцией литейного валка, в соответствии с предлагаемым изобретением, конические средства центрирования кожуха содержат два центрированных фланца, имеющих возможность скользить по корпусу втулки в осевом направлении с наименьшим возможным зазором, причем это скольжение упомянуты х выше фланцев обеспечивается путем использования таких средств, как смола или подшипник с масляной пленкой. Каждый из упомянутых выше центрирующи х фланцев содержит коническую часть, которая механически взаимодействуе т с расточкой в целом конической формы, выполненной с внутренней стороны соответствующего края кожуха, и упругие средства, предназначенные для взаимного осевого сближения этих фланцев. В частности, эти упругие средства взаимного сближения в осевом направлении центрирующих фланцев содержат упругие средства соединения этих фланцев между собой, которые выполнены независимыми ни от втулки, ни от кожуха данного литейного валка. Таким образом, обеспечивается равенство усилий, воздействующих со стороны этих центрирующих фланцев на крайние зоны кожуха, что гарантирует полную симметрию внешних усилий, прикладываемых к различным частям данного кожуха. В соответствии с конструкцией литейного валка, в соответствии с предлагаемым изобретением, средства, предназначенные для обеспечения соединения по вращательному движению кожуха со 4 41317 втулкой данного валка, имеют в своем составе средства давления, функция которых состоит в том, чтобы создавать усилие в осевом направлении, приложенное к средствам упора таким образом, чтобы сила трения соответствующе го элемента кожуха о соответствующий элемент втулки литейного валка из состава средств упора, упомянуты х выше, была достаточной, для того чтобы, по меньшей мере, частично, обеспечить приведение во вращательное движение этого кожуха втулкой. В соответствии с другой особенностью предлагаемой конструкции, которая может либо занять место или заменить упомянутые выше средства давления в данной установке непрерывного литья или действовать совместно с ними, упомянутые выше центрирующие фланцы соединены по вращательному движению со втулкой данного валка и, благодаря этой связи по вращательному движению, а также фрикционной связи краев кожуха с центрирующими фланцами, эти фланцы, по меньшей мере, частично, передают крутящий момент от втулки к кожуху. В предпочтительном варианте практической реализации предлагаемого изобретения, по меньшей мере, одна из конических по форме контактных поверхностей данного кожуха с центрирующими фланцами имеет в холодном состоянии на уровне фронтальных краев кожуха затыловку, выполненную таким образом, чтобы на уровне этой затыловки контактные конические поверхности были в холодном состоянии установки отведены друг от друга на некоторое расстояние и приближались друг к другу в горячем состоянии, когда кожух подвергается эффекту теплового вспучивания. Такая конструкция литейного валка позволяет сохранить и даже увеличить площадь механического контакта контактных поверхностей в процессе возможной деформации кожуха в виде теплового вспучивания. Действительно, если эти конические контактные поверхности кожуха и соответствующего центрирующего фланца имеют точно соответствующие друг другу параметры конусности и обладают строго прямолинейными образующими в холодном состоянии, в процессе теплового вспучивания кожуха происходит геометрическая деформация кожуха, локализованная главным образом на его концах. Эта деформация стремится развернуть упомянутые выше края кожуха навстречу др уг другу, что имеет следствием уменьшение конусности конических контактных поверхностей этого кожуха. Из этого следует, что площадь контакта по коническим поверхностям кожуха и центрирующи х фланцев стремится уменьшиться, вплоть до линейного контакта по окружности, как раз на уровне фронтальных концов или краев кожуха. Этот, существенно уменьшенный по площади, механический контакт весьма неблагоприятно влияет на параметры центрирования кожуха в осевом направлении относительно втулки, а также на условия привода кожуха во вращательное движение. Специально предусмотренная предлагаемым изобретением, упомянутая выше, затыловка позволяет исключить это уменьшение зоны контакта центрирующих фланцев с кожухом, перемещая в процессе возможной деформации вспучивания кожуха под действием теплового расширения его материала эту зону в направлении края кожуха без отрыва друг от др уга механически взаимодействующих между собой конических поверхностей в зоне контакта, расположенной ближе к средней в осевом направлении плоскости кожуха или, по крайней мере, минимизируя этот отрыв. Это, а также многие другие преимущества и характеристики предлагаемого изобретения, будут пояснены в приведенном ниже описании конкретного примера практической реализации литейного валка, предназначенного для использования в установке непрерывного литья между двумя валками тонкой стальной заготовки типа ленты, в соответствии с предлагаемым изобретением, где даются ссылки на приведенные в приложении к этому описанию чертежи (фиг.), среди которых: - фиг. 1, на которой представлен схематический вид, в разрезе по радиальной плоскости, литейного валка в соответствии с предлагаемым изобретением; - фиг. 2, на которой в увеличенном масштабе представлен схематический вид литейного валка в зоне А, условно очерченной на фиг. 1; - фиг. 3, на которой представлен частичный схематический вид в разрезе по линии Ill-Ill, показанной на фиг. 2; - фиг. 4, на которой представлен упрощенный схематический вид литейного валка, показывающий относительное положение его кожуха, центрирующи х фланцев и втулки, в соответствии с предлагаемым изобретением, в холодном состоянии, то есть при отсутствии деформаций, связанных с тепловым расширением материала кожуха и други х элементов данного валка; - фиг. 5, на которой представлен схематический вид, подобный тому, который показан на фиг. 4, но в горячем состоянии, соответствующем осуществляемому процессу литья тонкой стальной ленты и характеризующемся вспучиванием поверхности кожуха, связанным с тепловым расширением его материала. Литейный валок, в соответствии с предлагаемым изобретением, представленный схематически в разрезе по радиальной плоскости на фиг. 1, содержит: - приводной вал 1, соединенный соответствующим образом с механизмом приведения его во вращательное движение, не представленном на приведенных в приложении чертежах; - втулк у 2, жестко связанную с упомянутым выше валом 1, при помощи, например, тугой горячей посадки и/или шпоночного соединения и механически обработанную после монтажа на валу с целью придания соосности с ним; - кожух 3, изготовленный из материала, обладающего хорошей теплопроводностью, такого, например, как медь или медные сплавы, причем этот кожух выполнен соосным со втулкой 2 и представляет собой относительно легко демонтируемый и взаимозаменяемый элемент валка в соответствии с предлагаемым изобретением; - средства связи кожуха со втулкой в осевом направлении, содержащие, в частности, средства 4 осевого упора одного из этих элементов в др угой; 5 41317 - средства поддержания и центрирования кожуха 3 относительно втулки 2, содержащие, в частности, конические фланцы 5 и 6, вставленные в пространство между втулкой 2 и краями подверженного тепловым деформациям кожуха; - средства связи по вращательному движению, соединяющие кожух со втулкой и образованные, как будет видно из последующего изложения, с одной стороны, центрирующими коническими фланцами 5 и 6 и средствами их присоединения, а, с другой стороны, средствами 4 осевого упора кожуха и втулки, а также средствами оказания давления на этот упор. Кожух 3 ли тейного валка, в соответствии с предлагаемым изобретением, содержит в непосредственной близости от своей наружной поверхности 7 каналы 8 циркуляции охлаждающей жидкости, связанные своими концами с соответствующими каналами 9 и 10 подачи и отвода охлаждающей жидкости, принадлежащими общей системе охлаждения в виде принудительной сети циркуляции этой охлаждающей жидкости, не представленной в целях упрощения на приведенных чертежах. Такая система охлаждения аналогичного оборудования подробно описана, например, во французском патенте FR-A-2654372. Втулка 2 литейного валка, в соответствии с предлагаемым изобретением, содержит среднюю часть 11 несколько большего диаметра по сравнению со своими концевыми в осевом направлении частями 12 и 13. Эта средняя часть 11 втулки 2 содержит уступ 14 располагающийся в плоскости Р, являющейся строго серединной плоскостью данного литейного валка 1 и перпендикулярной его продольной оси 15. Кожух 3 литейного валка в соответствии с предлагаемым изобретением содержит в своей внутренней части уступ 16, соответствующий уступу на втулке и также расположенный в серединной плоскости Р данного литейного валка аналогично уступ у 14 на втулке. Центрирование в направлении продольной оси 15 кожуха 3 на втулке 2 обеспечивается упором уступа 16 на кожухе в уступ 14 на втулке, причем состояние плотного механического контакта этих уступов точно определяет необходимое позиционирование кожуха по отношению ко втулке, а, значит, и по отношению ко всем элементам данной установки непрерывного литья. Симметрия положения кожуха относительно серединной плоскости литейного валка, таким образом, однозначно обеспечивается и достаточно надежно сохраняется даже в условиях теплового расширения кожуха в осевом направлении в ходе осуществления процесса литья, причем смещения краев кожуха в осевом направлении, вызванное этим явлением теплового расширения материала кожуха, происходят симметричным образом по отношению к серединной плоскости литейного валка. Центрирование в радиальном направлении кожуха литейного валка на его втулке обеспечивается упругой конической системой центрирования 17, воздействующей только на края кожуха. Эта коническая система центрирования образована двумя коническими фланцами 5 и 6, каждый из которых центрирован на соответствующей концевой части 12 и 13 втулки литейного валка с возможностью скольжения по этой концевой части втулки в условиях практически полного отсутствия люфта. Каждый из упомянутых вы ше конических фланцев содержит часть 18 или 19 с конической наружной поверхностью, которая взаимодействует с внутренней поверхностью расточек 20 и 21, выполненных в концевых частях кожуха и имеющих каждая внутреннюю поверхность конической формы с теми же самыми параметрами конусности, что и наружные поверхности центрирующих фланцев. Центрирующие конические фланцы 5 и 6 стягиваются между собой при помощи упругих средств взаимного сближения их, действующи х в осевом направлении литейного валка таким образом, чтобы обеспечить упор конических поверхностей 18 и 19 центрирующих конических фланцев в соответствующие конические поверхности расточек 20 и 21 кожуха, что позволяет обеспечить центрирование этого кожуха в радиальном направлении и осуществить поддерживание его краев. Здесь следует отметить, что контакт соответствующих конических поверхностей кожуха и центрирующи х конических фланцев обеспечивается только на краях этого кожуха. Таким образом, радиальное центрирование кожуха на втулке обеспечивается в основном через края или концевые части этого кожуха, что, как будет подробно пояснено ниже, позволяет сохранить необходимую радиальную центровку кожуха даже в том случае, когда средняя часть этого кожуха отклоняется в горячем состоянии вследствие теплового расширения материала от наружной поверхности втулки при вспучивании поверхности этого кожуха. Упругие средства взаимного сближения центрирующи х конических фланцев могут представлять собой средства стягивания этих фланцев в направлении средней части втулки 11, воздействующие независимо на каждый из фланцев. В предпочтительном варианте практической реализации предлагаемого изобретения, схематически представленном на фиг. 1, эти упр угие средства взаимного сближения конических центрирующи х фланцев содержат упругие средства связи упомянутых выше фланцев между собой, образованные системой тяг 22, распределенных определенным образом (например, равномерно) по окружности литейного валка. Эти средства соединяют конические центрирующие фланцы между собой, свободно проходя в отверстиях 23, просверленных в центральной части втулки. Если обратиться к чертежу, приведенному на фиг. 2, можно видеть, что тяги 22 проходят в отверстиях 24, высверленных в теле фланцев 5 и 6, и содержат на своих снабженных резьбой концах регулировочные гайки 25. Упругие средства взаимного сближения центрирующи х конических фланцев содержат упругие элементы, такие, например, как упругие шайбы 26, которые размещаются между регулировочной гайкой 25 и поверхностью конического фланца 5 таким образом, чтобы создавать усилие стягивания фланцев в направлении друг к другу, обеспечивая в то же время возможность некоторого их взаимного расхождения. Усилие стягивания конических центрирующи х фланцев между собой может быть отрегулирова 6 41317 но при помощи регулировочных гаек 25 таким образом, чтобы надежно прижать конические поверхности фланцев к соответствующим им коническим поверхностям расточек кожуха с усилием, достаточным для того, чтобы исключить проскальзывание при передаче вращательного движения от втулки к кожуху, но позволяющим осуществить небольшое скольжение, в случае необходимости, в осевом направлении в том случае, когда в нагретом состоянии геометрические размеры расточек во внутренней полости кожуха, имеющи х коническую внутреннюю поверхность, изменяются вследствие теплового расширения материала кожуха. Необходимая величина усилия взаимного сближения конических центрирующи х фланцев может быть также обеспечена при помощи системы гидравлических или пневматических силовых цилиндров и в этом случае может соответствующим образом корректироваться перед или даже непосредственно в процессе осуществления литья в зависимости от конкретных условий осуществления этого технологического процесса (извлекаемый в данном конкретном случае тепловой поток, фактические параметры тепловой деформации материала кожуха данного литейного валка и т. д.). Упомянутые выше конические центрирующие фланцы 5 и 6 изготавливаются из материала, имеющего хорошие фрикционные свойства, достаточно высокую сопротивляемость коррозии и высокие характеристики механической прочности. Это может быть, например, алюминиевая бронза или аналогичные ей сплавы. Параметры конусности взаимодействующи х друг с др угом конических частей центрирующих фланцев и расточек кожуха определяются таким образом, чтобы обеспечить реверсивность относительных перемещений фланца и кожуха, то есть таким образом, чтобы, с одной стороны, была обеспечена возможность взаимного сближения этих конических центрирующи х фланцев при возможном радиальном тепловом расширении данного кожуха, а, с другой стороны, неизбежное в условиях теплового расширения материала данного кожуха радиальное сжатие кромок или концевых зон этого кожуха должно иметь следствием расталкивание этих конических фланцев в результате обжатия упругих шайб 26, выступающих элементов в роли упр уги х элементов соединения этих фланцев. Таким образом, параметры конусности взаимодействующи х между собой поверхностей центрирующи х фланцев и расточек кожуха должны быть определены в зависимости от характеристик трения между кожухом и фланцами и усилия, воздействующего на эти фланцы, таким образом, чтобы минимизировать гистерезис, в принципе имеющий место между тепловым расширением материала и его усадкой при охлаждении, то есть, чтобы в процессе возвращения данного литейного барабана или валка в заданное состояние в отношении термических условий расположение конических центрирующи х фланцев было по возможности точно таким же, каким оно было ранее в том же самом тепловом состоянии при любых возможных перемещениях эти х фланцев до этого. Таким образом, легко понять, что параметры конусности взаимодействующи х друг с другом поверхностей кожуха и конических центрирующих фланцев должны быть достаточными для того, чтобы обеспечить отсутствие блокировки фланцев во внутренней полости кожуха, но при этом достаточно малыми для того, чтобы эти фланцы не разводились в разные стороны под действием усилий, возникающих на кожухе в результате давления, производимого отливаемым материалом в процессе осуществления непрерывного литья. Центрирование фланцев 5 и 6 на концевых в осевом направлении част 12 и 13 втулки 2 обеспечивается при помощи смолы А, подаваемой под давлением в пространство между фланцами и поверхностями соответствующих концевых частей втулки, или при помощи других средств, таких, например, как подшипники качения или масляные уплотнения, позволяющие до минимума уменьшить зазор между взаимодействующими между собой поверхностями фланцев и втулки. Величина этого зазора в диаметральном направлении может составлять, например, менее 0,05 мм при сохранении удовлетворительного качества скольжения фланцев в осевом направлении по поверхности соответствующи х концевых частей втулки. Это необходимо для того, чтобы исключить возможность заклинивания и связанных с этим возмущений в движении фланцев. Для того чтобы обеспечить передачу крутящего момента приведения во вращательное движение конических центрирующи х фланцев со стороны втулки, можно использовать любую известную и подходящую в данном случае систему связи по вращательному движению, например, соединение шпоночного типа. Однако в предпочтительном варианте предлагаемого изобретения центрирующие фланцы соединяются со втулкой при помощи специальной системы связи, обеспечивающей непрерывность передачи крутящего момента и обозначенной на фиг. 2 позицией 27. Такая система связи, например, типа "Flexacier", обеспечивает свободное перемещение фланцев в осевом направлении. Таким образом, передача крутящего момента от втулки к кожуху обеспечивается системой связи между втулкой и коническими центрирующими фланцами и при помощи трения между поверхностями этих фланцев и кожуха. Передача приводного крутящего момента упомянутыми выше средствами в предпочтительном варианте дополняется приводом кожуха во вращательное движение в результате трения находящи хся в контакте между собой уступов 14 втулки и 16 кожуха. С этой целью литейный валок, в соответствии с предлагаемым изобретением, содержит средства давления, предназначенные для обеспечения упора уступа 16 кожуха в уступ 14 втулки. Эти средства давления содержат упругую скобу 28, закрепленную на втулке 2 и упирающуюся в кожух через одну или несколько жестких механических связей 29. Эта жесткая механическая связь может представлять собой, например, сплошное кольцо, установленное между кожухом 3 и средней частью 11 втулки 2. 7 41317 В варианте, представленном на фиг. 3, механическая связь 29 может быть сегментированной и представлять собой, таким образом, множество независимых толкателей 30 в форме пластин, размещенных в продольных пазах, выполненных в зоне соединения кожуха и втулки. При использовании такого конструктивного решения можно сохранять, по меньшей мере, в холодном состоянии данной установки, механический контакт между кожухом и втулкой, который обеспечивает дополнительное радиальное центрирование данного кожуха. Описанные выше детали средств давления упираются во второй уступ 31 кожуха, выполненный в непосредственной близости от первого уступа 16 и ориентированный в противоположную сторону по отношению к нему. Такое устройство системы давления позволяет придать кожуху сплошную и непрерывную форму правильного геометрически поперечного сечения на всей его ширине, что, в свою очередь, позволяет минимизировать тепловые деформации данного кожуха в горячем состоянии, придавая этим деформациям симметричный характер по отношению к серединной плоскости Р. Как уже было показано ранее, поддерживание и центрирование кожуха в радиальном направлении осуществляется, главным образом, коническими фланцами 5 и 6. Для того чтобы обеспечить постоянный упор поверхностей кожуха в части с конической поверхностью 18 и 19 этих фланцев даже в условиях тепловой деформации вспучивания кожуха, на наружных краях конических расточек кожуха предусмотрена затыловка 32, вследствие наличия которой кожух остается в состоянии упора в поверхности конических фланцев в и х зонах 33, располагающихся ближе к середине данного литейного валка, то есть там, где деформации вспучивания и нарушения округлости вследствие теплового расширения материалов относительно малы (менее 0,1 мм). При этом в том случае, когда края кожуха в его осевом направлении подвергаются напряжениям, стремящимся приблизить их к оси вращения валка и возникающим либо вследствие теплового вспучивания средней части кожуха, либо под давлением, оказываемым массой отливаемого материала, эта затылованная часть кожуха постепенно начинает упираться в поверхность фланца, увеличивая, таким образом, протяженность конической опорной поверхности кожуха. Теперь со ссылками на фиг. 4 и 5 будет описано поведение кожуха в процессе использования литейного валка в соответствии с предлагаемым изобретением. На фиг. 4 схематически показана форма и пространственное положение кожуха литейного валка в холодном состоянии. При этом кожух опи рается на конические фланцы и центрируется ими в радиальном направлении. В процессе осуществления литья кожух нагревается от контакта с расплавленным металлом и подвергается тепловому расширению (направление деформации кожуха в его средней части показано стрелкой F1 на фиг. 5), образуя тепловую вспученность. При этом средняя часть кожуха в радиальном направлении отклоняются от втулки, однако, контакт осевого уступа 16 между уступами кожуха и 14 втулки сохраняется. Опора для кожуха и его центрирование в радиальном направлении продолжают обеспечиваться коническими центрирующими фланцами, как и в холодном состоянии. По мере повышения температуры материала кожуха при осуществлении процесса литья края кожуха проявляют тенденцию поворачиваться навстречу др уг др угу с каждой стороны (эта тенденция проиллюстрирована на фиг. 5 стрелками F2). При этом края кожуха постепенно переходят к уступу в конические поверхности фланцев своими затылованными частями без потери механического контакта с этими фланцами в зоне 33 их конической части, причем точная линия профиля затыловки концевых кромок кожуха предварительно определяется при помощи расчетной модели тепловой деформации кожуха в горячем состоянии для соответствующего режима работы. В процессе прохождения различных тепловых деформаций кожуха в ходе его эксплуатации конические центрирующие фланцы совершают линейные перемещения вдоль втулки в обоих направлениях, показанных стрелками F3 с тем, чтобы постоянно адаптироваться к происходящим размерным изменениям данного кожуха. Предлагаемое изобретение не ограничивается теми особенностями конструкции, которые были описаны выше исключительно в качестве иллюстративного примера. В частности, вместо локализации затыловки кожуха на наружной кромке конической расточки этого кожуха она может захватывать несколько большую длину конической поверхности данной расточки и быть выполненной, например, в форме тороидальной опорной поверхности очень большого радиуса. Таким образом, внутренняя образующая конической расточки кожуха вместо того, чтобы быть прямо линейной на всей своей длине, становится участком кривой большого радиуса, которая в процессе деформации кожуха в виде теплового вспучивания разворачивается, обкатываясь по ней на коническую поверхность фланца и, стремясь к прямой, увеличивает протяженность конического контакта между кожухом и фланцем. Предлагаемое изобретение применяется также в литейных валках для установок непрерывного литья тонких металлических заготовок по технологии литья на один валок. 8 41317 Фиг. 1 Фиг. 2 9 41317 Фиг. 3 Фиг. 4 Фиг. 5 10 41317 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 11
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting roll for the installation of continuous casting of metals
Автори англійськоюDelassus Pierre, Legrand Hugues, Raisson Gerard, Di Fant Marc, Barbe Jacques, Mazodier Francois
Назва патенту російськоюЛитейный валок для установки непрерывного литья метал лов
Автори російськоюДЕЛАССЮ Пьер, Легран Юг, Рессон Жерар, Ди Фан Марк, Барбье Жак, МАЗОДЬЄ Франсуа
МПК / Мітки
МПК: B22D 11/06
Мітки: ливарний, валок, безперервного, металів, лиття, установки
Код посилання
<a href="https://ua.patents.su/11-41317-livarnijj-valok-dlya-ustanovki-bezperervnogo-littya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Ливарний валок для установки безперервного лиття металів</a>
Пристрій для безперервного лиття металів
Номер патенту: 12305
Опубліковано: 25.12.1996
Автор: Стефано Арічі
МПК: B22D 11/12
Мітки: безперервного, пристрій, лиття, металів
Формула / Реферат:
(57) 1. Устройство для непрерывного литья металлов преимущественно стальных слитков круглого, овального, квадратного или подобного сечения в кристаллизаторе с вертикальной криволинейной или наклонной к горизонтали осью содержащее основной кристаллизатор и расположенный за ним в направлении вытягивания слитка дополнительный кристаллизатор, охлаждаемый водой и соединенный с основным кристаллизатором, при этом дополнительный кристаллизатор...
Опорний пристрій для бокової стінки установки безперервного лиття тонких металевих виробів між валками
Номер патенту: 41363
Опубліковано: 17.09.2001
Автори: Легран Юг, Деляссю П'єр
МПК: B22D 11/06
Мітки: виробів, опорний, пристрій, лиття, бокової, тонких, безперервного, стінки, металевих, установки, валками
Формула / Реферат:
1. Опорное устройство для боковой стенки установки непрерывного литья тонких металлических изделий между валками, имеющей два интенсивно охлаждаемых валка с горизонтально расположенными осями и две боковых стенки, прижатые к ребрам упомянутых валков, содержащее тележку, установленную с возможностью управляемого перемещения вдоль направления, параллельного осям упомянутых валков, толкающее устройство, установленное на упомянутой тележке, и...
Пристрій для підтримування бічної стінки установки для безперервного лиття тонких металевих виробів між циліндрами
Номер патенту: 41391
Опубліковано: 17.09.2001
Автор: БРЕВЬЄР Іанн
МПК: B22D 11/06
Мітки: підтримування, металевих, стінки, установки, лиття, циліндрами, виробів, тонких, бічної, пристрій, безперервного
Формула / Реферат:
1. Устройство для поддержки боковой стенки установки непрерывного литья тонких металлических изделий между интенсивно охлаждаемыми цилиндрическими валками с горизонтально расположенными осями, содержащее две боковые стенки, прижатые к торцам цилиндрических валков, толкающее устройство, панель, соединенную с толкающим устройством и жестко связанную с боковой стенкой, отличающееся тем, что снабжено кареткой, установленной с возможностью...
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: лиття, тонких, подачі, установки, спосіб, пристрій, форми, трубі, безперервного, ливарний, слябів, розливної, здійснення, заміни
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: ТОМАРДЕЛЬ Оділь, ДЮССЕ Ерве, НАДІФ Мішель, БЕКЛЕ Дід'є, МАРТАН Жан-Франсуа, МУШЕТТ Алан, БАННІ Т'єрі, ДРЮО Жоель
МПК: F03B 15/00, B22D 11/14, B22D 11/16
Мітки: металів, установки, металу, спосіб, розливання, рідкого, меніска, безперервного, кристалізаторі, рівня, регулювання, пристрій
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Попередній патент: Трициклічні похідні піролу і фармацевтичний препарат
Наступний патент: Гетероциклічні похідні карбонової кислоти та їх фармацевтично прийнятні солі
Випадковий патент: Спосіб поздовжньої прокатки