Стенд для складання і зварювання кузова піввагона
Номер патенту: 71259
Опубліковано: 10.07.2012
Автори: Моторін Артур Миколайович, Гельдаш Євгеній Олексійович, В'юнник Микола Васильович, Малюсейко Віктор Миронович, Чміль Олександр Іванович

Формула / Реферат
1. Стенд для складання і зварювання кузова піввагона, що складається з основи із закріпленими на ній базуючими елементами для установки рами піввагона, вертикальних опор із закріпленими на них робочими майданчиками, розташованих дзеркально з протилежних торцевих сторін основи, базуючих і притискних елементів для установки бічних і торцевих стінок кузова на рамі піввагона і їх фіксації один щодо одного і відносно рами піввагона і системи керування, виконаної з можливістю керування згаданими базуючими і притискними елементами, який відрізняється тим, що він містить бічні стояки, виконані з можливістю переміщення уздовж основи, і торцеві стояки, закріплені дзеркально на протилежних торцевих сторонах основи, вертикальні опори виконані з механізмами для переміщення робочих майданчиків у вертикальному, поперечному і подовжньому напрямах щодо основи, базуючі і притискні елементи для установки бічних стінок кузова на рамі піввагона і їх фіксації щодо торцевих стінок і рами піввагона змонтовані на бічних стояках, базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона змонтовані на торцевих стояках і на основі, а система керування виконана з можливістю керування переміщенням бічних стояків.
2. Стенд за п. 1, який відрізняється тим, що бічні стояки виконані з можливістю переміщення уздовж основи за допомогою повідних візків, встановлених на напрямних, закріплених уздовж бічних сторін основи, базуючі елементи для установки рами піввагона виконані у вигляді опорних майданчиків для ковзунів рами, базуючі і притискні елементи для установки бічних стінок кузова на рамі піввагона і їх фіксації щодо торцевих стінок і відносно рами піввагона виконані у вигляді верхнього і нижнього захоплювачів і бічних притисків, базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона виконані у вигляді змонтованих на торцевих стояках верхніх відкидних упорів і притисків і змонтованих на основі нижніх притисків, при цьому згадані базуючі і притискні елементи виконані з пневматичними приводами, а бічні притиски виконані з можливістю переміщення уздовж відповідних бічних стояків за допомогою електромеханічних приводів.
3. Стенд за п. 1, який відрізняється тим, що система керування виконана з можливістю блокування переміщень бічних стояків і бічних притисків при нештатних режимах експлуатації і аварійного зупинення роботи стенда при виконанні будь-якої з операцій.
Текст
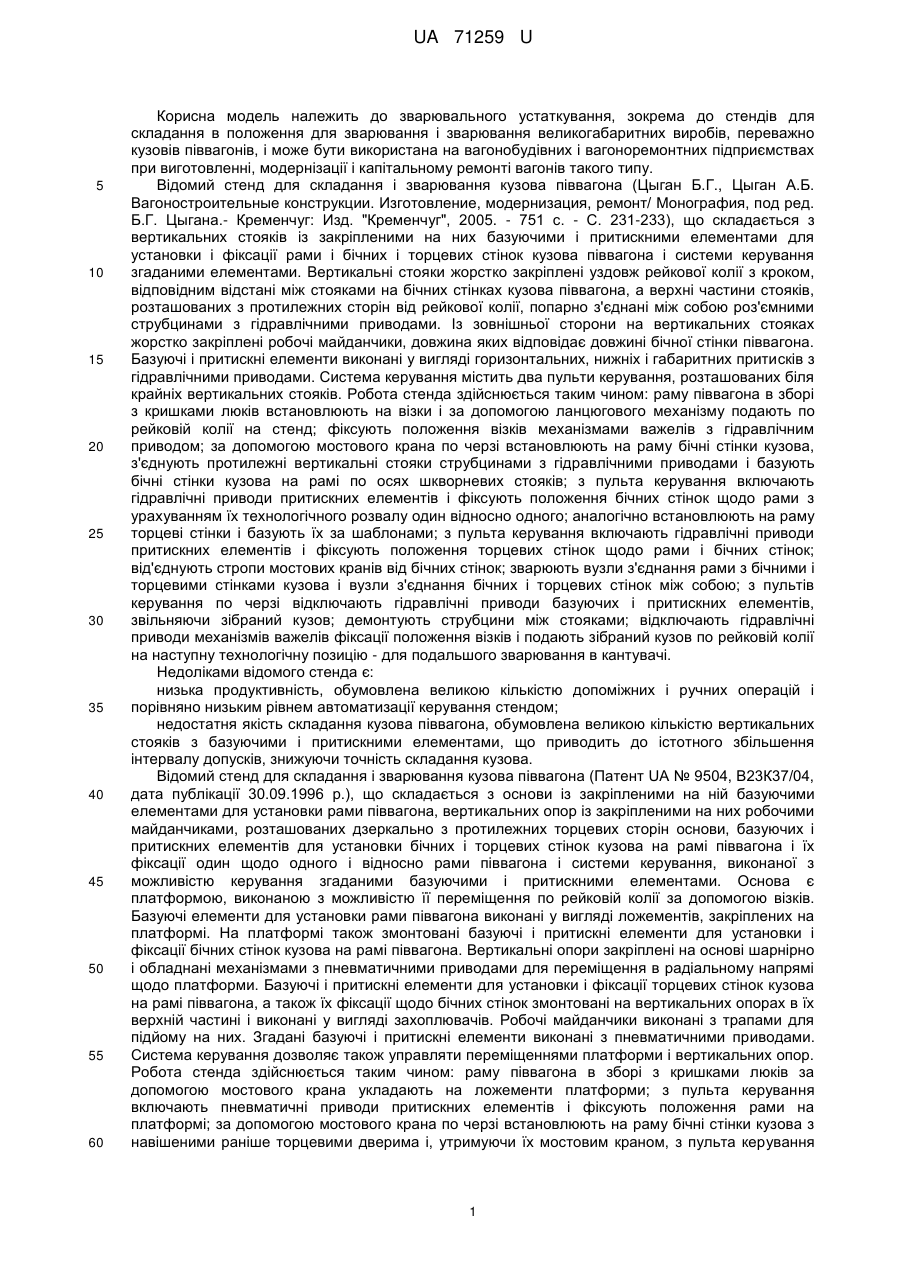
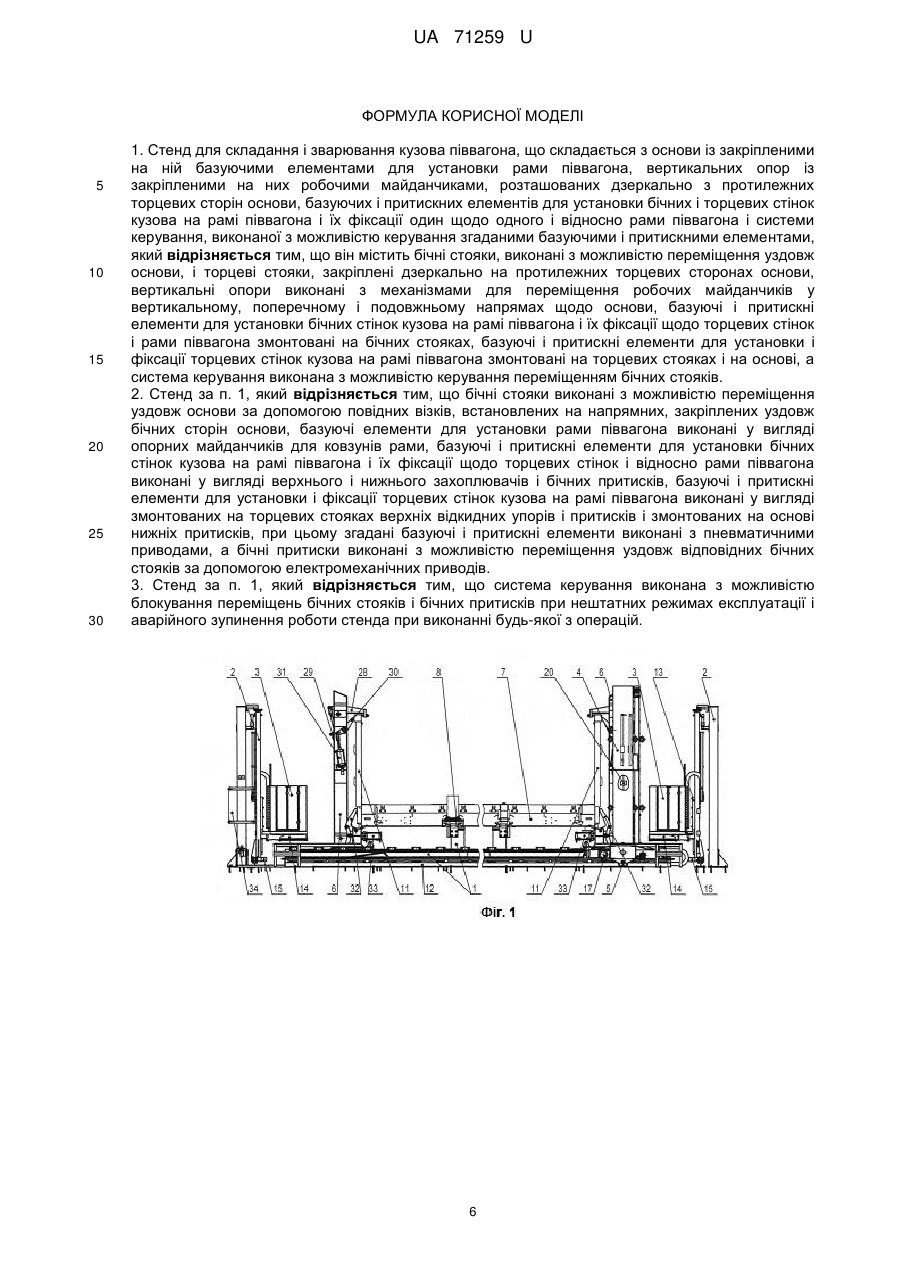
Реферат: Стенд для складання і зварювання кузова піввагона належить до зварювального устаткування, зокрема до стендів для складання в положення для зварювання і зварювання великогабаритних виробів, переважно кузовів піввагонів, і може бути використаний на вагонобудівних і вагоноремонтних підприємствах при виготовленні, модернізації і капітальному ремонті вагонів такого типу. Оснащення стенда торцевими стояками і рухомими бічними стояками із закріпленими на них базуючими і притискними елементами, а також удосконалення системи керування забезпечує суттєве підвищення продуктивності і зручності обслуговування стенда, а також рівня автоматизації керування. При цьому одночасно суттєво підвищується якість складання кузова піввагона і забезпечується безпека експлуатації стенда. UA 71259 U (12) UA 71259 U UA 71259 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювального устаткування, зокрема до стендів для складання в положення для зварювання і зварювання великогабаритних виробів, переважно кузовів піввагонів, і може бути використана на вагонобудівних і вагоноремонтних підприємствах при виготовленні, модернізації і капітальному ремонті вагонів такого типу. Відомий стенд для складання і зварювання кузова піввагона (Цыган Б.Г., Цыган А.Б. Вагоностроительные конструкции. Изготовление, модернизация, ремонт/ Монография, под ред. Б.Г. Цыгана.- Кременчуг: Изд. "Кременчуг", 2005. - 751 с. - С. 231-233), що складається з вертикальних стояків із закріпленими на них базуючими і притискними елементами для установки і фіксації рами і бічних і торцевих стінок кузова піввагона і системи керування згаданими елементами. Вертикальні стояки жорстко закріплені уздовж рейкової колії з кроком, відповідним відстані між стояками на бічних стінках кузова піввагона, а верхні частини стояків, розташованих з протилежних сторін від рейкової колії, попарно з'єднані між собою роз'ємними струбцинами з гідравлічними приводами. Із зовнішньої сторони на вертикальних стояках жорстко закріплені робочі майданчики, довжина яких відповідає довжині бічної стінки піввагона. Базуючі і притискні елементи виконані у вигляді горизонтальних, нижніх і габаритних притисків з гідравлічними приводами. Система керування містить два пульти керування, розташованих біля крайніх вертикальних стояків. Робота стенда здійснюється таким чином: раму піввагона в зборі з кришками люків встановлюють на візки і за допомогою ланцюгового механізму подають по рейковій колії на стенд; фіксують положення візків механізмами важелів з гідравлічним приводом; за допомогою мостового крана по черзі встановлюють на раму бічні стінки кузова, з'єднують протилежні вертикальні стояки струбцинами з гідравлічними приводами і базують бічні стінки кузова на рамі по осях шкворневих стояків; з пульта керування включають гідравлічні приводи притискних елементів і фіксують положення бічних стінок щодо рами з урахуванням їх технологічного розвалу один відносно одного; аналогічно встановлюють на раму торцеві стінки і базують їх за шаблонами; з пульта керування включають гідравлічні приводи притискних елементів і фіксують положення торцевих стінок щодо рами і бічних стінок; від'єднують стропи мостових кранів від бічних стінок; зварюють вузли з'єднання рами з бічними і торцевими стінками кузова і вузли з'єднання бічних і торцевих стінок між собою; з пультів керування по черзі відключають гідравлічні приводи базуючих і притискних елементів, звільняючи зібраний кузов; демонтують струбцини між стояками; відключають гідравлічні приводи механізмів важелів фіксації положення візків і подають зібраний кузов по рейковій колії на наступну технологічну позицію - для подальшого зварювання в кантувачі. Недоліками відомого стенда є: низька продуктивність, обумовлена великою кількістю допоміжних і ручних операцій і порівняно низьким рівнем автоматизації керування стендом; недостатня якість складання кузова піввагона, обумовлена великою кількістю вертикальних стояків з базуючими і притискними елементами, що приводить до істотного збільшення інтервалу допусків, знижуючи точність складання кузова. Відомий стенд для складання і зварювання кузова піввагона (Патент UA № 9504, В23К37/04, дата публікації 30.09.1996 p.), що складається з основи із закріпленими на ній базуючими елементами для установки рами піввагона, вертикальних опор із закріпленими на них робочими майданчиками, розташованих дзеркально з протилежних торцевих сторін основи, базуючих і притискних елементів для установки бічних і торцевих стінок кузова на рамі піввагона і їх фіксації один щодо одного і відносно рами піввагона і системи керування, виконаної з можливістю керування згаданими базуючими і притискними елементами. Основа є платформою, виконаною з можливістю її переміщення по рейковій колії за допомогою візків. Базуючі елементи для установки рами піввагона виконані у вигляді ложементів, закріплених на платформі. На платформі також змонтовані базуючі і притискні елементи для установки і фіксації бічних стінок кузова на рамі піввагона. Вертикальні опори закріплені на основі шарнірно і обладнані механізмами з пневматичними приводами для переміщення в радіальному напрямі щодо платформи. Базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона, а також їх фіксації щодо бічних стінок змонтовані на вертикальних опорах в їх верхній частині і виконані у вигляді захоплювачів. Робочі майданчики виконані з трапами для підйому на них. Згадані базуючі і притискні елементи виконані з пневматичними приводами. Система керування дозволяє також управляти переміщеннями платформи і вертикальних опор. Робота стенда здійснюється таким чином: раму піввагона в зборі з кришками люків за допомогою мостового крана укладають на ложементи платформи; з пульта керування включають пневматичні приводи притискних елементів і фіксують положення рами на платформі; за допомогою мостового крана по черзі встановлюють на раму бічні стінки кузова з навішеними раніше торцевими дверима і, утримуючи їх мостовим краном, з пульта керування 1 UA 71259 U 5 10 15 20 25 30 35 40 45 50 55 60 включають пневматичний привід механізму повороту вертикальних опор і переміщають їх у вертикальне положення; з пульта керування включають пневматичні приводи базуючих і притискних елементів, розташованих на платформі, і захоплювачів, змонтованих на вертикальних опорах, фіксуючи положення бічних стінок щодо рами з урахуванням їх технологічного розвалу один відносно одного; від'єднують стропи мостових кранів від бічних стінок; зварюють вузли з'єднання рами з бічними стінками кузова; розкривають стулки торцевих дверей і з робочих майданчиків встановлюють і приварюють на них напрямні замків; з пульта керування відключають пневматичні приводи базуючих і притискних елементів і захоплювачів, звільняючи зібраний кузов; включають приводи візків і на платформі подають кузов на наступну технологічну позицію - для подальшого зварювання на кантувачі. Недоліками відомого стенда є: низька продуктивність, обумовлена великою кількістю допоміжних і ручних операцій при установці бічних і торцевих стінок на рамі і їх фіксації один щодо одного і щодо рами; порівняно низький рівень автоматизації керування стендом і забезпечення його безпечної експлуатації. В основу корисної моделі поставлена задача удосконалення конструкції стенда для складання і зварювання кузова піввагона, в якому за рахунок оснащення його торцевими стояками і рухомими бічними стояками із закріпленими на них базуючими і притискними елементами, а також удосконалення системи керування забезпечується суттєве підвищення продуктивності і зручності обслуговування стенда, а також рівня автоматизації керування. При цьому одночасно суттєво підвищується якість складання кузова піввагона і забезпечується безпека експлуатації стенда. Поставлена задача вирішується тим, що на стенді для складання і зварювання кузова піввагона, що складається з основи із закріпленими на ній базуючими елементами для установки рами піввагона, вертикальних опор із закріпленими на них робочими майданчиками, розташованих дзеркально з протилежних торцевих сторін основи, базуючих і притискних елементів для установки бічних і торцевих стінок кузова на рамі піввагона і їх фіксації один щодо одного і відносно рами піввагона і системи керування, виконаної з можливістю керування згаданими базуючими і притискними елементами, згідно з корисною моделлю, містяться бічні стояки, виконані з можливістю переміщення уздовж основи, і торцеві стояки, закріплені дзеркально на протилежних торцевих сторонах основи, вертикальні опори, виконані з механізмами для переміщення робочих майданчиків у вертикальному, поперечному і подовжньому напрямах щодо основи, базуючі і притискні елементи для установки бічних стінок кузова на рамі піввагона і їх фіксації щодо торцевих стінок і відносно рами піввагона змонтовані на бічних стояках, базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона, змонтовані на торцевих стояках і на основі, а система керування виконана з можливістю керування переміщенням бічних стояків. Для підвищення продуктивності і зручності обслуговування стенда бічні стояки виконані з можливістю переміщення уздовж основи за допомогою повідних візків, встановлених на напрямних, закріплених уподовж бічних сторін основи, базуючі елементи для установки рами піввагона виконані у вигляді опорних майданчиків для ковзунів рами, базуючі і притискні елементи для установки бічних стінок кузова на рамі піввагона і їх фіксації щодо торцевих стінок і рами піввагона виконані у вигляді верхнього і нижнього захоплювачів і бічних притисків, базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона виконані у вигляді змонтованих на торцевих стояках верхніх відкидних упорів і притисків і змонтованих на основі нижніх притисків, при цьому згадані базуючі і притискні елементи виконані з пневматичними приводами, а бічні притиски виконані з можливістю переміщення уподовж відповідних бічних стояків за допомогою електромеханічних приводів. Для підвищення безпеки експлуатації стенда система керування виконана з можливістю блокування переміщень бічних стояків і бічних притисків при нештатних режимах експлуатації і аварійного зупинення роботи стенда при виконанні будь-якій з операцій. В пропонованому стенді для складання і зварювання кузова піввагона за рахунок його виконання з бічними стояками, виконаними з можливістю переміщення уздовж подовжньої осі основи, торцевими стояками, закріпленими дзеркально на протилежних торцевих сторонах основи, і оснащення згаданих бічних і торцевих стійок відповідними базуючими і притискними елементами досягається інша технологічна схема складання кузова піввагона, що дозволяє значно скоротити кількість допоміжних і ручних операцій при установці бічних і торцевих стінок на рамі і їх фіксації один щодо одного і щодо рами і за рахунок цього, в поєднанні з пропонованою системою керування, істотно підвищити продуктивність стенда і зручність його обслуговування. На виконання цієї задачі направлено також виконання вертикальних опор з 2 UA 71259 U 5 10 15 20 25 30 35 40 45 50 55 60 механізмами для переміщення робочих майданчиків у вертикальному, поперечному і подовжньому напрямах, яке дозволяє підвищити зручність виконання складально-зварювальних робіт і, відповідно, продуктивність праці. Пропоноване розташування базуючих і притискних елементів на бічних і торцевих стояках, а також на основі дозволяє одночасно з досягненням вищезгаданого технічного результату підвищити якість складання кузова за рахунок більш точного забезпечення нормованих величин зазорів у вузлах з'єднання кузова. Виконання системи керування стендом з можливістю керування переміщеннями бічних стояків і їх автоматичного зупинення в робочих положеннях, керування згаданими базуючими і притискними елементами, блокування переміщень бічних стояків і розміщених на них бічних притисків при нештатних режимах експлуатації і аварійного зупинення роботи стенда при виконанні будь-якій з операцій дозволяють підвищити одночасно як рівень автоматизації керування, так і безпеки експлуатації стенда. Технічне рішення, що заявляється, пояснюється на прикладі конструктивного виконання стенда для складання і зварювання кузова піввагона, розробленого Товариством з обмеженою відповідальністю "Науково-виробнича фірма "Техвагонмаш", м. Кременчук, Україна. Суть корисної моделі пояснюється фігурами креслень, де на фіг. 1 представлений загальний вид стенда, вид спереду; на фіг. 2 - загальний вид стенда, вид зверху; на фіг. 3 - бічний стояк у позиції фіксації з'єднання проміжного стояка бічної стінки з проміжною балкою рами, переріз у вертикальній площині; на фіг. 4 - принципова схема системи керування. Стенд складається (фіг. 1, 2) з основи 1, двох вертикальних опор 2 із закріпленими на них робочими майданчиками 3, двох бічних стояків 4, виконаних з повідними візками 5, двох торцевих стояків 6 і системи керування. Основа 1 призначена для розміщення і базування рами 7 піввагона по його ковзунам (не позначені) і виконана у вигляді зварної металоконструкції, яка складається з декількох роз'ємних частин (не позначені), що забезпечують їх транспортування від виготовлювача до місця експлуатації. На основі 1 закріплені базуючі елементи, які виконані у вигляді опорних майданчиків А для взаємодії з ковзунами на рамі 7 і знімних шаблонів 8 з гвинтовими затисками, призначених для установки на них шкворневих стояків бічних стінок 9 при їх базуванні в подовжньому напряму. Шаблони 8 кріпляться на одній з шкворневих балок (не позначені) з кожної сторони рами 7. З боку торцевих частин основи 1 виконані настили 10 для обслуговуючого персоналу при виконанні складально-зварювальних робіт на торцевих стінках 11 кузова, а уздовж бічних сторін основи 1 розташовані напрямні 12 для переміщення бічних стояків 4 на повідних візках 5. Основа 1 кріпиться до підлоги в цеху за допомогою анкерних болтів (не позначені). Вертикальні опори 2 призначені для доставки зварювальника в зону виконання складальнозварювальних робіт і виконані у вигляді рами (не позначена), на якій змонтовані механізми 1315 для переміщення робочих майданчиків 3, відповідно, у вертикальному, поперечному і подовжньому напрямах. Механізми 13-15 виконані з пневматичними приводами (не показані). Керування переміщенням здійснюється з пультів керування 16, розташованих на кожному з робочих майданчиків 3. Бічні стояки 4 призначені для складання бічних стінок 9 з торцевими стінками 11 кузова і з поперечними балками рами 7 і фіксації цих вузлів в положенні для зварювання. Кожен бічний стояк 4 складається (фіг. 1-3) з колони (не позначена), закріпленої болтовим з'єднанням на повідному візку 5, виконаному з електромагнітним приводом 17. Взаємозв'язок повідних візків 5 з напрямними 12 виконаний з можливістю виключення прослизання коліс (не позначені) при переміщенні бічних стояків 4 на задану позицію. Колони є зварними металоконструкціями, на яких змонтовані базуючі і притискні елементи, що виконані у вигляді верхнього захоплювача 18 і нижнього 19 і бічного 20 притисків. Повідні візки 5 забезпечують переміщення бічних стояків 4 з швидкостями до 10 м/хв. Верхній захоплювач 18 призначений для фіксації положення бічної стінки 9 у вертикальній площині при підтиску до неї поперечних балок 21 рами 7 і містить пневматичний привід (не показаний) з шарнірно-важільним механізмом (не позначений), виконаними з можливістю взаємодії з верхнім обв'язуванням 22 бічної стінки 9. Нижній притиск 19 призначений для підтиску поперечних балок 21 рами 7 до нижнього обв'язування (не позначена) бічної стінки 9 і фіксації цих вузлів в положенні для зварювання. Нижній притиск 19 шарнірно з'єднаний з штоками пневматичних приводів 23 і 24 і за допомогою механізму шарнірно-важільного 25 з'єднаний з основою колони бічної стійки 4. Бічний притиск 20 змонтований на колоні з можливістю переміщення у вертикальному напрямі і призначений для підтиску кутових стояків бічних стінок 9 до торцевих стінок 11 кузова і фіксації цих вузлів в положенні для зварювання. Бічний притиск 20 з'єднаний з пневматичним 3 UA 71259 U 5 10 15 20 25 30 35 40 45 50 55 60 приводом 26, призначеним для переміщення в поперечному напрямі, і електромеханічним приводом 27, призначеним для переміщення у вертикальному напрямі. Торцеві стояки 6 призначені для підтиску торцевих стінок 11 кузова до кінцевих балок (не позначені) рами 7 і фіксації їх в положенні для зварювання. Торцеві стояки 6 виконані у вигляді рам (не позначені), на яких змонтовані базуючі і притискні елементи, виконані у вигляді верхнього відкидного упора 28 з пневматичним приводом 29 і верхнього притиску 30 з пневматичним приводом 31. На підставі 1 з двох сторін від торцевих стояків 6 розташовані по два нижніх притиски 32 з пневматичними приводами 33, призначені для цієї ж мети. Подача електричного живлення на повідні візки 5 і на електромеханічні приводи 26, а також подача пневматичного живлення на усі пневмоприводи базуючих і притискних елементів, що змонтовані на бічних стояках 4, забезпечується за допомогою траків (не позначені) з електричною і пневматичною проводками. Керування стендом здійснюють за допомогою (фіг. 4): шафи керування 34; пультів керування 35 повідними візками 5 і бічними притисками 20 на бічних стояках 4; пультів керування 36 верхніми захоплювачами 18 і нижніми притисками 19 на бічних стояках 4; пультів керування 37 верхніми відкидними упорами 28 і середніми притисками 30 на торцевих стояках 6 і нижніми притисками 32 на основі 1. Механізмами 13-15 переміщення робочих майданчиків 3 управляють автономно від системи керування стендом за допомогою пультів керування 16. Об'єктами керування є: пневматичні приводи базуючих і притискних елементів на бічних 4 і торцевих 6 стояках і нижніх притисків 32 на основі 1; електромеханічні приводи 17 на повідних візках 5 і електромеханічні приводи 27 вертикального переміщення бічних притисків 20. До складу системи керуваннятакож входять колійні вимикачі (не показані), розташовані на напрямних 12 для переміщення бічних стояків 4 і на напрямних для переміщення бічних притисків 20 по бічних стояках 4, датчики положення базуючих і притискних елементів, змонтованих на бічних стояках 4, торцевих стояках 6 і на основі 1, електромагніти пневморозподілювачів і реле тиску повітря. Шафа керування 34 розташована на одній з вертикальних опор 2 і містить пускову апаратуру, органи захисту і сигналізації (не показані). Пульти керування 35-37 взаємозв'язані з шафою керування 34 і містять керуючі контролери і кнопкові органи керування (не показані). При цьому пульти керування 35 і 36 розташовані на бічних стояках 4, а пульти керування 37 - на торцевих стояках 6. Система керування забезпечує: напівавтоматичний режим керування базуючими і притискними елементами; автоматичний режим зупинення бічних стояків 4 в робочих положеннях; аварійне зупинення роботи стенда при виконанні будь-якій з операцій. Системою керування передбачені технологічні і захисні блокування стенда, у тому числі: блокування переміщення бічних стояків 4 у відповідних кінцевих положеннях на напрямних 12 і при робочому положенні верхніх захоплювачів 18 і нижніх 19 і бічних 20 притисків; блокування переміщення бічних притисків 20 у відповідних їх кінцевих положеннях на бічних стояках 4 і при робочому положенні пневматичного приводу 26; блокування колійних вимикачів на напрямних 12 при переміщеннях бічних стояків 4, коли не потрібне їх зупинення в робочих положеннях. Системою керування передбачено, що руху бічних стояків 4 передує попереджувальна світлова і звукова сигналізація, а супроводжує рух світлова сигналізація. В наведеному прикладі виконання на стенді виконується складання і зварювання кузова піввагона масою 13380,0 кг. Робота стенда здійснюється в такий спосіб. В початковому положенні стенда всі базуючі і притискні елементи на основі 1 бічних 4 і торцевих 6 стояках розтискані, бічні стояки 4 знаходяться в крайніх положеннях, робочі майданчики 3 на вертикальних опорах 2 знаходяться в крайньому нижньому положенні при втягнутому штоку механізму 15. Після підключення силових електричних і пневматичних ланцюгів в заданій послідовності включають вимикачі в шафі керування 34, при цьому, якщо все устаткування стенда знаходиться в початковому положенні, на панелі в шафі спалахує зеленим кольором світлосигнальна лампочка і напруга подається на пульти керування 35-37. Підйомно-транспортним засобом раму 7 піввагона в зборі з кришками люків укладають на основу 1 так, щоб ковзуни спиралися на майданчики А, після чого на стенд подають одну 4 UA 71259 U 5 10 15 20 25 30 35 40 45 50 55 торцеву стінку 11 кузова і встановлюють на кінцеву балку рами 7 так, щоб її бічні стояки співпали з торцями кінцевої балки рами 7. Утримуючи торцеву стінку 11 в такому положенні, з пульта керування 37 послідовно включають пневматичний привід 29 верхнього відкидного упора 28, пневматичний привід 31 верхнього притиску 30 і пневматичні приводи 33 нижніх притисків 32. При спрацьовуванні згаданих приводів пов'язані з ними важелі і притиски фіксують положення торцевої стінки 11 на кінцевій балці рами 7. З робочого майданчика 3, піднятого у верхнє положення, звільняють торцеву стінку 11 від строп, після чого виконують механізоване зварювання в нижньому положенні вузлів з'єднання торцевої стінки 11 з кінцевою балкою рами 7. В такій же послідовності виконують монтаж другої торцевої стінки 11 з протилежної сторони кузова піввагона. Після складання торцевих стінок 11 на шкворневій балці рами 7 закріплюють шаблон 8, підйомно-транспортним засобом на стенд подають одну бічну стінку 9 і встановлюють її так, щоб нижнє обв'язування лягло на поперечні балки 21, а шкворневий стояк бічної стінки 9 зайшов в зів захоплювача на шаблоні 8. Обертанням гвинта на шаблоні 8 виконують базування бічної стінки 9 в подовжньому напрямі. З робочого майданчика 3, піднятого у верхнє положення, струбцинами кріплять один до одного бічну 9 і торцеву 11 стінки, після чого звільняють бічну стінку 9 від строп. З пульта керування 35 на стійці 4 включають привід 17 повідного візка 5 і переміщають стійку 4 в перше робоче положення - напроти кутового стояка бічної стінки 9. Зупинення приводу 17 ходового візка 5 виконується автоматично по команді кінцевого вимикача. З пульта керування 36 включають пневматичний привід верхнього захоплювача 18 і фіксують положення бічної стінки 9 у вертикальній площині. З пульта керування 35 включають електромеханічний привід 27 бічного притиску 20 і переміщають його в нижню позицію на бічному стояку 4, після чого включають пневматичний привід 26 і притискують кутовий стояк бічної стінки 9 до торцевої стінки 11 і кінцевій балці рами 7. З пульта керування 36 включають пневматичні приводи 23 і 24 нижнього притиску 19 і притискують кінцеву балку рами 7 до нижнього обв'язування бічної стінки 9, після чого виконують механізоване зварювання вузлів з'єднання бічної стінки 9 з кінцевою балкою рами 7. Зварювання вузлів з'єднання кутового стояка бічної стінки 9 з торцевою стінкою 11 виконують з робочого майданчика 3, керуючи його переміщеннями в зручні для зварювальних робіт положення з пульта керування 16. Після завершення зварювальних робіт з пультів керування 35 і 36 вимикають приводи верхнього захоплювача 18, нижнього притиску 19 і бічного притиску 20, звільняючи бічну стінку 9. З пульта керування 35 включають привід 17 повідного візка 5 і переміщають стояк 4 в друге робоче положення - напроти шкворневого стояка бічної стінки 9, де стояк 4 автоматично зупиняється по команді кінцевого вимикача. З пультів керування 36 і 35 послідовно включають пневматичний привід верхнього захоплювача 18, електромеханічний привід 27 бічного притиску 20, переміщаючи його в нижню позицію на бічному стояку 4, пневматичний привід 26 бічного притиску 20 і пневматичні приводи 23 і 24 нижнього притиску 19, притискуючи шкворневий стояк бічної стінки 9 до шкворневої балки рами 7. Виконують механізоване зварювання вузла з'єднання шкворневого стояка бічної стінки 9 з шкворневою балкою рами 7. З пультів керування 35 і 36 вимикають приводи верхнього захоплювача 18, нижнього притиску 19 і бічного притиску 20, звільняючи бічну стінку 9. 3 пульта керування 35 включають привід 17 повідного візка 5 і переміщають бічний стояк 4 в третє робоче положення - напроти проміжного стояка бічної стінки 9, де вона автоматично зупиняється по команді кінцевого вимикача. Далі вищезгадані переходи по фіксації бічної стінки 9 з балками рами 7 і їх зварювання по черзі виконують на цій і подальших позиціях, завершуючи їх на протилежній стороні кузова піввагона складання і зварювання першої бічної стінки 9 з другими торцевою стінкою 11 і кінцевою балкою рами 7. Після закінчення зварювання першої бічної стінки 9 з пульта керування 35 включають привід 17 повідного візка 5 і переміщають бічний стояк 4 в початкове положення. Підйомнотранспортним засобом на стенд подають другу бічну стінку 9 і повторюють вищезгадані технологічні переходи по її установці, фіксації і зварюванню з торцевими стінками 11 і рамою 7 на цій стороні кузова піввагона. Після завершення зварювальних робіт зібраний кузов підйомно-транспортним засобом транспортують на наступну технологічну позицію - для подальшого зварювання в кантувачі. Пропонована конструкція стенда для складання і зварювання кузова піввагона дозволяє істотно скоротити кількість технологічних операцій і на 20-25 % підвищити його продуктивність. Виконання системи керування з можливістю блокування роботи стенда при нештатних і аварійних ситуаціях дозволяє одночасно підвищити безпеку його експлуатації. 5 UA 71259 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 30 1. Стенд для складання і зварювання кузова піввагона, що складається з основи із закріпленими на ній базуючими елементами для установки рами піввагона, вертикальних опор із закріпленими на них робочими майданчиками, розташованих дзеркально з протилежних торцевих сторін основи, базуючих і притискних елементів для установки бічних і торцевих стінок кузова на рамі піввагона і їх фіксації один щодо одного і відносно рами піввагона і системи керування, виконаної з можливістю керування згаданими базуючими і притискними елементами, який відрізняється тим, що він містить бічні стояки, виконані з можливістю переміщення уздовж основи, і торцеві стояки, закріплені дзеркально на протилежних торцевих сторонах основи, вертикальні опори виконані з механізмами для переміщення робочих майданчиків у вертикальному, поперечному і подовжньому напрямах щодо основи, базуючі і притискні елементи для установки бічних стінок кузова на рамі піввагона і їх фіксації щодо торцевих стінок і рами піввагона змонтовані на бічних стояках, базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона змонтовані на торцевих стояках і на основі, а система керування виконана з можливістю керування переміщенням бічних стояків. 2. Стенд за п. 1, який відрізняється тим, що бічні стояки виконані з можливістю переміщення уздовж основи за допомогою повідних візків, встановлених на напрямних, закріплених уздовж бічних сторін основи, базуючі елементи для установки рами піввагона виконані у вигляді опорних майданчиків для ковзунів рами, базуючі і притискні елементи для установки бічних стінок кузова на рамі піввагона і їх фіксації щодо торцевих стінок і відносно рами піввагона виконані у вигляді верхнього і нижнього захоплювачів і бічних притисків, базуючі і притискні елементи для установки і фіксації торцевих стінок кузова на рамі піввагона виконані у вигляді змонтованих на торцевих стояках верхніх відкидних упорів і притисків і змонтованих на основі нижніх притисків, при цьому згадані базуючі і притискні елементи виконані з пневматичними приводами, а бічні притиски виконані з можливістю переміщення уздовж відповідних бічних стояків за допомогою електромеханічних приводів. 3. Стенд за п. 1, який відрізняється тим, що система керування виконана з можливістю блокування переміщень бічних стояків і бічних притисків при нештатних режимах експлуатації і аварійного зупинення роботи стенда при виконанні будь-якої з операцій. 6 UA 71259 U 7 UA 71259 U 8 UA 71259 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for assembly and welding of body of gondola car
Автори англійськоюHeldash Yevhenii Oleksiiovych, Viunnyk Mykola Vasyliovych, Maliuseiko Viktor Myronovych, Motorin Artur Mykolaiovych, Chmil Oleksandr Ivanovych
Назва патенту російськоюСтенд для сборки и сварки кузова полувагона
Автори російськоюГельдаш Евгений Алексеевич, Вьюнник Николай Васильевич, Малюсейко Виктор Миронович, Моторин Артур Николаевич, Чмиль Александр Иванович
МПК / Мітки
МПК: B23K 101/24, B61D 3/00, B23K 37/04
Мітки: кузова, зварювання, складання, стенд, піввагона
Код посилання
<a href="https://ua.patents.su/11-71259-stend-dlya-skladannya-i-zvaryuvannya-kuzova-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Стенд для складання і зварювання кузова піввагона</a>
Двопозіційний стенд для складання і зварювання торцевих стін піввагона

Номер патенту: 70013
Опубліковано: 25.05.2012
Автори: В'юнник Микола Васильович, Омельченко Володимир Анатолійович, Гусач Сергій Васильович, Малюсейко Віктор Миронович, Роздабара Владислав Іванович, Моторін Артур Миколайович
МПК: B23K 9/02, B61D 17/06, B23K 37/04
Мітки: торцевих, стін, зварювання, двопозиційний, піввагона, стенд, складання
Формула / Реферат:
1. Двопозиційний стенд для складання і зварювання торцевих стін піввагона, що складається із змонтованих на основі стенду для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, порталів з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з...
Рама універсального піввагона з люками в підлозі кузова
Номер патенту: 34367
Опубліковано: 11.08.2008
Автори: Бондаренко Світлана Миколаївна, Пасько Володимир Володимирович, Жовтобрюх Григорій Дем'янович, Кучер Валерій Никифорович
МПК: B61D 17/00
Мітки: піввагона, кузова, підлозі, рама, універсального, люками
Формула / Реферат:
1. Рама універсального піввагона з люками в підлозі кузова, що включає хребтову балку, шворневі та міжлюкові поперечні балки і встановлений на хребтовій балці подовжній двотавровий профіль, несучий закріплені на стінці ряди спарених петель-державок, відносно шарнірного з'єднання з кришками люків кузова, яка відрізняється тим, що кожна спарена петля-державка ряду виконана у вигляді двох реброподібних щік, сполучених між собою діафрагмою,...
Стенд для складання і зварювання рам вагонів
Номер патенту: 46779
Опубліковано: 11.01.2010
Автори: Моторін Артур Миколайович, Малюсейко Віктор Миронович, В'юнник Микола Васильович
МПК: B23K 37/04
Мітки: зварювання, рам, стенд, вагонів, складання
Формула / Реферат:
1. Стенд для складання і зварювання рам вагонів, що містить основу із закріпленими на ній кондукторами, на яких змонтовані базуючі і притискні пристрої, при цьому кондуктори виконані у вигляді жорстких рам, розташованих перпендикулярно до подовжньої осі стенда, а базуючі і притискні пристрої забезпечені пневматичними приводами, який відрізняється тим, що основа містить установні елементи, жорстко закріплені уздовж подовжньої осі стенда на...
Пристрій для складання і зварювання кузова автомобіля
Номер патенту: 13396
Опубліковано: 28.02.1997
Автори: Сухов Ігор Данилович, Герасько Михайло Олександрович, Ламан Володимир Ілларіонович, Кукарін Віктор Григорович
МПК: B23K 37/04
Мітки: пристрій, кузова, автомобіля, складання, зварювання
Формула / Реферат:
Устройство для сборки и сварки кузова автомобиля, Содержащее нижнее и верхнее основания, на нижнем из которых смонтирован стенд для размещения днища кузова с прижимной и фиксирующей оснасткой и сварочными инструментами, а на верхнем - шарнирно установлены с возможностью поворота в вертикальной плоскости прижимные рамы с приводом и прижимными механизмами, отличающееся тем, что оси шарниров прижимных рам смонтированы на каретках,...
Торцева частина кузова універсального піввагона

Номер патенту: 48224
Опубліковано: 10.03.2010
Автори: Пасько Володимир Володимирович, Кучер Валерій Никифорович, Жовтобрюх Григорій Дем'янович, Хавіков Виталій Володимирович
МПК: B61D 17/00, B61F 1/00
Мітки: піввагона, торцева, універсального, кузова, частина
Формула / Реферат:
1. Торцева частина кузова універсального піввагона, що містить зварені лобову балку коробчатого перерізу, яка встановлена на хребтовій балці кузова і містить вертикальні стінки, верхню горизонтальну та нижні похилі полиці, торцеву стінку, виконану з верхньої обв'язки, крайніх та середніх вертикальних стійок, що з'єднують торцеву стінку з лобовою балкою, горизонтальних несучих поясів та листової обшивки, яка відрізняється тим, що верхня...
Попередній патент: Вібраційна установка
Наступний патент: Калібратор
Випадковий патент: Установка для виробництва залізохромового каталізатора