Пристрій для безперервного лиття металів
Формула / Реферат
(57) 1. Устройство для непрерывного литья металлов преимущественно стальных слитков круглого, овального, квадратного или подобного сечения в кристаллизаторе с вертикальной криволинейной или наклонной к горизонтали осью содержащее основной кристаллизатор и расположенный за ним в направлении вытягивания слитка дополнительный кристаллизатор, охлаждаемый водой и соединенный с основным кристаллизатором, при этом дополнительный кристаллизатор выполнен из множества независимых подвижных элементов, расположенных с образованием щели между сторонами смежных элементов и выполненных в виде оболочек, отличающееся тем, что подвижные элементы установлены с возможностью самоцентрирования и выполнены со сторонами не параллельными направлению вытягивания слитка при этом образуемая между сторонами смежных элементов щель расположена по спирали относительно оси и внутренней поверхности дополнительного кристаллизатора.
2. Устройство по п. 1 отличающееся тем, что стороны подвижных элементов выполнены наклонными прямыми, криволинейными синусоидальными или по ломаной прямой линии.
3. Устройство по п. 1 отличающееся тем что подвижные элементы выполнены с возможностью их возвратно-поступательного перемещения и регулирования поперечного усилия, прилагаемого к поверхности вытягиваемого слитка и соединены с расположенными последовательно пневматическими исполнительными механизмами выполненными с дистанционным управлением.
4. Устройство по п. 1 отличающееся тем что каждый из подвижных элементов соединен с пневматическим исполнительным механизмом посредством передаточного качающегося рычага и установлен с возможностью колебательных движений на рычаге при этом рычаг и исполнительный механизм закреплены на опорной плите установленной на основном кристаллизаторе, а колебательные движения подвижного элемента ограничены упорами.
5. Устройство по п. 3, отличающееся тем что пневматический исполнительный механизм выполнен в виде перемещаемого в цилиндре поршня при этом цилиндр выполнен двухкамерным и поршень имеет калиброванное отверстие для регулируемого прохождения воздуха из камеры под давлением в камеру для обмена воздуха и охлаждения цилиндра.
6. Устройство по п. 1, отличающееся тем что подвижные элементы выполнены с возможностью их возвратно-поступательного перемещения и регулирования поперечного осевого усилия, прилагаемого к поверхности вытягиваемого слитка, и соединены непосредственно или косвенно с расположенными последовательно пневматическими исполнительными механизмами, выполненными с дистанционным управлением.
Текст
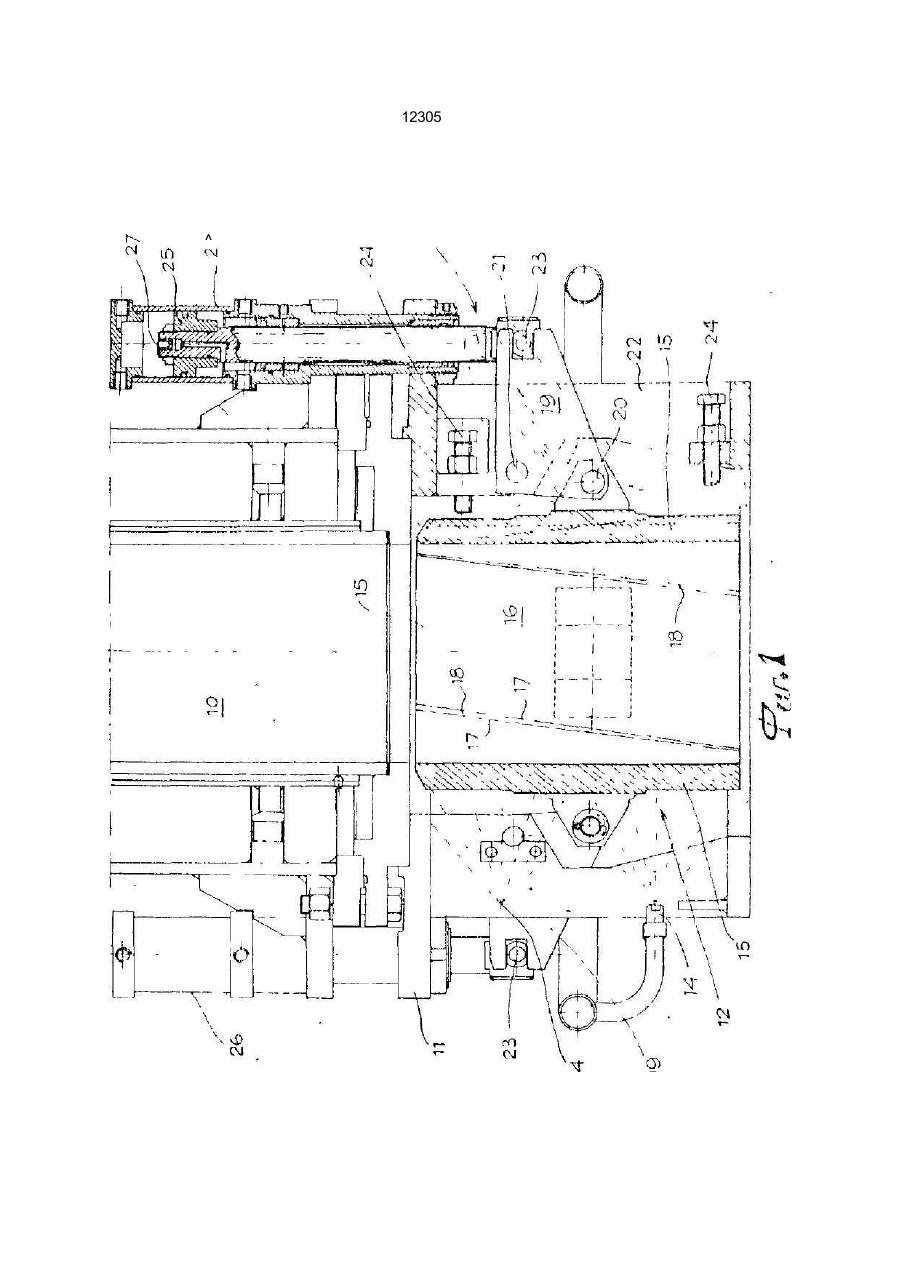
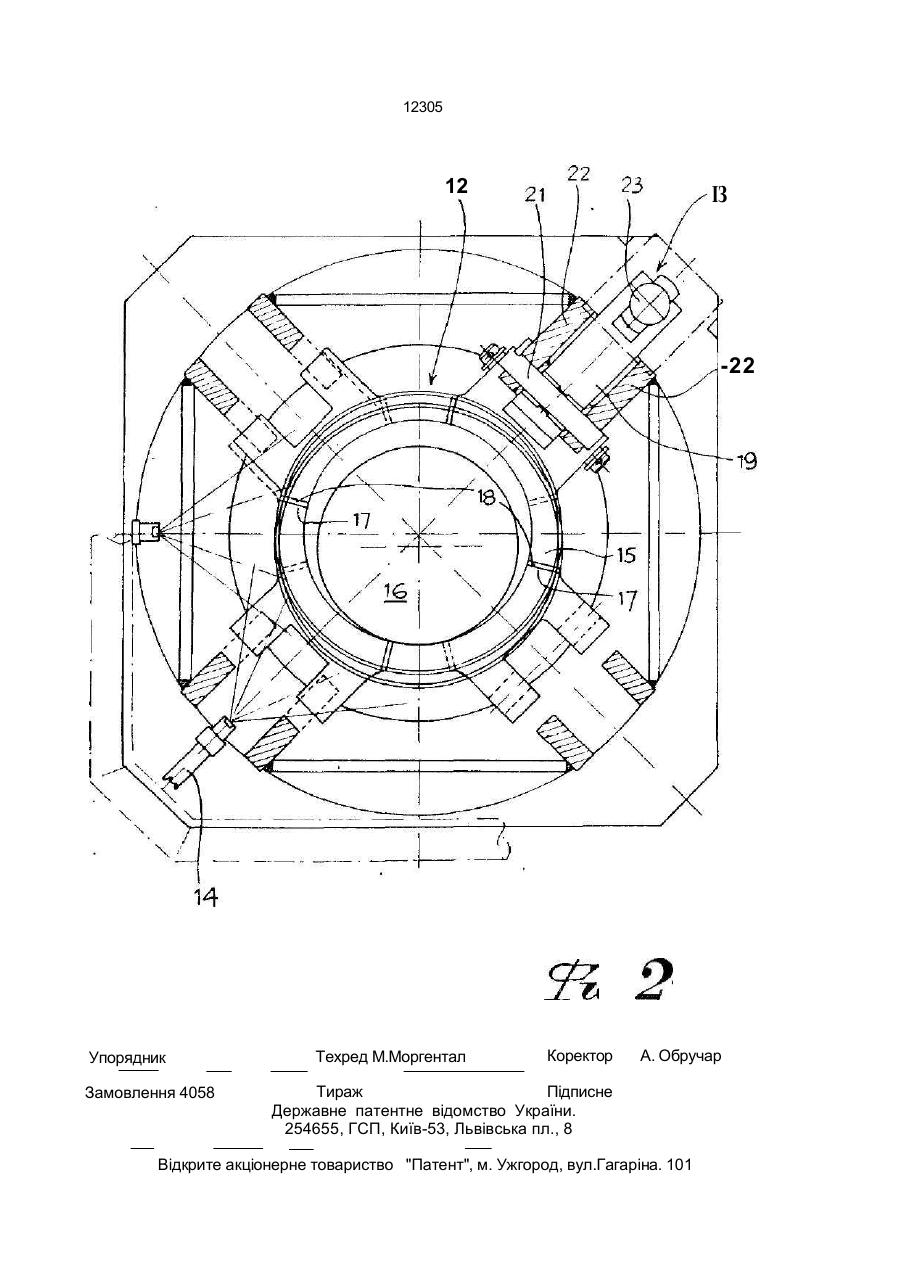
1 Устройство для непрерывного литья металлов преимущественно стальных слит ков круглого, овального, квадратного или по добного сечечия в кристаллизаторе с вертикальной криволинейной или наклон ной к горизонтали осью содержащее основ ной кристаллизатор и расположенный за ним в направлении вытягивания слитка до полнительный кристаллизатор, охлаждае мый водой и соединенный с основным кристаллизатором, при этом дополнитель ный кристаллизатор выполнен из множест ва независимых подвижных элементов, расположенных с образованием щели меж ду сторонами смежных элементов и выпол ненных в виде оболочек, о т л и ч а ю щ е е с я тем, что подвижные элементы установлены с возможностью самоцентрирования и вы полнены со сторонами непараллельными направлению вытягивания слитка при этом образуемая между сторонами смежных эле ментов щель расположена по спирали отно сительно оси и внутренней поверхности дополнительного кристаллизатора 2 Устройство поп 1 о т п и ч а ю щ е е с я тем, что стороны подвижных элементов выполнены наклонными прямыми, криволинейными синусоидальными или по ломаной прямой линии 3 Устройство по п 1 о т л и ч а ю щ е е ся тем чго подвижные элементы выполнены с возможностью их возвратно-поступатель ного перемещения и регулирования попе речного усилия, прилагаемого к поверхности вытягиваемого слитка и соеди нены с расположенными последовательно пневматическими исполнительными меха низмами выполненными с дистанционным управлением 4 Устройство по п 1 отличающеес я тем что каждый из подвижных элементов соединен с пневматическим исполнитель ным механизмом посредством передаточно го качающегося рычага и установлен с возможностью колебательных движений на рычаге при этом рычаг и исполнительный механизм закреплены на опорной плите ус тановленной на основном кристаллизаторе а колебательные движения подвижного эле мента ограничены упорами 5 Устройство поп 3, о т л и ч а ю щ е ес я тем что пневматический исполнитель ный механизм выполнен в виде перемещае мого в цилиндре поршня при этом цилиндр выполнен двухкамерным и поршень имеет калиброванное отверстие для регулируемо го прохождения воздуха из камеры под дав лением в камеру для обмена воздуха и охлаждения цилиндра 6 Устройство поп 1 , о т л и ч а ю щ е е с я тем что подвижные элементы выполне ны с возможностью их возвратно-поступа тельного перемещения и регулирования поперечного осевого усилия, прилагаемого к поверхности вытягиваемого слитка, и со единены непосредственно или госвенно с расположенными последовательно пнев матическими исполнительными механиз мами, выполненными с дистанционным управлением 12305 Изобретение относится к области ме таллургии, конкретнее к устройству для не прерывного литья металлов, в частности, стальных слитков круглого, овального, квад ратного или подобного сечения. 5 Непрерывное литье, к которому отно сится данное изобретение, может верти кальную и прямую, вертикальную и круглую или горизонтальную или почти горизонталь ную ось литья. 10 Проблемы, связанные с процессом непрерывной разливки стали, хорошо известны и касаются главным образом системы охлаждения получаемого слитка, которая может оказывать неблагоприятный эффект 15 на качество получаемых материалов. При современном состоянии техники эти проблемы все еще не решаются удовлетворительно, даже, если применяют расположенный по потоку кристаллизатор в 20 дополнение к основному кристаллизатору и охлаждают его водой для прохождения слит ка и регулирования его температуры Когда отливаемый металл проходит в главный кристаллизатор и расположенный 25 вниз по потоку кристаллизатор, то тепло быстро удаляется в зоне контакта со стенками кристаллизаторов и слиток быстро отверждается. Затвердевание происходит в форме кри- 30 сталлов, которые выращиваются перпендикулярно стенкам главного кристаллизатора и расположенного вниз по течению кристаллизатора. В процессе затвердевания слиток в дан- 35 ный момент стремится отделиться от направляющих стенок, в результате условия передачи тепла и следовательно, охлаждение изменяется. В этой точке законы кристаллизации 40 внутри все еще жидкого металла сердцевины слитка изменяются и зародыши кристаллизации выращиваются во всех направлениях, в результате это приводит к образованию смешанной структуры, Таким 45 образом, получаемый материал содержит наружные, промежуточные и внутренние зоны, состоящие из различных кристаллов. На практике продвижение затвердевания приводит к получению гетерогенной 50 структуры, которая может быть причиной большого количества недостатков, как, например, хрупкость слитка, образование трещин из-за внутренних напряжений, присутствие центральной зоны ограничен- 55 ной связи и т. д., которые оказывают неблагоприятный эффект на применение и последующую обработку слитка. В любом случае известны способы литья не смогли до сих пор устранить полностью эти недостатки. Применение водоохлаждаемого кристаллизатора, установленного вниз по течению, не позволяет в настоящей его форме улучшить выход литья. Известны кристаллизаторы, расположенные вниз по течению, в которых получают слитки квадратного сечения и также известны кристаллизаторы, установленные вниз по течению, в которых образуются слитки круглого сечения, причем первые состоят из четырех или больше элементов или пластин, расположенных по сторонам квадрата и разнесенных в их углах сходимости, тогда как последние состоят их оболочковых элементов, расположенных по окружности. В обоих случаях смежные стороны элементов, которые образуют кристаллизатор, расположенный вниз по потоку, проходят параллельно направлению движения металла и образуют трещины, проходящие вдоль слитка Эти трещины очевидно оставляют металл, проходят в кристаллизатор, расположенный вниз по потоку, причем они не защищены от прямого контакта с охлаждающей средой и. следовательно образуют преимущественно сплошные продольные полосы при затвердевании металла. Фактически металл затвердевает вдоль этих полос значительно быстрее, чем в смежных зонах, при этом создаются условия, которые вносят свой вклад в изменение структуры и которые ухудшают образование однородной структуры материала. В патенте США l\fc 2698467 (патент ФРГ tsh 125371 - фиг. 3} на фиг. 11 показана часть кристаллизатора, расположенного вниз по течению, который имеет геликоидальные канавки по его периферии, однако, в этом патенте не раскрыто, как размеры кристаллизатора, расположенного вниз по потоку, можно приспособить к истинным размерам слитка так, чтобы это не препятствовало отделению кристаллизатора от слитка, кроме того, там не раскрыто, как обеспечить требуемое усилие на слиток для достижения его периферийной и размерной непрерывности. В книге Э Германн "Непрерывное литье", М., Гостехиздат, 1961, с. 150, р. 428, показано устройство для непрерывного литья металлов, преимущественно стальных слитков круглого, овального, квадратного или подобного сечения в кристаллизаторе с вертикальной, криволинейной или наклонной к горизонтали осью, содержащее основной кристаллизатор и расположенный за ним в направлении вытягивания слитка дополнительный кристаллизатор, охлаждаемый водой и соединенный с основным 12305 кристаллизатором, при этом дополнительный кристаллизатор выполнен из множества независимых подвижных элементов, расположенных с образованием щели между сторонами смежных элементов и выполненных в виде оболочек, Элементы, образующие известные кристаллизатор, расположенные вниз по потоку, удерживаются в их рабочем положении при помощи пружин, но не тех, которые не позволяют изменять и регулировать боковое давление на слиток во время его образования и элементам приспосабливаться точно к движению и усадке металла. Кроме того, элементы, из которых состоят обычные кристаллизаторы, расположенные вниз по потоку, не позволяют легко вставлять затравку, которая вытягивает слиток, кроме того, эти элементы трудно открывать. Цель изобретения - повышение выхода годного за счет регулирования давления на поверхность непрерывнолитого слитка. Изобретение также можно применять с любым находящимся в работе кристаллизатором. Эта цель изобретения достигается с устройством для непрерывного литья стали, как раскрыто в главном пункте формулы, тогда как в зависимых пунктах формулы описаны варианты идеи воплощения. Изобретение предпочтительно успешно применяется с кристаллизаторами, расположенными вниз по течению, для получения слитков круглого сечения, однако его можно также применять для литья слитков квадратного сечения. Кроме того, в любом случае изобретение можно применять с прямым, а также криволинейными кристаллизаторами, расположенными вниз по потоку, для непрерывного литья любой марки стали и металла. Следовательно, особыми признаками этого изобретения является кристаллизатор, установленный непосредственно вниз по потоку от главного кристаллизатора, и состоящий из подвижных независимых оболочковых элементов, смежные стороны которых расположены непараллельно направлению движения металла и включают в себя также жидкостного типа исполнительные механизма для привода в действие оболочковых элементов. Исполнительные механизмы могут быть пневматического или олеодинамического типа. Таким образом щели, которые не должны быть исключены и которые существуют между смежными оболочковыми элементами, имеют непараллельное, а спиралевид ное расположение относительно оси и поверхности слитка Из этого следует, что металл, движущийся по оси кристаллизатора, расположенного 5 вниз по течению, подвергается прямому охлаждению только в зонах, расположенных вдоль сегмента, и в течение требуемого отрезка времени пересекает щели, причем практически до незначительной степени в 10 зависимости от длины кристаллизатора, расположенного вниз по течению и времени, необходимого для его прохождения. Следовательно, такая конструкция позволяет исключить любую преобладающую 15 полосу затвердевания поверхности, обеспечить более равномерное охлаждение и затвердевание металлической массы, сделать кристаллизацию равномерной и уменьшить упомянутые физические, структурные и ме20 ханические дефекты. С другой стороны, применение пневматических приводов для управления отдельными оболочковыми элементами кристаллизатора, расположенного вниз по 25 течению, позволяет изменять, регулировать делать равномерным приложение осевого усилия к массе металла в любой отрезок времени, даже когда устройство работает, при этом позволяя оболочковым элементам 30 кристаллизатора, установленного вниз по потоку, совершать колебательное движение и, наконец, управлять открыванием кристаллизатора для ввода затравки. Отдельные оболочковые элементы так35 же могут оставаться в контакте с проходящим слитком. Приложенные фигуры показывают пример конструкции устройства согласно изобретению, предназначенного главным 40 образом, для изготовления слитков круглого сечения в установке непрерывного литья с вертикальной осью. На фиг. 1 - частичный вид в разрезе устройства, где пунктирные линии показы45 вают возможные колебательные движения дополнительного кристаллизатора, установленного непосредственно вниз по течению от основного кристаллизатора. На фиг. 2 - изображена горизонтальная 50 проекция, частично в разрезе, дополнительного кристаллизатора. Устройство содержит установленный при помощи опорной плиты 1 по направления вытягивания от основного кристаллиза55 тора дополнительный кристаллизатор 2, пневматические исполнительные механизмы 3 для привода в действие кристаллизатора и сопла 4 для направления струй воды на поверхность кристаллизатора. 12305 Кристаллизатор 2 состоит из множества (например, четыре) независимых оболочковых элементов 5, способных перемещаться независимо друг от друга и центрироваться вместе, причем в этом случае элементы 5 5 располагаются по кругу(фиг. 2), образуя вместе трубу 6 для прохождения металла, выходящего из основного кристаллизатора 2, причем труба 6 - цилиндрическая или предпочтительно скошена в направлении вниз. 10 Стороны 7 каждого оболочкового элемента 5 могут быть наклонными, прямыми, криволинейными, синусоидальными или в форме ломаных линий, причем они образуют вместе со сторонами 7 смежных оболочко- 15 вых элементов 5 {фиг. 1) щели 8, которые также проходят наклонно для достижения описанных условий во время литья и чтобы отдельные оболочковые элементы 5 могли перемещаться и постоянно независимо цен- 20 трироваться. Щели 8 сплошные, а оболочковые элементы 5 независимые. Каждый оболочковый элемент 5 удерживается и устанавливается посредством качающегося рычага 9, на котором оболочковый 25 элемент 5 поворачивается в точке 10 с возможностью колебательного движения в вертикальной плоскости. В свою очередь, качающийся рычаг 9 (фиг. 1) поворачивается в точке 11 между 30 двумя корпусами 12, прикрепленными к опорной плите 1, причем он шарнирно соединен в трчке 13 с пневматически исполнительным механизмом 3 таким образом, чтобы движения рычага 9 соответствовали 35 движениям во время центрирования и открывания каждого оболочкового элемента 5 независимо или одновременно с другими оболочковыми элементами. Колебательные движения каждого обо- 40 лочкового элемента 5 на его оси 10 ограничено винтовыми упорами 14, прикрепленными к корпусам 12 (фиг. 1). Пневматические исполнительные механизмы 3, которые могут быть также гидрав- 45 лическими или другого типа, пригодного для 8 этой цели и которые приводят в действие оболочковые элементы 5 кристаллизатора 2, установленного вниз по течению, состоят из пневматических поршней 15, которые действуют в соответствующих цилиндрах 16 и подаются последовательно посредством соответствующего дистанционно управляемого устройства управления. Каждый поршень 15 имеет калиброванное отверстие 17. как особый его отличител ьн ый признак, д ля регул ируемого прохождения воздуха из камеры под давлением в камеру, не находящуюся под давлением, внутри цилиндра 16 и из цилиндра 16 в обратный трубопровод пневматической системы. Это позволяет обеспечить непрерывный обмен воздуха в цилиндрах для охлаждения и главным образом исключить перегрев воздуха и, следовательно, изменение осевого давления на поршни и через рычаги на оболочковые элементы 5, которое является результатом изменения давления воздуха из-за изменения температуры воздуха. Таким образом, можно устанавливать и поддерживать постоянным в течение продолжительного времени осевое давление на оболочковые элементы 5 пропорционально металлостатическому давлению для правильного использования кристаллизатора, установленного вниз по потоку, и для обеспечения хорошего выхода литья. Пневматические исполнительные механизмы 3 позволяют приводить в действие оболочковые элементы и изменять осевое усилие, действующее в любой момент, осуществить любую коррекцию, необходимую во время литья. Кроме того, пневматические исполнительные механизмы 3 позволяют оболочковым элементам 5 перемещаться, когда это требуется в направлении их разделения и также использовать возможность колебательных движений на оси 10 элементов 5 для упрощения ввода затравки в дополнительный кристаллизатор 2. 12305 ^ 12305 12 ІЗ -22 Упорядник Замовлення 4058 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України. 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous casting of metals
Назва патенту російськоюУстройство для непрерывного литья металлов
МПК / Мітки
МПК: B22D 11/12
Мітки: пристрій, лиття, металів, безперервного
Код посилання
<a href="https://ua.patents.su/6-12305-pristrijj-dlya-bezperervnogo-littya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного лиття металів</a>
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: металів, заготовок, порожнистих, пристрій, горизонтального, сплавів, безперервного, лиття, кольорових
Формула / Реферат:
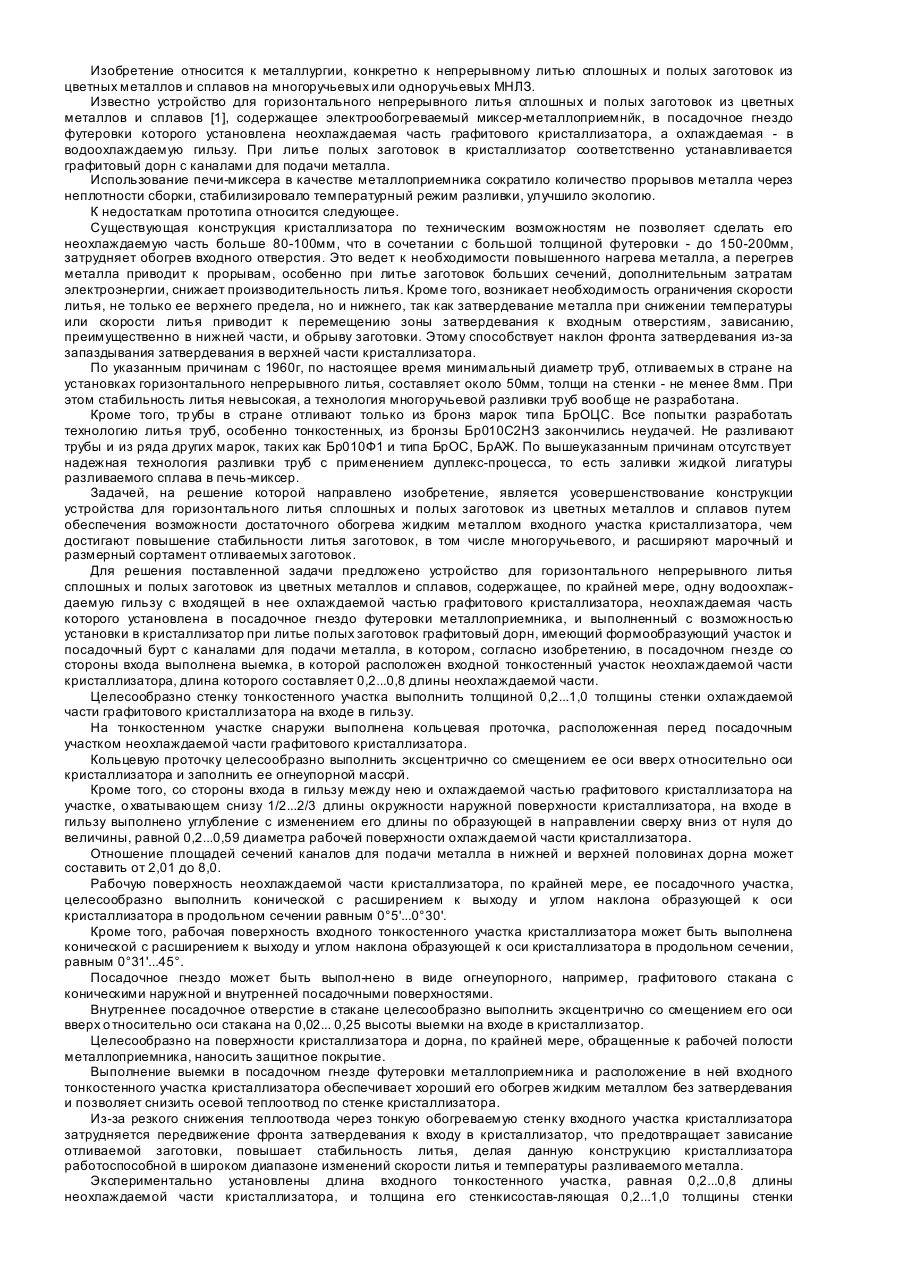
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Якунін Іван Олексійович, Беседіна Елеонора Борисівна, Афонін Володимир Олексійович, Белкін Юхим Львович, Чернишова Світлана Никодимівна, Глібов Євген Валеріанович, Мартинов Валерій Васильович, Шишков Михайло Михайлович, Руденко Анатолій Олександрович
МПК: B22D 11/04
Мітки: кристалізатор, заготовок, лиття, безперервного, круглих
Формула / Реферат:
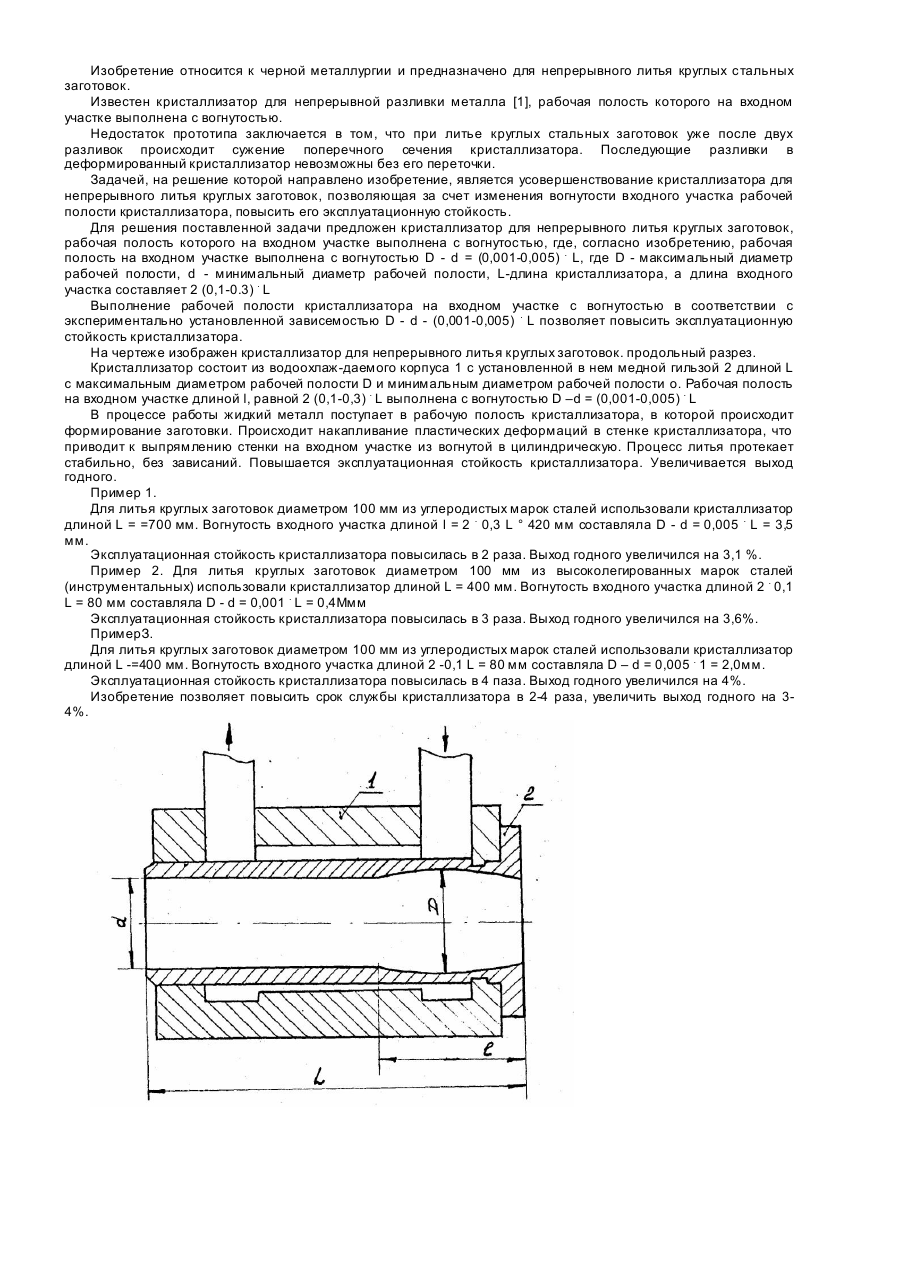
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Корягін Олексій Федорович, Бєлякова Лілія Іванівна
МПК: B22D 11/10
Мітки: горизонтального, заготовок, безперервного, лиття, пристрій
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: сплавів, металів, устаткування, порожнистих, суцільних, кольорових, горизонтального, заготовок, безперервного, лиття
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Прилад для горизонтального безперервного литва заготівок круглого перерізу з кольорових металів та сплавів
Номер патенту: 11825
Опубліковано: 25.12.1996
Автори: Кононенко Володимир Нікіфорович, Шатагін Олег Олександрович, Рижко Володимир Кузьмич, Шевченко Віктор Іванович, Сопряжинський Вадим Михайлович
МПК: B22D 11/10
Мітки: металів, перерізу, кольорових, прилад, литва, безперервного, сплавів, круглого, заготівок, горизонтального
Формула / Реферат:
Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из цветных металлов и сплавов, содержащее водоохлаждаемый металлический кожух и установленный в нем графитовый кристаллизатор, в головной неохлаждаемой части которого установлена перегородка с каналом для подачи металла, выполненным в ее нижней части, отличающееся тем, что, с целью повышения качества отливаемых заготовок и стабильности процесса литья,...
Попередній патент: Спосіб одержання білково-ліпидного комплексу з твердої рослинної сировини
Наступний патент: Спосіб одержання 4-{[6-(діметіламіно)гексіл]оксі}-2-фенілацетофенону та його фармацевтично прийнятних солей з кислотами
Випадковий патент: Ранорозширювач