Пристрій для просочення гнучкого виробу трубчастої форми
Номер патенту: 87067
Опубліковано: 10.06.2009
Автори: Кармалінцев Костянтин Анатольович, Сухоруков Дмитро Вікторович, Сухоруков Віктор Петрович, Алєксєєв Анатолій Дмитрович
Формула / Реферат
1. Пристрій для просочення полотна трубчастої форми, що містить корпус, наприклад, виконаний у вигляді труби, встановлений вертикально в рамі і забезпечений жорсткими опорами, виконаними з можливістю почергового демонтажу і монтажу, полотно трубчастої форми, сушильну камеру з кільцевою щілиною, що утворена зовнішньою частиною камери, зафіксованою на рамі, і внутрішньою, закріпленою в центральній частині корпусу, розправлячі полотна, що встановлені вище за внутрішню частину сушильної камери, витяжну систему, кільцеву місткість з робочим агентом, поворотні ролики, що закріплені на рамі вище за сушильну камеру, сполучну арматуру, тягове і натяжне пристосування, вентиляційну систему, який відрізняється тим, що додатково забезпечений контейнером, в кільцевій порожнині якого розміщений виріб у вигляді кільцевих гофрів, який виконаний з декількох частин з можливістю з'єднання і роз'єднання між собою, а також з можливістю обхвату корпусу і переміщення уздовж нього, при цьому нижня частина корпусу обладнана не менше ніж двома жорсткими опорами, забезпеченими замками, що взаємодіють з корпусом, і встановленими одна від одної на відстані, перевищуючої висоту контейнера, причому замки виконані з можливістю жорсткого утримання корпусу і почергового їх демонтажу і монтажу, при цьому перед нижнім кінцем корпусу встановлена сполучна арматура, а вище першого від низу замка - додаткова сполучна арматура, виконана з можливістю почергового демонтажу і монтажу, причому кільцева місткість виконана цільною, жорсткою і закріплена на рамі нижче за сушильну камеру, при цьому в місткості напроти щілини розміщені додаткові розправлячі, що закріплені нижче за сушильну камеру на нижній частині корпусу або внутрішньої частини сушильної камери, причому розправлячі встановлені так, що утворюючі поверхні розправлячів і додаткових розправлячів мають загальну дотичну поверхню полотна, що проходить через щілину сушильної камери, при цьому пристрій також забезпечений скребками робочого агента, розташованими між сушильною камерою і місткістю і контактуючими із зовнішньою і внутрішньою поверхнями полотна, причому скребки, що контактують із зовнішньою поверхнею полотна, закріплені на рамі, а з внутрішньою - знизу по периметру на внутрішній частині сушильної камери або нижче за сушильну камеру по периметру нижньої частини корпусу, крім того, пристрій забезпечений додатковими поворотними роликами, встановленими по зовнішньому периметру місткості між сушильною камерою і місткістю, причому паралельно поворотним роликам і додатковим розправлячам уздовж внутрішнього периметра в кільцевій місткості встановлені відхиляючі ролики, закріплені по периметру нижньої частини корпусу, при цьому полотно, відхиляючі ролики і додаткові розправлячі утворюють гнучку кільцеву конструкцію, паралельну кільцевій місткості, причому пристосування натягнення виробу по довжині розміщено по периметру в нижній частині корпусу між контейнером з виробом і додатковими поворотними роликами, причому тягове пристосування встановлено вище за корпус пристрою.
2. Пристрій за п. 1, який відрізняється тим, що додаткові розправлячі виконані з можливістю їх огинання і пружної взаємодії з внутрішньою поверхнею полотна.
3. Пристрій за п. 1, який відрізняється тим, що в місткості робочого агента паралельно розправлячам з боку поворотних роликів встановлені відхиляючі ролики з можливістю взаємодії з внутрішньою поверхнею полотна.
4. Пристрій за п. 1, який відрізняється тим, що скребки на зовнішній і внутрішній поверхнях полотна встановлені з можливістю перекриття один одного.
5. Пристрій за п. 1, який відрізняється тим, що поворотні ролики, встановлені у верхній частині рами, виконані з можливістю пружної взаємодії із зовнішньою поверхнею полотна.
6. Пристрій за п. 1, який відрізняється тим, що розправлячі і ущільнюючі ролики встановлені з можливістю пружної взаємодії один з одним через просочене полотно.
7. Пристрій за п. 1, який відрізняється тим, що нижче ущільнюючих роликів і розправлячів встановлені додаткові ущільнюючі ролики з можливістю перекриття стиків між ущільнюючими роликами, взаємодіючі між собою через просочене полотно, при цьому одна частина додаткових ущільнюючих роликів закріплена на рамі або зовнішній частині сушильної камери, а інша - на внутрішній частині камери.
8. Пристрій за п. 1, який відрізняється тим, що додаткові ущільнюючі ролики встановлені з можливістю пружної взаємодії між собою через просочене полотно.
9. Пристрій за п. 1, який відрізняється тим, що корпус пристрою виконаний у вигляді труби, при цьому нижня частина корпусу сполучена з витяжною системою.
Текст
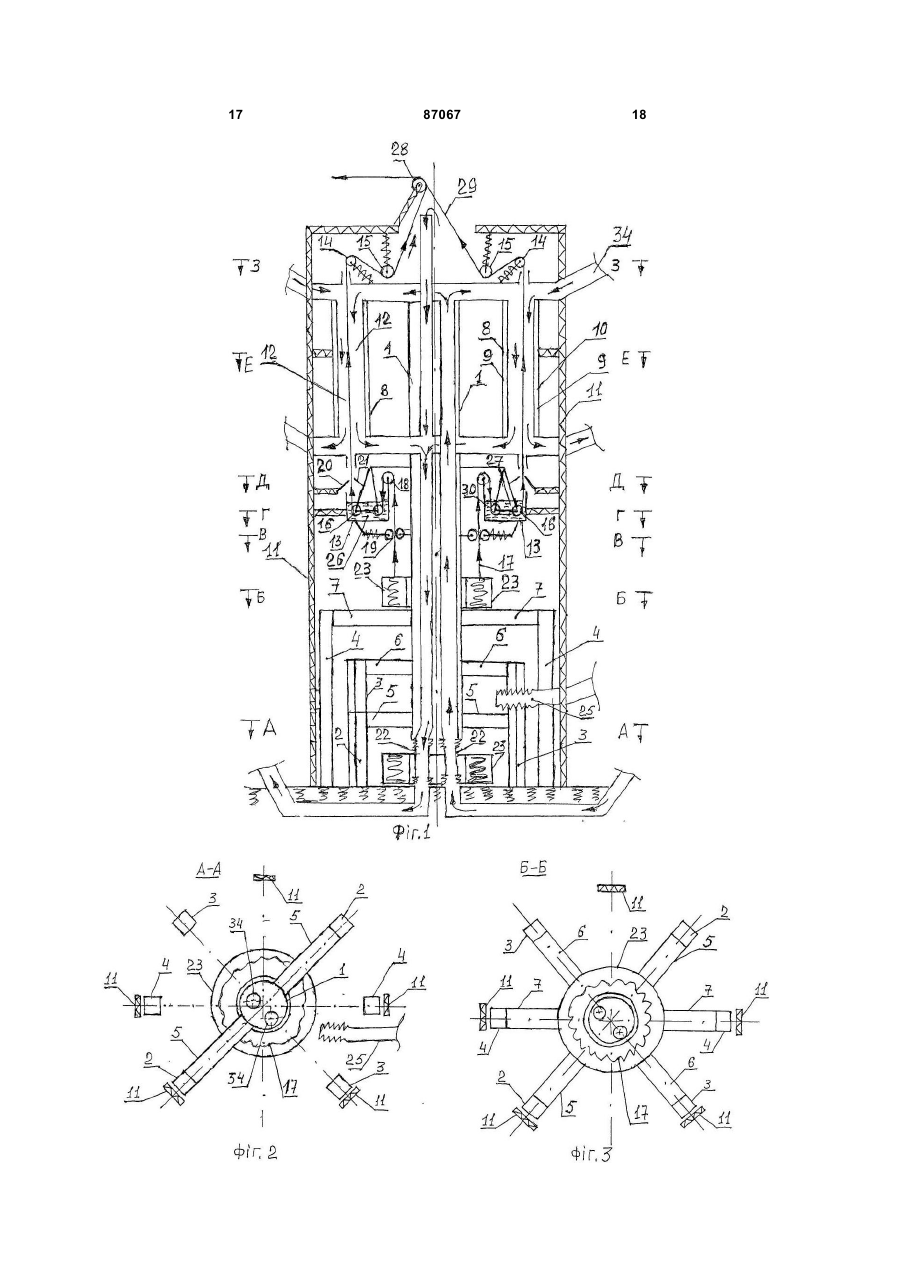
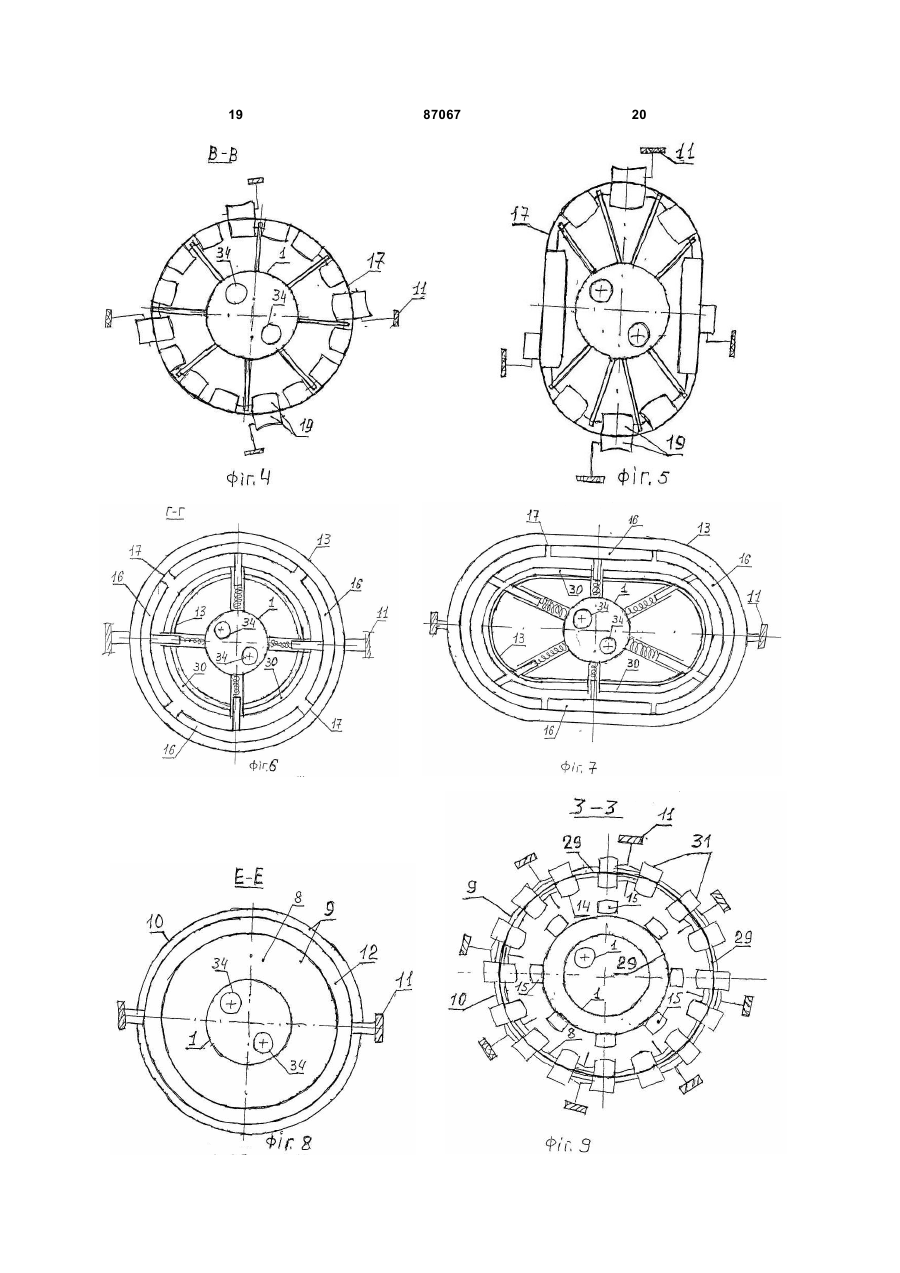
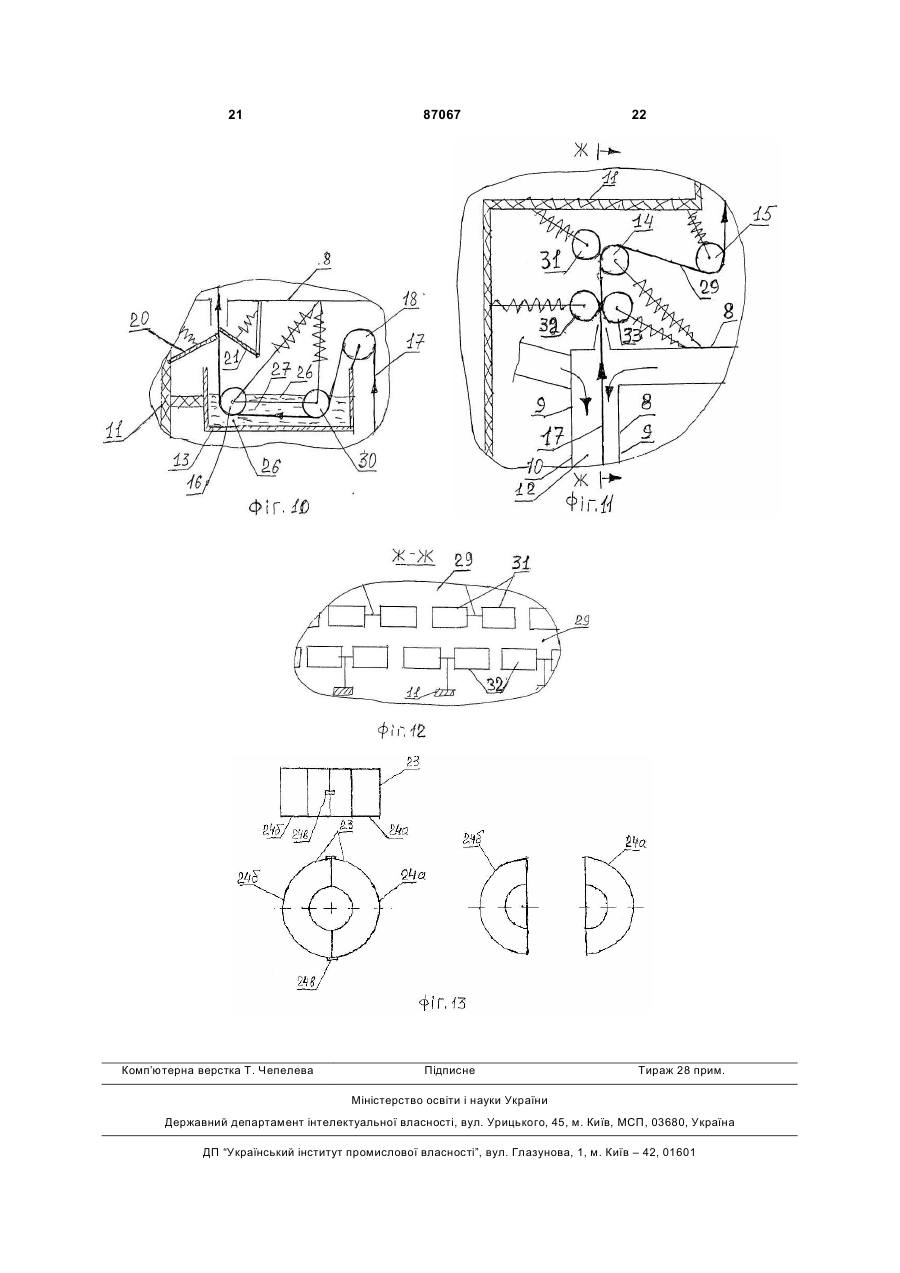
1. Пристрій для просочення полотна трубчастої форми, що містить корпус, наприклад, виконаний у вигляді труби, встановлений вертикально в рамі і забезпечений жорсткими опорами, виконаними з можливістю почергового демонтажу і монтажу, полотно трубчастої форми, сушильну камеру з кільцевою щілиною, що утворена зовнішньою частиною камери, зафіксованою на рамі, і внутрішньою, закріпленою в центральній частині корпусу, розправлячі полотна, що встановлені вище за внутрішню частину сушильної камери, витяжну систему, кільцеву місткість з робочим агентом, поворотні ролики, що закріплені на рамі вище за сушильну камеру, сполучну арматуру, тягове і натяжне пристосування, вентиляційну систему, який відрізняється тим, що додатково забезпечений контейнером, в кільцевій порожнині якого розміщений виріб у вигляді кільцевих гофрів, який виконаний з декількох частин з можливістю з'єднання і роз'єднання між собою, а також з можливістю обхвату корпусу і переміщення уздовж нього, при цьому нижня частина корпусу обладнана не менше ніж двома жорсткими опорами, забезпеченими замками, що взаємодіють з корпусом, і встановленими одна від одної на відстані, перевищуючої 2 (19) 1 3 87067 4 чам з боку поворотних роликів встановлені відхиляючі ролики з можливістю взаємодії з внутрішньою поверхнею полотна. 4. Пристрій за п.1, який відрізняється тим, що скребки на зовнішній і внутрішній поверхнях полотна встановлені з можливістю перекриття один одного. 5. Пристрій за п.1, який відрізняється тим, що поворотні ролики, встановлені у верхній частині рами, виконані з можливістю пружної взаємодії із зовнішньою поверхнею полотна. 6. Пристрій за п.1, який відрізняється тим, що розправлячі і ущільнюючі ролики встановлені з можливістю пружної взаємодії один з одним через просочене полотно. 7. Пристрій за п.1, який відрізняється тим, що нижче ущільнюючих роликів і розправлячів вста новлені додаткові ущільнюючі ролики з можливістю перекриття стиків між ущільнюючими роликами, взаємодіючі між собою через просочене полотно, при цьому одна частина додаткових ущільнюючих роликів закріплена на рамі або зовнішній частині сушильної камери, а інша - на внутрішній частині камери. 8. Пристрій за п.1, який відрізняється тим, що додаткові ущільнюючі ролики встановлені з можливістю пружної взаємодії між собою через просочене полотно. 9. Пристрій за п.1, який відрізняється тим, що корпус пристрою виконаний у вигляді труби, при цьому нижня частина корпусу сполучена з витяжною системою. Винахід відноситься до устаткування для рідинної обробки і просочення полотна трубчастої форми і може бути використано, переважно, у виробництві гнучких шахтних вентиляційних труб. Відомий спосіб просочення полотна трубчастої форми, реалізований в пристрої для нанесення покриття на трубчастий виріб [див. а.з. СРСР №570409, В05С5/00, 1977], включаючий розміщення розправитиля у середині трубчастого виробу і основної частини трубчастого виробу у вигляді гофрів нижче розправитиля, переміщення трубчастого виробу від низу до верху і одночасне нанесення розпиленістю робочого агента на зовнішню і внутрішню поверхні. Недоліком даного пристрою є низька якість нанесення робочого агента на зовнішню і внутрішню поверхні трубчастого полотна за допомогою розпилювача. Відомий пристрій для нанесення покриття на трубчастий виріб [див. а.з. СРСР №570409, В05С5/00, 1977], включаючий розправитиль, встановлений усередині трубчастого полотна, нижня частина якого була зібрана у вигляді гофри, розпилювачі фарбника і механізм протяжки трубчастого полотна. Недоліком даного пристрою є низька якість нанесення робочого агента на зовнішню і внутрішню поверхні трубчастого полотна за допомогою розпилювача. Найближчим до того, що заявляється по технічній суті і результату, що досягається, є спосіб, описаний в способі виготовлення гнучких вентиляційних труб з полотна трубчастої форми і пристрої для його здійснення [див. декларативний патент України №47024, Е21F1/00, B05C3/132, опублікований 17.06.2002, бюл. №6]. Спосіб включає розміщення розправитиля у середині трубчастого полотна, натягнення по периметру частини трубчастого полотна розправитилем, переміщення трубчастого полотна зверху вниз і його занурення в робочий агент з одночасним просоченням зовнішньої поверхні і витягання трубчастого полотна з робочого агента через донну частину місткості і одночасне видалення ножем надлишків робочого агента із зовнішньої поверхні трубчастого полотна, розміщення полотна у вигляді гофрів вище розправитиля і зняття статичної електрики одночасно з переміщенням полотна, занурення трубчастого полотна в робочий агент і одночасне просочення зовнішньої і внутрішньої поверхонь полотна, одночасне з витяганням полотна з робочого агента видаляти надлишків агента одночасно із зовнішньою і внутрішньою поверхонь, одночасну сушку зовнішньої і внутрішньої поверхонь полотна, при цьому трубчасте полотно переміщають на зустріч потоку гарячого повітря і одночасно з сушкою створюю розрядку у верхній частині внутрішньої поверхні висушуваного полотна і у верхній частині зовнішньої поверхні полотна, охолоджування полотна. Недоліком даного способу є низькі надійність роботи і якість просочення виробу. Низька надійність способу є слідством вживання складної послідовності виконання операцій по просоченню робочим агентом полотна трубчастої форми і його сушці. Це зумовило в процесі нанесення робочого агента на зовнішню і внутрішню поверхні полотна необхідність безперервного регулювання довжини периметра і ширини щілини донною частини місткості агента відповідно до зміни периметра і товщини трубчастого полотна по його довжині. Низька якість виробу є слідством того, що відомим способом не був передбачений технологічний процес по ущільненню структури просоченого і висушеного полотна трубчастої форми. Це зумовило те, що при переміщенні полотна через робочий агент у напрямі щілини, розташованої в донній частині місткості, робочий агент унаслідок високої в'язкості і низької текучості не повністю заповнює поглиблення, які завжди є в структурі полотна, оскільки обумовлені технологією його виготовлення. При проходженні ж полотна через щілину надлишки робочого агента віддаляються з поверхні, що частково сприяє додатковому заповненню поглиблень. Проте після сушки просочене полотно все ж таки має рихлу структуру унаслідок наявності пусток, що обумовлює необхідність вживання процесу ущільнення, який в способі прототипі не передбачений. 5 Найближчим до того, що заявляється по технічній суті і результату, що досягається, є пристрій, описаний в способі виготовлення гнучких вентиляційних труб з полотна трубчастої форми і пристрій для його здійснення [див. декларативний патент України №47024, E21F1/00, В05С3/132, опублікований 17.06.2002, бюл. №6]. Пристрій включає корпус, місткість з робочим агентом, розправитилі, нож. Корпус був виконаний у вигляді труби, нижня частина якого встановлена вертикально, а верхня частина була виконана криволінійній і зафіксована на консолі з можливістю розміщення на верхній частині корпусу трубчастого полотна. Консоль була виконана з можливістю переміщення по ній порожнистої касети, причому касета охоплює консоль. Консоль була закріплена на опорах виконаних з можливість почергового демонтажу і монтування верхньої частини опор. На верху нижньої частини корпусу жорстко зафіксовано кільце, виконане з обхватом корпусу і можливістю обгинання трубчастим полотном, а нижче за кільце і на кінці нижньої частини корпусу жорстко встановлені розправитилі трубчастого полотна. Розправитилі виконані у вигляді опор, забезпечених роликами, встановленими з можливістю зіткнення по периметру з внутрішньою поверхнею трубчастого полотна і виконаними з можливістю обертання і пружної взаємодії з трубчастим полотном. Між розправитилями з обхватом нижньої частини корпусу встановлена сушильна камера, що виконана із зовнішньої і внутрішньої секції, причому внутрішня секція камери жорстко була зафіксована на корпусі, а зовнішня секція сушильної камери жорстко була зафіксована на опорах з утворенням між секцією крізної щілини, що охоплює корпус. Усередині корпусу був розміщений герметичний трубопровід, з'єднаний з верхньою частиною внутрішнього об'єму внутрішньої секції сушильної камери, а інший герметичний трубопровід приєднаний до верхньої частини зовнішньої секції сушильної камери. Герметичні трубопроводи приєднані до витяжної системи, при цьому вище за сушильну камеру і нижче розправитиля з обхватом корпусу була виконана місткість робочого агента. Місткість була виконана із зовнішньої і внутрішньої секцій, при цьому внутрішня секція жорстко була зафіксована на корпусі, а зовнішня секція місткості жорстко була зафіксована на опорах з утворенням між секціями щілини, що охоплює корпус. Причому щілина утворена паралельно встановленими ножам, виконаним в донній частині секцій місткості з можливістю переміщення трубчастого полотна зверху вниз через місткість і його витягання через ножі. Над кільцем з можливістю обхвату корпусу і переміщення уздовж корпусу була виконана рама, верхній кінець якої був закріплений на опорах, а нижній забезпечений поворотними роликами, виконаними з можливістю обертання. Причому рама була виконана з окремих елементів з можливістю жорсткого з'єднання між собою. Недоліком даного пристрою є низькі надійність роботи і якість просочення виробу. Низька надійність роботи пристрою обумовлена складністю конструкції місткості для робочого агента, що складається із зовнішньої і внутрішньої 87067 6 секцій що утворюють між секціями щілину, що охоплює корпус. Причому щілина утворена паралельно встановленим ножам, виконаним в донній частині секцій місткості з можливістю переміщення трубчастого полотна зверху вниз через місткість і його витягання через ножі. В процесі нанесення робочого агента на зовнішню і внутрішню поверхні полотна необхідно безперервно регулювати периметр і ширину щілини відповідно до зміни периметра і товщини трубчастого полотна по його довжині. Низька якість виробу є слідством того, що при переміщенні полотна через робочий агент у напрямі щілини, розташованої в донній частині місткості, робочий агент унаслідок в'язкості і низької текучості не повністю заповнює поглиблення, які завжди є в структурі полотна, оскільки обумовлені технологією його виготовлення. При проходженні полотна через щілину надлишки робочого агента віддаляються з поверхні, що частково сприяє додатковому заповненню поглиблень. Проте після сушки просочене полотно має рихлу структуру унаслідок наявності пусток, що обумовлює необхідність вживання процесу ущільнення, який в пристрої-прототипі не був передбачений. Задачею справжнього винаходу є удосконалення способу шляхом забезпечення можливості безперервного просочення полотна трубчастої форми в результаті зміни напряму його переміщення і послідовності виконання технологічних операцій і пристрою для просочення гнучкого виробу трубчастої форми за рахунок зміни його конструкції, що дозволить забезпечити можливості безперервного виготовлення виробу, підвищити надійність роботи пристрою і одночасно поліпшити якість просочення полотна трубчастої. Поставлена задача досягається тим, що в способі для просочення гнучкого виробу трубчастої форми, в якому встановлюють корпус пристрою вертикально і забезпечують, опорами, демонтують і вмонтовують опори, збирають виріб у вигляді кільцевої гофри, одночасно переміщають вільну частину виробу і занурюють її в робочий агент, проводять одночасно просочення зовнішньої і внутрішньої поверхонь виробу і видалення надлишків робочого агента з поверхонь виробу і сушку його, створюють протитечію повітря і вироби згідно винаходу встановлюють опори в нижній частині корпусу пристрою, а перед просоченням розміщують виріб у вигляді кільцевої гофри в кільцевій місткості контейнера, при цьому виконують контейнер розбірним з можливістю обхвату корпусу, а потім охоплюють контейнером кінець нижньої частини корпусу і переміщають у верхню частину і одночасно з цим по черзі демонтують і монтують сполучну арматуру і опори, яка жорстко фіксує положення корпусу, а після цього переміщають вгору вільний кінець виробу з обхватом корпусу, а при зануренні в робочий агент з виробу утворюють кільцеву місткість і заповнюють робочим агентом, а після просочення виробу зіскрібанням віддаляються надлишки робочого агента із зовнішньої і внутрішньої поверхонь, при цьому після сушки виріб ущільнюють, а після витягання виробу з контейнера його розбирають. 7 Окрім цього при переміщенні нового контейнера з виробом у верхню частину корпусу пристрою вільний нижній кінець попереднього виробу з'єднують з вільним верхнім кінцем виробу нового контейнера. Виконання технологічної операції по розміщенню кільцевої гофри в кільцевій місткості контейнера, виконаного з можливістю обхвату корпусу пристрою і переміщення по ньому, дозволило спростити процес доставки кільцевої гофри до натягача і її подачі вгору. Виконання технологічної операції по розміщенню полотна трубчастої форми у вигляді гофрів нижче за корпус пристрою дозволило з одного боку використовувати масу полотна для його натягнення в подовжньому напрямі при переміщенні від низу до верху, а з іншою - одночасно з переміщенням полотна створити гнучку кільцеву конструкцію і тим самим забезпечити можливість нанесення робочого агента на внутрішню його поверхню. Зміна послідовності виконання технологічних операцій і їх поєднання дозволила, по-перше: за рахунок одночасного занурення полотна зовнішньою поверхнею в місткість з робочим агентом і створення кільцевої гнучкої конструкції при переміщенні полотна від низу до верху забезпечити можливість подачі робочого агента на внутрішню поверхню полотна; а по-друге: забезпечити можливість одночасного просочення робочим агентом зовнішньої і внутрішньої поверхонь полотна; і потретє: забезпечити можливість вживання цільної кільцевої місткості робочого агента. Використовування нового технологічного процесу, яким є зіскрібання надлишків робочого агента, дозволило з одного боку регулювати товщину шару робочого агента, що наноситься, на зовнішню і внутрішню поверхні, а з іншою - виключити можливість втрат агента. Виконання технологічної операції по створенню розрядження в нижній частині сушильної камери дозволило інтенсифікувати процес сушки шляхом подачі гарячого повітря на зустріч просоченому полотну. Вживання нового технологічного процесу, яким є ущільнення полотна після сушки, дозволило за рахунок дії тиском при обкатці його зовнішньої і внутрішньої поверхонь роликами, по-перше: істотно підвищити густоту структури полотна в результаті деформації під дією тиску, що сприяло заповненню нещільності гарячим робочим агентом, і подруге: усунути патьоки робочого агента, які можливі в процесі видалення їх надлишків з поверхні полотна і тим самим підвищити якість виробу, що виготовляється. Поставлена задача досягається тим, що в пристрої для просочення гнучкого виробу трубчастої форми, який містить корпус, наприклад виконаний у вигляді труби, встановлений вертикально в рамі і забезпечений жорсткими опорами, виконаними з можливістю почергового монтажу і демонтажу, полотно трубчастої форми, сушильну камеру з кільцевою щілиною, яка утворена зовнішньою частиною камери, зафіксованої на рамі, і внутрішньої - закріпленої в центральній частині корпусу, 87067 8 розправитилі полотна, встановлені вище за внутрішню частину сушильної камери, витяжну систему, кільцеву місткість з робочим агентом, поворотні ролики, закріплені на рамі вище за сушильну камеру, сполучну арматуру, тягове і натяжне пристосування і вентиляційну систему. Згідно винаходу пристрій додатково забезпечений контейнером, в кільцевій порожнині якого був розміщений виріб у вигляді кільцевих гофрів, при цьому контейнер був виконаний з декількох частин з можливість з'єднання і роз'єднання між собою, по мимо цього контейнер був виконаний з можливістю обхвату корпусу і переміщення уздовж нього, при цьому нижня частина корпусу пристрою обладнана не менше двома жорсткими опорами, забезпеченими замками, що взаємодіють з корпусом, і встановленими один від одного на відстані, перевищуючому висоту контейнера, причому замки були виконані з можливістю жорсткого утримання корпусу і по чергового їх демонтажу і монтажу, при цьому перед нижнім кінцем корпусу і вище за перший з низу замка встановлені швидко знімні перемикачі сполучної арматури, виконані з можливістю почергового демонтажу і монтажу, причому кільцева місткість була виконана цільною, жорсткою і закріплена на рамі нижче за сушильну камеру, при цьому в місткості напроти щілини розміщені додаткові розправитилі, що закріплені нижче за сушильну камеру на нижній частині корпусу або на внутрішньої частині сушильної камери, причому розправитилі встановлені так, що утворюючи поверхні розправитилів і додаткових розправитилів мають загальні вертикальні дотичні, які проходять через щілину сушильної камери, при цьому пристрій так само забезпечений шкребками робочого агента, розташованими між сушильною камерою і місткістю і контактуючими із зовнішньою і внутрішньою поверхнями виробу, причому шкребки, що контактують із зовнішньою поверхнею полотна, були закріплені на рамі, а з внутрішньою - знизу по периметру на внутрішній частині сушильної камери або нижче за сушильну камеру по периметру на нижній частині корпусу, крім того, пристрій забезпечений додатковими поворотними роликами, встановленими по внутрішньому периметру місткості між сушильною камерою і місткістю, причому паралельно поворотним роликам і додатковим розправитилям уздовж внутрішнього периметра в кільцевій місткості встановлені відхилюючи ролики, які закріплені знизу на внутрішній частині сушильної камери або по периметру нижньої частини корпусу, при цьому полотно, відхилюючи ι ролики і додаткові розправитилі утворюють гнучку кільцеву конструкцію, що паралельна кільцевої жорсткої місткості, причому пристосування натягнення виробу по довжині, розміщено по периметру в нижній частині корпусу між контейнером з виробом і додатковими поворотними роликами, причому тягове пристосування встановлено вище за корпус пристрою. Крім того, додаткові розправитилі, виконані з можливістю їх обгинання і пружної взаємодії з внутрішньою поверхнею полотна і змочування робочим агентом її внутрішньої і зовнішньої поверхонь. 9 Так само в місткості робочого агента паралельно додатковим розправитилям з боку поворотних роликів встановлені відхилюючи ролики з можливістю взаємодії з внутрішньою поверхнею полотна. Крім того, щоб шкребки на зовнішній і внутрішній поверхнях полотна були встановлені з можливістю перекриття один одного. Так само доцільно щоб поворотні ролики, що встановлені у верхній частині рами, були виконані з можливістю пружної взаємодії із зовнішньою поверхнею виробу. Є доцільним, щоб розправитилі і ущільнюючі ролики, були встановлені з можливістю пружної взаємодії один з одним через просочений виріб. Крім того, нижче ущільнюючих роликів і розправитилів встановлені додаткові ущільнюючі ролики з можливістю перекриття стиків між ущільнюючими роликами і взаємодіючі між собою через просочене полотно, при цьому одна частина додаткових ущільнюючих роликів була закріплена на рамі або зовнішній частині сушильної камери, а інша - на внутрішній частині камери. А додаткові ущільнюючі ролики встановлені з можливістю пружної взаємодії між собою через просочене полотно. Крім того, корпус пристрою був виконаний у вигляді труби, при цьому нижній кінець корпусу сполучений з витяжною системою вентиляції. Виконання кільцевої місткості цільної і закріпленої на рамі нижче за сушильну камеру дозволило, в порівнянні з прототипом, з одного боку спростити конструкцію самої кільцевої місткості, оскільки була усунена необхідність виготовлення місткості із зовнішньої і внутрішньої частин. З другого боку повністю виключити необхідність вживання пристроїв регулювання зовнішнього і внутрішнього периметра місткості для компенсації зміни периметра виробу трубчастої форми. З третьою - істотно понизити вплив тепла, що виділяється сушильною камерою, на зміну в'язкості робочого агента, що сприяє підвищенню адгезії робочого агента з виробом. Встановлення додаткових розправитилів в місткості, а також додаткових поворотних роликів уздовж внутрішнього периметра і вище цієї місткості дозволяє, в порівнянні з прототипом, істотним чином спростити процес підготовки пристрою, що заявляється, до роботи, оскільки була усунена необхідність виконання трудомісткої роботи по протяганню гнучкого виробу трубчастої форми через кільцеву щілину і визначенню ширини і довжини периметра кільцевої щілини, а також був виключений витік робочого агента через неї. Введення в конструкцію скребків робочого агента було передбачено для видалення надлишків робочого агента із зовнішньої і внутрішньої поверхонь виробу, що дозволило, по-перше: зменшити витрату робочого агента в процесі просочення виробу; по-друге: підвищити якість поверхні просоченого виробу перед сушкою, оскільки шкрябання одночасно з видаленням надлишків робочого агента сприяє заповненню порожнини, які є в структурі, наприклад, тканого полотна, що обумовлене виникненням імпульсу сил, що 87067 10 виникає при зіткненні об скребок робочого агента, що переміщається з полотном, і направленого убік протилежну його руху; по-третє: управляти процесом просочення за рахунок зміни сил взаємодії скребків з поверхнями виробу, що переміщаються. Ущільнюючі ролики в пристрої, що заявляється, необхідні для підвищення якості виробу, що виготовляється. Це досягається тим, що перед подачею в сушильну камеру полотна шкрябання формують на зовнішній і внутрішній його поверхнях розрахункову товщину робочого агента (визначається експериментально). Після сушильної камери гарячий робочий агент під впливом ущільнюючих роликів деформується і придбаває текучість, що дозволяє йому заповнювати поглиблення, присутні в структурі тканого полотна. В результаті цього підвищується адгезія робочого агента з виробом і, тим самим густина виробу, що просочується. Розміщення в щілині сушильної камери загальних вертикальних дотичних до утворюючих розправитилів і додаткових розправитилів, встановлених напроти щілини вище і нижче за внутрішню частину цієї камери, якою виступає внутрішня поверхня просоченого полотна трубчастої форми, дозволило за рахунок використовування сили ваги виробу для створення натягнення по його довжині істотно спростити конструкцію натягача і тим самим підвищити надійність роботи пристрою, що заявляється. Додаткові поворотні ролики спільно з натягачем дозволяють компенсувати вплив зміни маси виробу в результаті збільшення або зменшення його периметра або товщини нанесеного робочого агента, що сприяє підвищенню надійності роботи пристрою, що заявляється. Пропонована конструкція відрізняється від відомої розміщенням гнучкого виробу трубчастої форми в контейнері, а саме нижче за сушильну камеру, що забезпечує можливість нарощувати довжину виробу, що виготовляється, безперервно без зупинки процесу просочення робочим агентом виробу трубчастої форми. Виконання додаткових розправитилів обтічної форми і забезпечених, наприклад, пружинами, забезпечує можливість їх пружної взаємодії з внутрішньою поверхнею полотна, а подача робочого агента в простір, утворений внутрішньою поверхнею полотна в результаті обгинання додаткового розправитиля, підвищує його змочування, тобто підвищує якість виробу, що просочується. Розміщення в місткості робочого агента відхилюючих роликів паралельно додатковим розправитилям дозволяє поліпшити умови нанесення робочого агента на внутрішню і зовнішню поверхні полотна за рахунок збільшення часу контакту, що так само покращує якість просочення виробу. Встановлення скребків робочого агента підпружиненими дозволяє істотно поліпшити взаємодію із зовнішньою і внутрішньою поверхнями полотна і тим самим підвищити їх якість обробки. Розташування скребків на поверхнях полотна з можливістю перекриття кінців один одного по довжині дозволяє виключити утворення подовжніх 11 потьоків робочого агента і, отже, підвищити якість поверхні перед виконанням процесу сушки. Виконання поворотних роликів, закріплених у верхній частині рами, підпружиненими дозволяє поліпшити пружну взаємодію із зовнішньою поверхнею гнучкого виробу, оскільки забезпечує можливість компенсації зміни периметра, наприклад, полотна в процесі його виготовлення на ткацькому верстаті. Виготовлення розправитилів і ущільнюючих роликів, наприклад, підпружиненими, забезпечує можливість їх пружної взаємодії на просочений виріб після сушки, що дозволяє підвищити густину виробу, що виготовляється, і тим самим поліпшити його якість. Встановлення додаткових ущільнюючих роликів нижче розправитилів і ущільнюючих роликів дозволило істотно поліпшити якість виробу, що виготовляється, оскільки з'явилася можливість підвищення густини просоченого гнучкого виробу в просторі між ущільнюючими роликами. Виконання додаткових роликів підпружиненими дозволило істотно поліпшити взаємодію між собою через просочене полотно, оскільки з'явилася можливість компенсації зміни периметра виробу в процесі його виготовлення, наприклад, на ткацькому верстаті. Розташування жорстких опор в нижній частині пристрою дозволило істотно спростити технологію виготовлення гнучких труб, оскільки з'явилася можливість практично безперервного нарощування довжини трубчастого полотна за рахунок почергового їх демонтажу і монтажу. Підключення до витяжної вентиляції корпусу пристрою забезпечило підвищення безпеки робіт по виготовленню гнучких труб так представилася можливість усунення накопичення шкідливих газів в закритому просторі між пристроєм і тяговим пристосуванням. Пристрій для просочення гнучкого виробу трубчастої форми, що заявляється, ілюструється за допомогою креслень. На Фіг.1 - зображений загальний вид пристрою. На Фіг.2 - зображено виконання перетину А-А по Фіг.1. На Фіг.3 - перетин Б-Б по Фіг.1. На Фіг.4 і 5- зображені варіанти виконання перетину В-В по Фіг.1. На Фіг.6 і 7- варіанти виконання перетину Г-Г по Фіг.1. На Фіг.8 - перетин Е-Е по Фіг.1. На Фіг.9 - перетин 3-3 по Фіг.1. На Фіг.10 - зображено розташування додаткових розправитилів і відхиляючих роликів в кільцевій місткості з робочим агентом. На Фіг.11 - зображено розташування ущільнюючих роликів і додаткових ущільнюючих роликів вище за сушильну камеру. На Фіг.12 - перетин Ж-Ж по Фіг.11. На Фіг.13 - зображений контейнер і деталі з яких він складається. Пристрій для просочення гнучкого виробу трубчастої форми містить корпус 1, наприклад, виконаний у вигляді труби, встановлений вертикально. 87067 12 Нижня частина корпусу 1 забезпечена опорами (наприклад, трьома) 2, 3 і 4, нижня частина яких була закладена в підставу (не показано). При цьому опори 2, 3 і 4 були виконані з можливістю почергового демонтажу і монтажу і взаємодії з корпусом 1, наприклад, за допомогою спеціальних швидкороз’ємних замків 5, 6 і 7(конструкція замків не показана). Нижче за верхній кінець корпусу 1 на останньому жорстко була закріплена внутрішня частина 8 сушильної камери 9, а зовнішня частина 10 цієї камери 9 жорстко зафіксована на рамі 11 з утворенням кільцевої щілини 12. Нижче за камеру 9 уздовж щілини 12 розташована кільцева місткість 13, жорстко закріплена на рамі 11 і охоплює нижню частину корпусу 1. На верхній поверхні внутрішньої частини 8 камери 9 на проти кільцевої щілини 12 по її периметру рівномірно встановлені розправитилі 14, виконані на приклад у вигляді роликів обертання. Між розправитилями 14 і верхньою частиною корпусу 1 паралельно розправитилям 14 встановлені поворотні ролики 15, які закріплені жорстко на рамі 11. В місткості 13 на проти щілини 12 по периметру останньої розміщені додаткові розправитилі 16, наприклад: виконані у вигляді роликів обертання або елементів циліндрової форми, наприклад, труб, виконаних з можливістю пружної взаємодії з полотном 17 трубчастої форми. Додаткові розправитилі 16 зафіксовані на зовнішній поверхні нижньої частини корпусу 1 або внизу на зовнішній поверхні внутрішньої частини 8 камери 9. При цьому розправитилі 14 і додаткові розправитилі 16 встановлені щодо один одного і кільцевої щілини 12 так, що загальні вертикальні дотичні цих розправитилів (14 і 16), якими є в даному випадку внутрішня поверхня полотна 17, проходили через щілину 12. Уздовж внутрішнього периметра місткості 13 на останній між нею і внутрішньою частиною 8 камери були зафіксовані поворотні ролики 18. На рамі 11 або місткості 13 і зовнішньому периметру нижньої частини корпусу 1 з обхватом останній жорстко зафіксован натягач 19. Натягач 19 був виконаний, наприклад, у вигляді роликів обертання, які взаємодіють з гальмівними роликами (не показані), що мають механічний зв'язок з електроприводом. Вище за місткість 13 і нижче за сушильну камеру 9 паралельно кільцевій щілині 12 встановлені шкребки 20 і 21 (наприклад, виконані у вигляді ножів) з можливістю пружної взаємодії з полотном 17. При цьому шкребки 20 взаємодіють із зовнішньою поверхнею полотна 17 і закріплені на рамі 11 або місткості 13, а шкребки 21 взаємодіють з внутрішньою поверхнею полотна 17 і зафіксовані на зовнішній поверхні нижньої частини корпусу 1 або внизу на зовнішній поверхні внутрішньої частини 8 камери 9. Нижче за натягач 19 і вище за замок 7 опори 4 з можливістю обхвату корпусу 1 і сполучної арматури 22 був зафіксований контейнер 23. Контейнер 23 був виконаний у вигляді кільцевої місткості, в якій розміщується гофрами полотно 17 трубчастої форми, і забезпечений по осі крізним отвором, виконаним з можливістю обхвату корпусу 1. Контейнер 23 зроблений розбірним з можливістю зняття з корпусу (наприклад, контейнер 23 в збірці представляє собою коаксіально встановлені відносно один одного 13 труби однакової висоти і різного діаметра, сполучені між собою кільцевим дном). При цьому контейнер (наприклад, складається з 2-х однакових деталей 24а, 246, забезпечених клямками 24в (конструкція не показана)), розділяється на окремі по найбільшому діаметру труб. По мимо цього пристрій забезпечений додатковою сполучною арматурою 25. Сполучна арматура 22 і додаткова сполучна арматура 25 виконані з можливістю швидкого почергового монтажу і демонтажу (наприклад, забезпечена спеціальними кранами і швидко знімними хомутами). Місткість 13 була призначена для робочого агента 26, який наноситься на зовнішню і внутрішню поверхні полотна 17. При цьому для нанесення агента 26 на внутрішню поверхню полотна 17 в місткості 13 утворюють гнучку кільцеву конструкцію 27, що складається з роликів 18, 30, 16, яку заповнюють агентом 26. В кільцеву місткість 13 і гнучку кільцеву конструкцію 27 агент 26 подають по спеціальним трубам (не показані). Вище за корпус 1 встановлені тягове пристосування 28, виконане, наприклад у вигляді ролика обертання і привідних роликів, сполучених з двигуном (не показані). Пристосування 28 забезпечує транспортування полотна 17 і виробу, яким є гнучка труба 28. Розправитилі 14, 16 і поворотні ролики 15 виконані підпружиненими, що забезпечує можливість пружної взаємодії з полотном 17 і гнучкою трубою 29. Шкребки 20 і 21 виконані підпружиненими для забезпечення пружної взаємодії із зовнішньою і внутрішньою поверхнями полотна 17. Швидко знімна арматура 22 пов'язана з витяжною вентиляційною системою (не показана). В місткості 13 паралельно додатковим розправитилям 16 встановлені відхилюючи ролики 30, які взаємодіють з внутрішньою поверхнею полотна 17 і збільшують час її змочування робочим агентом 26. Для підвищення якості зовнішньої і внутрішньої поверхонь виробу, яким є гнучка труба 29, що виготовляється, вище розправитилів 14 встановлені ущільнюючи ролики 31, які закріплені на верхній частині рами 11. При цьому на зовнішній частині 10 сушильної камери 9 встановлені додаткові ущільнюючі ролики 32, що закріплені на рамі 11 або зовнішньої частини 10 сушильної камери 9. При цьому між розправитилями 14 і внутрішньою частиною 8 сушильної камери 9 встановлені додаткові ущільнюючі ролики 33, які закріплені на внутрішній частині 8 сушильної камери 9. Ущільнюючі ролики 31 і розправитилі 14 підпружинини і через виріб 29 взаємодіють між собою. При цьому додаткові ущільнюючі ролики 32 і 33 підпружинини і взаємодіють один з одним через гнучку трубу 29 і перекривають стики між ущільнюючими роликами 31 і розправитилями 14. Пристрій готують до роботи таким чином. Демонтують арматуру 22 і замок 5 опори 2. В результаті з'являється можливість встановити контейнер 23, споряджений полотном 17, нижче корпуси 1. Потім з обхватом корпусу 1 переміщають контейнер 23 у верх і монтують замок 5. Після цього демонтують замок 6 опори 3 і контейнер 23 переміщають у верх. Після цього монтують замок 6 опори 3. Потім демонтують замок 7 опори 4, переміщають контейнер 23 вище за замок 7 і фіксують 87067 14 його положення (фіксатор не показаний) і одночасно монтують замок 7 опори 4. Аналогічно встановлюють контейнери 23 між замками 6 і 7, 5 і 6, а також на підставі установки нижче за замок 5.Одновременно з виконанням роботи по переміщенню контейнерів 23 на рамі 11 у тягового пристосування 28 розкладають герметичне допоміжне полотно трубчастої форми по периметру установки. Після цього починають зверху установки заводити герметичне допоміжне полотно. Довжина цього полотна на 3-5м більше протяжності маршруту, який повинне пройти полотно 17 від натягача 19 до тягового пристрою 28. Верхній кінець допоміжного полотна закріплюють в тяговому пристрої 28. Нижнім кінцем цього полотна по периметру установки огинають одночасно поворотні ролики 15, а потім розправитилі 14. В процесі закладу допоміжного полотна в конструкції пристрої передбачено, що ущільнюючі ролики 31 і додаткові ущільнюючі ролики 32 встановлюються в нейтральне положення (не показано), що сприяє виконанню цієї задачі. Після цього допоміжне полотно направляють в кільцеву щілину 12, де воно під дією сили ваги рівномірне опускається мимо скребків 20 і 21, які заздалегідь були відведені в сторони. В результаті цієї операції допоміжне полотно огинає додаткові розправитилі 16, відхилюючи ролики 30 і поворотні ролики 18, після яких воно протягується через натягач 19. Після цього до допоміжного полотна приєднують верхній кінець полотна 17, розташованого в контейнері 23. Після цього включають тяговий пристрій 28 і полотно 17 протягують через натягач 19, огинають поворотні ролики 18, відхилюючи ролики 30 і додаткові розправитилі 16 і зупиняють його на 5-10см вище за шкребки 20 і 21, які потім встановлюють в робочому положенні. Після цього в місткість 13 і гнучку кільцеву конструкцію 27 заливають робочий агент 26. Потім включають сушильну камеру 9 і вентиляційну витяжну систему 34 і нагрівають атмосферу в кільцевій щілині 12 до необхідної температури. Пристрій для просочення гнучкого виробу трубчастої форми працює таким чином. Включають тяговий пристрій 28 і одночасно з ним натягач 19 і полотно 17 переміщають від низу до верху. При цьому розправитилі 14 і 16 забезпечують необхідне натягнення допоміжного полотна по довжині і периметру і таким чином забезпечують умови для виготовлення виробу у вигляді гнучкої труби 29, відповідного вимогам, що пред'являються до гнучких шахтних вентиляційних труб. В процесі переміщення полотна 17 через робочий агент 26, що знаходиться в місткості 13 і кільцевої конструкції 27, зовнішня і внутрішня поверхні його змочуються, а саме полотно 17 одночасно з цим просочується робочим агентом 26. Після цього полотно 17 переміщають у напрямі щілини 12 сушильної камери 9. Одночасно з цим полотно 17 пружно взаємодіє з шкрябаннями 20 і 21, які прибирають надлишки робочого агента 26 із зовнішньої і внутрішньої поверхонь. Завдяки чому забезпечується задана товщина штучного покриття, що наноситься. При переміщенні полотна 17 по щілині 12 сушильної камери 9 робочий агент 26 під впли 15 вом високої температури полімеризується, в слідство чого, змінюються його фізико-механічні характеристики і полотно трубчастої форми перетворюється на гнучку трубу 29. Гнучка труба 29 за допомогою тягового пристрою 28 подається на пристосування що намотує (не показано). В процесі полімеризації робочого агента виділяються шкідливі речовини, які витяжною вентиляційною системою 34 віддаляються з щілини 12 сушильної камери 9 верхньої частини установки. По закінченню проміжку часу в контейнері 23 залишається деяка кількість полотна 17. Виникає необхідність в нарощуванні довжини полотна 17. Для цього контейнер 23 розбирають на дві половини і знімають з корпусу 1, а замок 7 демонтують. В результаті цього з'являється можливість з'єднання (приклад, зшивають кінці полотен між собою) вільного нижнього кінця, що знаходиться в роботі полотна 17 з верхнім кінцем полотна 17 з наступного контейнера 23, який був розташований між замками 6 і 7. Після цього новий контейнер встановлюють вище за опору 4, а замок 7 монтують на корпусі 1. Це дозволяє по черзі демонтувати і монтувати замки 6 і 5 і переміщати наступні контейнера 23 в простір між замками 6 і 7, а також 5 і 6 і тим самим забезпечувати безперервне нарощування кінцевого виробу, яким є труба 29. Після того, як останній контейнер 23 був встановлений і зафіксований вище за замок 7 додаткову сполучну арматуру 25 підключають до каналів (перегрітого пару для сушарки, вентиляції і робочого агента і т.д), а потім сполучну арматуру 22 від сполучають. Після виконання цієї технологічної операції процес просочення трубчастого полотна 17 не зупиняється, але при цьому з'являється можливість по черговий встановити контейнери 23 в простір між замками 5 і 6, а також нижче за замок 5. Після виконання цих операцій сполучну арматуру 23 підключають до каналів енергії, вказаних вище. Як наслідок, з’являється можливість переміщення встановлених контейнерів 23 у верх для чого необхідно відключити додаткову сполучну арматуру 25 від каналів енергії і ін.. Таким чином, з'являється можливість безперервного нарощування довжини кінцевого виробу 29. З опису роботи пристрої видно, що саме наявність сукупності істотних відмітних ознак даного технічного рішення дозволяє підвищити надійність тривалої безперервної роботи пристрою, оскільки в конструкції відсутні вузли чутливі до зміни периметра полотна трубчастої форми і товщини сполучних стиків кінця цього полотна з герметичним допоміжним полотном. Одночасно з цим вдалося істотно підвищити якість виробу, що виготовляється, оскільки просочене полотно додатково обробляється ущільнюючими роликами 31 і додатковими ущільнюючими роликами 32 і 33, які ліквідовують наявні пустки в структурі виробу і густину гнучкої труби 29 значно підвищується. Для забезпечення безперервного натягнення по периметру полотна 17 трубчастої форми нижні розправитилі 16 були виконані з можливістю їх обгинання і пружної взаємодії з внутрішньою поверхнею полотна, що забезпечується, наприклад, 87067 16 шляхом виконання розправитилів 16 підпружиненими, і змочування робочим агентом її внутрішньої і зовнішньої поверхні. Для підвищення ефективності просочення полотна 17 робочим агентом 26, в процесі зміни його периметру від меншого значення на нижньому поворотному ролику 18 до максимальної величини на нижньому додатковому розправитилі 16, в місткості 13 паралельно нижнім розправитилям 16 з боку нижніх поворотних роликів 18 були виконані відхилюючи ролики 30, взаємодіючі з внутрішньою поверхнею полотна 17. Для згладжування на поверхнях полотна 17 штучних шарів покриття шкребками 20 і 21 на зовнішній і внутрішній поверхні встановлені з можливістю перекриття один одного по довжині. Для забезпечення постійного натягнення полотна 17 і гнучкої труби 29 верхні відхилюючи ролики 15 були виконані, наприклад, підпружиненими, що забезпечує можливість пружної взаємодії із зовнішньою поверхнею труби 29. Для додаткового підвищення якості структури виробу, яким є гнучка труба 29, що виготовляється, розправитилі 14 встановлені, наприклад, підпружиненими, що забезпечує можливість одночасної пружної взаємодії з внутрішньою поверхнею труби 29 і ущільнюючими роликами 31, які теж встановлені, наприклад, підпружиненими на рамі 11 вище за сушильну камеру 9, що створює можливість пружної взаємодії із зовнішньою поверхнею труби 29. Для додаткового підвищення якості зовнішньої і внутрішньої поверхонь виробу, яким є гнучка труба 29, що виготовляється, між ущільнюючими роликами 31 і зовнішньою частиною 10 сушильної камери 9 нижче за ролики 31 встановлені додаткові ущільнюючі ролики 32, які закріплені на рамі 11 або зовнішньої частини 10 сушильної камери 9 і взаємодіючі із зовнішньою поверхня гнучкої труби 29. На внутрішній частині 8 сушильної камери 9 напроти щілини 12 між розправитилями 14 і внутрішньою частиною 8 камери 9 встановлені додаткові ущільнюючі ролики 33, які пружно взаємодіють з роликами 32 через гнучку трубу 29. При цьому додаткові ущільнюючі ролики 32 і 33, встановлені з різних сторін гнучкої труби 29 взаємодіють один з одним і перекривають стики між ущільнюючими роликами 31 і розправитилями 14. Для компенсації зміни периметра гнучкої труби 29, яке є слідством виготовлення полотна 17 на ткацькому верстаті, додаткові ущільнюючі ролики 32, наприклад, виконані підпружиненими. Це дозволяє забезпечити можливість пружної постійної взаємодії додаткових ущільнюючих роликів 32 і 33 між собою через гнучку трубу 29, що підвищить якість зовнішньої і внутрішньої її поверхонь. Для підвищення безпеки при експлуатації установки корпус 1 був виконаний порожнистим і нижньою частиною сполучений з системою 34 витяжної вентиляції. З сказаного можна укласти, що пристрій в порівнянні з відомим, що заявляється, має більш просту і надійну конструкцію і дозволяє істотно підвищити якість виробу, що виготовляється. 17 87067 18 19 87067 20 21 Комп’ютерна верстка Т. Чепелева 87067 Підписне 22 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for impregnation of flexible article of tubular form
Автори англійськоюSukhorukov Viktor Petrovych, Alieksieiev Anatolii Dmytrovych, Sukhorukov Dmytro Viktorovych, Karmalintsev Kostiantyn Anatoliovych
Назва патенту російськоюУстройство для пропитки гибкого изделия трубчатой формы
Автори російськоюСухоруков Виктор Петрович, Алексеев Анатолий Дмитриевич, Сухоруков Дмитрий Викторович, Кармалинцев Константин Анатольевич
МПК / Мітки
Мітки: трубчастої, форми, гнучкого, пристрій, просочення, виробу
Код посилання
<a href="https://ua.patents.su/11-87067-pristrijj-dlya-prosochennya-gnuchkogo-virobu-trubchasto-formi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для просочення гнучкого виробу трубчастої форми</a>
Спосіб та пристрій для з’єднання пругів готового трикотажного виробу трубчастої форми
Номер патенту: 26525
Опубліковано: 11.10.1999
Автори: Фрулліні Альберто, Фрулліні Паоло
МПК: D04B 7/00, D06H 7/00, D04B 9/00
Мітки: спосіб, пристрій, готового, трикотажного, пругів, трубчастої, з'єднання, виробу, форми
Формула / Реферат:
1. Способ для соединения краев готового трикотажного изделия трубчатой формы на одноцилиндровой кругловязальной машине, в соответствии с которым изделие от начала до конца изготавливают на одноцилиндровой кругловязальной машине, причем вязку начинают от эластичной каймы, а заканчивают у носка, который остается открытым, отличающийся тем, что операции при изготовлении изделия выполняют в следующем порядке: поднимают заданное количество игл...
Стрічка бинтувальна для опресування заготовки для гумового виробу трубчастої форми при його виготовленні
Номер патенту: 21182
Опубліковано: 15.03.2007
Автори: Шипер Валерій Михайлович, Чєрніков Віктор Васільєвіч
МПК: B29D 29/00
Мітки: виробу, бинтувальна, стрічка, опресування, трубчастої, виготовленні, заготовки, форми, гумового
Формула / Реферат:
Бинтувальна стрічка для опресування заготовки для гумового виробу трубчастої форми при його виготовленні, котра містить нитки основи, розташовані у стрічці в її поздовжньому напрямку, та нитки уточні, що сплетені з нитками основи у поперечному напрямку стрічки, яка відрізняється тим, що нитки основи виготовлені із штучних волокон, що вибрані із групи, котра включає поліетилентерефталатні волокна та полігексаметиленадипінамідні волокна, та...
Спосіб виготовлення гнучких вентиляційних труб з полотна трубчастої форми і пристрій для його здійснення
Номер патенту: 47024
Опубліковано: 17.06.2002
Автори: Сухоруков Віктор Петрович, Кармалінцев Костянтин Анатолійович, Сухоруков Дмитро Вікторович
Мітки: гнучких, здійснення, трубчастої, труб, пристрій, вентиляційних, спосіб, форми, полотна, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гнучких вентиляційних труб з полотна трубчастої форми, що включає розміщення розправляча усередині трубчастого полотна, натяг по периметру частини трубчастого полотна розправлячем, переміщення трубчастого полотна зверху вниз і його занурення в робочий агент з одночасним просоченням зовнішньої поверхні і витяг трубчастого полотна з робочого агента через донну частину ємності і одночасне видалення ножем надлишків...
Пристрій для контролю форми виробу
Номер патенту: 55793
Опубліковано: 16.05.2005
Автори: Кравченко Вілен Йосипович, Соколов Володимир Олександрович
МПК: G01B 11/30, G01B 11/00, G01B 11/24, G01B 21/00
Мітки: пристрій, контролю, виробу, форми
Формула / Реферат:
1. Пусковий пристрій дихального апарата з хімічно зв'язаним киснем, що має кисневмісний брикет, ініціювальну ампулу, що включає еластичну півсферу із фланцем, конічний ніж із ситалу, який закріплений усередині півсфери, ініціювальну рідину й еластичну мембрану, яка герметично прикріплена до фланця півсфери фіксатором у вигляді відбортованої кришки з відігнутими вусиками і центральним отвором, а також руйнівний механізм у вигляді корпуса,...
Пристрій для нанесення рідких дефектоскопічних матеріалів при капілярній дефектоскопії на поверхню контрольованого виробу
Номер патенту: 48406
Опубліковано: 15.08.2002
Автори: Овсянкін Анатолій Михайлович, Франчук Григорій Михайлович, Дереча Валерій Якович, Попов Андрій Валерійович
МПК: B05C 7/00
Мітки: контрольованого, виробу, пристрій, нанесення, дефектоскопії, капілярній, рідких, дефектоскопічних, поверхню, матеріалів
Формула / Реферат:
Пристрій для нанесення рідких дефектоскопічних матеріалів при капілярній дефектоскопії на поверхню контрольованого виробу, що містить корпус із порожниною, повзун, підпружинений пружиною, кронштейни, шарнірно закріплені на повзуні, і ролики, встановлені на кронштейнах, який відрізняється тим, що встановлені розпилюючі форсунки розміщені в передній частині корпусу по його осі.
Попередній патент: Спосіб одержання комплексу полісахаридів з мембраностабілізуючою та імуномоделюючою дією
Наступний патент: Спосіб визначення щонайменше одного параметра стану дугової електропечі, спосіб керування нею і дугова електропіч
Випадковий патент: Спосіб вирощування багаторічних трав при літніх строках сівби на зрошенні в умовах південного степу