Спосіб виготовлення гостроверхої упаковки для розливних харчових продуктів, листовий пакувальний матеріал та гостроверха упаковка, виготовлена за цим способом
Формула / Реферат
1. Спосіб виготовлення гостроверхої упаковки (1, 1') для розливних харчових продуктів, яка одержується складанням та зварюванням листового пакувального матеріалу (2), який має багатошарову структуру з принаймні шаром кисненепроникного матеріалу, причому згадана упаковка (1, 1') має гостроверху частину (4), що має передню та задню похилу верхню стінку (10, 11), з'єднані між собою зверху поперечним швом (12), та пару верхніх бічних стінок (18, 19), які з'єднують відповідні бічні краї (15, 16) згаданих передньої та задньої верхніх похилих стінок (10, 11) і одержані складанням відповідних ділянок (46, 47) листового пакувального матеріалу (2) вздовж наперед визначених ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66), які обмежують ряд ділянок (А, В, С, D, E, F, G);
причому у згаданому способі визначають положення та довжини згаданих ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) шляхом виконання на частині згаданого листового пакувального матеріалу (2), передбаченій для формування гостроверхої частини (4) упаковки (1, 1'):
- першої поперечної лінії згину (31), яка обмежує згаданий верхній поперечний шов (12);
- другої поперечної лінії згину (33), яка формує горизонтальні кути згаданої гостроверхої частини (4) і розміщена на певній відстані від згаданої поперечної лінії згину (31);
- ряду поздовжніх ліній згину (42, 43, 44, 45), які обмежують разом із згаданими першою та другою поперечними лініями згину (31, 33) пару перших ділянок (46, 47), які утворюють згадані верхні бічні стінки (18, 19), та пару других ділянок (48, 49), які утворюють згадані передню та задню верхні похилі стінки (10, 11), і
- ряду внутрішніх ліній згину (50, 51, 54, 55, 56, 65; 52, 53, 57, 58, 59, 66), які знаходяться на кожній згаданій першій ділянці (46, 47),
який відрізняється тим, що у ньому:
- визначають положення і довжини згаданих внутрішніх ліній згину (50, 51, 54, 55, 56, 65; 52, 53, 57, 58, 59, 66), які розташовані на кожній згаданій першій ділянці (46, 47) з використанням геометричних співвідношень, одержаних беручи до уваги те, що одержувані ділянки (А, В, С, D, E, F, G) повинні повертатися як тверді тіла під час формування згаданих бічних стінок (18, 19) навколо їх відповідних внутрішніх ліній згину (50, 51, 54, 55, 56, 65; 52, 53, 57, 58, 59, 66), розташованих на кожній згаданій першій ділянці (46, 47).
2. Спосіб за п. 1, який відрізняється тим, що етап визначення положення і довжин згаданих ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) виконується на етапі вибору бажаної величини принаймні верхнього кута (α), сформованого вздовж кожної верхньої стінки (18, 19) між її протилежними краями, які сходяться до згаданого верхнього поперечного шва (12), та значення довжини (І) однієї із згаданих передньої та задньої верхніх похилих стінок (10, 11) вздовж напряму, орієнтованого упоперек до згаданого верхнього поперечного шва (12);
- причому згадана друга поперечна лінія згину (33) розташована на відстані від згаданої першої поперечної лінії згину (31), яка дорівнює згаданій вибраній відстані (І);
причому згадані поздовжні лінії згину (42, 43, 44, 45) формують з відповідними частинами згаданої другої поперечної лінії згину (33) зовні згаданих перших ділянок (46, 47) відповідні кути, які дорівнюють згаданому вибраному верхньому куту (α);
причому згадані внутрішні лінії згину включають для кожної згаданої першої ділянки (46; 47) пару перших похилих ліній згину (50, 51; 52, 53), які об'єднуються на згаданій першій поперечній лінії згину (31) та утворюють рівнобедрений трикутник із згаданою другою поперечною лінією згину (33);
при цьому згаданий етап виконання згаданих внутрішніх ліній згину на кожній першій ділянці (46; 47) включає етап обрахунку кута (β), утвореного кожною першою похилою лінією згину (50, 51; 52, 53) з частиною згаданої другої поперечної лінії згину (33), яка визначає сторону згаданого рівнобедреного трикутника, за допомогою формули:
![]() ,
,
у якій ![]() позначає ширину упаковки, що виготовляється;
позначає ширину упаковки, що виготовляється;
причому згадані внутрішні лінії згину включають для кожної згаданої першої ділянки (46; 47) три другі похилі лінії згину (54, 55, 56; 57, 58, 59), які проходять від проміжної точки (60; 61), розташованої в згаданому рівнобедреному трикутнику, до його відповідної вершини, причому згаданий етап виконання згаданих внутрішніх ліній згину включає етап обрахунку кута (![]() ), утвореного згаданими другими похилими лініями згину (54, 55, 56; 57, 58, 59) з відповідними згаданими першими похилими лініями згину (50, 51; 52, 53) за допомогою формули:
), утвореного згаданими другими похилими лініями згину (54, 55, 56; 57, 58, 59) з відповідними згаданими першими похилими лініями згину (50, 51; 52, 53) за допомогою формули:
![]() ,
,
у якій θ позначає кут, утворений між кожною поздовжньою лінією згину (42, 43, 44, 45) та сусідньою першою похилою лінією згину (50, 51, 52, 53), у той час як θ1 позначає кут, утворений кожною поздовжньою лінією згину (42, 43, 44, 45) з частиною згаданої другої поперечної лінії згину (33), яка визначає сторону згаданого рівнобедреного трикутника після завершення складання гостроверхої частини (4).
3. Спосіб за п. 2, який відрізняється тим, що згадані внутрішні лінії згину включають для кожної згаданої першої ділянки (46; 47) третю похилу лінію згину (65; 66), яка проходить від згаданої проміжної точки (60; 61) до згаданої першої поперечної лінії згину (31), перетинаючи одну (50; 52) із згаданих перших похилих ліній згину (50, 51; 52, 53), і поділена згаданою однією із згаданих перших похилих ліній згину (50; 52) на першу та другу частину (67, 68), які утворюють між собою кути, відмінні від 180°, і знаходяться зовні та відповідно всередині згаданого рівнобедреного трикутника, причому згаданий етап виконання згаданих внутрішніх лінії згину включає етап обрахунку кута (![]() ), утвореного згаданою першою частиною (67) згаданої третьої похилої лінії згину (65; 66) з частиною згаданої першої поперечної лінії згину (31), розташованої всередині кожної згаданої першої ділянки (46; 47), за допомогою формули:
), утвореного згаданою першою частиною (67) згаданої третьої похилої лінії згину (65; 66) з частиною згаданої першої поперечної лінії згину (31), розташованої всередині кожної згаданої першої ділянки (46; 47), за допомогою формули:
 ,
,
у якій ![]() позначає довжину поздовжніх ліній згину (42, 43, 44, 45).
позначає довжину поздовжніх ліній згину (42, 43, 44, 45).
4. Листовий пакувальний матеріал (2), пристосований для складання вздовж наперед визначених ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) та зварювання з одержанням гостроверхої упаковки (1, 1') для розливних харчових продуктів, який відрізняється тим, що згадані лінії згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) виконані відповідно до способу за будь-яким із пп. 1-3.
5. Гостроверха упаковка (1, 1') для розливних харчових продуктів, виготовлена згідно із способом за будь-яким із пп. 1-3.
Текст
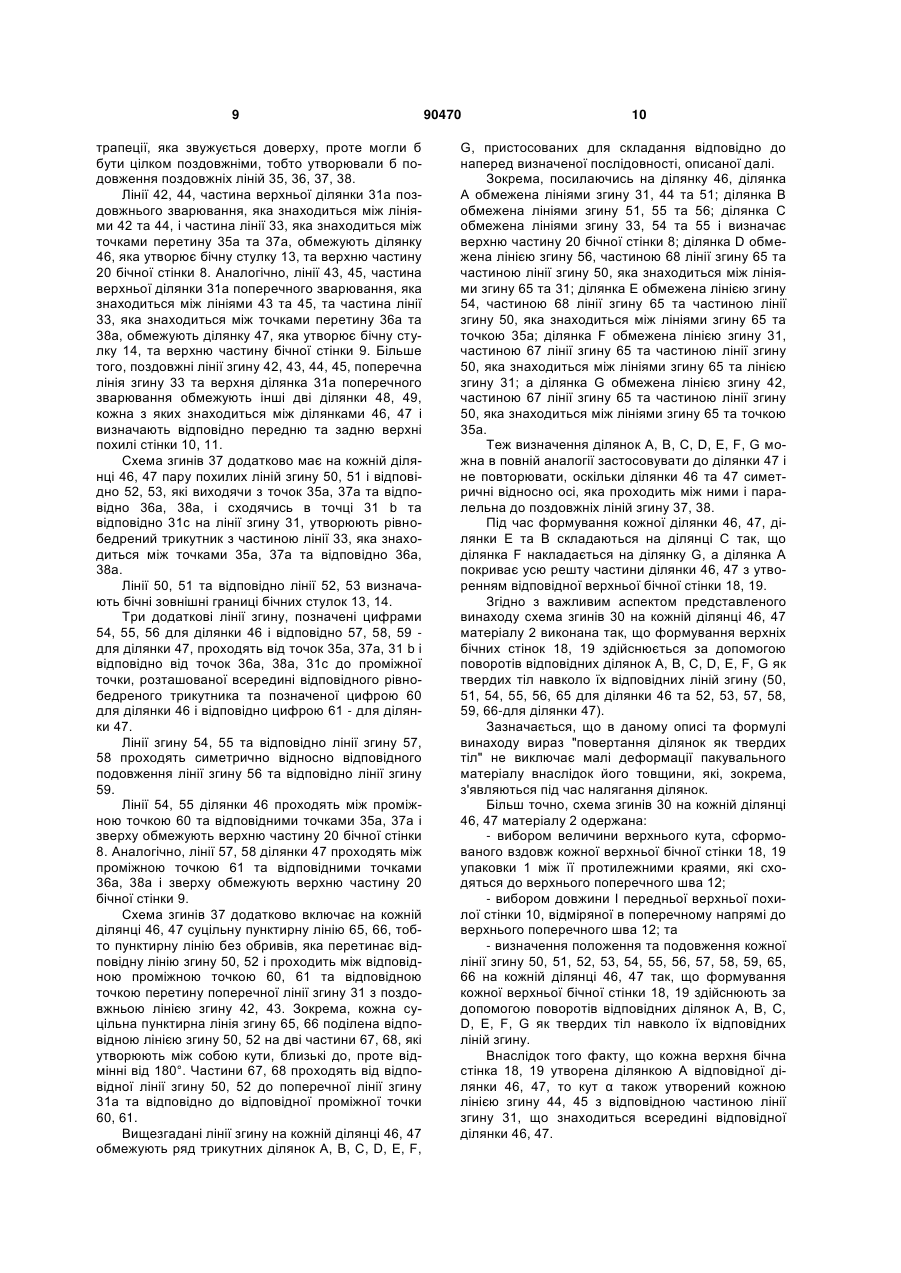
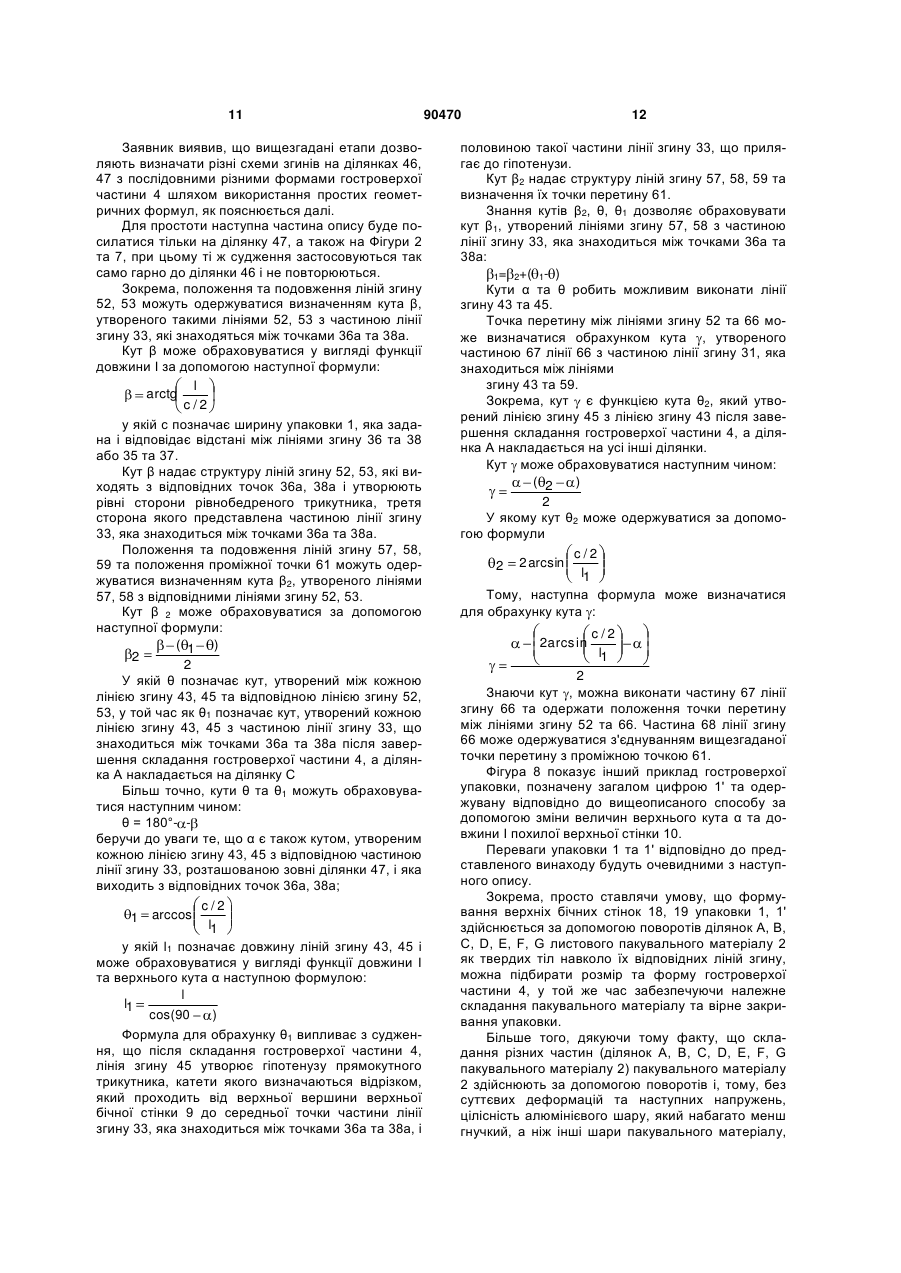
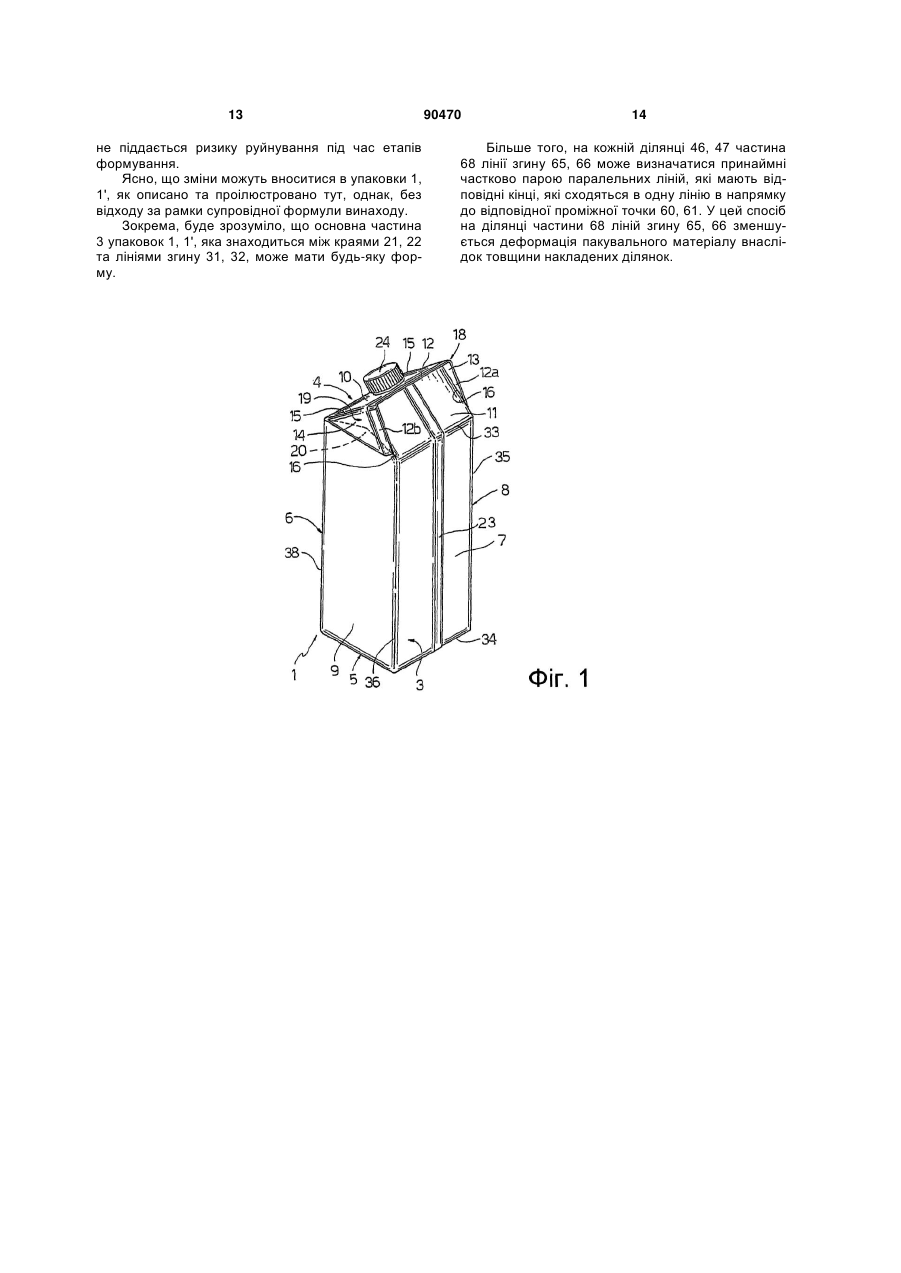
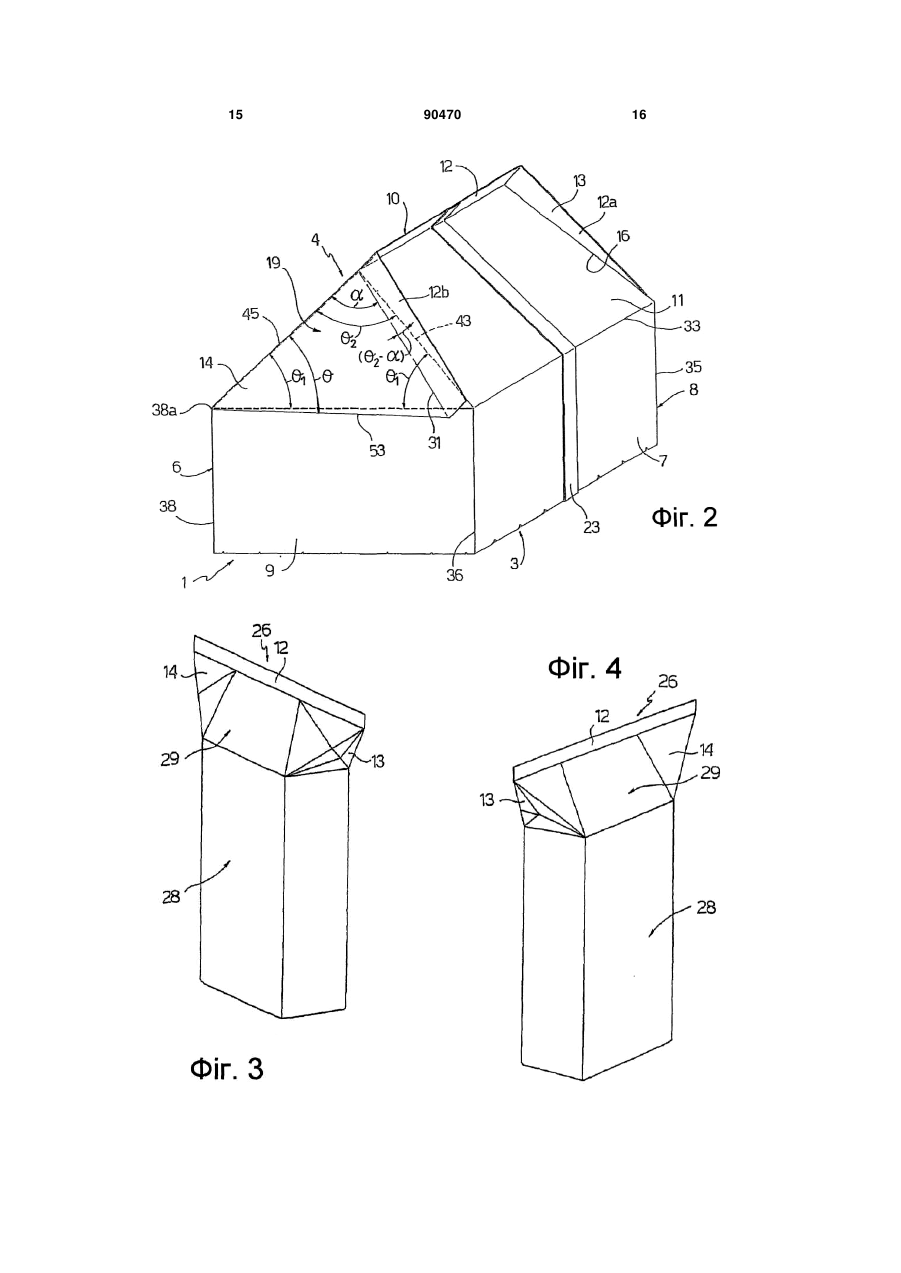
1. Спосіб виготовлення гостроверхої упаковки (1, 1') для розливних харчових продуктів, яка одержується складанням та зварюванням листового пакувального матеріалу (2), який має багатошарову структуру з принаймні шаром кисненепроникного матеріалу, причому згадана упаковка (1, 1') має гостроверху частину (4), що має передню та задню похилу верхню стінку (10, 11), з'єднані між собою зверху поперечним швом (12), та пару верхніх бічних стінок (18, 19), які з'єднують відповідні бічні краї (15, 16) згаданих передньої та задньої верхніх похилих стінок (10, 11) і одержані складанням відповідних ділянок (46, 47) листового пакувального матеріалу (2) вздовж наперед визначених ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66), які обмежують ряд ділянок (А, В, С, D, E, F, G); причому у згаданому способі визначають положення та довжини згаданих ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) шляхом виконання на частині згаданого листового пакувального матеріалу (2), передбаченій для формування гостроверхої частини (4) упаковки (1, 1'): - першої поперечної лінії згину (31), яка обмежує згаданий верхній поперечний шов (12); - другої поперечної лінії згину (33), яка формує горизонтальні кути згаданої гостроверхої частини 2 (19) 1 3 причому згадані внутрішні лінії згину включають для кожної згаданої першої ділянки (46; 47) пару перших похилих ліній згину (50, 51; 52, 53), які об'єднуються на згаданій першій поперечній лінії згину (31) та утворюють рівнобедрений трикутник із згаданою другою поперечною лінією згину (33); при цьому згаданий етап виконання згаданих внутрішніх ліній згину на кожній першій ділянці (46; 47) включає етап обрахунку кута (β), утвореного кожною першою похилою лінією згину (50, 51; 52, 53) з частиною згаданої другої поперечної лінії згину (33), яка визначає сторону згаданого рівнобедреного трикутника, за допомогою формули: l , arctg c/2 у якій c позначає ширину упаковки, що виготовляється; причому згадані внутрішні лінії згину включають для кожної згаданої першої ділянки (46; 47) три другі похилі лінії згину (54, 55, 56; 57, 58, 59), які проходять від проміжної точки (60; 61), розташованої в згаданому рівнобедреному трикутнику, до його відповідної вершини, причому згаданий етап виконання згаданих внутрішніх ліній згину включає етап обрахунку кута ( 2 ), утвореного згаданими другими похилими лініями згину (54, 55, 56; 57, 58, 59) з відповідними згаданими першими похилими лініями згину (50, 51; 52, 53) за допомогою формули: 1 , 2 у якій θ позначає кут, утворений між кожною поздовжньою лінією згину (42, 43, 44, 45) та сусідньою першою похилою лінією згину (50, 51, 52, 53), у той час як θ1 позначає кут, утворений кожною поздовжньою лінією згину (42, 43, 44, 45) з частиною згаданої другої поперечної лінії згину (33), яка визначає сторону згаданого рівнобедреного трикутника після завершення складання гостроверхої частини (4). 2 Галузь техніки Представлений винахід відноситься до гостроверхої упаковки для розливних харчових продуктів. Рівень техніки Як відомо, багато розливних харчових продуктів, таких як фруктовий сік, пастеризоване молоко (оброблене при ультрависокій температурі), вино, томатний соус, і т.д., продаються в упаковках, виготовлених із стерилізованого пакувального матеріалу. Пакувальний матеріал має багатошарову структуру, яка має шар волокнистого матеріалу, наприклад паперу, покритого з обох сторін шарами термозварюваного пластичного матеріалу, наприклад поліетиленом; у випадку асептичних упаковок для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал також має шар киснезахисного матеріалу, який є, наприклад, алюмінієвою плівкою, що накладений 90470 4 3. Спосіб за п. 2, який відрізняється тим, що згадані внутрішні лінії згину включають для кожної згаданої першої ділянки (46; 47) третю похилу лінію згину (65; 66), яка проходить від згаданої проміжної точки (60; 61) до згаданої першої поперечної лінії згину (31), перетинаючи одну (50; 52) із згаданих перших похилих ліній згину (50, 51; 52, 53), і поділена згаданою однією із згаданих перших похилих ліній згину (50; 52) на першу та другу частину (67, 68), які утворюють між собою кути, відмінні від 180°, і знаходяться зовні та відповідно всередині згаданого рівнобедреного трикутника, причому згаданий етап виконання згаданих внутрішніх лінії згину включає етап обрахунку кута ( ), утвореного згаданою першою частиною (67) згаданої третьої похилої лінії згину (65; 66) з частиною згаданої першої поперечної лінії згину (31), розташованої всередині кожної згаданої першої ділянки (46; 47), за допомогою формули: 2 arcsin c/2 l1 , 2 у якій l1 позначає довжину поздовжніх ліній згину (42, 43, 44, 45). 4. Листовий пакувальний матеріал (2), пристосований для складання вздовж наперед визначених ліній згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) та зварювання з одержанням гостроверхої упаковки (1, 1') для розливних харчових продуктів, який відрізняється тим, що згадані лінії згину (31, 33, 42, 44, 50, 51, 54, 55, 56, 65; 31, 33, 43, 45, 52, 53, 57, 58, 59, 66) виконані відповідно до способу за будь-яким із пп. 1-3. 5. Гостроверха упаковка (1, 1') для розливних харчових продуктів, виготовлена згідно із способом за будь-яким із пп. 1-3. на шар термозварюваного пластичного матеріалу, і у свою чергу покритий іншим шаром термозварюваного пластичного матеріалу, який в кінцевому рахунку утворює внутрішню поверхню упаковки, яка контактує з харчовим продуктом. Типовими прикладами таких упаковок є упаковка у формі паралелепіпеда для рідких або розливних харчових продуктів, відома як Tetra Brik Aseptic (зареєстрована торгівельна марка), і так звана "гостроверха" упаковка, зазвичай відома під товарною назвою Tetra Rex (зареєстрована торгівельна марка), яка має гостру верхню частину, утворену двома нахиленими або укісними стінками, з'єднаними між собою верхнім поперечним швом. Вищезгадані упаковки можуть виготовлятися із суцільної труби, одержаної згинанням та поздовжнім зварюванням полотна пакувального матеріалу; полотно пакувального матеріалу стерилізується на пакувальній установці, наприклад нанесенням хі 5 мічного стерилізуючого агенту, такого як розчин пероксиду водню, який видаляється після стерилізації з поверхонь пакувального матеріалу, наприклад випарюванням шляхом нагрівання. Таким чином стерилізоване полотно пакувального матеріалу зберігається в закритому стерильному навколишньому середовищі і складається та зварюється в поздовжньому напрямі з формуванням вертикальної труби. Трубу заповнюють стерилізованим або стерильно обробленим харчовим продуктом, зварюють і розрізають через однакові інтервали з одержанням подушкоподібних упаковок, які потім механічно складаються з одержанням остаточних упаковок. Відомі два основні типи формувальних та наповнювальних установок: першим і найбільш загальним типом є установка, яка має дві пари губок, які здійснюють зворотнопоступальний рух; цей тип установок включає, наприклад серії установок ТВ/21, ТВА/19 та ТВА/21, та пакувальні установки Tetra Рак A3, що виготовляються компанією Tetra Рак Carton Ambient AB, адреса якої є LUND (Sweden), Ruben Rausings gata, та компанією Tetra Рак Carton Ambient S.p.A., адреса якої є Modena (Italy), Via Delfini 1. Другим типом пакувальної установки є установка з ланцюгом приводу або передачі, у якій формувальні та зварювальні блоки приводяться в рух скоріше двома повернутими один до іншого ланцюгами приводу або передачі, а ніж губками, які здійснюють зворотнопоступальний рух. Одним прикладом установки цього типу є пакувальна установка ТВА/22, яка також виробляється компанією Tetra Рак Carton Ambient S.p.A. Для надання можливості складання полотна пакувального матеріалу як під час формування так і під час остаточного складання, в ньому на технологічній лінії формують лінії згину, які визначають так звану "схему згинів". Альтернативно, пакувальний матеріал може розрізатися на заготовки, з яких формують упаковки на формувальному сердечнику, а одержувані упаковки заповнюють харчовим продуктом та зварюють. Зокрема, після формування на формувальних сердечниках незавершені упаковки мають форму паралелепіпеда з відкритим верхом; гостроверху частину одержують притисканням однієї до іншої протилежних бічних стінок верхньої частини незавершених упаковок для витягування верхніх країв інших стінок, які потім зварюють з одержанням поперечного шва. Після формування упаковки вищезгаданого типу можуть подаватися на подальші технологічні етапи, як наприклад на етап встановлення багаторазового відкривального пристрою. Гостроверхі упаковки дуже зручно використовуються в поєднанні з багаторазовими відкривальними пристроями через те, що похилі верхні стінки ширші за відповідні плоскі частини паралелепіпеда і, тому, надають можливість приєднання більших відкривальних пристроїв, наприклад оснащених кришечками з різзю або подібним. 90470 6 В пакувальній промисловості відчувається потреба в безперервних вдосконаленнях, зокрема щодо можливості пристосування форми та розмірів гостроверхих упаковок при одночасному забезпеченні належного складання пакувального матеріалу. Ця потреба випливає з вимог ринку щодо варіантів естетичного зовнішнього вигляду упаковок та з потреби забезпечення для будь-якого типу харчового продукту розливання без явища, загалом відомого як хлюпання, тобто, переривчастим вихідним потоком продукту з упаковки, який характеризується поперемінними фазами утрудненого потоку і видимим інтенсивним потоком з можливим розбризкуванням продукту. Щодо останнього пункту, слід зазначити, що різні харчові продукти можуть мати різні значення в'язкості і, тому, вимагають різних висот гостроверхої частини для забезпечення належного розливання Короткий опис винаходу Задачею представленого винаходу є надання гостроверхої упаковки, яка дозволяє задовольняти вищезгадану потребу дуже простим та дешевим способом. Ця задача вирішується гостроверхою упаковкою за п. 1 формули винаходу. Іншою задачею представленого винаходу є розробка способу виготовлення гостроверхих упаковок різних форм із забезпеченням належного складання пакувального матеріалу. Ця задача вирішується способом за п. 5 формули винаходу. Короткий опис креслень Два переважні не обмежувальні варіанти виконання представленого винаходу будуть описуватися у вигляді прикладу з посиланням на супровідні креслення, на яких: Фігура 1 є видом перспективи гостроверхої упаковки згідно з представленим винаходом; Фігура 2 є збільшеним видом перспективи верхньої частини упаковки з Фігури 1; Фігури 3 та 4 є різними видами перспективи подушкоподібної упаковки, яка утворює проміжний виріб для виготовлення упаковки з Фігури 1; Фігура 5 є збільшеним видом перспективи верхньої частини подушкоподібної упаковки з Фігур 3 та 4 під час складання; Фігура 6 зображає листовий пакувальний матеріал з виконаною схемою згинів для одержання упаковки з Фігури 1; Фігура 7 є збільшеним видом частини листового пакувального матеріалу з Фігури 6; та Фігура 8 є видом перспективи іншого варіанту виконання гостроверхої упаковки у відповідності з представленим винаходом. Найкращий спосіб виконання винаходу Посилаючись на Фігуру 1, цифра 1 позначає гостроверху упаковку для харчових продуктів згідно з представленим винаходом. Упаковка 1 виготовлена з листового пакувального матеріалу 2 (Фігура 6) (далі "матеріал 2") і по суті має основну частину 3 у формі паралелепіпеда та гостроверху частину 4, яка зверху обмежує основну частину 3. 7 Зокрема, матеріал 2 визначає точну довжину пакувального матеріалу, який використовується для виготовлення однієї упаковки 1 і має багатошарову структуру попередньо описаного типу. Основна частина 3 має переважно квадратну основну стінку 5, передню стінку 6, задню стінку 7 та пару бічних стінок 8, 9. Гостроверха частина 4 має передню похилу стінку 10, оснащену відкривальним пристроєм 24 (Фігура 1), та задню похилу верхню стінку 11, яка примикає до передньої верхньої похилої стінки 10 біля верхнього поперечного шва 12 упаковки 1. Гостроверха частина 4 додатково має пару верхніх бічних стулок 13, 14, які примикають до відповідних бічних торцевих ділянок 12а, 12b верхнього поперечного шва 12 та надають доступ до харчового продукту з утворенням відповідних трикутних верхніх бічних стінок 18, 19, які простягаються вздовж подовження відповідних бічних стінок 8, 9. Кожна бічна стулка 13, 14 має одну сторону, утворену бічним краєм 15 передньої верхньої похилої стінки 10, та іншу сторону, утворену відповідною бічною торцевою ділянкою 12а, 12b верхнього поперечного шва 12 та складаються з утворенням бічного краю 16 задньої верхньої похилої стінки 11. Бічні стулки 13, 14 складаються з утворенням відповідних трикутних верхніх частин 20 бічних стінок 8, 9; при цьому верхні частині 20 рівні і по суті копланарні або трохи нахилені всередину відносно відповідних бічних стінок 8, 9, як краще пояснюється далі. Для кращого розуміння форми упаковки посилання робиться на Фігури 3-7. Упаковка 1 може виготовлятися з суцільної труби (не зображена) з пакувального матеріалу, яка одержується згинанням та поздовжнім зварюванням полотна пакувального матеріалу через повторювані довжини матеріалу 2 (Фігура 6). Більш точно, торцева частина 21 матеріалу 2 накладається та зварюється на протилежній торцевій частині 22 з одержанням поздовжнього шва 23, який проходить по суті вздовж вертикальної центральної лінії задньої стінки 7 остаточної упаковки 1. Потім трубу зварюють в поперечному напрямі через однакові інтервали з одержанням поперечних швів, а потім розрізають вздовж таких поперечних швів з одержанням так званих подушкоподібних упаковок (не зображені), які пристосовуються для перетворення на остаточні упаковки 1 за допомогою певної кількості кінцевих етапів складання. Як відомо, подушкоподібна упаковка має основну частину у вигляді паралелепіпеду та протилежні конічні торцеві частини, які звужуються від основної частини до відповідних поперечних швів. Фігури 3, 4 та 5 зображають проміжну упаковку, позначену цифрою 26, яка одержується з подушкоподібної упаковки розпрямлянням однієї з конічних торцевих частин. Зокрема, проміжна упаковка 26 має основну частину 28 у вигляді паралелепіпеда, обмежену основною стінкою та відповідно чотирма бічними 90470 8 стінками, які відповідають стінкам 5, 6, 7, 8, 9 основної частини 3 остаточної упаковки 1, та верхню конічну торцеву частину 29, виконану з утворенням гостроверхої частини 4 остаточної упаковки 1, і яка звужується від основної частини 28 до верхнього поперечного шва 12. Більш точно, верхня конічна торцева частина 29 утворює передню та задню верхні похилі стінки 10, 11 остаточної упаковки 1 і має бічні стулки 13, 14, які виступають з протилежних сторін передньої і задньої верхніх похилих стінок 10, 11 і, як пояснено вище, пристосовані для складання з формуванням відповідних верхніх частин 20 бічних стінок 8, 9. Альтернативно, проміжна упаковка 26 може виготовлятися із заготовок пакувального матеріалу, кожна з яких відповідає довжині матеріалу 2; із заготовок на формувальних сердечниках (не зображені) формують упаковки і заповнюють їх харчовим продуктом та зварюють. Матеріал 2 (Фігура 6) має схему згинів 30, тобто певну кількість ліній ослаблення, одержаних фальцювальними роликами, які утворюють лінії складання, вздовж яких матеріал складають під час етапів формування та остаточного складання. Схема згинів 30 має відомим способом чотири поперечні лінії згину 31, 32, 33, 34; лінії 31, 32 знаходяться поблизу бічних кінців матеріалу 2 і обмежують відповідні верхні та нижні ділянки 31а, 32а поперечного зварювання; лінії 33, 34 утворюють горизонтальні кути гостроверхої частини 4 та основної стінки 5 і заради ясності також вказані на Фігурах 1, 3, 4 та 5. Схема згинів 30 також має відомим способом чотири поздовжні лінії згину 35, 36, 37, 38, які утворюють бічні кути упаковки 1 і проходять між поперечними лініями згину 33 та 34, а також певна кількість ліній згину 40 на ділянці, яка знаходиться між лінією 34 та нижньою ділянкою 32а поперечного зварювання, які виконані для одержання нижніх бічних стулок (відомі і не зображені) проміжної упаковки 26 та пристосовані для складання і розпрямляння для одержання основної стінки 5. Лінії 40 мають відоме розміщення і детально не описуються. Поздовжні лінії згину 35, 36 знаходяться поблизу відповідних бічних торцевих частин 21, 22, у той час як поздовжні лінії згину 37, 38 виконані між лініями 35 та 36. Заради ясності передня стінка 6 упаковки 1 обмежена лініями 37 та 38, задня стінка 7 обмежена лініями 35 та 36, бічна стінка 8 обмежена лініями 35 та 37, а бічна стінка 9 обмежена лініями 36 та 38. Схема згинів 30 (Фігури 5 та 6) додатково мають певну кількість додаткових ліній згину на ділянці, що знаходиться між поперечними лініями згину 31 та 33. Такі додаткові лінії згину включають чотири по суті поздовжні лінії згину 42, 43, 44, 45, які утворюють бічні кути передньої верхньої похилої стінки 10 та задньої верхньої похилої стінки 11, і які виходять з точок перетину 35а, 36а, 37а, 38а лінії 33 з кожною із поздовжніх ліній 35, 36, 37, 38. В зображених прикладах лінії 42, 43, 44 та 45 трохи нахилені з утворенням стінок 10, 11 у формі 9 трапеції, яка звужується доверху, проте могли б бути цілком поздовжніми, тобто утворювали б подовження поздовжніх ліній 35, 36, 37, 38. Лінії 42, 44, частина верхньої ділянки 31а поздовжнього зварювання, яка знаходиться між лініями 42 та 44, і частина лінії 33, яка знаходиться між точками перетину 35а та 37а, обмежують ділянку 46, яка утворює бічну стулку 13, та верхню частину 20 бічної стінки 8. Аналогічно, лінії 43, 45, частина верхньої ділянки 31а поперечного зварювання, яка знаходиться між лініями 43 та 45, та частина лінії 33, яка знаходиться між точками перетину 36а та 38а, обмежують ділянку 47, яка утворює бічну стулку 14, та верхню частину бічної стінки 9. Більше того, поздовжні лінії згину 42, 43, 44, 45, поперечна лінія згину 33 та верхня ділянка 31а поперечного зварювання обмежують інші дві ділянки 48, 49, кожна з яких знаходиться між ділянками 46, 47 і визначають відповідно передню та задню верхні похилі стінки 10, 11. Схема згинів 37 додатково має на кожній ділянці 46, 47 пару похилих ліній згину 50, 51 і відповідно 52, 53, які виходячи з точок 35а, 37а та відповідно 36а, 38а, і сходячись в точці 31 b та відповідно 31с на лінії згину 31, утворюють рівнобедрений трикутник з частиною лінії 33, яка знаходиться між точками 35а, 37а та відповідно 36а, 38а. Лінії 50, 51 та відповідно лінії 52, 53 визначають бічні зовнішні границі бічних стулок 13, 14. Три додаткові лінії згину, позначені цифрами 54, 55, 56 для ділянки 46 і відповідно 57, 58, 59 для ділянки 47, проходять від точок 35а, 37а, 31 b і відповідно від точок 36а, 38а, 31с до проміжної точки, розташованої всередині відповідного рівнобедреного трикутника та позначеної цифрою 60 для ділянки 46 і відповідно цифрою 61 - для ділянки 47. Лінії згину 54, 55 та відповідно лінії згину 57, 58 проходять симетрично відносно відповідного подовження лінії згину 56 та відповідно лінії згину 59. Лінії 54, 55 ділянки 46 проходять між проміжною точкою 60 та відповідними точками 35а, 37а і зверху обмежують верхню частину 20 бічної стінки 8. Аналогічно, лінії 57, 58 ділянки 47 проходять між проміжною точкою 61 та відповідними точками 36а, 38а і зверху обмежують верхню частину 20 бічної стінки 9. Схема згинів 37 додатково включає на кожній ділянці 46, 47 суцільну пунктирну лінію 65, 66, тобто пунктирну лінію без обривів, яка перетинає відповідну лінію згину 50, 52 і проходить між відповідною проміжною точкою 60, 61 та відповідною точкою перетину поперечної лінії згину 31 з поздовжньою лінією згину 42, 43. Зокрема, кожна суцільна пунктирна лінія згину 65, 66 поділена відповідною лінією згину 50, 52 на дві частини 67, 68, які утворюють між собою кути, близькі до, проте відмінні від 180°. Частини 67, 68 проходять від відповідної лінії згину 50, 52 до поперечної лінії згину 31а та відповідно до відповідної проміжної точки 60, 61. Вищезгадані лінії згину на кожній ділянці 46, 47 обмежують ряд трикутних ділянок А, В, С, D, Е, F, 90470 10 G, пристосованих для складання відповідно до наперед визначеної послідовності, описаної далі. Зокрема, посилаючись на ділянку 46, ділянка А обмежена лініями згину 31, 44 та 51; ділянка В обмежена лініями згину 51, 55 та 56; ділянка С обмежена лініями згину 33, 54 та 55 і визначає верхню частину 20 бічної стінки 8; ділянка D обмежена лінією згину 56, частиною 68 лінії згину 65 та частиною лінії згину 50, яка знаходиться між лініями згину 65 та 31; ділянка Ε обмежена лінією згину 54, частиною 68 лінії згину 65 та частиною лінії згину 50, яка знаходиться між лініями згину 65 та точкою 35а; ділянка F обмежена лінією згину 31, частиною 67 лінії згину 65 та частиною лінії згину 50, яка знаходиться між лініями згину 65 та лінією згину 31; а ділянка G обмежена лінією згину 42, частиною 67 лінії згину 65 та частиною лінії згину 50, яка знаходиться між лініями згину 65 та точкою 35а. Теж визначення ділянок А, В, С, D, Е, F, G можна в повній аналогії застосовувати до ділянки 47 і не повторювати, оскільки ділянки 46 та 47 симетричні відносно осі, яка проходить між ними і паралельна до поздовжніх ліній згину 37, 38. Під час формування кожної ділянки 46, 47, ділянки Ε та В складаються на ділянці С так, що ділянка F накладається на ділянку G, а ділянка А покриває усю решту частини ділянки 46, 47 з утворенням відповідної верхньої бічної стінки 18, 19. Згідно з важливим аспектом представленого винаходу схема згинів 30 на кожній ділянці 46, 47 матеріалу 2 виконана так, що формування верхніх бічних стінок 18, 19 здійснюється за допомогою поворотів відповідних ділянок А, В, С, D, Е, F, G як твердих тіл навколо їх відповідних ліній згину (50, 51, 54, 55, 56, 65 для ділянки 46 та 52, 53, 57, 58, 59, 66-для ділянки 47). Зазначається, що в даному описі та формулі винаходу вираз "повертання ділянок як твердих тіл" не виключає малі деформації пакувального матеріалу внаслідок його товщини, які, зокрема, з'являються під час налягання ділянок. Більш точно, схема згинів 30 на кожній ділянці 46, 47 матеріалу 2 одержана: - вибором величини верхнього кута, сформованого вздовж кожної верхньої бічної стінки 18, 19 упаковки 1 між її протилежними краями, які сходяться до верхнього поперечного шва 12; - вибором довжини І передньої верхньої похилої стінки 10, відміряної в поперечному напрямі до верхнього поперечного шва 12; та - визначення положення та подовження кожної лінії згину 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 65, 66 на кожній ділянці 46, 47 так, що формування кожної верхньої бічної стінки 18, 19 здійснюють за допомогою поворотів відповідних ділянок А, В, С, D, Е, F, G як твердих тіл навколо їх відповідних ліній згину. Внаслідок того факту, що кожна верхня бічна стінка 18, 19 утворена ділянкою А відповідної ділянки 46, 47, то кут α також утворений кожною лінією згину 44, 45 з відповідною частиною лінії згину 31, що знаходиться всередині відповідної ділянки 46, 47. 11 Заявник виявив, що вищезгадані етапи дозволяють визначати різні схеми згинів на ділянках 46, 47 з послідовними різними формами гостроверхої частини 4 шляхом використання простих геометричних формул, як пояснюється далі. Для простоти наступна частина опису буде посилатися тільки на ділянку 47, а також на Фігури 2 та 7, при цьому ті ж судження застосовуються так само гарно до ділянки 46 і не повторюються. Зокрема, положення та подовження ліній згину 52, 53 можуть одержуватися визначенням кута β, утвореного такими лініями 52, 53 з частиною лінії згину 33, які знаходяться між точками 36а та 38а. Кут β може обраховуватися у вигляді функції довжини І за допомогою наступної формули: l arctg c/2 у якій с позначає ширину упаковки 1, яка задана і відповідає відстані між лініями згину 36 та 38 або 35 та 37. Кут β надає структуру ліній згину 52, 53, які виходять з відповідних точок 36а, 38а і утворюють рівні сторони рівнобедреного трикутника, третя сторона якого представлена частиною лінії згину 33, яка знаходиться між точками 36а та 38а. Положення та подовження ліній згину 57, 58, 59 та положення проміжної точки 61 можуть одержуватися визначенням кута β2, утвореного лініями 57, 58 з відповідними лініями згину 52, 53. Кут β 2 може обраховуватися за допомогою наступної формули: ( 1 ) 2 2 У якій θ позначає кут, утворений між кожною лінією згину 43, 45 та відповідною лінією згину 52, 53, у той час як θ1 позначає кут, утворений кожною лінією згину 43, 45 з частиною лінії згину 33, що знаходиться між точками 36а та 38а після завершення складання гостроверхої частини 4, а ділянка А накладається на ділянку С Більш точно, кути θ та θ1 можуть обраховуватися наступним чином: θ = 180°- беручи до уваги те, що α є також кутом, утвореним кожною лінією згину 43, 45 з відповідною частиною лінії згину 33, розташованою зовні ділянки 47, і яка виходить з відповідних точок 36а, 38а; c/2 1 arccos l1 у якій l1 позначає довжину ліній згину 43, 45 і може обраховуватися у вигляді функції довжини І та верхнього кута α наступною формулою: l l1 cos(90 ) Формула для обрахунку θ1 випливає з судження, що після складання гостроверхої частини 4, лінія згину 45 утворює гіпотенузу прямокутного трикутника, катети якого визначаються відрізком, який проходить від верхньої вершини верхньої бічної стінки 9 до середньої точки частини лінії згину 33, яка знаходиться між точками 36а та 38а, і 90470 12 половиною такої частини лінії згину 33, що прилягає до гіпотенузи. Кут β2 надає структуру ліній згину 57, 58, 59 та визначення їх точки перетину 61. Знання кутів β2, θ, θ1 дозволяє обраховувати кут β1, утворений лініями згину 57, 58 з частиною лінії згину 33, яка знаходиться між точками 36а та 38а: 1= 2+( 1- ) Кути α та θ робить можливим виконати лінії згину 43 та 45. Точка перетину між лініями згину 52 та 66 може визначатися обрахунком кута , утвореного частиною 67 лінії 66 з частиною лінії згину 31, яка знаходиться між лініями згину 43 та 59. Зокрема, кут є функцією кута θ2, який утворений лінією згину 45 з лінією згину 43 після завершення складання гостроверхої частини 4, а ділянка А накладається на усі інші ділянки. Кут може обраховуватися наступним чином: ( 2 ) 2 У якому кут θ2 може одержуватися за допомогою формули c/2 2 2 arcsin l1 Тому, наступна формула може визначатися для обрахунку кута : 2arcsin c/2 l1 2 Знаючи кут , можна виконати частину 67 лінії згину 66 та одержати положення точки перетину між лініями згину 52 та 66. Частина 68 лінії згину 66 може одержуватися з'єднуванням вищезгаданої точки перетину з проміжною точкою 61. Фігура 8 показує інший приклад гостроверхої упаковки, позначену загалом цифрою 1' та одержувану відповідно до вищеописаного способу за допомогою зміни величин верхнього кута α та довжини І похилої верхньої стінки 10. Переваги упаковки 1 та 1' відповідно до представленого винаходу будуть очевидними з наступного опису. Зокрема, просто ставлячи умову, що формування верхніх бічних стінок 18, 19 упаковки 1, 1' здійснюється за допомогою поворотів ділянок А, В, С, D, Е, F, G листового пакувального матеріалу 2 як твердих тіл навколо їх відповідних ліній згину, можна підбирати розмір та форму гостроверхої частини 4, у той же час забезпечуючи належне складання пакувального матеріалу та вірне закривання упаковки. Більше того, дякуючи тому факту, що складання різних частин (ділянок А, В, С, D, Е, F, G пакувального матеріалу 2) пакувального матеріалу 2 здійснюють за допомогою поворотів і, тому, без суттєвих деформацій та наступних напружень, цілісність алюмінієвого шару, який набагато менш гнучкий, а ніж інші шари пакувального матеріалу, 13 не піддається ризику руйнування під час етапів формування. Ясно, що зміни можуть вноситися в упаковки 1, 1', як описано та проілюстровано тут, однак, без відходу за рамки супровідної формули винаходу. Зокрема, буде зрозуміло, що основна частина 3 упаковок 1, 1', яка знаходиться між краями 21, 22 та лініями згину 31, 32, може мати будь-яку форму. 90470 14 Більше того, на кожній ділянці 46, 47 частина 68 лінії згину 65, 66 може визначатися принаймні частково парою паралельних ліній, які мають відповідні кінці, які сходяться в одну лінію в напрямку до відповідної проміжної точки 60, 61. У цей спосіб на ділянці частини 68 ліній згину 65, 66 зменшується деформація пакувального матеріалу внаслідок товщини накладених ділянок. 15 90470 16 17 90470 18 19 90470 20 21 Комп’ютерна верстка Л.Литвиненко 90470 Підписне 22 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of gable-top package for liquid articles of food, sheet packaging material and gable-top package manufactured by this method
Автори англійськоюFontanazzi Paolo
Назва патенту російськоюСпособ изготовления остроконечной упаковки для разливных пищевых продуктов, листовой упаковочный материал и остроконечная упаковка, изготовленная по этому способу
Автори російськоюФонтанацци Паоло
МПК / Мітки
МПК: B65D 5/02
Мітки: розливних, продуктів, спосіб, гостроверхої, упаковка, пакувальний, гостроверха, матеріал, виготовлення, цим, виготовлена, листовий, упаковки, способом, харчових
Код посилання
<a href="https://ua.patents.su/11-90470-sposib-vigotovlennya-gostroverkho-upakovki-dlya-rozlivnikh-kharchovikh-produktiv-listovijj-pakuvalnijj-material-ta-gostroverkha-upakovka-vigotovlena-za-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гостроверхої упаковки для розливних харчових продуктів, листовий пакувальний матеріал та гостроверха упаковка, виготовлена за цим способом</a>
Гостроверха упаковка для розливних харчових продуктів, спосіб її виготовлення та листовий пакувальний матеріал для виготовлення цієї упаковки
Номер патенту: 80807
Опубліковано: 12.11.2007
Автор: Палм Ларс-Ерік
МПК: B65D 5/02
Мітки: спосіб, цієї, матеріал, харчових, розливних, пакувальний, упаковки, упаковка, гостроверха, виготовлення, листовий, продуктів
Формула / Реферат:
1. Гостроверха упаковка (1, 1', 1") для розливних харчових продуктів, що має призматичну головну частину (3, 3', 3") та гребенеподібну верхню частину (4), яка зверху обмежує згадану головну частину (3, 3', 3") і складається з передньої похилої верхньої стінки (10) і задньої похилої верхньої стінки (11), котрі з'єднані між собою верхнім поперечним зварним швом (12), яка відрізняється тим, що згадана гребенеподібна верхня частина...
Багатошаровий термозварювальний пакувальний матеріал, упаковка для харчових продуктів, виготовлена з нього, та спосіб пакування
Номер патенту: 72967
Опубліковано: 16.05.2005
Автори: Вахала Мартті, Сайніо Маркку, Невалаінен Кіммо, Джарвінен Яллііна, Пенттінен Тапані, Лаіхо Ерккі
МПК: B32B 27/20, B65D 81/30, B65D 65/40
Мітки: упаковка, спосіб, продуктів, пакувальний, харчових, виготовлена, багатошаровий, пакування, нього, матеріал, термозварювальний
Формула / Реферат:
1. Багатошаровий термозварюваний пакувальний матеріал (1), зокрема для упаковки харчових продуктів, що включає несучий шар (3) волокнистого матеріалу, щонайменше один газонепроникний полімерний бар'єрний шар (4, 5) для захисту упакованого продукту та щонайменше один полімерний термозварюваний шар (2, 7) як поверхневий шар матеріалу, який відрізняється тим, що матеріал включає термозварюваний шар (7), який містить чорний та білий пігменти,...
Листовий матеріал упаковки, спосіб утворення криволінійного розриву у листовому матеріалі упаковки та упаковка
Номер патенту: 89783
Опубліковано: 10.03.2010
Автор: Кієсер Волфганг
МПК: B65D 5/74
Мітки: матеріал, упаковка, розриву, матеріали, криволінійного, утворення, спосіб, листовий, листовому, упаковки
Формула / Реферат:
1. Листовий матеріал упаковки, що містить панель, призначену для закривання верху з можливістю утворення носика для виливання, який потім прикладають до неї, а панель сформована з надрізом на частину товщини і має форму незамкнутого кола, який відрізняється тим, що один кінець незамкнутого кола розташований на більшій відстані від центральної ділянки цього кола, ніж другий.2. Листовий матеріал упаковки за п. 1, який відрізняється тим,...
Спосіб обробки упаковки або заготовки для зберігання харчових продуктів, переважно рідких, та упаковка, оброблена даним способом
Номер патенту: 55660
Опубліковано: 25.12.2007
Автори: Сичевський Микола Петрович, Фалендиш Ніна Феодосіївна, Мисан Григорій Федорович, Темник Оксана Євгенівна
МПК: B65D 81/28, B65B 55/00, A23L 3/3463, B65D 85/72
Мітки: рідких, способом, переважно, заготовки, обробки, зберігання, оброблена, упаковки, харчових, даним, упаковка, продуктів, спосіб
Формула / Реферат:
1. Спосіб обробки упаковки або заготовки упаковки для зберігання харчових продуктів, переважно рідких, який відрізняється тим, що внутрішню поверхню упаковки або заготовки упаковки перед її застосуванням обробляють розбавленим водним розчином щонайменше одного біоцидного полімеру з концентрацією 20-1000 мг/л.2. Спосіб за п. 1, який відрізняється тим, що як біоцидний полімер використовують гуанідиновмісний полімер.3. Спосіб за п....
Спосіб виготовлення упаковки для харчових продуктів і упаковка
Номер патенту: 58493
Опубліковано: 15.08.2003
Автори: Смаут Андріанус, Логерс Герріт Ян
МПК: B65D 1/02, B65D 1/00, C03C 4/00, C03C 3/076
Мітки: виготовлення, харчових, упаковки, спосіб, упаковка, продуктів
Формула / Реферат:
1. Спосіб виготовлення упаковки для харчових продуктів на основі зеленого поглинаючого ультрафіолетове випромінювання содово-вапняного скла, яке пропускає видиме світло та має домінуючу довжину хвилі 500-575 нм, при якому упаковку формують зі скла, причому для формування використовують скло, що містить по відношенню до ваги скла щонайменше 1,5 ваг.% заліза в перерахуванні на Fe2O3 і щонайменше 0,10 ваг.% хрому в перерахуванні на Сr2О3, який...
Попередній патент: Керамічна суміш для виробництва вогнетривів та продукт на її основі
Наступний патент: Соломорізка
Випадковий патент: Спосіб моделювання виживання жирової тканини після її ін'єкційної аутотрансплантації