Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Кісєльов Андрєй Пєтровіч, Овчіннікова Маріна Васільєвна, Мєльніков Алєксандр Васільєвіч, Ашіхмін Гєрман Вікторовіч, Капнін Владімір Вікторовіч, Хлопонін Віктор Ніколаєвіч
Формула / Реферат
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания износа по длине бочек валков и осуществления последовательного обжатия заготовок независимо от чередования их ширины, осевое перемещение рабочих валков проводят при обжатии заготовок.
2. Способ по п. 2, отличающийся тем, что в осевом направлении перемещают один из рабочих валков.
3. Способ по пп. 1 и 2, отличающийся тем, что рабочие валки перемещают дискретно.
4. Способ по пп. 1 и 2, отличающийся тем, что рабочие валки устанавливают с возможностью свободного осевого перемещения.
5. Способ по пп. 1 и 2, отличающийся тем, что один из рабочих валков перемещают в осевом направлении после прекращения осевого перемещения каждого рабочего валка.
6. Способ по пп. 1 и 2,отличающийся тем, что обжатие по мере утонения исходных заготовок ведут с удлинением угла перекрещивания между осями рабочих валков.
Текст
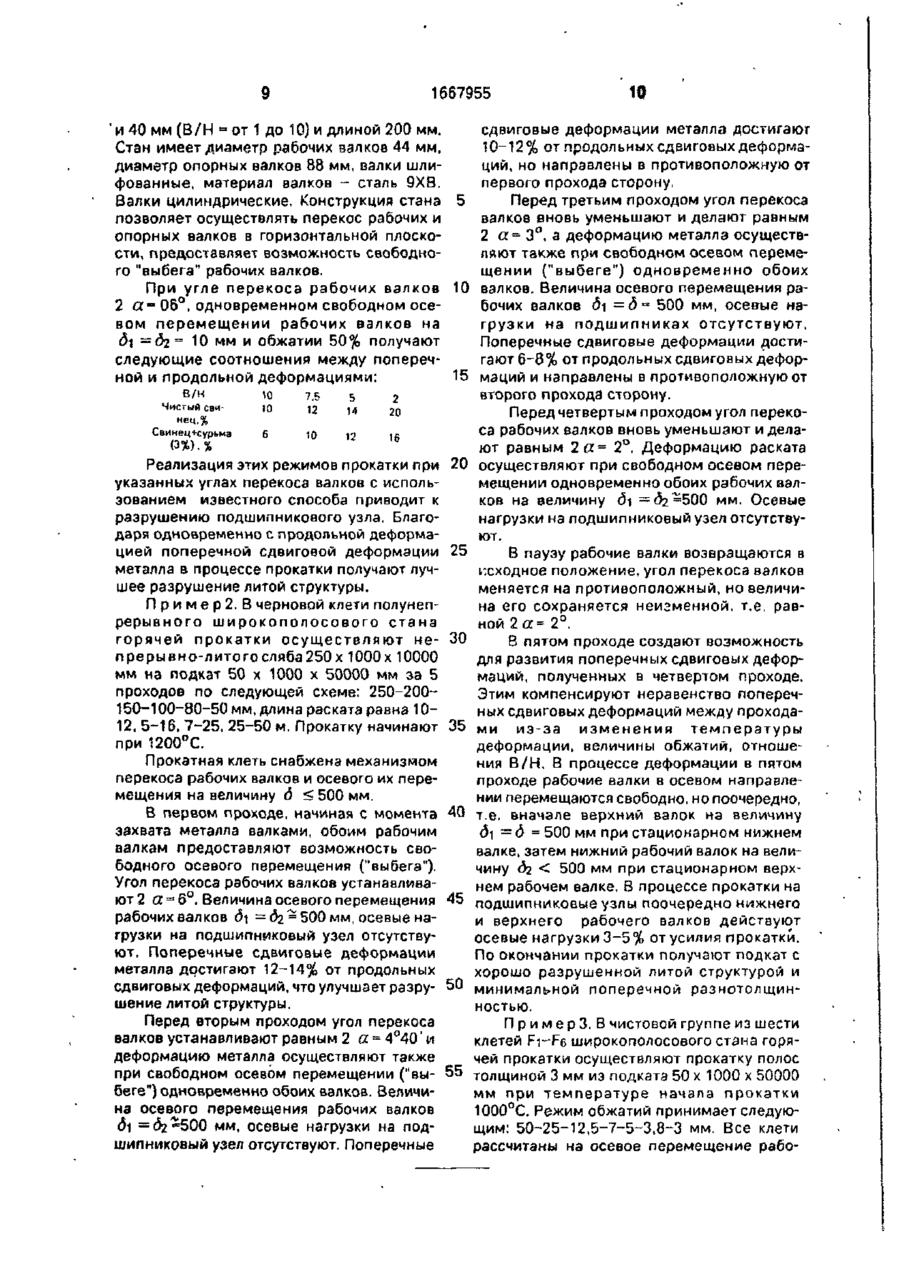
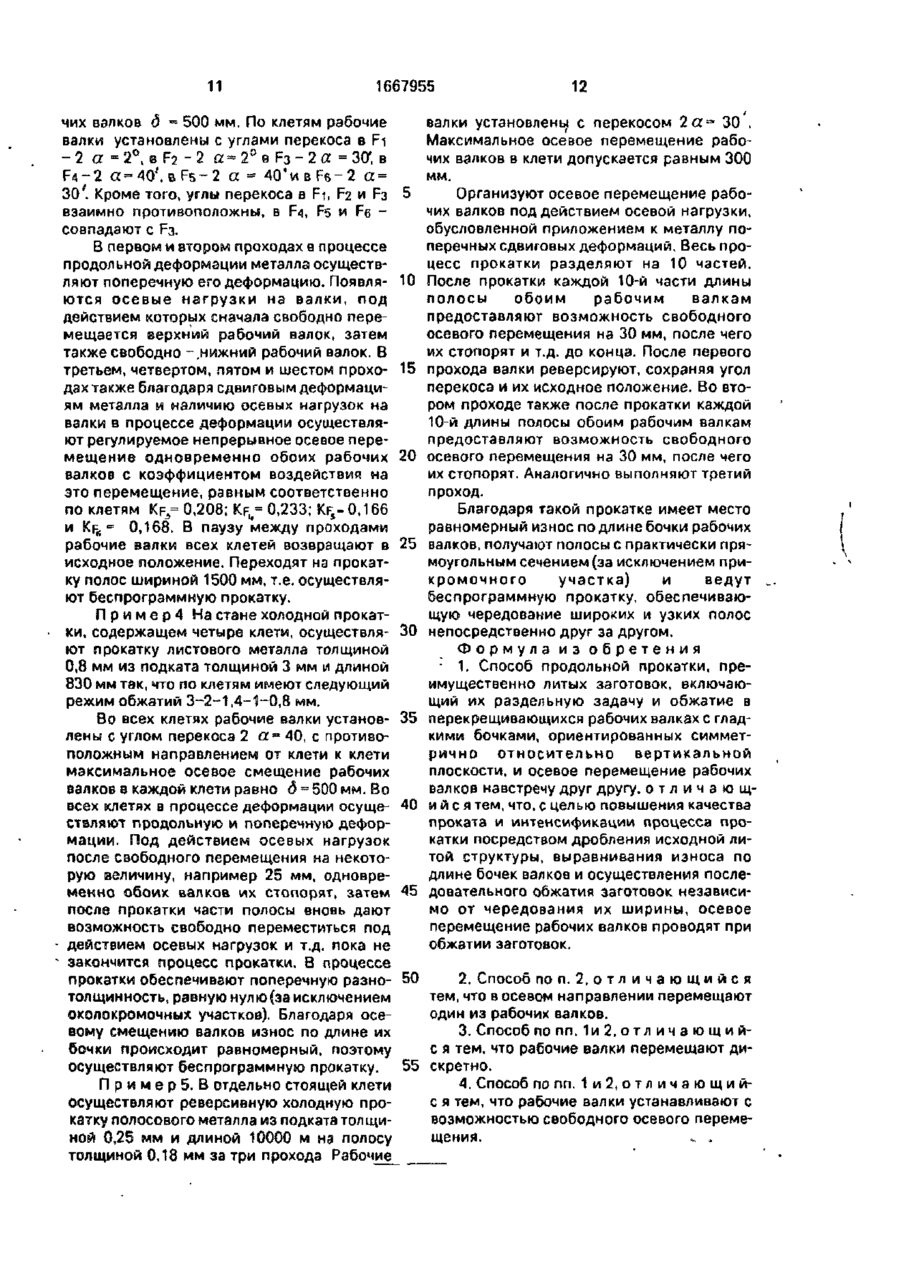
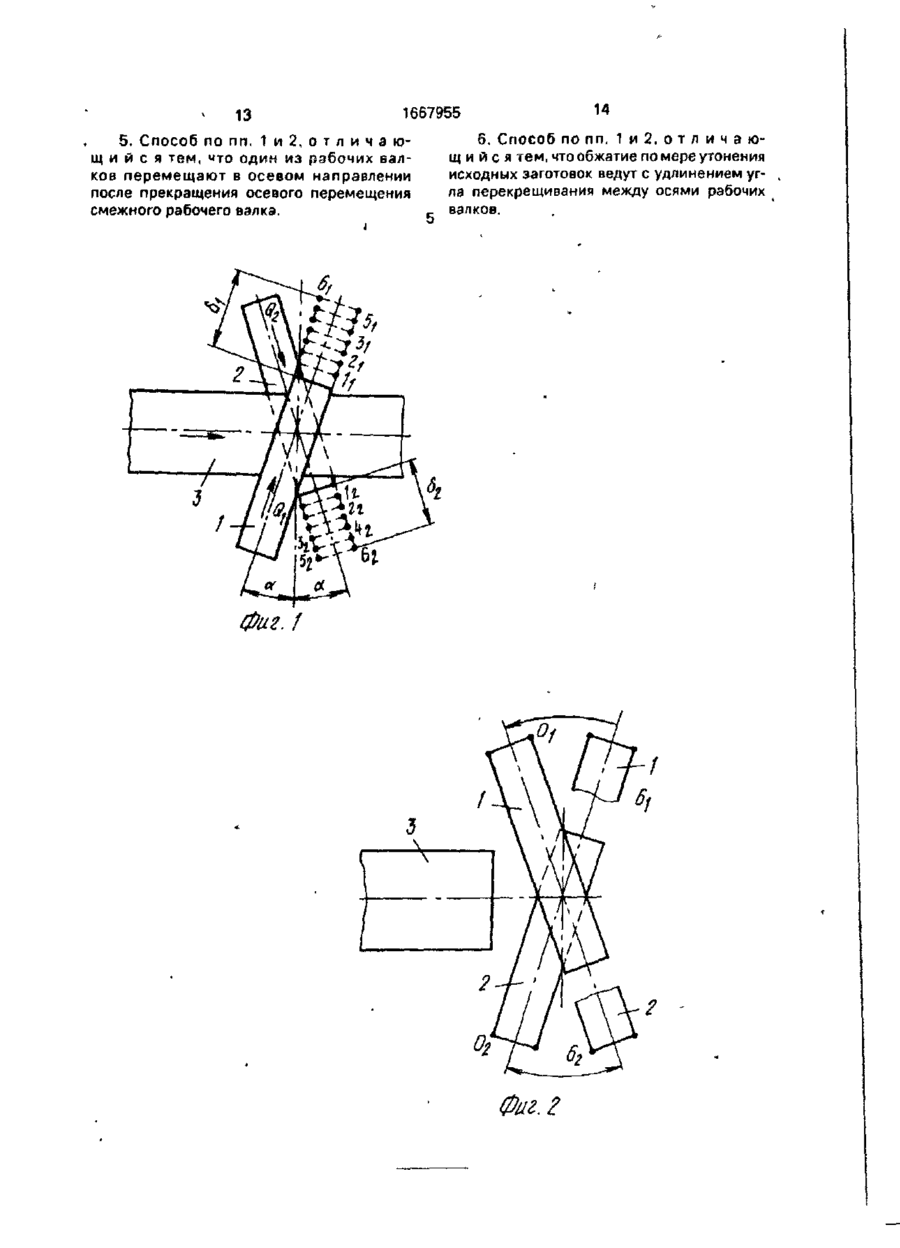
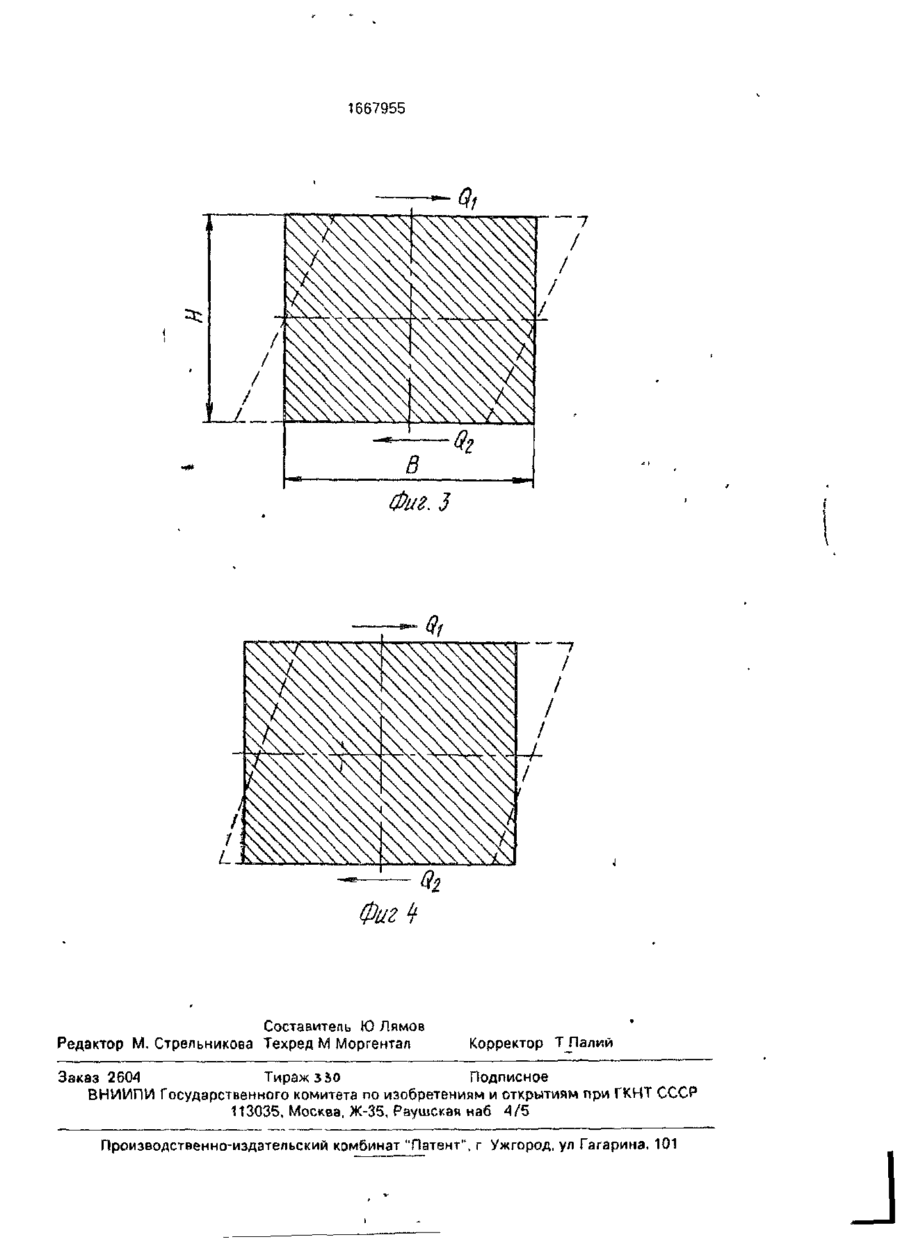
союз советских СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (I?) (51)5 (И) В 21 В 1/26 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1 (21)4655249/02 (22)28.02.89 (46)07.08.91. Бюл. Ьк 29 (71) Московский институт стали и сплавов (72) В.Н.Хлопонин, Г.В.Ашихмин. М.В.Овчинникова. А.П.Киселев. В.В Капнин и А.В.Мельников (53)621.771.04(088 8) (56) Заявка Японии Г* 59-41804, кл. В 21 В 1/28,1984 Заявка Японии № 63-16201, кл, В 21 В 1/22, 1988. (54) СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ (57) Изобретение относится к прокатному производству и может быть использовано для получения полосового и сортового проката "из литых заготовок, поступающих с машин непрерывного литья заготовок. Цель изобретений - повышение качества прокатз и интенсификация процесса прокатки посредством дробления исходной литой структуры, выравнивания износа по длине бочек валков и осуществления последовательного обжатия заготовок независимо от чередова Изобретение относится к прокатному производству и может быть использовано для получения полосового и сортового проката из литых заготовок, поступающих с машин непрерывного литья заготовок. Цель изобретения - повышение качества проката и интенсификация процесса прокатки посредством дробления исходной литой структуры, выравнивания износа по длине бочек валков и осуществления после ния их ширины. Способ заключается в продольной прокатке штучных литых заготовок в симметрично перекрещивающихся гладких рабочих валках. Посредством осевого перемещения рабочих валкое во время обжатия раскатов одновременно с продольной деформацией в прокатываемых полосах создают дополнительную поперечную сдвиговую деформацию металла. Осуществление осевого перемещения перекрещивающихся рабочих валков многократно расширяет возможности продольной прокатки в валках с гладкими бочками на непрерывных заготовочных станах, в отдельно стоящих клетях листовых станов, на широкололосоеых и полосовых станах горячей и холодной прокатки, т.к. позволяет создавать значительные сдвиговые поперечные деформации металла, обеспечивая одновременно возможность беспрограммной прокатки и улучшая поперечный профиль и форму прокатываемых полос. Способ повышает качество проката, а также снижает энергосиловые параметры прокатки. 5 з.п.ф-лы, 4 ил довательного обжатия заготовок независимо от чередования их ширины. На фиг. 1 представлена схема осуществления способа с осевым перемещением перекрещивающихся рабочих валков при обжатии прокатываемых полос; на фиг. 2 то же, после изменения направления угла скрещивания осей рабочих валков, на фиг 3 и 4 - схемы сдвиговых попутных деформаций по сечению прокатываемых полос. •т'ф-К 1667955 В способе, включающем обжатие полос в симметрично перекрещивающихся гладких рабочих валках и их осевое перемещение навстречу друг друга, валки перемещают в процессе обжатия полос. Это 5 позволяет создавать в прокатываемой полосе дополнительную поперечно сдвиговую деформацию металла. Реализация сдвиговых поперечных деформаций металла особенно важна в первых проходах на 10 заготовках, поступающих на стан после МНЛЗ. По мере развития длины проката за счет уменьшения его поперечного сечения полезный эффект поперечных сдвиговых де- 15 формаций в части разрушения литой структуры снижается, однако их наличие позволяет расширить возможность беспрограммной прокатки на листовых и полосовых станах благодаря непрерывному участию 20 практически всей длины бочки валка в деформации каждой штуки металла, равномерному износу всей бочки валка ("размытому" износу), снижению негативного влияния теплового разогрева бочки валка 25 на профиль и форму готовой полосы. Это улучшает качество полос, уменьшает продолжительность действия, а в ряде случаев полностью устраняет осевые нагрузки иа подшипники рабочих валков, обусловлен- 30 ные прокаткой в перекошенных рабочих валках, в результате значительно увеличиваются углы перекоса рабочих валков, что необходимо для лучшего разрушения литой структуры деформируемого металла. Кроме 35 того, снижаются энергетические затраты на , деформацию металла примерно на 4-8%, так как устраняются потери на трение при течении металла в поперечном направлении. 40 Рабочие валки с гладкими бочками верхний 1 и нижний 2 - имеют привод вращения и установлены в прокатной клети с симметричным перекосом один относительно другого под углом а от вертикальной плоскости. Валки 1 и 2 могут быть установ- 45 лены в двухвалковой или четырехвалковой клети, реверсивной или нереверсивной. В процессе деформации полосы 3 валки 1 и 2 установлены с возможностью последовательно занимать положения Qi ~ Gi, где і = 50 -1,2, одновременно или порознь перемещаясь в осевом направлении под действием осевых усилий СИ и Q2 соответственно. Валки 1 и 2 снабжены механизмом регулируемого перемещения из положения Qi в Gi 55 (электромеханическим или гидравлическим) или имеют возможность свободного осевого перемещения ("выбега"}, механизмом ускоренного осевого перемещения из положения Gi в Qi, механизмом ускоренного углового поворота из положения Gi в Gi (фиг. 2) с сохранением величины угла перекоса а и механизмом регулируемого изменения угла перекоса a . Конструкция этих механизмов не имеет принципиального значения при реализации предлагаемого способа важно наличие этих механизмов. Валки могут быть снабжены всем комплектом указанных механизмов или некоторыми из них, последнее зависит от места и назначения рабочей клети в технологической линии обжатия полосы 3. Число положений Qi—Gt, которьіе занимает рабочий валок в процессе осевого перемещения, может быть конечным (при прерывистом перемещении) и бесконечным (при непрерывном перемещении), В любом случае осевого перемещения валков ограничением является допустимая величина д, являющаяся характеристикой соответствующей клети. Способ поштучной продольной прокатки реализуют следующим образом. Полоса 3 (отношение ширины В к толщине Н равно от 1:1 до 1000:1) поступает в гладкие (некалиброванные) приводные рабочие валки 1 и 2, установленные с симметричным перекосом один относительного другого под углом 2 а Исходное лоложение валкое 1 и 2 соответствует обозначенным на фиг. 1 положениям СИ и Оз. В процессе прокатки осуществляют продольную деформацию металла и одновременно с ней поперечную сдвиговую деформацию металла. При этом на валки действуют осевые усилия Qi на валок 1 и Qj на валок 2, обусловленные установкой каждого из этих валков под углом a, С начала деформации металла и до ее конца (это можно регулировать) валки 1 и 2 перемещают в осевом направлении под действием осевых усилий Qi и Ог так, что, начав с положения СН,2 в начале перемещения, валки занимают положение Gi,2 в конце перемещения, переместившись на равные величины д\ и 6г . Из-за проскальзываний в очаге деформаций и других явлений, присущих процессу прокатки, возможно нарушение равенства
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of longitudinal rolling
Автори англійськоюAshikhmin Hierman Viktorovych, Ovchynnykova Maryna Vasyliovna, Kysyliov Andrii Petrovych, Kapnin Volodymyr Viktorovych, Melnykov Oleksandr Vasyliovych
Назва патенту російськоюStarwriterспособ продольной прокатки
Автори російськоюАшихмин Герман Викторович, Овчинникова Марина Васильевна, Киселев Андрей Петрович, Капнин Владимир Викторович, Мельников Александр Васильевич
МПК / Мітки
МПК: B21B 1/26
Мітки: прокатки, поздовжньої, спосіб
Код посилання
<a href="https://ua.patents.su/8-5060-sposib-pozdovzhno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб поздовжньої прокатки</a>
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Єрємєєв Віктор Іванович, Букрєєв Іван Іванович, Шишко Юрій Борисович, Холодило Валерій Андрійович, Андрійчук Сергій Андрійович, Кузнєцов Лев Федорович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович, Ющевський Віктор Карлович
МПК: B21B 1/26
Мітки: штабів, спосіб, прокатки, безперервної
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Филонов Юрій Всеволодович, Ющевський Віктор Карлович, Сапригін Хразален Михайлович, Гавриленко Євген Дмитрович, Кузнєцов Лев Федорович, Крупник Ісаак Абрамович, Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Гончар Володимир Павлович
МПК: B21B 1/38
Мітки: штабового, спосіб, прокатки, металу
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Пристрій для насічки валків станів листової прокатки
Номер патенту: 3691
Опубліковано: 27.12.1994
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Пилипенко Сергій Степанович, Кудрин Володимир Іванович, Суханов Віктор Михайлович, Тилик Василь Трохимович
МПК: B24B 39/00
Мітки: станів, насічки, прокатки, валків, листової, пристрій
Формула / Реферат:
Устройство для насечки валков станов листовой прокатки, включающее корпус с каналом, установленное в корпусе металлокерамическое сопло с отверстием, связанным с каналом корпуса, приемник дроби и соединяющие его с соплом переходный патрубок с гайкой, отличающееся тем, что сопло установлено со стороны приемника дроби, а канал корпуса выполнен с выходным раструбом и с размерами, определяемыми следующими соотношениями:d = (0,05 - 0,07) ·...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Король Микола Миколайович, Самойленко Генадій Дмитрович, Король Радомір Миколайович, Третяк Володимир Якович, Куценко Олександр Іванович, Головачов Володимир Якович, Цупкін Анатолій Вікторович, Соя Володимир Іванович, Лагутін Борис Миколайович, Яременко Микола Іванович, Літвін Григорій Дмитрович, Кекух Станіслав Миколайович, Загребельний Віктор Терентійович, Масошін Леонід Михайлович, Ткаченко Микола Володимирович
МПК: B21B 35/06, B21B 21/00
Мітки: рухомої, кліті, привід, труб, прокатки, холодної, стана, валків
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Украінець Михайло Логвинович, Комаров Олександр Миколайович, Анікеєнко Ігор Миколайович
МПК: B21B 35/14
Мітки: прокатного, стану, шпиндель
Формула / Реферат:
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Попередній патент: Теплоізоляційний екран рольгангу смужкового стану горячої прокатки
Наступний патент: Регулятор подачі насоса
Випадковий патент: Спосіб термомеханічного дифузійного цинкування металевих виробів у контейнері