Спосіб виготовлення великогабаритної лопаті вітродвигуна
Номер патенту: 93492
Опубліковано: 25.02.2011
Автори: Вишневецький Павло Олегович, Голубенко Микола Степанович, Циганов Валерій Олександрович, Голубенко Олександр Анатольович, Довгалюк Сергій Іванович
Формула / Реферат
1. Спосіб виготовлення великогабаритної лопаті вітродвигуна, який включає виготовлення з багатошарового склопластику двох або більше лонжеронів з легким матеріалом у їх середині, які склеюють боковими поверхнями між собою та потім обмотують їх скріпною оболонкою з багатошарового склопластику, який відрізняється тим, що спочатку виготовляють лонжерони шляхом з'єднання між собою окремих поперечних сегментів, попередньо виготовлених із легкого матеріалу і які обмотують за допомогою клею шарами склотканини, потім з'єднують отримані лонжерони між собою та знову обмотують їх за допомогою клею скріпною оболонкою з шарів склотканини, після полімеризації виготовленої лопаті на її поверхню наносять ґрунтувальні і захисно-декоративні покриття.
2. Спосіб виготовлення великогабаритної лопаті вітродвигуна за п. 1, який відрізняється тим, що поперечні сегменти виготовляють довжиною у співвідношенні від 0,5 до 1 від товщини профілю лопаті, при цьому сегменти вирізують, наприклад розпеченою електрониткою, з листів спіненого легкого матеріалу типу пінопласту або пінополіуретану.
3. Спосіб виготовлення великогабаритної лопаті вітродвигуна за п. 2, який відрізняється тим, що поперечні сегменти виготовляють перфорованими.
4. Спосіб виготовлення великогабаритної лопаті вітродвигуна за п. 1, який відрізняється тим, що поперечні сегменти поєднують в блоки, у яких склеюють від 3 до 10 поперечних сегментів, а отримані блоки потім додатково обмотують за допомогою клею оболонкою з шарів склотканини.
Текст
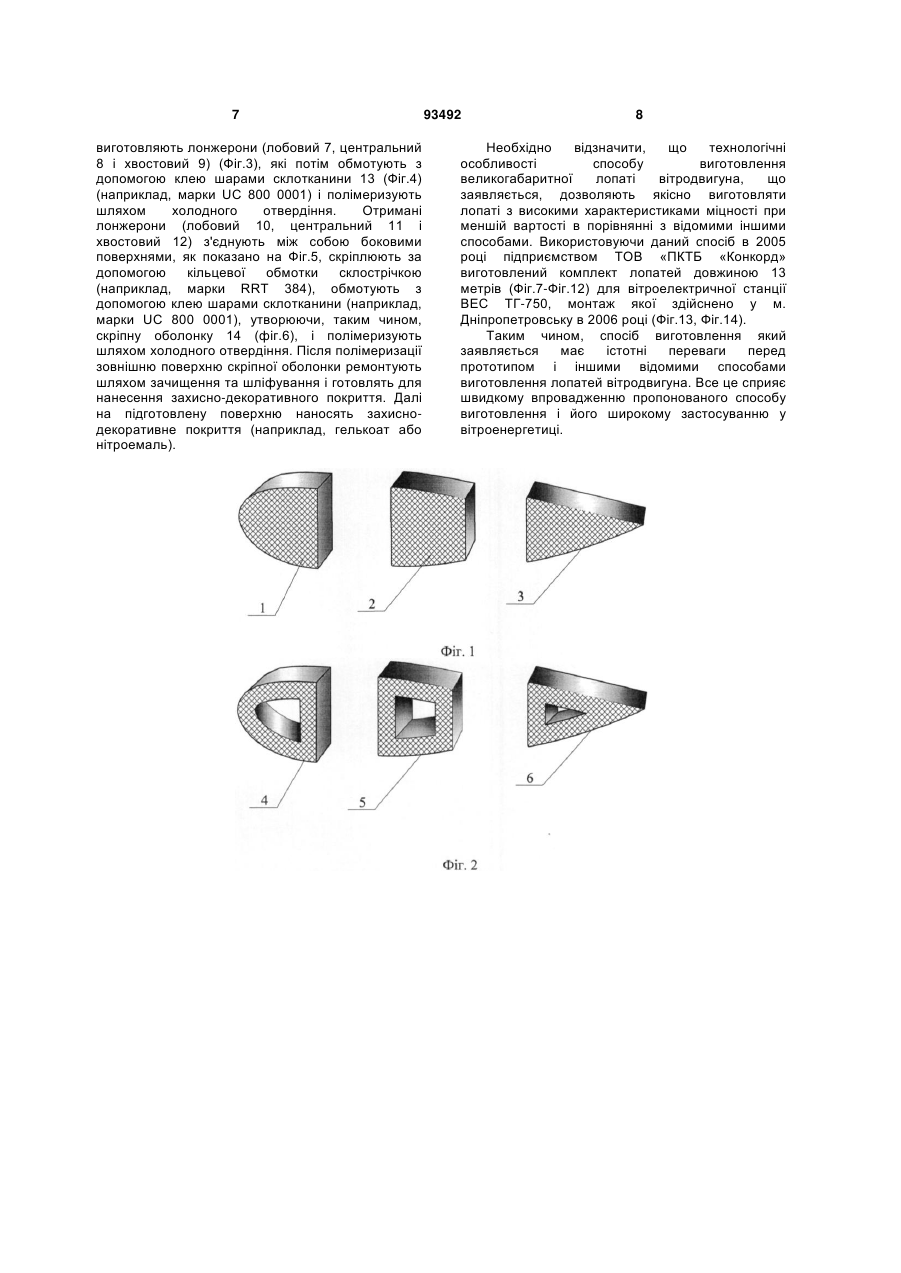
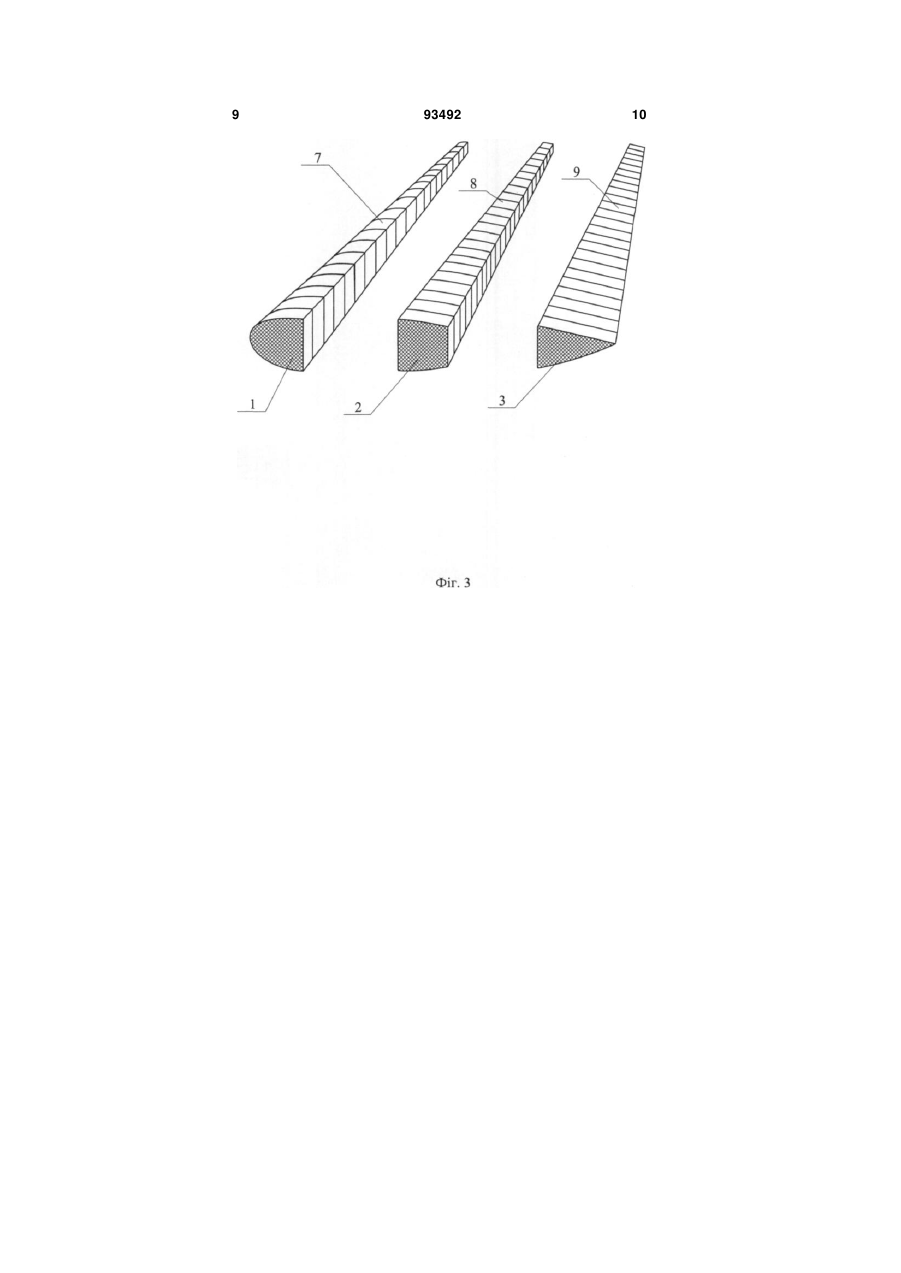
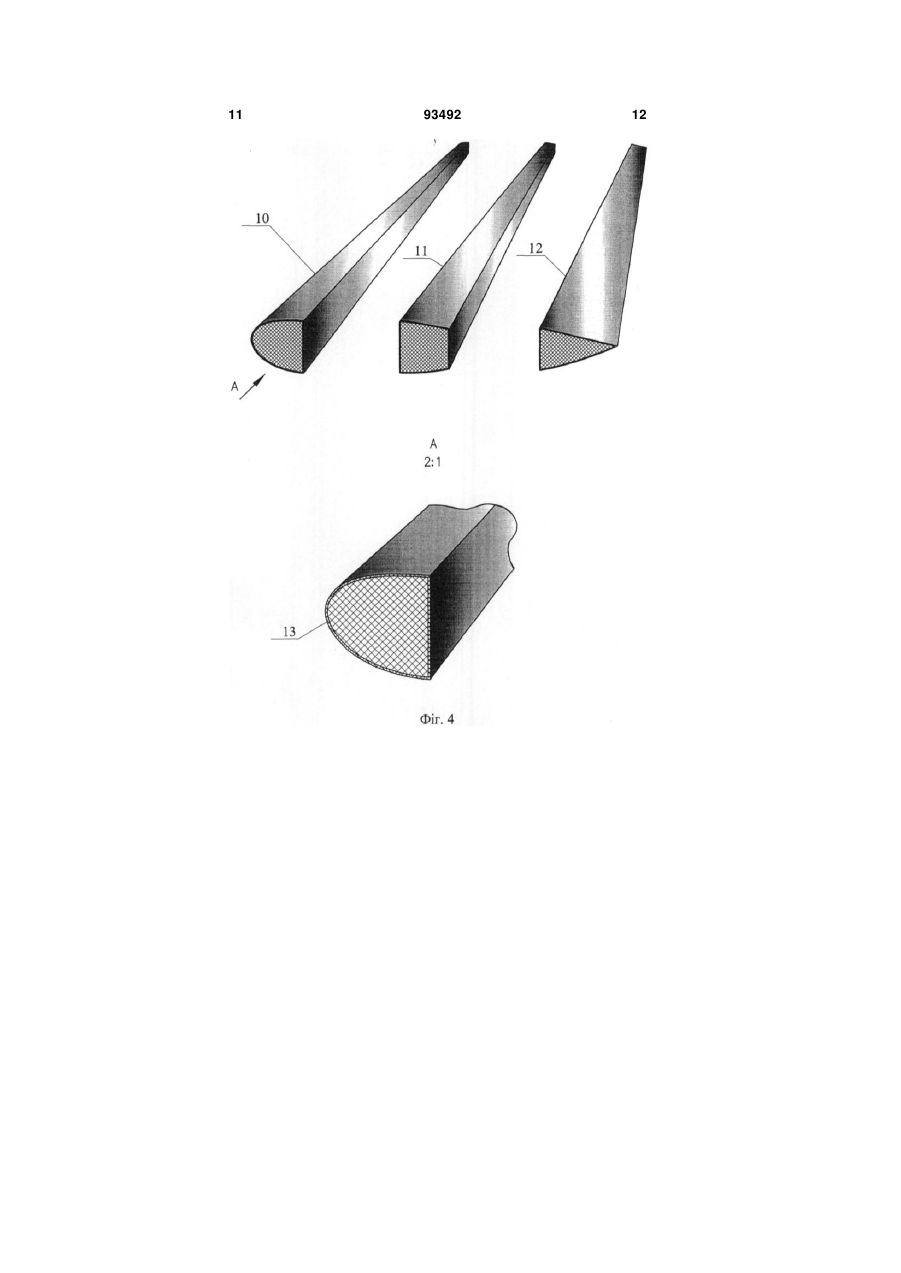
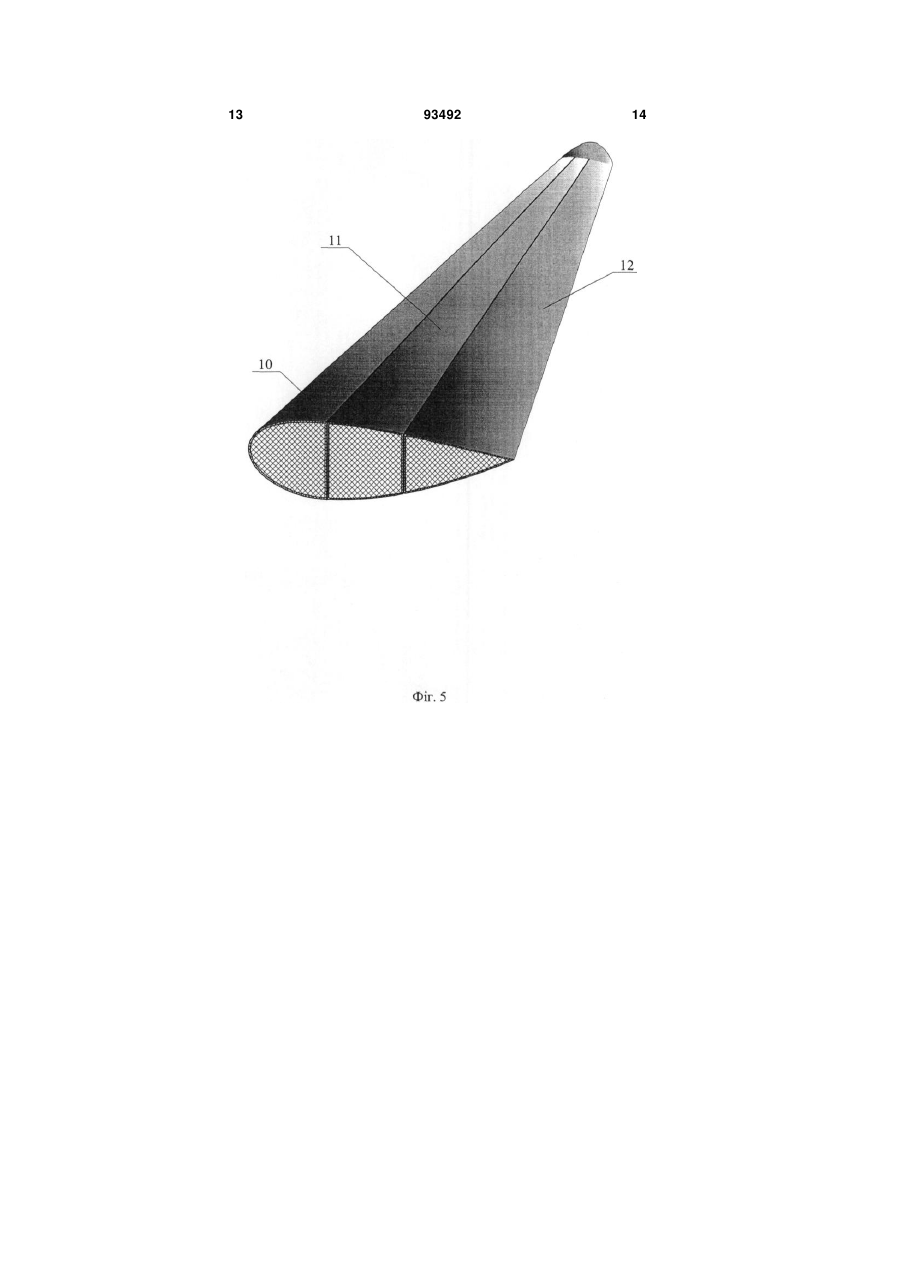
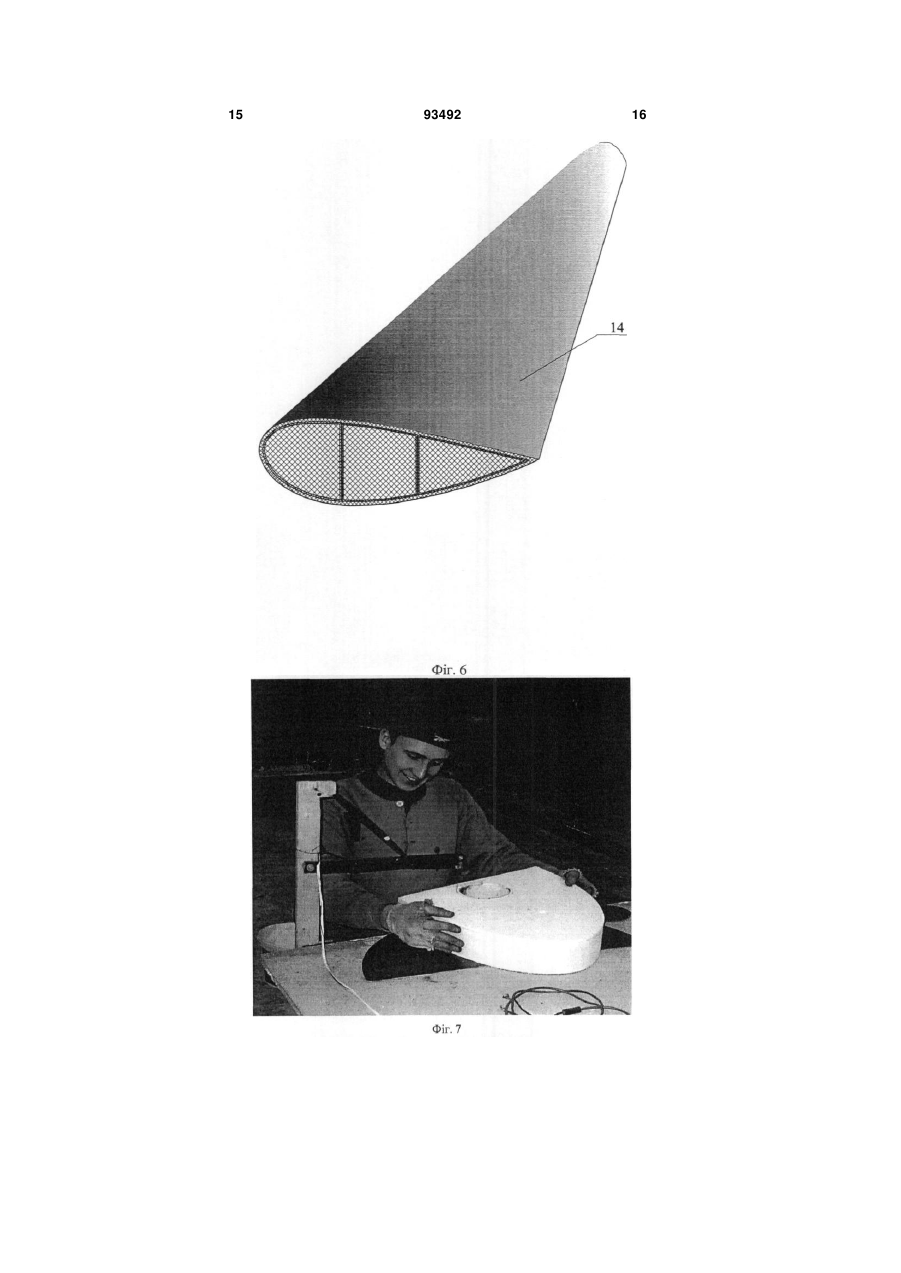
1. Спосіб виготовлення великогабаритної лопаті вітродвигуна, який включає виготовлення з багатошарового склопластику двох або більше лонжеронів з легким матеріалом у їх середині, які склеюють боковими поверхнями між собою та потім обмотують їх скріпною оболонкою з багатошарового склопластику, який відрізняється тим, що спочатку виготовляють лонжерони шляхом з'єднання між собою окремих поперечних C2 2 93492 1 3 композиційного матеріалу лонжеронів, розташованих уздовж лопаті, з легким матеріалом усередині, і наявність виготовлення з композиційного матеріалу зовнішньої оболонки. Головною причиною, що перешкоджає одержанню в даному аналогу технічного результату, очікуваного від способу, що заявляється, є необхідність застосування спеціального дорогого технологічного обладнання для виготовлення модулів, з яких збирається лопать і яке приводить до істотного подорожчання виготовлення лопаті, крім цього, застосування модульного збирання конструкції лопаті приводить до суттєвого збільшення ваги лопаті, а місця з'єднання модулів лопаті мають не досить високу міцність, що впливає на працездатність лопаті в умовах дії тривалих циклічних навантажень на лопать. Спосіб виготовлення пластикових лопатей ротора (другий аналог), який включає попереднє виготовлення зі склопластику потужного лонжерона, далі виготовлення одного або більше додаткових силових елементів, розташованих уздовж лопаті, шляхом обмотування оправок просоченими смолою шарами склотканини, які далі разом з лонжероном обмотують скріпною зовнішньою оболонкою із шарів, просоченої клеєм (епоксидним або поліефірним) склотканини, укладають у спеціальну матрицю і полімеризують. Ознаками даного аналога, які збігаються з істотними ознаками способу, що заявляється, є: наявність виготовлення з багатошарового композиційного матеріалу лонжерона і додаткових силових елементів (лонжеронів), розташованих уздовж лопаті, а також наявність виготовлення з багатошарового композиційного матеріалу скріпної зовнішньої оболонки, що охоплює лонжерон і додаткові силові елементи. Головною причиною, що перешкоджає одержанню в даному аналогу технічного результату, очікуваного від способу, що заявляється, є необхідність у виготовленні дорогих матриць і оправлень для виробництва лопаті і її елементів, а при виробництві великогабаритних лопатей імовірна неможливість виготовлення матриць через їх дуже великі розміри. Іншою причиною є те, що в заявляємому способі на відміну від даного аналога, легкий матеріал, з якого виготовлені лонжерони, залишається усередині лопаті, що робить конструкцію лопаті більш міцною. Таким чином, обидва аналоги мають ті ж ознаки, що й спосіб, що заявляється, однак другий аналог (спосіб виготовлення склопластикових лопатей, патент США №3.028.292, від 03.04.1962 р.) по сукупності ознак, які збігаються з істотними ознаками способу, що заявляється, більш близький до нього, тому його прийнято за прототип, або найближчий аналог. Наявної сукупності ознак у прототипі, які збігаються із частиною істотних ознак способу, який заявляється, недостатньо для одержання технічного результату, очікуваного від способу, який заявляється, тому що зазначений технічний результат можливий тільки при виготовленні 93492 4 лонжеронів шляхом з'єднання між собою окремих поперечних сегментів, попередньо виготовлених з легкого матеріалу і в яких забезпечують без використання спеціальної матриці необхідну аеродинамічну форму та крутку по довжині сегментів. В основу винаходу поставлене завдання вдосконалення способу виготовлення великогабаритної лопаті для потужних вітродвигунів шляхом використання в конструкції лопаті легкого матеріалу за допомогою якого без застосування великогабаритного й дорогого технологічного встаткування можна виготовити лопать в якій були б забезпечені необхідні аеродинамічна форма та крутка по довжині лопаті, достатні характеристики міцності для роботи лопаті в умовах дії циклічних навантажень, а також вагові, технологічні й економічні переваги перед відомими способами виготовлення лопаті. Поставлене завдання досягається тим, що у відомому способі виготовлення великогабаритної лопаті вітродвигуна, який включає виготовлення з багатошарового склопластику двох або більше лонжеронів з легким матеріалом у їх середині, які склеюють боковими поверхнями між собою та потім обмотують їх скріпною оболонкою з багатошарового склопластику, відповідно до винаходу, що спочатку виготовляють лонжерони шляхом з'єднання між собою окремих поперечних сегментів, попередньо виготовлених із легкого матеріалу і які без застосування традиційно використовуваної для цього спеціальної дорогої матриці забезпечують необхідну аеродинамічну форму та крутку по довжині сегментів, обмотують їх з допомогою клею шарами склотканини, потім з'єднують отримані лонжерони між собою та знову обмотують їх з допомогою клею скріпною оболонкою з шарів склотканини, після полімеризації виготовленої лопаті на її поверхню наносять ґрунтувальні і захисно-декоративні покриття. А також спосіб виготовлення великогабаритної лопаті вітродвигуна в якому поперечні сегменти виготовляють довжиною у співвідношенні від 0,5 до 1 від товщини профілю лопаті, з забезпеченням аеродинамічної форми та необхідного кута крутки по довжині сегментів шляхом розвороту наступного шаблону відносно попереднього, при цьому сегменти вирізують, наприклад розпеченою електрониткою, з листів спіненого легкого матеріалу типу пінопласту або пінополіуретану. А також спосіб виготовлення великогабаритної лопаті вітродвигуна в якому з метою зменшення ваги поперечні сегменти виготовляють перфорованими. А також спосіб виготовлення великогабаритної лопаті вітродвигуна в якому поперечні сегменти поєднують в блоки, у яких склеюють від 3 до 10 поперечних сегментів, а отримані блоки потім додатково обмотують з допомогою клею оболонкою з шарів склотканини Відмінними від прототипу істотними ознаками є: спочатку виготовляють лонжерони шляхом з'єднання між собою окремих поперечних сегментів, попередньо виготовлених із легкого матеріалу і які без застосування традиційно 5 використовуваної для цього спеціальної дорогої матриці забезпечують необхідну аеродинамічну форму та крутку по довжині сегментів, обмотують їх з допомогою клею шарами склотканини, потім з'єднують отримані лонжерони між собою та знову обмотують їх з допомогою клею скріпною оболонкою з шарів склотканини, після полімеризації виготовленої лопаті на її поверхню наносять ґрунтувальні і захисно-декоративні покриття. Відмітними ознаками, необхідними для одержання зазначеного технічного результату в будь-яких варіантах способу виготовлення великогабаритної лопаті вітродвигуна, що заявляється (варіантах на які поширюється обсяг правової охорони) є: спочатку виготовляють лонжерони шляхом з'єднання між собою окремих поперечних сегментів, попередньо виготовлених із легкого матеріалу і які без застосування традиційно використовуваної для цього спеціальної дорогої матриці забезпечують необхідну аеродинамічну форму та крутку по довжині сегментів, обмотують їх з допомогою клею шарами склотканини, потім з'єднують отримані лонжерони між собою та знову обмотують їх з допомогою клею скріпною оболонкою з шарів склотканини, після полімеризації виготовленої лопаті на її поверхню наносять ґрунтувальні і захисно-декоративні покриття. До істотних ознак, які характеризують спосіб виготовлення великогабаритної лопаті вітродвигуна, що заявляється, тільки в окремих випадках його застосування, ставляться: поперечні сегменти виготовляють довжиною у співвідношенні від 0,5 до 1 від товщини профілю лопаті, з забезпеченням аеродинамічної форми та необхідного кута крутки по довжині сегментів шляхом розвороту наступного шаблону відносно попереднього, при цьому сегменти вирізують, наприклад розпеченою електрониткою, з листів спіненого легкого матеріалу типу пінопласту або пінополіуретану. З метою зменшення ваги поперечні сегменти виготовляють перфорованими, при цьому їх поєднують в блоки, у яких склеюють від 3 до 10 поперечних сегментів, потім отримані блоки додатково обмотують з допомогою клею оболонкою з шарів склотканини. Наявність у способі виготовлення в якому лонжерони лопаті виготовляють шляхом з'єднання між собою окремих поперечних сегментів, які попередньо виготовляють із легкого матеріалу з необхідною аеродинамічною формою та круткою по довжині сегментів забезпечує можливість виготовлення великогабаритних лопатей без застосування спеціальних матриць, підвищення властивостей міцності лопаті, особливо при дії тривалих циклічних навантажень, зменшення ваги лопаті і її вартості, а також не потрібно додаткового складання лопаті на монтажній площадці. Для більш докладного роз'яснення способу виготовлення великогабаритної лопаті вітродвигуна, що заявляється, далі представлені малюнки і їхній опис. 93492 6 На Фіг.1 зображені поперечні сегменти для лобового 1, центрального 2 і хвостового 3 лонжеронів лопаті. На Фіг.2 зображені перфоровані поперечні сегменти для лобового 4, центрального 5 і хвостового 6 лонжеронів лопаті. На Фіг.3 зображені лонжерони (лобовий 7, центральний 8, хвостовий 9), одержані шляхом з'єднання між собою окремих поперечних сегментів 1, 2, 3. На Фіг.4 зображені лонжерони (лобовий 10, центральний 11, хвостовий 12), обмотані з допомогою клею шарами склотканини 13. На Фіг.5 зображені з'єднані боковими поверхнями лонжерони (лобовий 10, центральний 11, хвостовий 12). На Фіг.6 зображена готова лопать вітродвигуна, отримана після обмотування з'єднаних між собою лонжеронів скріпної оболонкою 4. На Фіг.7-12 зображено процес виготовлення лопаті способом який заявляється підприємством ТОВ «ПКТБ «Конкорд» для вітроелектричної станції ВЕС ТГ-750. На Фіг.13-14 зображено монтаж вітроелектричної станції ВЕС ТГ-750 потужністю 750 КВт у м. Дніпропетровську. Докладно спосіб виготовлення великогабаритної лопаті вітродвигуна полягає в наступному: спочатку виготовляють, наприклад, з листової фанери або аналогічного тонколистового матеріалу шаблони, які мають аеродинамічну форму, кут і крутку поперечних перерізів лопаті, узятих через певні відстані (наприклад, через 500 мм) від початку до кінця довжини лопаті. Далі, по виготовлених шаблонах вирізують, наприклад, розпеченою електрониткою (Фіг.7), поперечні сегменти (Фіг.1) з листів спіненого легкого матеріалу, типу пінопласту або пінополіуретану. Поперечні сегменти виготовляють довжиною у співвідношенні від 0,5 до 1 від товщини профілю лопаті в даному поперечному перерізі (наприклад, якщо товщина профілю в даному перерізі дорівнює 500 мм, те довжина поперечного сегмента буде дорівнювати від 250 до 500 мм), при цьому для її забезпечення склеюють між собою (наприклад, монтажною піною) необхідну кількість листів пінопласту. Поперечні сегменти виготовляють цільними (фіг.1) і полегшеними (перфорованими) (фіг.2). Використання полегшених поперечних сегментів дозволяє зменшити вагу лопаті без зниження її властивостей міцності. Виготовлені в такий спосіб поперечні сегменти послідовно з'єднують (склеюють, наприклад, монтажною піною) між собою по 3-10 штук, утворюючи блоки, в яких забезпечується необхідна аеродинамічна форма та крутка по їхній довжині. Для підвищення міцності лопаті, отримані блоки обмотують шарами з допомогою клею (наприклад, епоксидним або поліефірним) склотканини з наступною полімеризацією шляхом холодного отвердіння. Далі, шляхом послідовного з'єднання (склеювання) отриманих поперечних сегментів (або блоків із з'єднаних поперечних сегментів) 7 виготовляють лонжерони (лобовий 7, центральний 8 і хвостовий 9) (Фіг.3), які потім обмотують з допомогою клею шарами склотканини 13 (Фіг.4) (наприклад, марки UC 800 0001) і полімеризують шляхом холодного отвердіння. Отримані лонжерони (лобовий 10, центральний 11 і хвостовий 12) з'єднують між собою боковими поверхнями, як показано на Фіг.5, скріплюють за допомогою кільцевої обмотки склострічкою (наприклад, марки RRT 384), обмотують з допомогою клею шарами склотканини (наприклад, марки UC 800 0001), утворюючи, таким чином, скріпну оболонку 14 (фіг.6), і полімеризують шляхом холодного отвердіння. Після полімеризації зовнішню поверхню скріпної оболонки ремонтують шляхом зачищення та шліфування і готовлять для нанесення захисно-декоративного покриття. Далі на підготовлену поверхню наносять захиснодекоративне покриття (наприклад, гелькоат або нітроемаль). 93492 8 Необхідно відзначити, що технологічні особливості способу виготовлення великогабаритної лопаті вітродвигуна, що заявляється, дозволяють якісно виготовляти лопаті з високими характеристиками міцності при меншій вартості в порівнянні з відомими іншими способами. Використовуючи даний спосіб в 2005 році підприємством ТОВ «ПКТБ «Конкорд» виготовлений комплект лопатей довжиною 13 метрів (Фіг.7-Фіг.12) для вітроелектричної станції ВЕС ТГ-750, монтаж якої здійснено у м. Дніпропетровську в 2006 році (Фіг.13, Фіг.14). Таким чином, спосіб виготовлення який заявляється має істотні переваги перед прототипом і іншими відомими способами виготовлення лопатей вітродвигуна. Все це сприяє швидкому впровадженню пропонованого способу виготовлення і його широкому застосуванню у вітроенергетиці. 9 93492 10 11 93492 12 13 93492 14 15 93492 16 17 93492 18 19 93492 20 21 Комп’ютерна верстка А. Рябко 93492 Підписне 22 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing large-sized wind turbine blade
Автори англійськоюHolubenko Mykola Stepanovych, Dovhaliuk Serhii Ivanovych, Vishnevetskyi Pavlo Olehovych, Tsyhanov Valerii Oleksandrovych, Holubenko Oleksandr Anatoliiovych
Назва патенту російськоюСпособ изготовления крупногабаритной лопасти ветродвигателя
Автори російськоюГолубенко Николай Степанович, Довгалюк Сергей Иванович, Вишневецкий Павел Олегович, Цыганов Валерий Александрович, Голубенко Александр Анатольевич
МПК / Мітки
МПК: B29C 69/00, B29D 24/00, B64C 3/00, F03D 11/00
Мітки: спосіб, вітродвигуна, великогабаритної, лопати, виготовлення
Код посилання
<a href="https://ua.patents.su/11-93492-sposib-vigotovlennya-velikogabaritno-lopati-vitrodviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення великогабаритної лопаті вітродвигуна</a>
Спосіб виготовлення великогабаритної лопаті вітродвигуна
Номер патенту: 69151
Опубліковано: 16.08.2004
Автори: Алієв Натікбек Алійович, Манець Іван Григорович
Мітки: вітродвигуна, лопати, великогабаритної, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення великогабаритної лопаті вітродвигуна, що включає спочатку формування вихідного порожнистого несучого каркаса змінного перерізу натягом між вузлами кріплення рівномірно рознесеними подовжніми зв'язками й використанням поперечних лонжеронів згідно з заданими геометричними розмірами, наступне орбітальне пошарове укладання просоченого сполукою армувального матеріалу на каркас, формування композитної оболонки від його одного...
Спосіб монтажу багатолопатевого ротора вітродвигуна із міцним зовнішнім кільцем аеродинамічної форми
Номер патенту: 84787
Опубліковано: 25.11.2008
Автор: Ізосімов Євген Сергійович
МПК: F03D 1/06
Мітки: аеродинамічної, форми, вітродвигуна, ротора, спосіб, багатолопатевого, кільцем, зовнішнім, міцним, монтажу
Формула / Реферат:
1. Спосіб монтажу багатолопатевого ротора вітродвигуна, що перетворює енергію вітрового потоку в енергію обертання вала електрогенератора, з віссю обертання, паралельною вітровому потоку, радіально розташованими лопатями з регульованими кутами установки, з міцним зовнішнім кільцем з хордою, паралельною повітряному потоку, при якому почергово підняті краном лопаті гвинтами закріплюють до розташованої на башті втулки ротора, який відрізняється...
Багатолопатевий ротор вітродвигуна із зовнішнім кільцем аеродинамічної форми
Номер патенту: 83890
Опубліковано: 26.08.2008
Автор: Ізосімов Євген Сергійович
МПК: F03D 1/06
Мітки: кільцем, зовнішнім, форми, ротор, вітродвигуна, аеродинамічної, багатолопатевий
Формула / Реферат:
1. Ротор вітродвигуна, що перетворює енергію вітрового потоку в енергію обертання вала електрогенератора, з віссю обертання, паралельною вітровому потоку, радіально розташованими лопатями з регульованими кутами установки з перетином у вигляді профілю аеродинамічної форми, що мають відповідну крутку, який відрізняється тим, що містить від 6 до 16 лопатей та зовнішнє кільце, зміцнене з метою одержання від лопатей частини навантаження, з...
Багатолопатевий ротор вітродвигуна із зовнішнім кільцем аеродинамічної форми
Номер патенту: 84360
Опубліковано: 10.10.2008
Автор: Ізосімов Євген Сергійович
МПК: F03D 1/06
Мітки: форми, кільцем, ротор, зовнішнім, аеродинамічної, вітродвигуна, багатолопатевий
Формула / Реферат:
1. Ротор вітродвигуна, що перетворює енергію вітрового потоку в енергію обертання вала електрогенератора, з віссю обертання, паралельною вітровому потоку, радіально розташованими лопатями з регульованими кутами установки з перетином у вигляді профілю аеродинамічної форми, що мають відповідну крутку, який відрізняється тим, що містить від 6 до 16 лопатей та зовнішнє кільце, зміцнене з метою одержання від лопатей частини навантаження, з...
Багатолопатевий ротор вітродвигуна із зовнішнім та проміжним(и) кільцями аеродинамічної форми
Номер патенту: 88976
Опубліковано: 10.12.2009
Автор: Ізосімов Євген Сергійович
МПК: F03D 1/06
Мітки: аеродинамічної, вітродвигуна, зовнішнім, багатолопатевий, проміжними, ротор, кільцями, форми
Формула / Реферат:
Ротор вітродвигуна, що перетворює енергію вітрового потоку в енергію обертання вала електрогенератора, з віссю обертання, паралельною вітровому потоку, радіально розташованими лопатями з регульованими кутами установки з перерізом у вигляді профілю аеродинамічної форми, що мають відповідну крутку, кількістю лопатей від 6 до 16, з зовнішнім кільцем, зміцненим з метою одержання від лопатей частини навантаження, рухомо прикріпленим до кінців...
Попередній патент: Спосіб монтування привідного механізму для дверних та віконних рам
Наступний патент: Виробництво складеного харчового продукту, що містить суцільне зерно
Випадковий патент: Спосіб ліквідації витоків газу через ущільнення колони крана