Спосіб виготовлення інертного катода для літієвих хімічних джерел струму
Номер патенту: 20790
Опубліковано: 07.10.1997
Автори: Апостолова Раіса Данілівна, Нагірний Віктор Михайлович, Шембель Олена Мойсіівна
Формула / Реферат
Способ изготовления инертного катода для литиевых химических источников тока с жидким активным катодным реагентом, например, диоксидом серы и тионилхлоридом, включающий нанесение на металлическую основу катода слоя катодной массы, содержащей смесь графита, сажи и связующего компонента - фторопласта, отличающийся тем, что на металлическую основу катода перед покрытием ее катодной массой наносят электролитическое композиционное покрытие на основе никеля, содержащее 5-9 мас. % дисперсных частиц графита размером 5-20 мкм, толщиной с учетом выступающих пиков и граней соосажденных частиц дисперсной фазы 20-35 мкм.
Текст
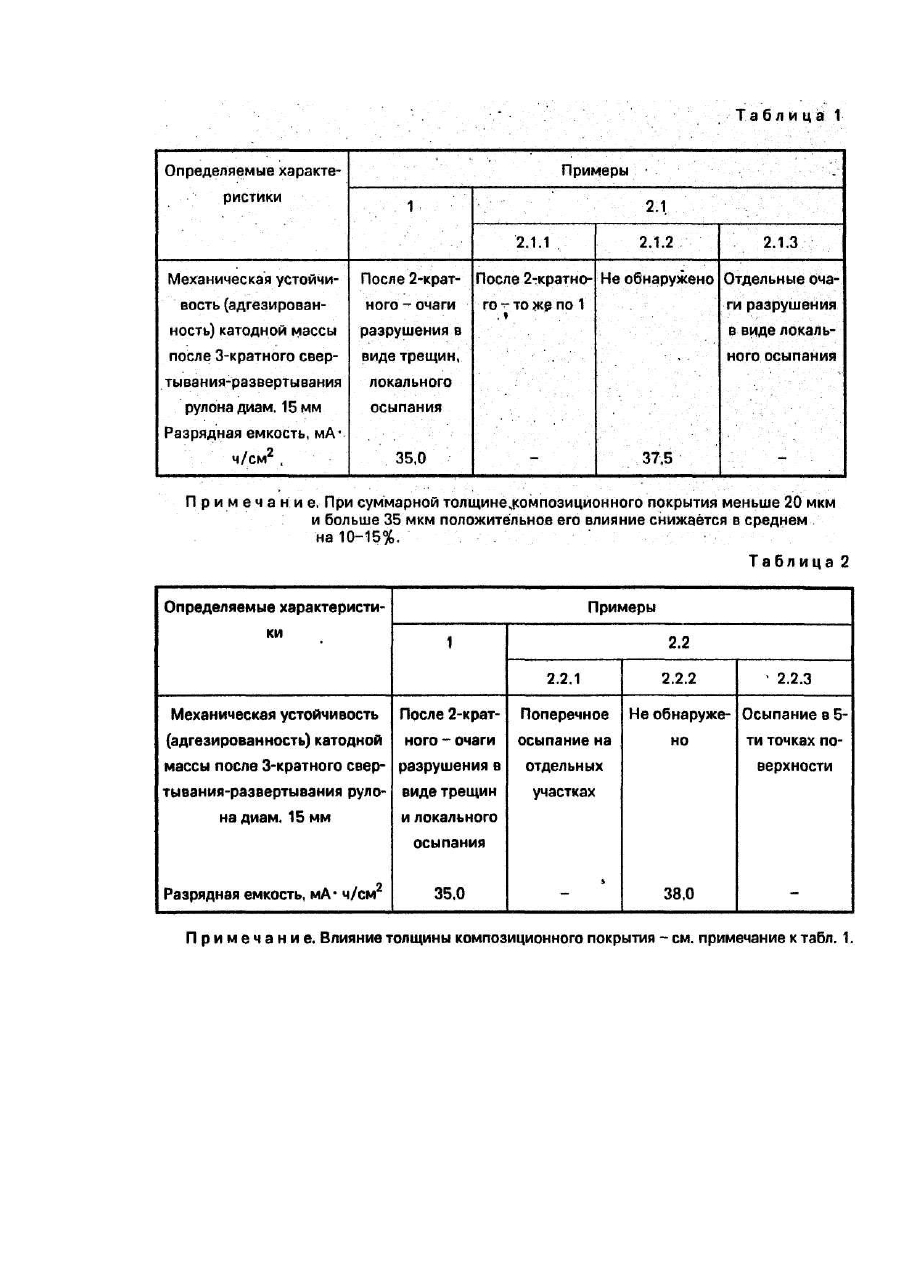
Предлагаемое изобретение относится к химическим источникам тока и может получить применение при изготовлении катодов для химических источников тока с анодом из активного щелочного металла и жидким катодным веществом, например, Li/SO2 и Li/SOCI2. Известен способ изготовления катода для литиевых химических источников тока с жидким катодным реагентом, который заключается в том, что на электропроводную подложку в виде тонкой фольги или сетки из никеля или нержавеющей стали наносят смесь графита и сажи со связующим компонентом - фторопластовой суспензией в определенных соотношениях [Кедринский НА, Дмитриенко В.Е., Поваров Ю.М., Грудянов И.И. Химические источники тока с литиевым электродом. Красноярск, Изд-во Красноярского университета, 1983, с. 119, 122, 123]. Недостатки известного способа связаны со слабой адгезией катодной массы с металлической основой катода, а, следовательно, и пониженной его механической устойчивостью. Это существенно осложняет изготовление катода, особенно рулонного типа, и обусловливает также возможность осыпания активной массы в процессе эксплуатации ХИТ и его преждевременного выхода из строя. Наряду с этим, повышение внутреннего сопротивления элемента при длительной его работе приводит к уменьшению коэффициента использования активного вещества и удельных характеристик ХИТ. Известен способ изготовления катода для ХИТ с жидким неводным электролитом, сущность которого состоит в том, что, с целью повышения электропроводности и механической устойчивости катода, содержащего в качестве активного вещества графит, сажу и связующее, в него дополнительно вводят никелевый порошок [Патент США № 5077150, кл. Η 01 Μ 10/28, 1991]. Недостатки известного способа заключаются в том, что введение никелевого порошка в катодную массу при кажущемся увеличении механической прочности одновременно снижает его пластические свойства. Это исключает возможность применения данного способа для изготовления катодов рулонного типа. Известен способ изготовления ХИТ с неводным жидким электролитом, в котором для повышения эксплуатационной надежности и, в частности, исключения осыпания катода* внутреннюю боковую поверхность корпуса ХИТ покрывают волокнистым фторированным полимером в виде трехмерной сетки [Заявка Японии N«2170357, кл. Η 01 Μ 6/16, 1990]. К недостаткам этого способа следует отнести локализованный характер защитного эффекта, достигаемого при использовании указанного покрытия на боковой поверхности корпуса ХИТ, что обусловлено соприкосновением только части катодной поверхности с соответствующим участком внутренней стенки корпуса ХИТ. Кроме того, наличие на ней такого покрытия резко ухудшает условия сборки ХИТ, благодаря увеличению трения и возможного истирания соприкасающихся поверхностей. Прототипом изобретения является способ изготовления катода для литиевого химического источника тока с тионилхлоридом в качестве катодного реагента, в котором для улучшения сцепления катодной массы, состоящей из смеси графита, сажи и фторопласта, с металлической основой катода ей придавали дополнительную шероховатость глубоким химическим травлением [Harris P., GuentertM.,GoebelF.//Proc. 34th Int. Power Sources Symp. Cherry Hill, N.J. 25-28.06.1990, c.343-345). Недостатки прототипа заключаются в том, что травление химическое или электрохимическое, в т.ч. и глубокое, не может обеспечить создание на обрабатываемой поверхности значительной макрошероховатости без нарушения качества основы. Возникающая при химическом травлении шероховатость на поверхности металлической основы может способствовать улучшению адгезии тонкослойных покрытий и недостаточна для обеспечения удовлетворительного сцепления и удержания толстых (0,4-0,5 мм и более) слоев катодного вещества. Кроме того, процесс химического травления трудно управляем, связан с быстрой потерей работоспособности травильных растворов и вредными условиями труда. ' Задачей изобретения является улучшение характеристик литиевых химических источников тока с жидким активным реагентом путем повышения качества катода за счет увеличения механической устойчивости и адгезированности катодной массы. Решение этой задачи достигается тем, что в известном способе, включающем нанесение на металлическую основу катода катодной массы, содержащей смесь графита, сажи и связующего компонента фторопласта, согласно изобретения, на металлическую основу катода перед покрытием ее катодной массой наносят электролитическое композиционное покрытие на основе никеля, содержащее 5-9 мас.% дисперсных частиц графита размером 5-20 мкм, толщиной с учетом выступающих пиков и граней соосажденных частиц дисперсной фазы 20-35 мкм. Положительный эффект в изобретении обусловливается образованием на металлической основе катода рельефной макрошероховатой поверхности осажденным на нее прочно адгезированным электролитическим композиционным никель-графитовым покрытием. При этом возрастает эксплуатационная стабильность ХИТ и разрядная емкость (на 5-10%) благодаря уменьшению внутреннего электросопротивления. Способ осуществляют по следующей технологической схеме применительно к изготовлению инертных катодов на металлической основе из нетканой никелевой сетки или фольги (основные операции): 1. Обезжиривание (органические растворители, венская известь). 2. Активация химическая в концентрированной соляной кислоте. 3. Нанесение композиционного покрытия из сернокислых и сульфаминовых электролитов никелирования, например, г/л: при рН 3,2-3,5, температуре 50-60°С. плотности тока 2,5-3,5 А/дм 2 и перемешивании очищенным сжатым воздухом. 4. Удаление наростов, дендритов. 5. Термообработка в среде воздуха при температуре 250-300°С и выдержке 1-1,5 ч. 6. Нанесение слоя катодной массы толщиной 0,45-0,50 мм, состоящей из смеси графита, сажи и фторопласта при различном весовом соотношении, например, 1:10:2 мас., в пастообразном виде. 7. Сушка в среде воздуха последовательно при обычной температуре и температуре 250 ± 10°С. . Примеры конкретного исполнения: ι 1. По прототипу с приданием металлической основе катода дополнительной шероховатости травлением в растворе смеси соляной 100-120 г/л и азотной 15-20 г/л кислот. 2. По предлагаемому способу: 2.1. При суммарной толщине покрытия 20-35 мкм, содержании дисперсной фазы графита, %мас. и размером частиц 5-20 мкм: 2.1.1. - 1-5; 2.1.2-5-9: 2.1.3. - выше 9. 2.2. При суммарной толщине покрытия 20-35 мкм, размере дисперсных частиц, мкм, и содержании частиц графита 5-9% мас: 2.2.1. - меньше 5; 2.2.2. - 5-20; 2.2.3. - больше 20. Испытания проводились в лабораторных и полупромышленных условиях при изготовлении катодов для литиевых ХИТ типоразмера 016,20 мм. Покрытия наносились на заготовки металлической основы катодов из никелевой сетки толщиной нити 0,05 мм и размером ячейки 0,6-0,8 мм и размером вырезки 75 х 15 мм. Для нанесения покрытий применялась термостатированная ванна из винипласта емкостью 3,5дм 3. Параметры процессов подготовки и нанесения покрытия, а также концентрации соответствующих растворов и электролита поддерживались согласно приведенной выше те хнологической схеме при средних их значениях. Разрядная емкость ХИТ определялась с помощью потенциостата ПИ-50-1,1 в мА*ч/см 2 при плотности тока разряда 2 мА/см 2 только для элементов, укомплектованных катодами, полученными при оптимальных вариантах изготовления (по данным предварительных испытаний). В качестве эталона сравнения принималась соответствующая величина, отвечающая параметрам прототипа. Катоды изготавливались путем нанесения катодной массы на заготовки металлической основы, полученные в соответствии с указанными примерами. Катодная масса готовилась из смеси дисперсных порошков сажи, графита и фторопластового связующего, взятых в данном случае в весовом соотношении 10:1:2. Смесь сажи и графита предварительно тщательно перемешивалась в специальном смесителе, а затем к ней добавлялась суспензия фторопласта, разбавленная в смеси воды и ацетона при объемном их соотношении 1:1. Полученная однородная суспензия подвергалась сушке в среде воздуха при температуре 70 ± 5°С и выдержке 6 ч. Высушенная смесь обрабатывалась затем гептаном до получения пластичной легкоформующейся массы. Последняя наносилась на металлическую подложку и прокатывалась через валки до получения равномерного покрытия толщиной 0,46 ± 0,02 мм, после чего катодные заготовки последовательно сушились в среде воздуха при обычной температуре (12-15 ч) и температуре 250 ± 10°С (2 ч). Упаковка катодов в испытываемые ХИТ и сборка последних производилась в среде аргона в перчаточном боксе. Сравнительная оценка качества исследуемых катодов осуществлялась по результатам определения разрядной емкости соответствующи х элементов и визуального контроля из состояния после механических испытаний путем 3-кратного свертывания-развертывания спиралеобразного рулона наружным диаметром 15,0 мм. Результаты испытаний представлены в табл. 1, 2. Приведенные данные (табл. 1, 2) свидетельствуют о том, что предлагаемый способ обеспечивает улучшение качества инертных катодов для ХИТ с жидким активным веществом, благодаря повышению их механической устойчивости и компактности (примеры 2,1.2, 2.2.2 и 2.3), Положительную роль в этом случае играет образование на металлической основе катода рельефной макрошероховатой поверхности осажденным на нее слоем электролитического никель-графитового композита. Соосажденные в этом слое с никелем частицы графита создают на его поверхности своеобразный трехмерный каркас, способствующий значительному повышению адгезированности заполняющего его покрытия катодным веществом и придающий ему соответствующую механическую устойчивость. Однако, повышенное (больше 9 мас.%) и пониженное (меньше 5 мас.%) содержание графита в дисперсной фазе композита" снижают достигаемый при этом положительный эффект. В первом случае, вследствие нарушения равномерности покрытия, а во втором - из-за недостаточной его шероховатости. Аналогичное отрицательное влияние оказывает также использование пониженной (меньше 5 мкм) и повышенной (больше 20 мкм) зернистости частиц графита, а также отклонения от предпочтительной оптимальной толщины композиционного покрытия. Наряду с улучшением механической устойчивости никель-графитовое композиционное покрытие способствует повышению активности катода в процессе работы ХИТ, что является, очевидно, следствием снижения внутреннего сопротивления элемента. Об этом свидетельствует соответствующее (до 10%) увеличение разрядной емкости ХИТ с катодами, изготовленными по предлагаемому способу, по сравнению с прототипом. Эти факторы в итоге положительно влияют на удельные характеристики ХИТ с жидким активным веществом, Предлагаемый способ достаточно прост в осуществлении, технологичен, не требует дорогостоящих и дефицитных материалов, поддается механизации и автоматизации и , может быть реализован в условиях любого гальванического или опытно-производственного участка. Его применение позволит резко повысить надежность и работоспособность литиевых ХИТ, работающих на жидких электролитах, в т.ч. и их безопасность, благодаря снижению вероятности короткого замыкания при осыпании катода. Экономический эффект от использования предлагаемого способа определяется, исходя из улучшенных удельных и эксплуатационных характеристик соответствующих ХИТ по сравнению с известными промышленными аналогами, а также снижения затрат за счет передела при изготовлении.
ДивитисяДодаткова інформація
Автори англійськоюShembel Olena Moisiivna, Nahirnyi Viktor Mykhailovych, Apostolova Raisa Danylivna
Автори російськоюШембель Елена Моисеевна, Нагорный Виктор Михайлович, Апостолова Раиса Даниловна
МПК / Мітки
МПК: H01M 4/06
Мітки: катода, джерел, інертного, виготовлення, хімічних, струму, літієвих, спосіб
Код посилання
<a href="https://ua.patents.su/3-20790-sposib-vigotovlennya-inertnogo-katoda-dlya-litiehvikh-khimichnikh-dzherel-strumu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення інертного катода для літієвих хімічних джерел струму</a>
Спосіб виготовлення катоду для літієвих хімічних джерел струму
Номер патенту: 17368
Опубліковано: 15.04.1997
Автори: Шембель Олена Мойсіівна, Апостолова Раіса Данілівна, Нагірний Віктор Михайлович
МПК: H01M 4/04
Мітки: катоду, струму, хімічних, джерел, виготовлення, спосіб, літієвих
Формула / Реферат:
Способ изготовления катода для литиевых химических источников тока, включающий нанесение на металлическую основу катода в виде тонкой решетчатой ленты или фольги пастообразного покрытия, содержащего в качестве активного материала углеродную сажу, и последующую его сушку, отличающийся тем, что на металлическую основу катода наносят электролитическое композиционное покрытие на основе никеля, содержащее 30 - 45мас.% в сумме смеси дисперсных...
Спосіб виготовлення хімічного джерела струму
Номер патенту: 6331
Опубліковано: 29.12.1994
Автори: Йохан Кетцер, Роджер Джон Ведлейк
МПК: H01M 10/36
Мітки: хімічного, джерела, струму, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления химического источника тока, содержащего в заряженном состоянии при рабочей температуре в анодном отделении расплавленный щелочной металл, а в катодном -электронопроводящую матрицу, пропитанную расплавленным электролитом из галогеналюмината щелочного металла с диспергированным в ней активным катодным веществом на основе переходного металла, выбранного из группы содержащей Fе, Ni, Со, Сr, Мn и их смеси, причем катодное...
Спосіб одержання імпульсів струму пучка електронів пікосекундної тривалості
Номер патенту: 15588
Опубліковано: 30.06.1997
Автори: Шендерович Олександр Маркович, Закутін Валерій Вікторович, Довбня Анатолій Миколайович
МПК: H05H 3/00
Мітки: пучка, тривалості, пікосекундної, електронів, спосіб, імпульсів, струму, одержання
Формула / Реферат:
Способ получения импульсов тока пучка электронов пикосекундной длительности путем создания зависимости энергии частиц от времени в течение импульса тока пучка, последующего разделения пучка по энергиям частиц и выделение частиц в энергетическом диапазоне, соответствующем требуемой длительности импульса, отличающийся тем, что зависимость энергии частиц пучка от времени создают путем пропускания пучка через приложенное в направлении,...
Спосіб виготовлення твердих планарних джерел для дифузії фосфора
Номер патенту: 13520
Опубліковано: 25.04.1997
Автори: Гасько Любомир Захарович, Сарапін Ярослав Миколайович, Бідник Дмитро Ілліч, Богдановський Юрій Миколайович, Саваневський Володимир Григорович, Воронін Валерій Олександрович
МПК: H01L 21/225
Мітки: фосфора, планарних, твердих, дифузії, джерел, виготовлення, спосіб
Формула / Реферат:
Способ изготовления твердых планарных источников для диффузии фосфора, включающий нанесение порошка диффузанта на основе метафосфата алюминия на кремниевые подложки и спекание при температуре 1050-1110°С, отличающийся тем, что, с целью повышения стойкости источников к термоударам во время ввода кассеты с источниками в диффузионную печь, порошок диффузанта дополнительно содержит окись лантана в количестве 0,5-5 мас. %.
Спосіб виготовлення фільєри для формування хімічних ниток
Номер патенту: 14894
Опубліковано: 18.02.1997
Автор: Миронов Олександр Федорович
МПК: B23P 15/16
Мітки: спосіб, ниток, формування, хімічних, виготовлення, фільєри
Формула / Реферат:
1. Способ изготовления фильеры для формования химических нитей, заключающийся в получении заготовки в виде пластины с припусками, выполнении глухих заходных отверстий с переходными конусами, изготовлении капилляров и последующей доводке "зеркала" фильеры, отличающийся тем, что каждый из капилляров изготавливают путем прожигания лучом лазера чернового отверстия с последующим его рассверливанием, а доводку "зеркала" фильеры...
Попередній патент: Лікарський збір для лікування порушень серцевого ритму
Наступний патент: Вила автонавантажувача
Випадковий патент: Цінний документ з елементом захисту і спосіб виготовлення цього цінного документа (варіанти)