Спосіб виготовлення катоду для літієвих хімічних джерел струму
Номер патенту: 17368
Опубліковано: 15.04.1997
Автори: Шембель Олена Мойсіівна, Апостолова Раіса Данілівна, Нагірний Віктор Михайлович
Формула / Реферат
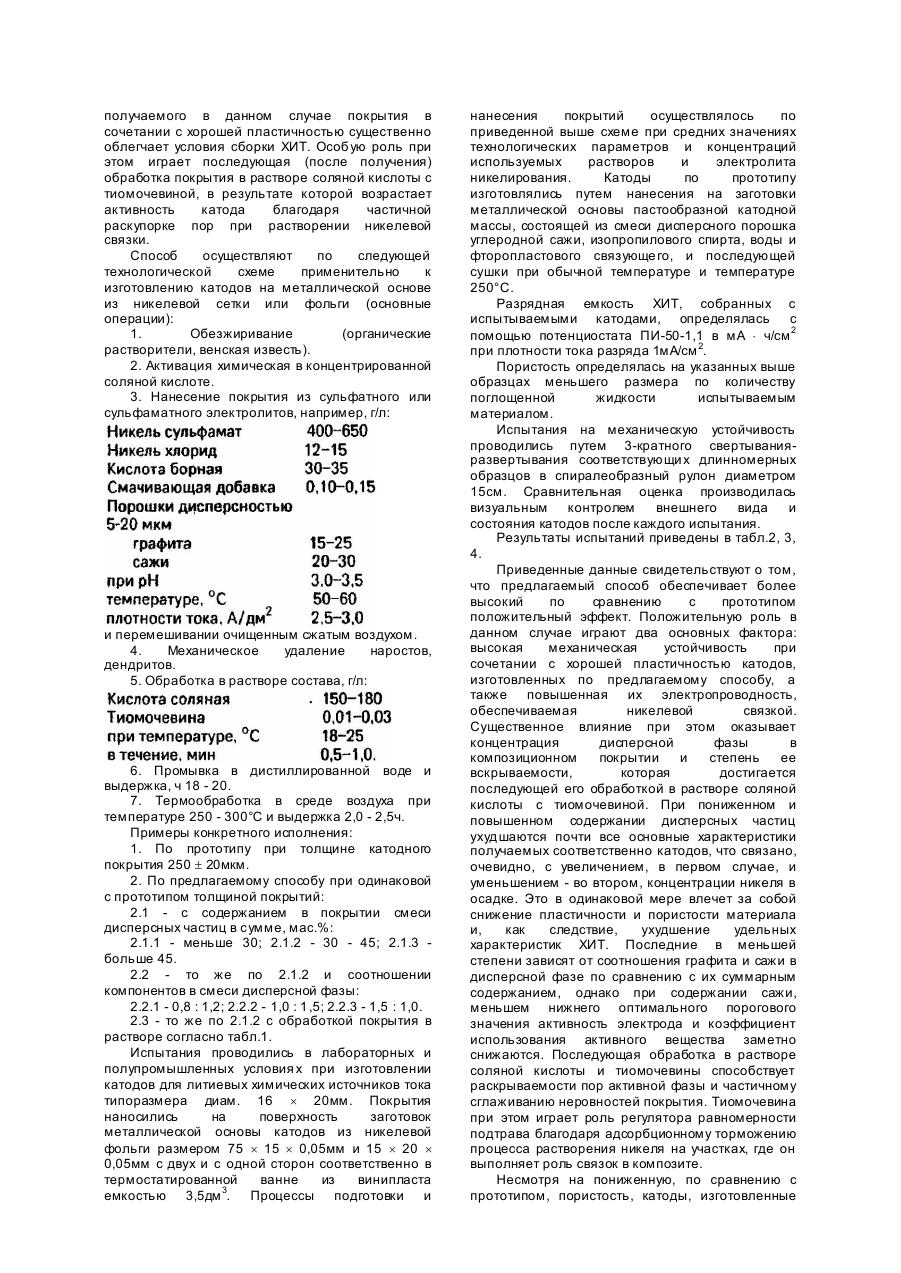
Способ изготовления катода для литиевых химических источников тока, включающий нанесение на металлическую основу катода в виде тонкой решетчатой ленты или фольги пастообразного покрытия, содержащего в качестве активного материала углеродную сажу, и последующую его сушку, отличающийся тем, что на металлическую основу катода наносят электролитическое композиционное покрытие на основе никеля, содержащее 30 - 45мас.% в сумме смеси дисперсных частиц графита и сажи при их соотношении в дисперсной фазе 0,8 : 1,2 - 1,0 : 1,5, которое затем подвергают обработке в растворе состава, г/л:
Текст
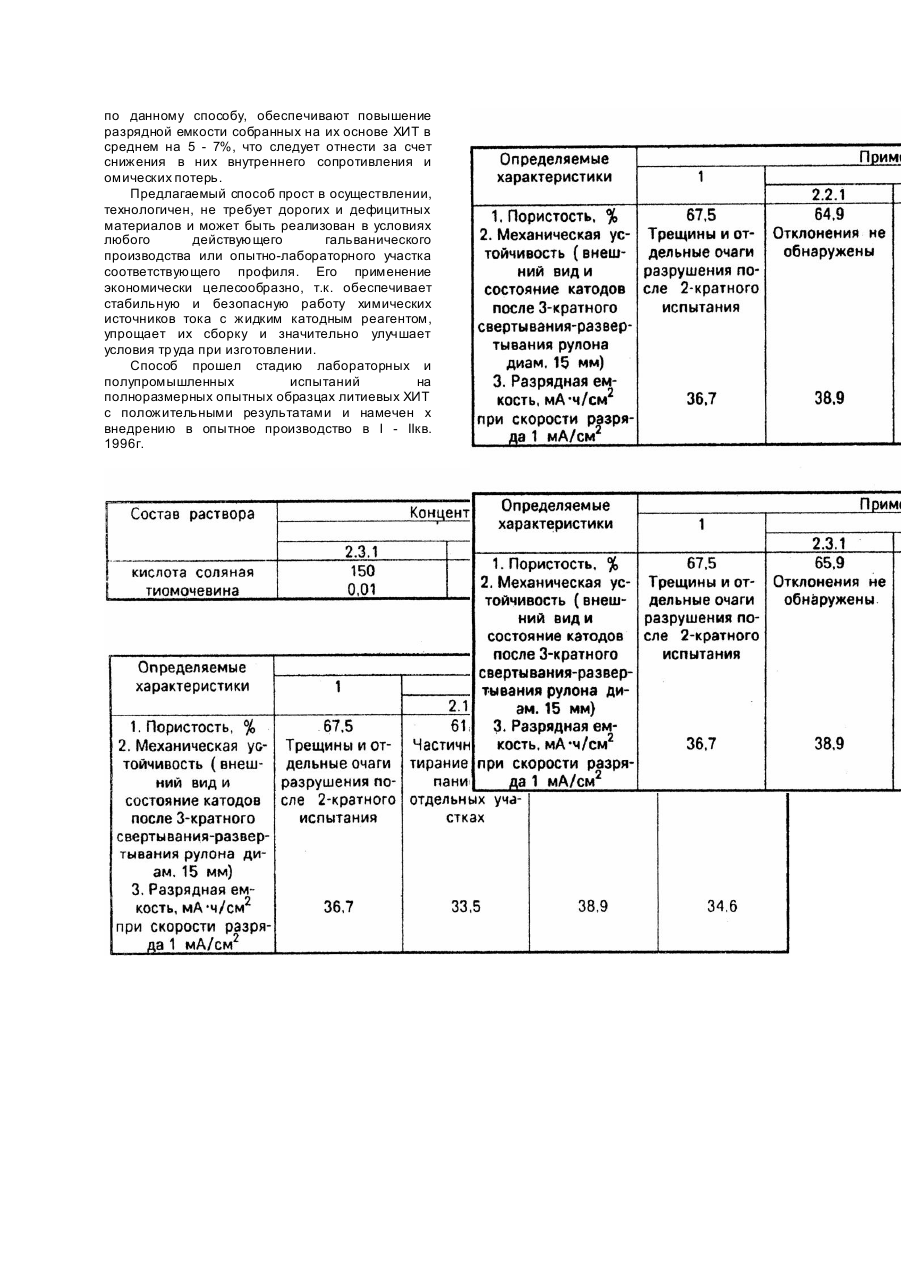
Предлагаемое изобретение относится к химическим источникам тока и может получить применение при изготовлении катодов для химических источников тока с анодом из активного щелочного металла и жидким катодным реагентом, например Li/SO2 и Li/SOCl 2. Известен способ изготовления катода для литиевых химических источников тока с жидким катодным реагентом, который заключается в том, что на электропроводную подложку в виде тонкой фольги или сетки из никеля или нержавеющей стали наносят смесь графита, сажи и связующего компонента - фторопласта в определенных соотношениях (Кедринский Н.А., Дмитренко В.Е., Поваров Ю.М., Грудянов И.И. Химические источники тока с литиевым электродом. Красноярск: Изд-во Красноярского ун-та, 1983. С.119, 122, 123). Недостатки известного способа связаны со слабой адгезией катодной массы с металлической основой катода, а, следовательно, и пониженной его механической устойчивостью. Это существенно осложняет изготовление катода, особенно рулонного типа, и обусловливает также возможность осыпания активной массы в процессе эксплуатации ХИТ и преждевременного выхода его из строя. Наряду с этим, повышение внутреннего сопротивления катода при длительной его работе приводит к уменьшению коэффициента использования активного вещества и ухудшению удельных характеристик ХИТ. Известен способ изготовления катода для литиевых ХИТ с неводным жидким электролитом, который заключается в том, что на металлическую основу из никеля или нержавеющей стали наносят смесь графита, ацетиленовой сажи и связующего полимера (Watanabe N., Nakaijama V., Hagiwava R. // J. Power Sources, 1987, №1 - 2, p.87 - 92). Недостатки известного способа обусловливаются низкой механической стабильностью получаемого соответственно катода из-за непрочной связи между частицами катодной массы и последней с металлической основой. Это отрицательно влияет на эксплуатационные характеристики ХИТ и, в частности, на безопасную его работу, вследствие возможного осыпания катодной массы и короткого замыкания между электродами. Введение в катодную массу связующего компонента из непроводящего полимера повышает его внутреннее сопротивление и одновременно снижает его активность, что происходит вследствие частичного перекрытия пор. Известен способ изготовления катода для литиевых элементов из волокон активированного угля, которые пропускают через печь для активирования. Токовывод из алюминия получают нанесением на уплотненный слой волокнистого материала металлической пленки при помощи плазменного напыления (Заявка Японии 62 - 6448, кл. H01M4/58, C01B31/08, 1987). К недостаткам известного способа следует отнести сложный многоступенчатый процесс изготовления катода, связанный с высокотемпературным режимом обработки волокон, последующим уплотнением катодной заготовки и нанесением токоотводной металлической основы плазменным напылением алюминия. При этом существенного улучшения удельных характеристик соответствующих ХИТ не происходит, вследствие неизбежных омических потерь при использовании тонкопленочного катодного токоотвода, а также недостаточной его механической прочности для обеспечения стабильной работы ХИТ р улонного типа. Прототипом изобретения является способ изготовления угольного катода для литиевых ХИТ с неводным жидким электролитом, который осуществляют путем намазывания слоя пастообразной суспензии углеродной сажи в смеси изопропилового спирта» воды и связующего полимера на сетчатую металлическую ленту или фольгу с накатом до требуемой толщины и последующей сушки (Патент США 4514478, кл. H01M6/14, 1985). Недостатками прототипа являются слабая механическая устойчивость и достаточно высокое внутреннее сопротивление получаемого намазного катода согласно предложенному техническому решению. Это связано с его склонностью к охрупчиванию при высыхании и растрескиванию в процессе сборки ХИТ со спиралеобразной конструкцией электродов. Кроме того, наличие в составе катодной массы непроводящего полимера в качестве связующего ухудшает ее проводимость, а также электрохимическую активность катода при длительной работе из-за частичной закупорки пор. Задачей изобретения является улучшение эксплуатационных характеристик литиевых химических источников тока с жидким катодным реагентом и условий его сборки за счет повышения механической прочности и стабильности катода, а также снижения внутреннего электросопротивления химического источника тока. Решение этой задачи достигается тем, что в известном способе, включающем нанесение на металлическую основу катода в виде тонкой решетчатой ленты или фольги пастообразного покрытия, содержащего в качестве активного компонента углеродную сажу, и последующую его сушку, согласно изобретению на металлическую основу катода наносят электролитическое композиционное покрытие на основе никеля, содержащее 30 - 45мас.% в сумме смеси дисперсных частиц графи та и сажи при их соотношении в дисперсной фазе 0,8 : 1,2 - 1,0 : 1,5, которое затем подвергают обработке в растворе состава, г/л: Положительный эффект в изобретении достигается за счет получения механически устойчивого и прочно сцепленного с металлической основой катода электролитического композиционного покрытия на основе никеля с дисперсной фазой в виде смеси частиц графита и сажи взамен традиционного "намазного" покрытия на основе углеродной сажи и связующего полимера, характеризующегося значительной склонностью к охрупчиванию и осыпанию в процессе сборки и эксплуатации ХИТ. Наличие в электролитическом композите никелевой связки, электропроводность которой выше, чему графита, способствует повышению активности катода и снижению внутреннего сопротивления химического источника тока. Высокая механическая устойчивость и прочное сцепление с металлической основой катода получаемого в данном случае покрытия в сочетании с хорошей пластичностью существенно облегчает условия сборки ХИТ. Особую роль при этом играет последующая (после получения) обработка покрытия в растворе соляной кислоты с тиомочевиной, в результате которой возрастает активность катода благодаря частичной раскупорке пор при растворении никелевой связки. Способ осуществляют по следующей технологической схеме применительно к изготовлению катодов на металлической основе из никелевой сетки или фольги (основные операции): 1. Обезжиривание (органические растворители, венская известь). 2. Активация химическая в концентрированной соляной кислоте. 3. Нанесение покрытия из сульфатного или сульфаматного электролитов, например, г/л: и перемешивании очищенным сжатым воздухом. 4. Механическое удаление наростов, дендритов. 5. Обработка в растворе состава, г/л: 6. Промывка в дистиллированной воде и выдержка, ч 18 - 20. 7. Термообработка в среде воздуха при температуре 250 - 300°C и выдержка 2,0 - 2,5ч. Примеры конкретного исполнения: 1. По прототипу при толщине катодного покрытия 250 ± 20мкм. 2. По предлагаемому способу при одинаковой с прототипом толщиной покрытий: 2.1 - с содержанием в покрытии смеси дисперсных частиц в сумме, мас.%: 2.1.1 - меньше 30; 2.1.2 - 30 - 45; 2.1.3 больше 45. 2.2 - то же по 2.1.2 и соотношении компонентов в смеси дисперсной фазы: 2.2.1 - 0,8 : 1,2; 2.2.2 - 1,0 : 1 ,5; 2.2.3 - 1,5 : 1,0. 2.3 - то же по 2.1.2 с обработкой покрытия в растворе согласно табл.1. Испытания проводились в лабораторных и полупромышленных условия х при изготовлении катодов для литиевых химических источников тока типоразмера диам. 16 ´ 20мм. Покрытия наносились на поверхность заготовок металлической основы катодов из никелевой фольги размером 75 ´ 15 ´ 0,05мм и 15 ´ 20 ´ 0,05мм с двух и с одной сторон соответственно в термостатированной ванне из винипласта емкостью 3,5дм 3. Процессы подготовки и нанесения покрытий осуществлялось по приведенной выше схеме при средних значениях технологических параметров и концентраций используемых растворов и электролита никелирования. Катоды по прототипу изготовлялись путем нанесения на заготовки металлической основы пастообразной катодной массы, состоящей из смеси дисперсного порошка углеродной сажи, изопропилового спирта, воды и фторопластового связующе го, и последующей сушки при обычной температуре и температуре 250°C. Разрядная емкость ХИТ, собранных с испытываемыми катодами, определялась с помощью потенциостата ПИ-50-1,1 в мА × ч/см 2 при плотности тока разряда 1мА/см 2. Пористость определялась на указанных выше образцах меньшего размера по количеству поглощенной жидкости испытываемым материалом. Испытания на механическую устойчивость проводились путем 3-кратного свертыванияразвертывания соответствующи х длинномерных образцов в спиралеобразный рулон диаметром 15см. Сравнительная оценка производилась визуальным контролем внешнего вида и состояния катодов после каждого испытания. Результаты испытаний приведены в табл.2, 3, 4. Приведенные данные свидетельствуют о том, что предлагаемый способ обеспечивает более высокий по сравнению с прототипом положительный эффект. Положительную роль в данном случае играют два основных фактора: высокая механическая устойчивость при сочетании с хорошей пластичностью катодов, изготовленных по предлагаемому способу, а также повышенная их электропроводность, обеспечиваемая никелевой связкой. Существенное влияние при этом оказывает концентрация дисперсной фазы в композиционном покрытии и степень ее вскрываемости, которая достигается последующей его обработкой в растворе соляной кислоты с тиомочевиной. При пониженном и повышенном содержании дисперсных частиц ухудшаются почти все основные характеристики получаемых соответственно катодов, что связано, очевидно, с увеличением, в первом случае, и уменьшением - во втором, концентрации никеля в осадке. Это в одинаковой мере влечет за собой снижение пластичности и пористости материала и, как следствие, ухудшение удельных характеристик ХИТ. Последние в меньшей степени зависят от соотношения графита и сажи в дисперсной фазе по сравнению с их суммарным содержанием, однако при содержании сажи, меньшем нижнего оптимального порогового значения активность электрода и коэффициент использования активного вещества заметно снижаются. Последующая обработка в растворе соляной кислоты и тиомочевины способствует раскрываемости пор активной фазы и частичному сглаживанию неровностей покрытия. Тиомочевина при этом играет роль регулятора равномерности подтрава благодаря адсорбционному торможению процесса растворения никеля на участках, где он выполняет роль связок в композите. Несмотря на пониженную, по сравнению с прототипом, пористость, катоды, изготовленные по данному способу, обеспечивают повышение разрядной емкости собранных на их основе ХИТ в среднем на 5 - 7%, что следует отнести за счет снижения в них внутреннего сопротивления и омических потерь. Предлагаемый способ прост в осуществлении, технологичен, не требует дорогих и дефицитных материалов и может быть реализован в условиях любого действующего гальванического производства или опытно-лабораторного участка соответствующего профиля. Его применение экономически целесообразно, т.к. обеспечивает стабильную и безопасную работу химических источников тока с жидким катодным реагентом, упрощает их сборку и значительно улучшает условия тр уда при изготовлении. Способ прошел стадию лабораторных и полупромышленных испытаний на полноразмерных опытных образцах литиевых ХИТ с положительными результатами и намечен х внедрению в опытное производство в I - IIкв. 1996г.
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method of cathod for lithium chemical current source
Автори англійськоюShembel Olena Moisiivna, Nahirnyi Viktor Mykhailovych, Apostolova Raisa Danylivna
Назва патенту російськоюСпособ изготовления катода для литиевых химических источников тока
Автори російськоюШембель Елена Моисеевна, Нагорный Виктор Михайлович, Апостолова Раиса Даниловна
МПК / Мітки
МПК: H01M 4/04
Мітки: літієвих, струму, хімічних, спосіб, виготовлення, катоду, джерел
Код посилання
<a href="https://ua.patents.su/3-17368-sposib-vigotovlennya-katodu-dlya-litiehvikh-khimichnikh-dzherel-strumu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення катоду для літієвих хімічних джерел струму</a>
Спосіб виготовлення металопористого катоду
Номер патенту: 12057
Опубліковано: 25.12.1996
Автори: Панічкіна Валентина Вікторівна, Ракітін Семен Павлович, Радченко Ольга Георгіївна, Гетьман Ольга Іванівна, Васильчук Микола Якович, Скороход Валерій Володимирович
МПК: H01J 9/04
Мітки: спосіб, катоду, виготовлення, металопористого
Формула / Реферат:
1. Способ изготовления металлопористого катода путем формования пористого каркаса из порошка сплава рения с вольфрамом и заполнения его эмиссионным веществом, отличающийся тем, что, с целью повышения формоустойчивости и долговечности катода путем стабилизации структуры каркаса, в качестве сплава рения с вольфрамом берут сплав, содержащий добавки 1,0мас.% окиси алюминия и 0,003 мас. % хлористого калия, а порошок этого сплава подвергают...
Спосіб виготовлення металопористого катоду
Номер патенту: 7498
Опубліковано: 29.09.1995
Автори: Ракітін Семен Павлович, Гетьман Ольга Іванівна, Верменко Людмила Олександрівна
МПК: H01J 9/04
Мітки: виготовлення, катоду, металопористого, спосіб
Формула / Реферат:
1. Способ изготовления металлопористого катода, включающий прессование и спекание заготовки из тугоплавкого металла в безокислительной среде и пропитку заготовки эмиссионио-активным веществом, отличающийся тем, что, с целью повышения эмиссионной способности катодов и улучшения их формоустойчивости, порошок вольфрама перед прессованием предварительно отжигают при 1600 - 1650°С в течение 3 ч и размалывают. 2. Способ по п. 1,...
Спосіб виготовлення хімічного джерела струму
Номер патенту: 6331
Опубліковано: 29.12.1994
Автори: Йохан Кетцер, Роджер Джон Ведлейк
МПК: H01M 10/36
Мітки: струму, виготовлення, джерела, хімічного, спосіб
Формула / Реферат:
1. Способ изготовления химического источника тока, содержащего в заряженном состоянии при рабочей температуре в анодном отделении расплавленный щелочной металл, а в катодном -электронопроводящую матрицу, пропитанную расплавленным электролитом из галогеналюмината щелочного металла с диспергированным в ней активным катодным веществом на основе переходного металла, выбранного из группы содержащей Fе, Ni, Со, Сr, Мn и их смеси, причем катодное...
Спосіб приєднання кварцевої мішені до катоду
Номер патенту: 12165
Опубліковано: 25.12.1996
Автори: Бессонов Валерій Андрійович, Костюк Олена Олександрівна, Ленніков Леонід Олександрович
МПК: C23C 14/34
Мітки: мішені, спосіб, приєднання, катоду, кварцевої
Формула / Реферат:
Способ присоединения кварцевой мишени к катоду, включающий вакуумное нанесение покрытия на контактирующие поверхности мишени и катода и соединение мишени и катода путем нагрева и прижима в вакууме, отличающийся тем, что, с целью увеличения прочности сцепления мишени с катодом, прижим катода к мишени осуществляются с усилием ³ 0,25 кг/см, нагрев их ведут до температуры 260-280°С и выдерживают при этой температуре в течение 8-10...
Спосіб виготовлення фільєри для формування хімічних ниток
Номер патенту: 14894
Опубліковано: 18.02.1997
Автор: Миронов Олександр Федорович
МПК: B23P 15/16
Мітки: хімічних, спосіб, ниток, виготовлення, фільєри, формування
Формула / Реферат:
1. Способ изготовления фильеры для формования химических нитей, заключающийся в получении заготовки в виде пластины с припусками, выполнении глухих заходных отверстий с переходными конусами, изготовлении капилляров и последующей доводке "зеркала" фильеры, отличающийся тем, что каждый из капилляров изготавливают путем прожигания лучом лазера чернового отверстия с последующим его рассверливанием, а доводку "зеркала" фильеры...
Попередній патент: Спосіб відцентрового лиття порожистих трубних заготовок
Наступний патент: Універсально-збірна шпиндельна оснастка
Випадковий патент: Епоксидне в'яжуче