Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Текст
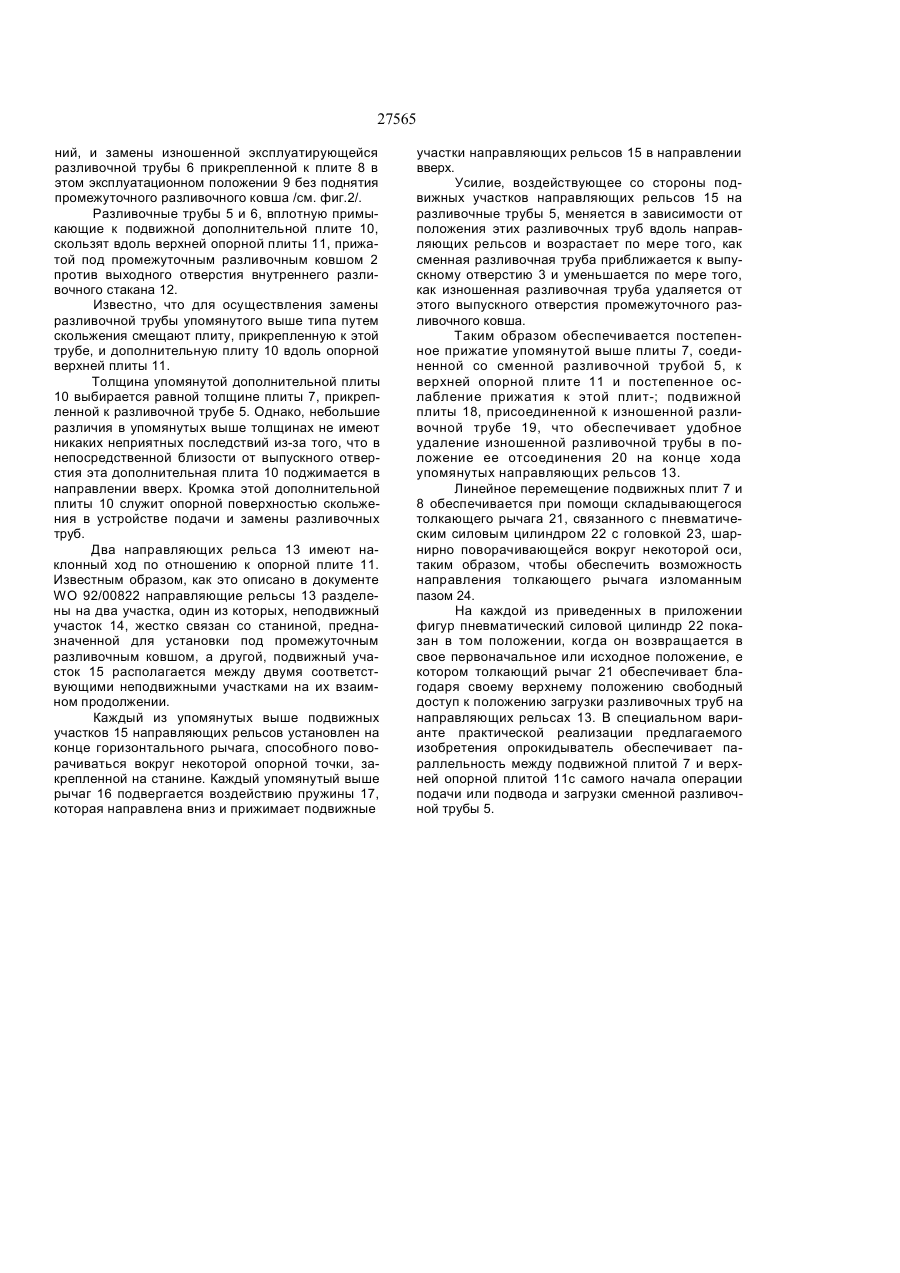
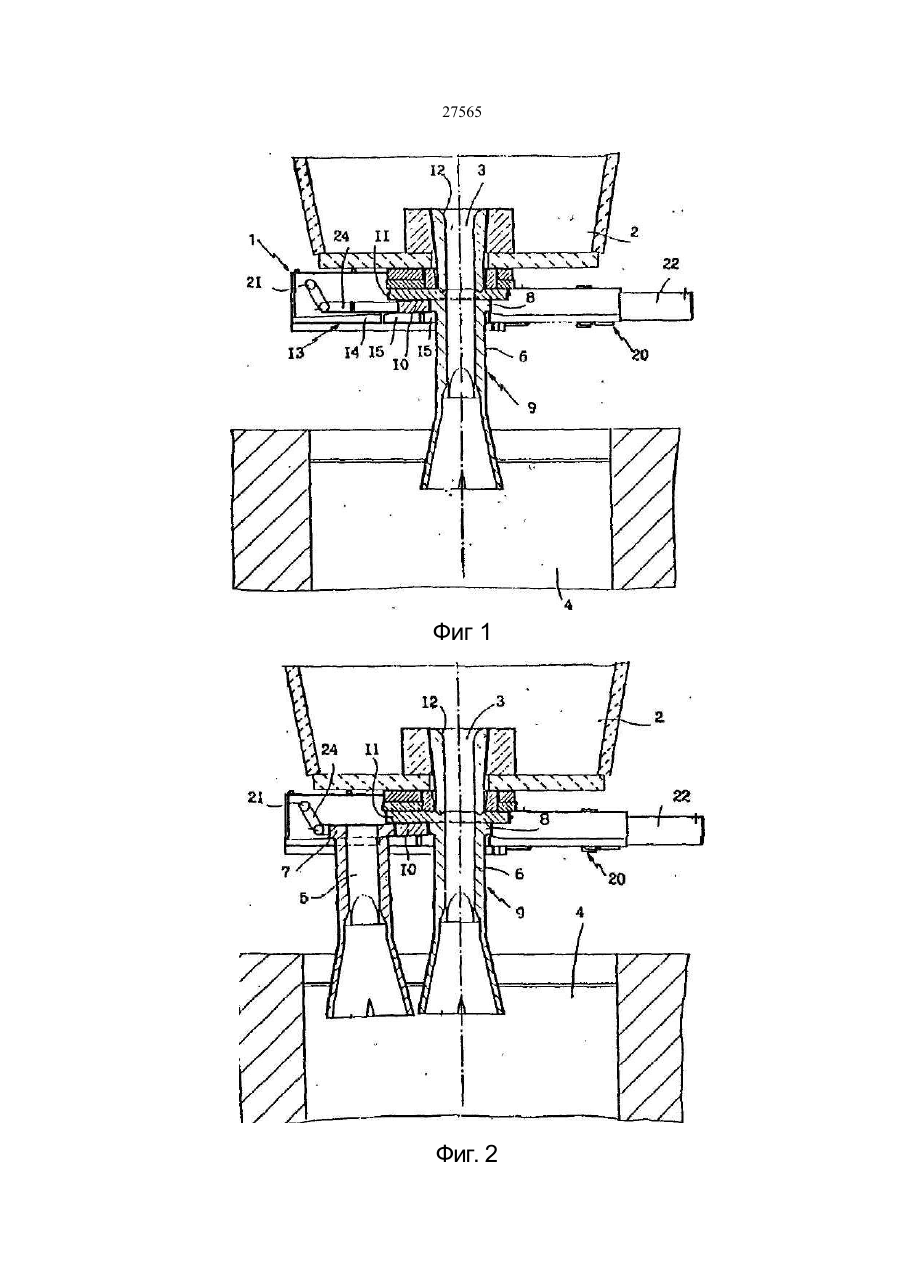
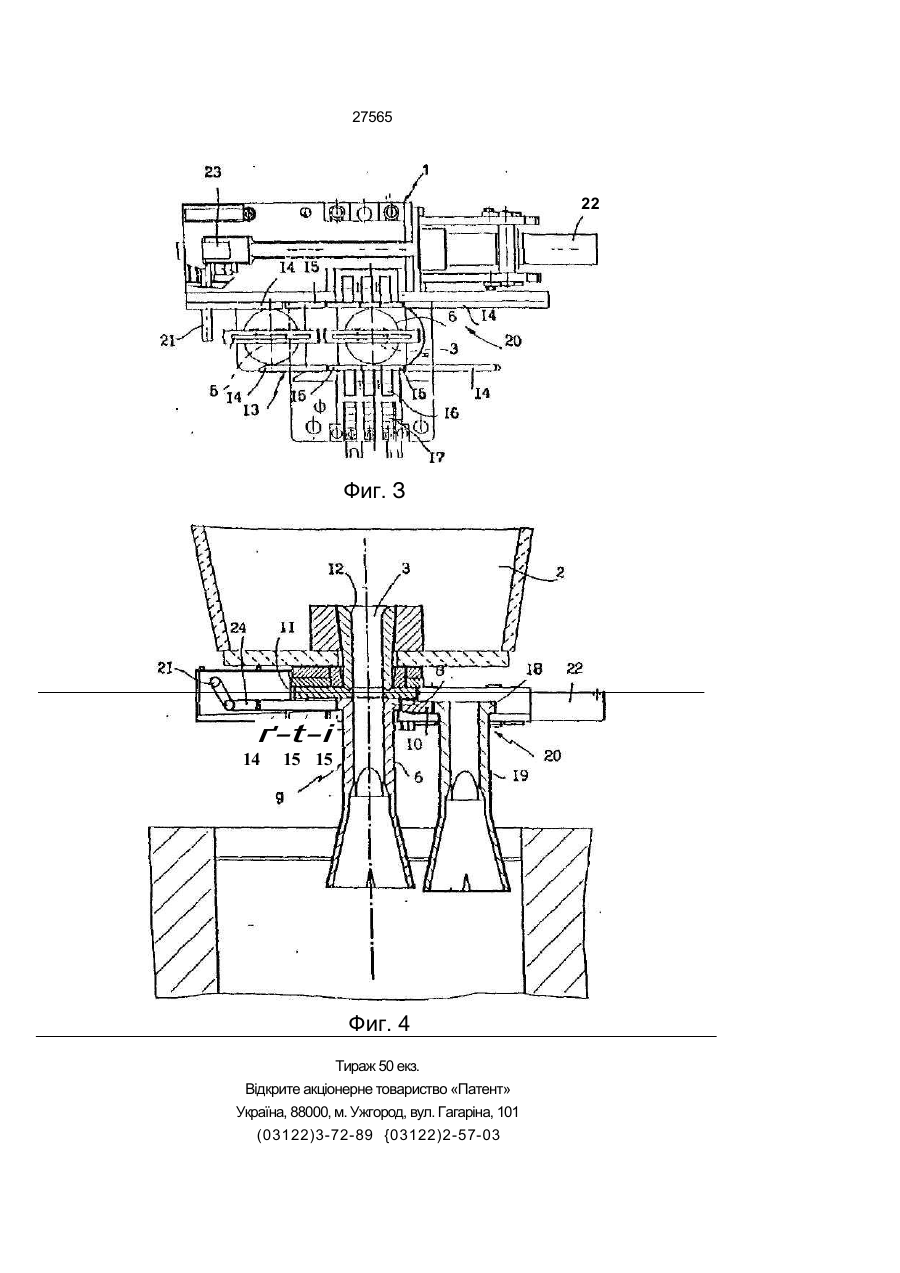
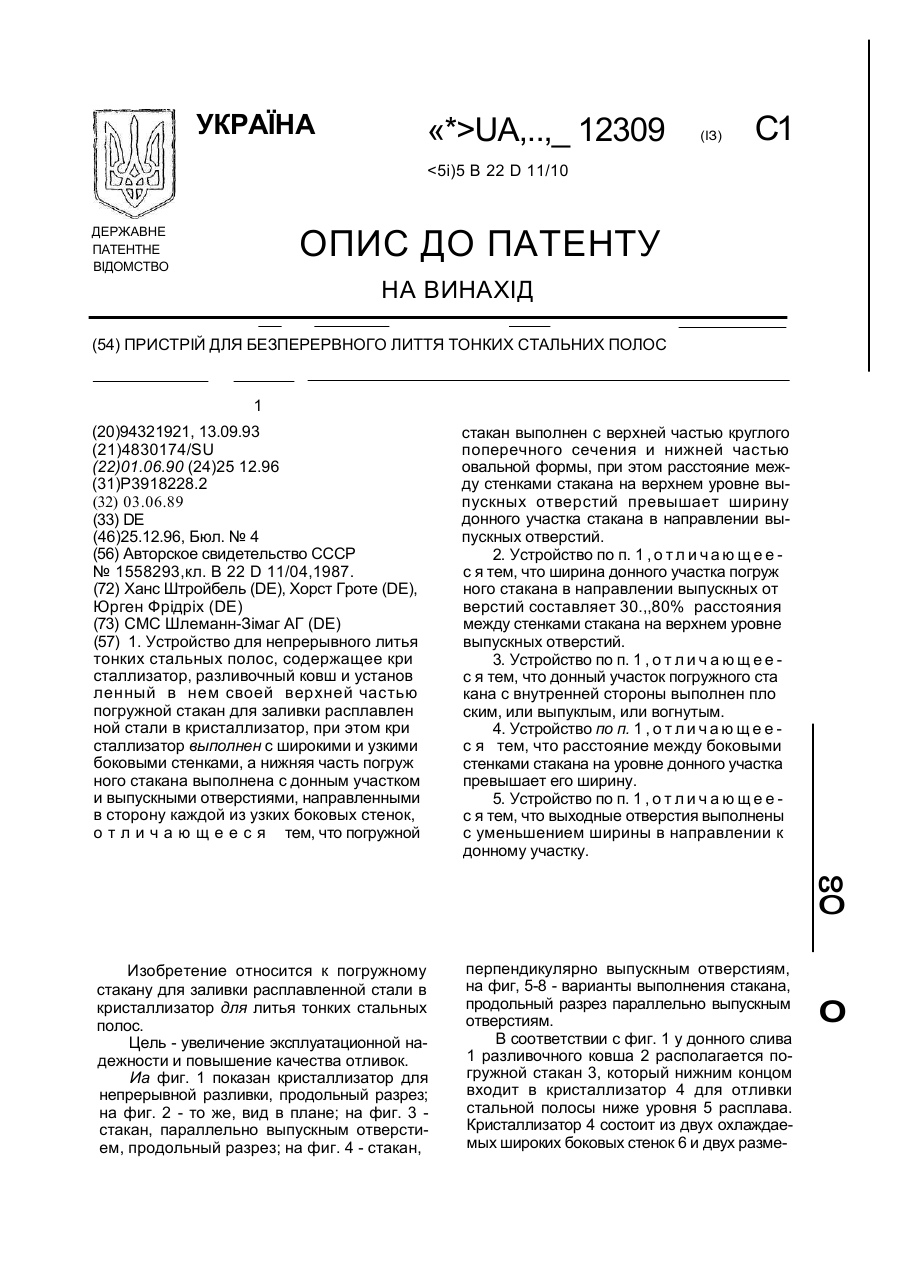
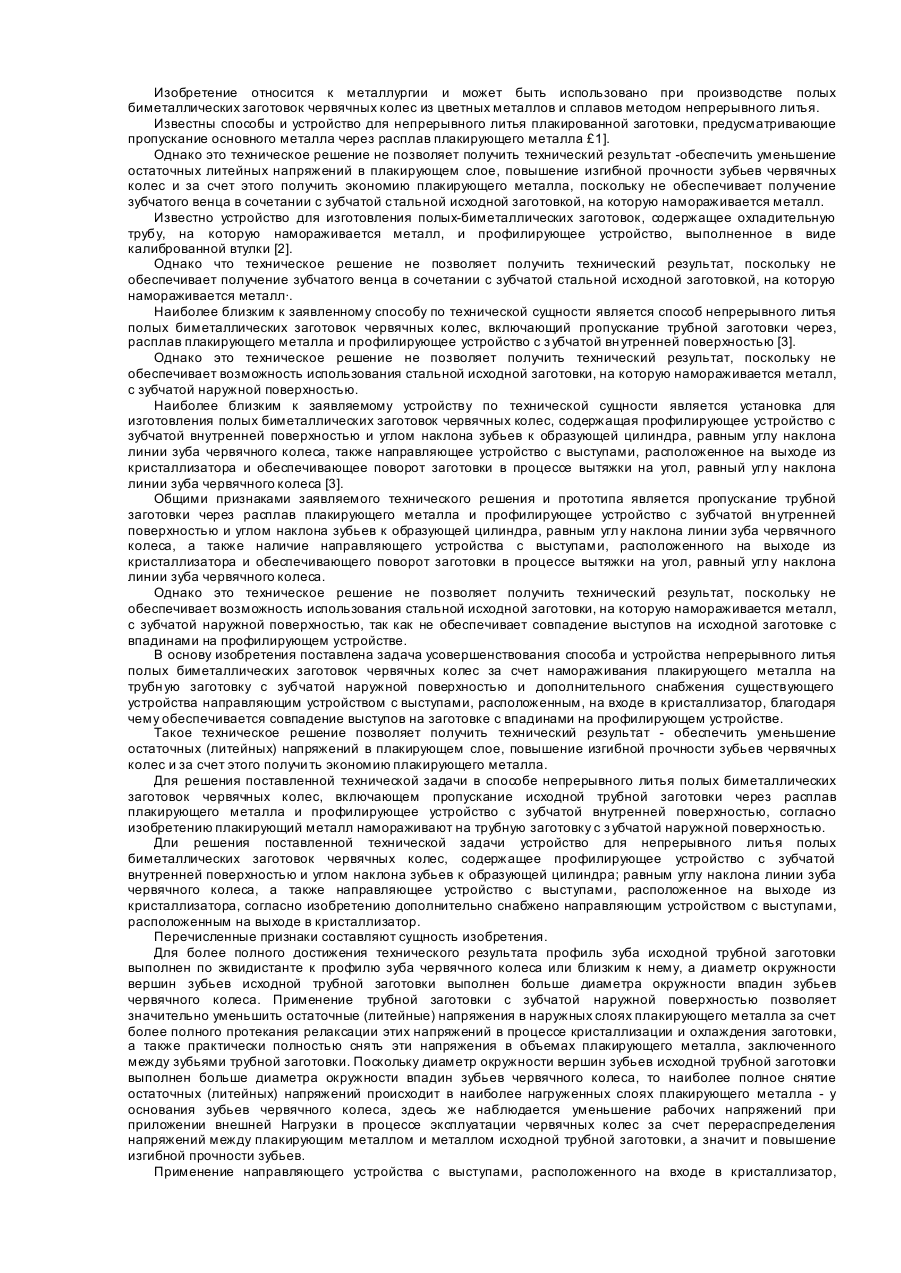
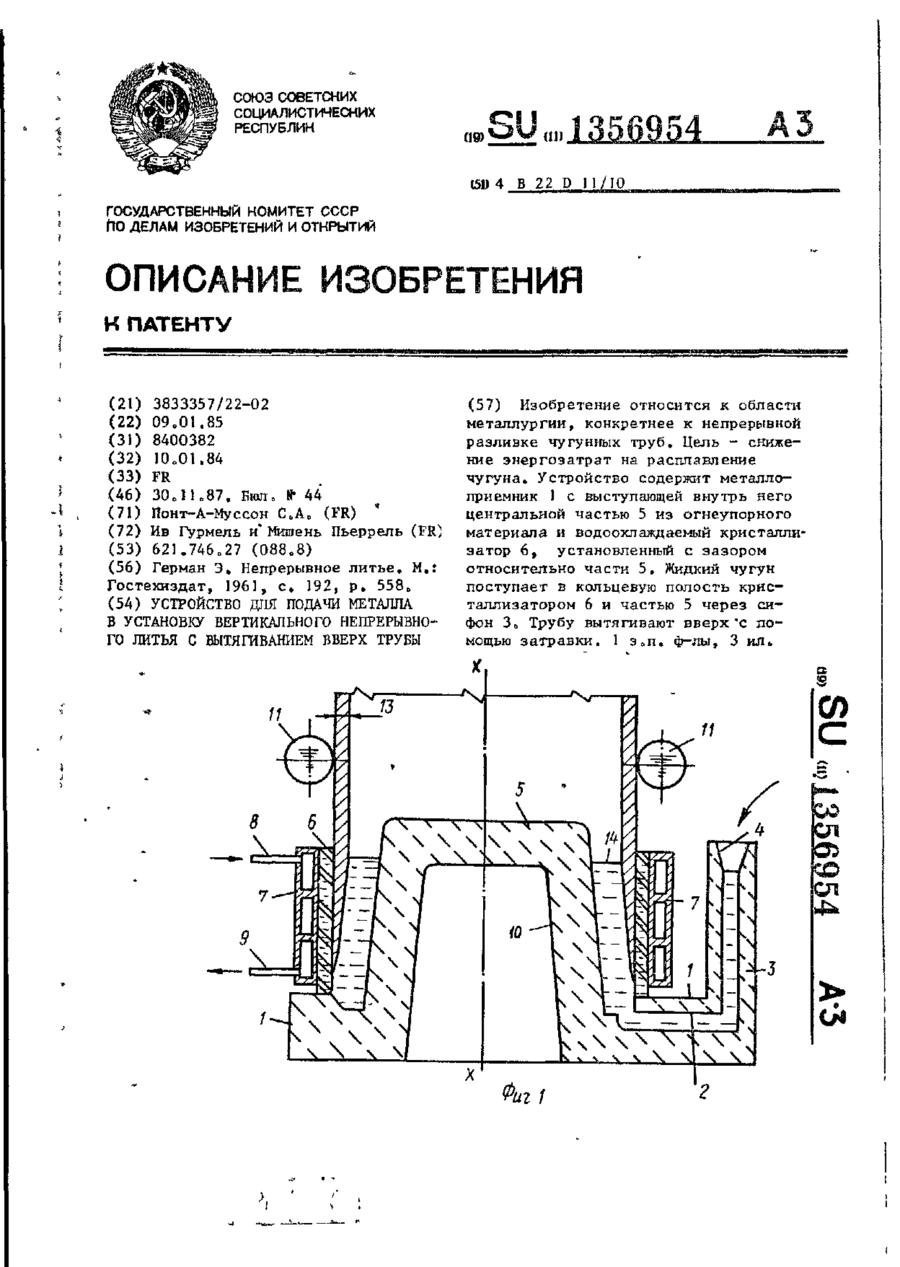
1 Способ подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов, при котором сменную разливочную трубу устанавливают на место изношенной, с ко торой жестко связана плита, скользящая по на правляющим рельсам, отличающийся тем, что изношенную разливочную трубу, которая находит ся в эксплуатационном положении, выталкивают за пределы ее разливочного положения при по мощи дополнительной плиты, которая образует с плитами, принадлежащими изношенной разли вочной трубе и сменной разливочной трубе, со вершенно плоскую поверхность на примыкающем крае 2 Устройство подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов, содержащее верхнюю опор Предлагаемое изобретение относится к металлургии, в частности, к устройству подачи и замены разливочной трубы в кристаллизаторе (литейной форме) установки непрерывного литья тонких листовых слитков или слябов Предлагаемое устройство подачи и замены разливочной трубы в установке непрерывного литья тонких листовых слитков находит основное свое применение в производстве тонких слябов в непрерывном режиме, которое входит составной частью в технологическую цепь производства плоского металлического проката, в частности, стального проката, типа изделий толстолистового стального проката и горячекатаного или холоднокатаного тонколистового проката Предлагаемое ную плиту, прижатую к днищу разливочного ковша, и направляющие рельсы, установленные с возможностью передачи направленного вверх толкающего усилия и направления скольжения разливочной и сменной трубы под действием силового цилиндра от некоторого исходного положения в направлении эксппуатационного положения, соответствующего оси разливки, и от упомянутого эксплуатационного положения в направлении положения отсоединения изношенной трубы для обеспечения возможности замены разливочных труб без поднятия разливочного ковша, отличающееся тем, что устройство содержит также дополнительную плиту, вплотную примыкающую к плите, присоединенной к изношенной и/или сменной разливочной трубе 3 Устройство по п 2, отличающееся тем, что до полнительная плита имеет те же габариты, что и направляющие рельсы, при этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной час ти корпуса ка>ьдой из разливочных труб 4 Устройство по п 3, отличающееся тем. что ши рина доголнительной плиты равна ширине свя занной с разливочной трубой плиты 5 Устройство по пп 3, 4, отличающееся тем, что погруженная в питейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки изобретение обеспечивает возможность перенесения известной в принципе технологии непрерывного литья в технологический процесс изготовления тонких листовых слитков или слябов обычного типа предложенный европейским патентом US 192019. с целью практической реализации безостановочной разливки нескольких плавок или расплавленного металла из нескольких плавильных ковшей Установки непрерывного литья листовых или плоских слитков в которых используются удлинейные кристаллизаторы поямоугольного поперечного сечения уже известны из существующего уровня техники в данной области Такие установки обеспечивают возможность изготовления плоских О ю со ю см 27565 или листовых слитков /слябов/, толщина которых обычно имеет величину, заключенную в диапазоне от 150 до 250 мм, и ширина которых может достигать 2700 мм. В существующих на сегодняшний день установках непрерывного литья плоских /листовых/ слитков или слябов стремятся обеспечить безостановочную разливку нескольких плавок или нескольких литейных ковшей подряд, однако, в этих технологических процессах постоянство качества получаемой стальной отливки тем не менее нарушается. За прототип заявляемого способа принят способ подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов, при котором сменную разливочную трубу устанавливают на место изношенной, с которой жестко связана плита, скользящая по направляющим рельсам. В качестве прототипа заявляемого устройства принято устройство подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов, содержащее верхнюю опорную плиту, прижатую к днищу разливочного ковша, и направляющие рельсы, установленные с возможностью передачи направленного вверх толкающего усилия и направления скольжения разливочной и сменной трубы под действием силового цилиндра от некоторого исходного положения в направлении эксплуатационного положения, соответствующего оси разливки, и от упомянутого эксплуатационного положения в направлении положения отсоединения изношенной трубы для обеспечения возможности замены разливочных труб без поднятия разливочного ковша (WO № 92/0082). Недостатком известного способа является то, что при замене исношенной разливочной трубы имеет место мгновенное нарушение непрерывности извлечения изготавливаемого в данном случае сляба, которое влечет за собой неизбежное понижение качества отливаемой стальной заготовки на протяжении интервала времени, который может составлять от 2 до 3 минут в процессе замены промежуточного ковша разливки. Этот промежуток времени оказывается вполне достаточным для того, чтобы вызвать брак довольно значительной части отливаемого сляба, связанный с наружными и/или внутренними следами соединения в отвердевшем металле, а также с дефектами внешней поверхности и дефектами внутренней чистоты отливаемого металла, связанными с прерыванием стабильного или устойчивого процесса непрерывного литья данного металла. Перечисленные недостатки являются следствием поднятия разливочного ковша, которое осуществляется для замены, изношенной трубы на сменную. Недостаток известного устройства заключается в том, что оно не содержит конструктивных элементов, обеспечивающих осуществление замены изношенной трубы без необходимости поднятия разливочного ковша, в результате чего наблюдается мгновенное нарушение непрерывности извлечения сляба, сопровождающееся ухудшением его эксплуатационных характеристик. В основу изобретения поставлена задача обеспечения безостановочной разливки расплав ленного металла без поднятия разливочного ковша в способе подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов путем выталкивания изношенной разливочной трубы посредством дополнительной плиты в условиях образования плоской поверхности между дополнительной плитой и плитами, прикрепленными к изношенной и сменной трубам, что обеспечивает постепенной прижатие плиты, соединенной со сменной разливочной трубой, к верхней опорной плите, вдоль которой скользят обе трубы, и постепенное ослабление прижатия к опорной плите изношенной трубы, и т.о. плавное удаление последней, и тем самым сохранение непрерывной скорости извлечения изготавливаемого сляба. В основу изобретений постає пена также задача расширения функциональных возможностей устройства подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов путем оснащения его дополнительной плитой и установления оптимального взаиморасположения ее относительно примыкающей к использованной и сменной трубам плите, что обеспечивает постепенной прижатие плиты, соединенной со сменной разливочной трубой, к верхней опорной плите, вдоль которой скользят обе трубы, и постепенное ослабление прижатия к опорной плите изношенной трубы, и т.о. плавное удаление последней, и тем самым сохранение непрерывной скорости извлечения изготавливаемого сляба Поставленная задача достигается за счет того, что в способе подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов, при котором сменную разливочную трубу устанавливают на место изношенной, с которой жестко связана плита, скользящая по направляющим рельсам, согласно изобретения, изношенную разливочную трубу, которая находится в эксплуатационном положении, выталкивают за пределы ее разливочного положения при помощи дополнительной плиты, которая образует с плитами, принадлежащими изношенной разливочной трубе и сменной разливочной трубе, совершенно плоскую поверхность на примыкающем крае. Поставленная задача достигается также тем, что устройство подачи и замены разливочной трубы в литейной форме установки непрерывного литья тонких слябов, содержащее верхнюю опорную плиту, прижатую к днищу разливочного ковша, и направляющие рельсы, установленные с возможностью передачи направленного вверх толкающего усилия и направления скольжением разливочной и сменной трубы под действием силового цилиндра от некоторого исходного положения в направлении эксплуатационного положения, соответствующего оси разливки, и от упомянутого эксплуатационного положения в направлении положения отсоединения изношенной трубы для обеспечения возможности замены разливочных труб без поднятия разливочного ковша, согласно изобретения, содержит дополнительную плиту, вплотную примыкающую к плите, присос диненной к изношенной и/или сменной разливоч ной трубе, причем дополнительная плита имеет те же габариты, что и направляющие рельсы, при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса расширенную и сплющенную форму. Очевидно, что такая сплющенная труба подвергается интенсивной эрозии вследствие высокой скорости течения ламинарного потока на малой толщине слоя и подвержена закупоркам, связанным, например, с застыванием расплавленного металла, который вытекает через эту трубу относительно тонким слоем. В соответствии с особенностью конструкции нижняя расширенная часть корпуса разливочной трубы выступает по ширине за габариты принадлежащей этой трубе подвижной плиты. Сплющенная форма погруженной в кристаллизатор части разливочной трубы облегчает на всей ширине кристаллизатора получение равномерного течения, задаваемого постоянством расхода и необходимыми термическими условиями. Предлагаемое изобретение имеет ввиду непрерывную разливку целой серии безостановочно разливаемых плавок или литейных ковшей в течение достаточно продолжительного периода времени. Такая непрерывная разливка позволяет опустошить подряд несколько литейных ковшей при реализации расхода расплавленного металла, обеспечивающего такую скорость извлечения готового листового или плоского слитка /сляба/, при которой качество отливаемой стали остается неизменно высоким на протяжении всего процесса литья. При этом скорость извлечения из кристаллизатора данной установки непрерывной разливки металла упомянутого листового "слитка /сляба/ остается в любой момент времени более высокой или, по меньшей мере, равной на протяжении всего процесса непрерывного литья некоторой критической скорости, то есть превышающей скорость извлечения этого слитка, при которой данный слиток или сляб начинает тергть свое качество по технологическим причинам. Предлагаемое изобретение позволяет реализовать достаточно длинную серию безостановочной разливки нескольких плавок в установках непрерывного литья тонких листовых слитков или слябов, имеющих прямоугольное поперечное сечение и толщину менее 100 мм. Эти тонкие листовые слитки являются заготовками для последующего изготовления плоского проката, в частности, листовой стали, прокатываемой на непрерывных прокатных станах. Такая технология позволяет предотвратить поверхностное окисление слябов, являющееся следствием многочисленных нагревов листового металла в процессе прокатки. На верхнем конце разливочной трубы закреплена плита, имеющая совершенно плоскую верхнюю поверхность и составляющая единое целое с этой разливочной трубой, Наличие расширенной и сплющенной юбки на разливочной трубе не затрагивает расположения направляющих рельсов и выполняемых с ней маневров в виде поворота для введения разливочной трубы из горизонтального исходного положения за пределами кристаллизатора (питейной формы) в вертикальное положение ожидания уже внутри этого кристаллизатора и перевода этой разливочной трубы из вертикального положения ожидания рядом с работающей трубой, находящейся а положении разливки, в это положение разливки. Особенности и конструктивные детали данного изобретения, а также другие его характеристики будут наглядно показаны в приведенном ниже описании варианта практической реализации устройства подачи и замены разливочной трубы, которое дано здесь в качестве иллюстративного и не являющегося ограничительным примера и в котором даются ссылки на приведенные в приложении фигуры, среди которых: Фиг.1 представляет собой вид в продольном разрезе устройства подачи и замены разливочной трубы в соответствии с данным изобретением, причем эта разливочная труба расширена книзу и располагается а эксплуатационном положении под литейным ковшом, и дополнительная плита находится в попожении ожидания; Фиг. 2 представляет вид, аналогичный виду, показанному на предыдущей фиг.1 устройства в соответствии с данным изобретением, но уже снаряженного и содержащего дополнительную плиту и сменную разливочную трубу ; Фиг 3 демонстрирует вид в плане устройства подачи и замены разливочной трубы в соответствии с данным изобретением: Фиг 4 демонстрирует вид, аналогичный видам фиг 1 и фиг.2 устройства в соответствии с данным изобретением, в котором силовой привод произвел смену разливочных труб. На приведенных в приложении фигурах одинаковые или аналогичные элементы обозначены одними и теми же позициями. На фиг.1 показано в продольном разрезе устройство подачи и замены разливочной трубы в соответствии с данным изобретением, обозначенное в цепом позицией 1. Это устройство изображено под промежуточным разливочным ковшом 2 в непосредственной близости от выпускного отверстия 3 этого ковша. В кристаллизаторе 4 установки непрерывного литья, предназначенной для изготовления гонких листовых слитков или слябов, предусматривается придание разливочным трубам 5 и 6, в частности, на нижнем конце их трубчатых корпусов, расширенной и сплющенной в виде бабочки формы. Промежуточный разливочный ковш 2 снабжен обычно стопором той или иной конструкции, не показанным на фиг.1. В ряде случаев такой ковш снабжается также скользящим затворным устройством. Устройство подачи и замены разливочной трубы 1 предназначено для обеспечения возможности подвода сменной разливочной трубы 5, прикрепленной к плите 7 в положение ожидания в кристаллизаторе данной установки непрерывного литья рядом с действующей разливочной трубой, находящейся в эксплуатационном положе 27565 ний, и замены изношенной эксплуатирующейся разливочной трубы 6 прикрепленной к плите 8 в этом эксплуатационном положении 9 без поднятия промежуточного разливочного ковша /см. фиг.2/. Разливочные трубы 5 и 6, вплотную примыкающие к подвижной дополнительной плите 10, скользят вдоль верхней опорной плиты 11, прижатой под промежуточным разливочным ковшом 2 против выходного отверстия внутреннего разливочного стакана 12. Известно, что для осуществления замены разливочной трубы упомянутого выше типа путем скольжения смещают плиту, прикрепленную к этой трубе, и дополнительную плиту 10 вдоль опорной верхней плиты 11. Толщина упомянутой дополнительной плиты 10 выбирается равной толщине плиты 7, прикрепленной к разливочной трубе 5. Однако, небольшие различия в упомянутых выше толщинах не имеют никаких неприятных последствий из-за того, что в непосредственной близости от выпускного отверстия эта дополнительная плита 10 поджимается в направлении вверх. Кромка этой дополнительной плиты 10 служит опорной поверхностью скольжения в устройстве подачи и замены разливочных труб. Два направляющих рельса 13 имеют наклонный ход по отношению к опорной плите 11. Известным образом, как это описано в документе WO 92/00822 направляющие рельсы 13 разделены на два участка, один из которых, неподвижный участок 14, жестко связан со станиной, предназначенной для установки под промежуточным разливочным ковшом, а другой, подвижный участок 15 располагается между двумя соответствующими неподвижными участками на их взаимном продолжении. Каждый из упомянутых выше подвижных участков 15 направляющих рельсов установлен на конце горизонтального рычага, способного поворачиваться вокруг некоторой опорной точки, закрепленной на станине. Каждый упомянутый выше рычаг 16 подвергается воздействию пружины 17, которая направлена вниз и прижимает подвижные участки направляющих рельсов 15 в направлении вверх. Усилие, воздействующее со стороны подвижных участков направляющих рельсов 15 на разливочные трубы 5, меняется в зависимости от положения этих разливочных труб вдоль направляющих рельсов и возрастает по мере того, как сменная разливочная труба приближается к выпускному отверстию 3 и уменьшается по мере того, как изношенная разливочная труба удаляется от этого выпускного отверстия промежуточного разливочного ковша. Таким образом обеспечивается постепенное прижатие упомянутой выше плиты 7, соединенной со сменной разливочной трубой 5, к верхней опорной плите 11 и постепенное ослабление прижатия к этой плит-; подвижной плиты 18, присоединенной к изношенной разливочной трубе 19, что обеспечивает удобное удаление изношенной разливочной трубы в положение ее отсоединения 20 на конце хода упомянутых направляющих рельсов 13. Линейное перемещение подвижных плит 7 и 8 обеспечивается при помощи складывающегося толкающего рычага 21, связанного с пневматическим силовым цилиндром 22 с головкой 23, шарнирно поворачивающейся вокруг некоторой оси, таким образом, чтобы обеспечить возможность направления толкающего рычага изломанным пазом 24. На каждой из приведенных в приложении фигур пневматический силовой цилиндр 22 показан в том положении, когда он возвращается в свое первоначальное или исходное положение, е котором толкающий рычаг 21 обеспечивает благодаря своему верхнему положению свободный доступ к положению загрузки разливочных труб на направляющих рельсах 13. В специальном варианте практической реализации предлагаемого изобретения опрокидыватель обеспечивает параллельность между подвижной плитой 7 и верхней опорной плитой 11с самого начала операции подачи или подвода и загрузки сменной разливочной трубы 5. 27565 Фиг 1 Фиг. 2 27565 22 Фиг. З ґ-t-i 14 15 15 Фиг. 4 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 {03122)2-57-03
ДивитисяДодаткова інформація
Автори англійськоюShadkovski Stanislav
Автори російськоюШадковски Станислав
МПК / Мітки
МПК: B22D 41/50
Мітки: безперервного, спосіб, трубі, заміни, лиття, подачі, установки, ливарний, тонких, слябів, розливної, здійснення, форми, пристрій
Код посилання
<a href="https://ua.patents.su/6-27565-sposib-podachi-ta-zamini-rozlivno-trubi-u-livarnijj-formi-ustanovki-bezperervnogo-littya-tonkikh-slyabiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення</a>
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Мельникова Вікторія Валер'янівна, Блескун Валерій Пилипович, Гольдін Валерій Зінов'євич, Іванченко Олександр Денисович, Зеленський Віктор Михайлович
МПК: B22D 11/00
Мітки: пристрій, здійснення, безперервного, спосіб, заготівки, лиття, біметалевої, порожнистої
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Пристрій для безперервного лиття тонких стальних полос
Номер патенту: 12309
Опубліковано: 25.12.1996
Автори: Ханс Штройбель, Юрген Фрідріх, Хорст Гроте
МПК: B22D 11/10
Мітки: пристрій, безперервного, тонких, полос, лиття, стальних
Формула / Реферат:
(57) 1. Устройство для непрерывного литья тонких стальных полос, содержащее кристаллизатор, разливочный ковш и установленный в нем своей верхней частью погружной стакан для заливки расплавленной стали в кристаллизатор, при этом кристаллизатор выполнен с широкими и узкими боковыми стенками, а нижняя часть погружного стакана выполнена с донным участком и выпускными отверстиями, направленными в сторону каждой из узких боковых стенок,...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Бичков Юрій Борисович, Блескун Валерій Пилипович, Шиндякін Валерій Анатолійович, Горелік Вадім Семенович
МПК: B22D 11/10
Мітки: спосіб, порожнистих, здійснення, черв'ячних, заготівок, коліс, біметалевих, лиття, безперервного, пристрій
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Спосіб безперервного розливання тонких металевих виробів та пристрій для його здійснення
Номер патенту: 25963
Опубліковано: 26.02.1999
Автори: БЛІН Філіп, ЛУАЗОН Домінік, СОЗІН Лорен
МПК: B22D 11/06
Мітки: здійснення, металевих, спосіб, пристрій, виробів, безперервного, розливання, тонких
Формула / Реферат:
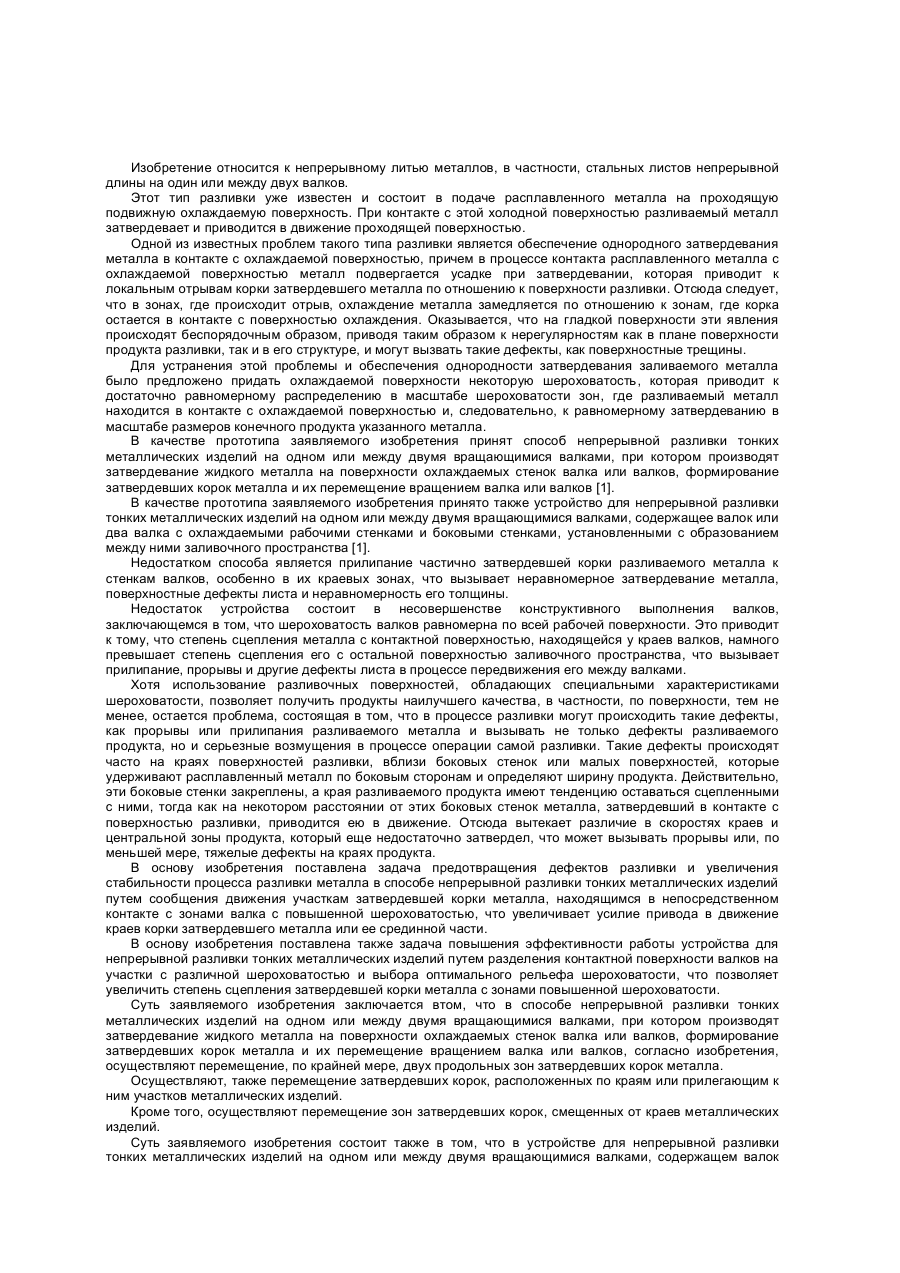
1. Способ непрерывной разливки тонких металлических изделий на одном или между двумя вращающимися валками, включающий затвердевание жидкого металла на поверхности охлаждаемых стенок валка или валков, формирование затвердевших корок металла и их перемещение вращением валка или валков, отличающейся тем, что осуществляют перемещение, по крайней мере, двух продольных зон затвердевших корок металла.2. Способ по п.1, отличающийся тем, что...
Пристрій для подання металу у установку вертикального безперевного лиття з витягуванням до гори труби
Номер патенту: 5949
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: установку, трубі, гори, вертикального, витягуванням, безперевного, металу, пристрій, подання, лиття
Формула / Реферат:
1. Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы, преимущественно чугунной, содержащее мсталлоприемник с выступающей внутрь центральной частью в форме усеченного конуса, установленный с зазором относительно нее водоохлаждаемый кристаллизатор и сифон для подачи жидкого металла, причем в центральной части металлоприемника выполнена внутренняя полость в форме усеченного конуса,...
Попередній патент: Спосіб отримання плазміди, що кодує активатор плазміногена
Випадковий патент: Спосіб комплексної діагностики периферичних об'ємних утворень легень