Плита із деревного матеріалу з покриттям, процес створення покриття на плиті із деревного матеріалу та застосування цієї плити


Формула / Реферат
1. Плита із деревного матеріалу з покриттям і, зокрема, стінна, стельова або підлогова панель, яка має лицьову сторону і тильну сторону, де принаймні поверхня лицьової сторони забезпечується полімерним покриттям, яка відрізняється тим, що полімерне покриття має градієнт твердості, такий, що твердість полімерного покриття в міру зростання глибини від його поверхні по суті безперервно зменшується.
2. Плита за п. 1, яка відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню:
(-3,0*х) + С £ Y(x) £ (-0,2*х) + С,
де:
х - абсолютна величина глибини покриття від його поверхні, мкм;
Y(x) - абсолютна величина твердості, Н/мм2, на даній глибині х; і
С - абсолютна величина вихідної твердості, Н/мм2, покриття на глибині х приблизно 0-5 мкм.
3. Плита за п. 1, яка відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню:
(-2,5*х) + С £ Y(x) £ (-0,4*х) + С,
де:
х - абсолютна величина глибини покриття від його поверхні, мкм;
Y(x) - абсолютна величина твердості, Н/мм2, на даній глибині х; і
С - абсолютна величина вихідної твердості, Н/мм2, покриття на глибині х приблизно 0-5 мкм.
4. Плита за п. 1, яка відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню:
(-2,0*х) + С £ Y(x) £ (-0,6*х) + С,
де:
х - абсолютна величина глибини покриття від його поверхні, мкм;
Y(x) - абсолютна величина твердості, Н/мм2, на даній глибині х; і
С - абсолютна величина вихідної твердості, Н/мм2, покриття на глибині х приблизно 0-5 мкм.
5. Плита за одним із попередніх пунктів, яка відрізняється тим, що вона є плитою зі стружки, МДФ (MDF) плитою, ХДФ (HDF) плитою, плитою з орієнтованою плоскою стружкою або плитою із суцільної деревини.
6. Плита за одним із попередніх пунктів, яка відрізняється тим, що полімерне покриття складається із полімерів, здатних полімеризуватися за допомогою випромінювання.
7. Плита за одним із попередніх пунктів, яка відрізняється тим, що полімерне покриття має вихідну твердість за Мартенсом на глибині приблизно 0-5 мкм від 120 Н/мм2 до 250 Н/мм2, виміряну за DIN ISO 14577.
8. Плита за одним із попередніх пунктів, яка відрізняється тим, що полімерне покриття має вихідну твердість за Мартенсом на глибині приблизно 0-5 мкм від 130 Н/мм2 до 200 Н/мм2, виміряну за DIN ISO 14577.
9. Процес створення покриття на плиті із деревного матеріалу, який включає в себе такі стадії:
a) підготовку плити із деревного матеріалу;
b) нанесення першого рідкого матеріалу покриття;
c) нанесення принаймні другого рідкого матеріалу покриття на ще мокрий перший матеріал покриття таким чином, що відбувається змішування матеріалів покриття;
d) твердіння нанесених матеріалів покриття за допомогою випромінювання, де матеріали покриття вибирають таким чином, щоб отримане в результаті затверділе покриття мало градієнт твердості, при котрому твердість покриття в міру зростання глибини від його поверхні зменшується, при цьому градієнт твердості по суті відповідає такому співвідношенню:
(-3,0*х) + С £ Y(x) £ (-0,2*х) + С,
де:
х - абсолютна величина глибини покриття, мкм, від його поверхні;
Y(x) - абсолютна величина твердості, Н/мм2, на даній глибині х; і
С - абсолютна величина вихідної твердості, Н/мм2, покриття на глибині х приблизно 0-5 мкм.
10. Процес п. 9, який відрізняється тим, що перед стадією d) на ще мокрий нанесений перед тим матеріал покриття наносять подальші матеріали покриття.
11. Процес за п. 9 або п. 10, який відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню:
(-2,5*х)+С £ Y(x) £ (-0,4*х) + С,
де:
х - абсолютна величина глибини покриття, мкм, від його поверхні;
Y(x) - абсолютна величина твердості, Н/мм2, на даній глибині х; і
С - абсолютна величина вихідної твердості, Н/мм2, покриття на глибині х приблизно 0-5 мкм.
12. Процес за п. 9 або п. 11, який відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню:
(-2,0*х) + С £ Y(x) £ (-0,6*х) + С,
де:
х - абсолютна величина глибини покриття, мкм, від його поверхні;
Y(x) - абсолютна величина твердості, Н/мм2, на даній глибині х; і
С - абсолютна величина вихідної твердості, Н/мм2, покриття на глибині х приблизно 0-5 мкм.
13. Процес за одним із пп. 9-12, який відрізняється тим, що перший і другий шари є полімерними шарами, причому другий полімерний шар має більше подвійних С-С-зв'язків, ніж перший полімерний шар.
14. Плита за одним із пп. 9-13.
15. Застосування плити із деревного матеріалу з покриттям за п. 1 або 14 як підлогової, стельової, або стінної панелі.
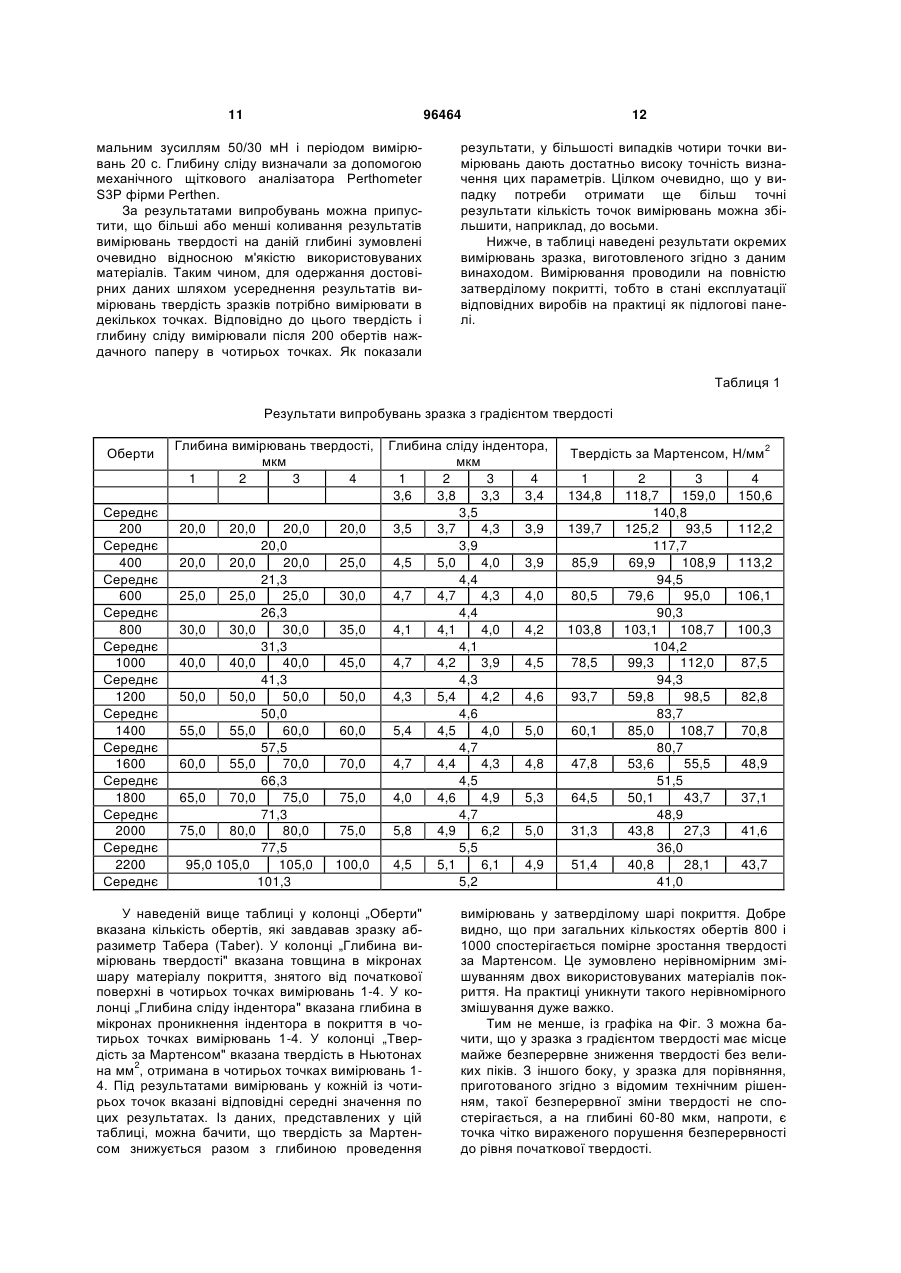
Текст
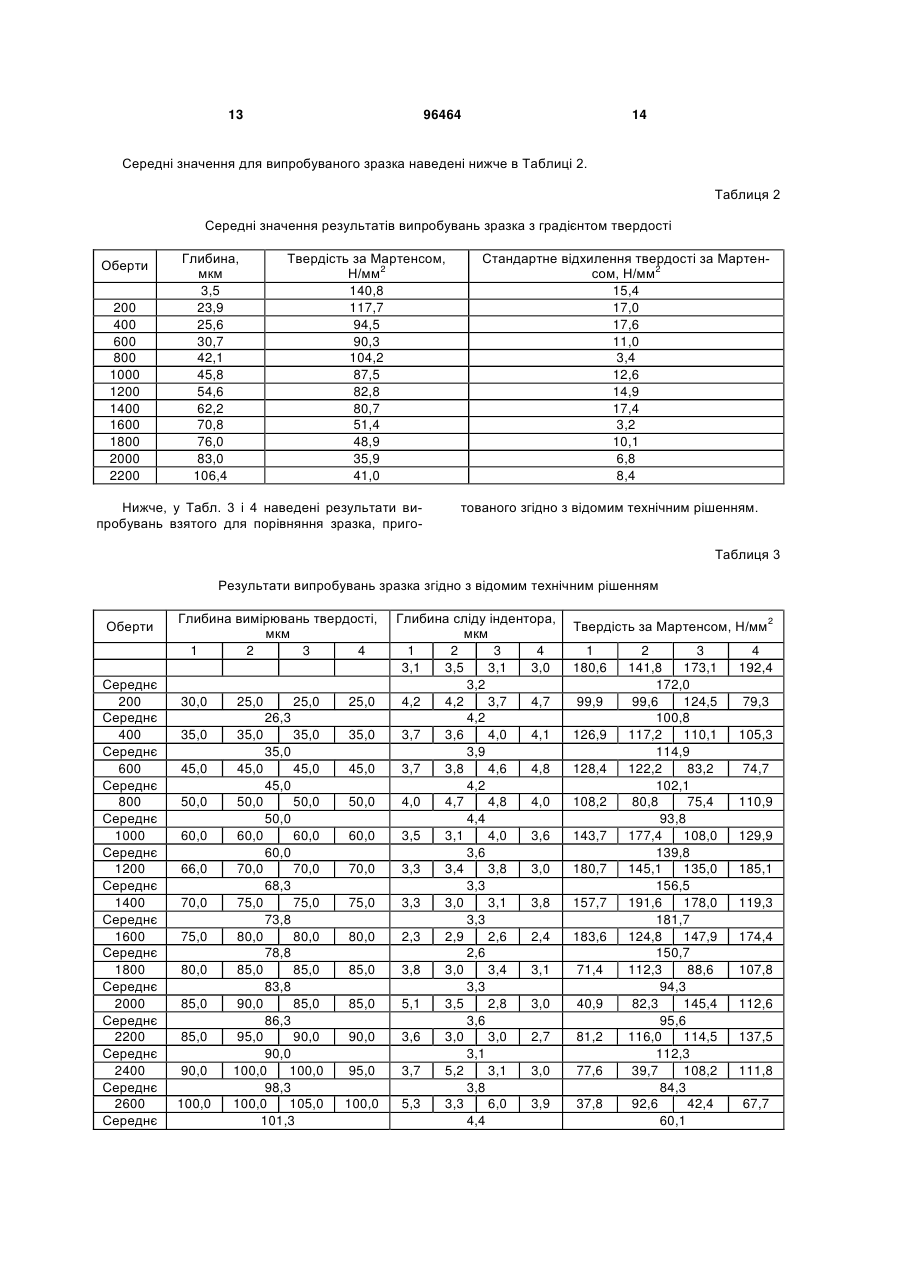
УКРАЇНА (19) UA (11) 96464 (13) C2 (51) МПК (2011.01) B05C 1/00 B05D 7/00 ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) ПЛИТА ІЗ ДЕРЕВНОГО МАТЕРІАЛУ З ПОКРИТТЯМ, ПРОЦЕС СТВОРЕННЯ ПОКРИТТЯ НА ПЛИТІ ІЗ ДЕРЕВНОГО МАТЕРІАЛУ ТА ЗАСТОСУВАННЯ ЦІЄЇ ПЛИТИ C2 (13) 96464 (11) 4. Плита за п. 1, яка відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню: (-2,0*х) + С Y(x) (-0,6*х) + С, де: х - абсолютна величина глибини покриття від його поверхні, мкм; 2 Y(x) - абсолютна величина твердості, Н/мм , на даній глибині х; і 2 С - абсолютна величина вихідної твердості, Н/мм , покриття на глибині х приблизно 0-5 мкм. 5. Плита за одним із попередніх пунктів, яка відрізняється тим, що вона є плитою зі стружки, МДФ (MDF) плитою, ХДФ (HDF) плитою, плитою з орієнтованою плоскою стружкою або плитою із суцільної деревини. 6. Плита за одним із попередніх пунктів, яка відрізняється тим, що полімерне покриття складається із полімерів, здатних полімеризуватися за допомогою випромінювання. 7. Плита за одним із попередніх пунктів, яка відрізняється тим, що полімерне покриття має вихідну твердість за Мартенсом на глибині приблизно 0-5 2 2 мкм від 120 Н/мм до 250 Н/мм , виміряну за DIN ISO 14577. 8. Плита за одним із попередніх пунктів, яка відрізняється тим, що полімерне покриття має вихідну твердість за Мартенсом на глибині приблизно 0-5 2 2 мкм від 130 Н/мм до 200 Н/мм , виміряну за DIN ISO 14577. 9. Процес створення покриття на плиті із деревного матеріалу, який включає в себе такі стадії: a) підготовку плити із деревного матеріалу; b) нанесення першого рідкого матеріалу покриття; c) нанесення принаймні другого рідкого матеріалу покриття на ще мокрий перший матеріал покриття таким чином, що відбувається змішування матеріалів покриття; d) твердіння нанесених матеріалів покриття за допомогою випромінювання, де матеріали покриття вибирають таким чином, щоб отримане в результаті затверділе покриття мало градієнт твердості, при котрому твердість покриття в міру зростання глибини від його поверхні зменшується, при цьому градієнт твердості по суті відповідає такому співвідношенню: UA (21) a200906531 (22) 23.11.2007 (24) 10.11.2011 (86) PCT/EP2007/010215, 23.11.2007 (31) PCT/EP2006/011246 (32) 23.11.2006 (33) EP (46) 10.11.2011, Бюл.№ 21, 2011 р. (72) ДЙОРІНГ ДІТЕР, DE, ШЕФЕР ХАНС, DE, ХАНІЦШ УДО, DE (73) КРОНОПЛЮС ТЕКНІКАЛ АГ, CH (56) DE 102004031547 A!, 17.0302005 WO 2007/042258 A, 19.04.2007 EP 1634995 A, 15.03.2006 EP 1645339 A, 15.03.2006 (57) 1. Плита із деревного матеріалу з покриттям і, зокрема, стінна, стельова або підлогова панель, яка має лицьову сторону і тильну сторону, де принаймні поверхня лицьової сторони забезпечується полімерним покриттям, яка відрізняється тим, що полімерне покриття має градієнт твердості, такий, що твердість полімерного покриття в міру зростання глибини від його поверхні по суті безперервно зменшується. 2. Плита за п. 1, яка відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню: (-3,0*х) + С Y(x) (-0,2*х) + С, де: х - абсолютна величина глибини покриття від його поверхні, мкм; 2 Y(x) - абсолютна величина твердості, Н/мм , на даній глибині х; і 2 С - абсолютна величина вихідної твердості, Н/мм , покриття на глибині х приблизно 0-5 мкм. 3. Плита за п. 1, яка відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню: (-2,5*х) + С Y(x) (-0,4*х) + С, де: х - абсолютна величина глибини покриття від його поверхні, мкм; 2 Y(x) - абсолютна величина твердості, Н/мм , на даній глибині х; і 2 С - абсолютна величина вихідної твердості, Н/мм , покриття на глибині х приблизно 0-5 мкм. 2 (19) 1 3 96464 4 (-3,0*х) + С Y(x) (-0,2*х) + С, де: х - абсолютна величина глибини покриття, мкм, від його поверхні; 2 Y(x) - абсолютна величина твердості, Н/мм , на даній глибині х; і 2 С - абсолютна величина вихідної твердості, Н/мм , покриття на глибині х приблизно 0-5 мкм. 10. Процес п. 9, який відрізняється тим, що перед стадією d) на ще мокрий нанесений перед тим матеріал покриття наносять подальші матеріали покриття. 11. Процес за п. 9 або п. 10, який відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню: (-2,5*х)+С Y(x) (-0,4*х) + С, де: х - абсолютна величина глибини покриття, мкм, від його поверхні; 2 Y(x) - абсолютна величина твердості, Н/мм , на даній глибині х; і 2 С - абсолютна величина вихідної твердості, Н/мм , покриття на глибині х приблизно 0-5 мкм. 12. Процес за п. 9 або п. 11, який відрізняється тим, що градієнт твердості по суті відповідає такому співвідношенню: (-2,0*х) + С Y(x) (-0,6*х) + С, де: х - абсолютна величина глибини покриття, мкм, від його поверхні; 2 Y(x) - абсолютна величина твердості, Н/мм , на даній глибині х; і 2 С - абсолютна величина вихідної твердості, Н/мм , покриття на глибині хприблизно 0-5 мкм. 13. Процес за одним із пп. 9-12, який відрізняється тим, що перший і другий шари є полімерними шарами, причому другий полімерний шар має більше подвійних С-С-зв'язків, ніж перший полімерний шар. 14. Плита за одним із пп. 9-13. 15. Застосування плити із деревного матеріалу з покриттям за п. 1 або 14 як підлогової, стельової, або стінної панелі. Даний винахід стосується плити із деревного матеріалу з покриттям і, зокрема, плити для виготовлення настилу підлоги, покриття стелі або стіни. Крім того, винахід стосується процесу створення покриття на плиті із деревного матеріалу. Із рівня техніки відомими є численні типи плит із деревних матеріалів з покриттям. У найбільш простому випадку така плита виконується із масивної деревини. Проте плити із масивної деревини є дуже дорогими, а викладати з них панелі є здатними лише висококваліфіковані фахівці. З іншого боку, панелі із суцільної деревини мають дуже привабливу поверхню. Для того щоб знизити до прийнятного рівня вартість підлогових настилів із суцільної деревини і при цьому надати їм привабливого виду поверхню, використовують плити, покриті шпоном. Шпон являє собою тонкий листовий матеріал завтовшки як правило 0,3-0,8 мм із високоякісної суцільної деревини, наклеєний на матеріал основи тобто на несучу плиту. Матеріалом основи служать як правило порівняно дешеві деревні матеріали, товщина яких є набагато більшою товщини шпону. Недоліком покриття такого типу є відносно висока чутливість його поверхні до вологи і механічної дії. Крім того, із рівня техніки відомими є також ламінатні панелі для покриття підлог або стель. У порівнянні з вищезгаданими панелями покриття ламінатні панелі є відносно недорогими. Ламінатна панель складається в загальному випадку із несучої плити завтовшки 4-12 мм, виконаної із МДФ або ХДФ матеріалу, тобто із деревного матеріалу відносно низької вартості, і наклеєного на його верхню поверхню паперу з віддрукованим на ньому декором. На нижній стороні несучої плити як правило є так званий протидеформаційний папір, який служить для забезпечення протидії деформації несучої плити, що може викликатися нанесеним на неї шаром декору. Для збільшення міцності та довговічності шару декору на нього зазвичай накладають так званий покривний папір, який просочують і зокрема, наприклад, аміносмолою, на котру у свою чергу накладають дуже дрібні, тривкі щодо абразивного зносу частки і зокрема, наприклад, частки із оксиду алюмінію. Шляхом пресування під нагрівом виконані із різних матеріалів шари ламінатної панелі сполучають між собою, а смоли в них піддають твердінню. Таким чином, у результаті отримують довговічну, зносостійку декоративну поверхню. Для підвищення міцності, а також поліпшення оптичних властивостей плит із деревних матеріалів, призначених для використання, наприклад, у стінних, стельових або підлогових панелях, із рівня техніки відомими є декілька процесів і матеріалів для створення покриття. У принципі такі покриття можуть створюватися на будь-якого типу плиті із деревного матеріалу, включаючи вищезгадані панелі із суцільної деревини та ламінатні панелі для підвищення міцності та довговічності їхніх поверхонь. Так, наприклад, із міжнародної заявки WO 2007/042258 А1 є відомим процес для створення покриття на плиті із деревного матеріалу, де в одну стадію на поверхні такої плити створювали відносно товстий захисний шар із синтетичного матеріалу. Синтетичним матеріалом при цьому служила здатна полімеризуватися акрилатна система, яку можна було піддавати твердінню шляхом полімеризації. Полімеризація при цьому ініціювалася за допомогою випромінювання, що забезпечувало повне перетворення по товщині нанесеного шару покриття. Беручи за основу описаний рівень техніки, перед даним винаходом поставлені завдання створити плиту із деревного матеріалу з покриттям, і процес для створення покриття на плиті, що володіє порівняно кращими механічними властивостя 5 ми. Ці та інші завдання, яким дається повне роз'яснення в подальшому описі даного винаходу або які можуть бути цілком очевидними для фахівця в даній галузі, вирішуються у плиті із деревного матеріалу з покриттям згідно з п. 1 Формули винаходу і в процесі для створення покриття згідно з п. 9 Формули винаходу. Даним винаходом досягаються, властивості протизносової тривкості покриття, які відповідають найвищому класу AC 5 згідно з prЕМ 15468, при хорошій оптичній прозорості покриття, а також хорошому блиску друкованого візерунка, накладеного під покриттям або в покритті. Поверхня цього покриття характеризується високою тривкістю при мікрошкрябанні (Mar-тривкістю) та ударною стійкістю згідно з класом 33 (prЕМ 15468). Характеристичні величини покриття, що стосуються хімічної стійкості і стійкістю до водяної пари, і результати випробувань його на стійкість до роликового стільця і ніжок меблі відповідають prЕМ 15468. Крім того, запропонований процес дозволяє одержувати поверхню з наданою їй, окрім друку, також декоративної, глибоко рифленої структури, наприклад чесаної деревини або каменя. Даний винахід є особливо корисним для виготовлення підлогових панелей. Плитою із деревного матеріалу з покриттям може бути, зокрема, підлогова, стельова або стінна панель, або плита із деревного матеріалу, призначена для подальшої її обробки для одержання відповідної підлогової, стельової або стінної панелі. Така плита має лицьову сторону і тильну сторону, де принаймні поверхня лицьової сторони забезпечується полімерним покриттям. Використовуваний тут термін „плита із деревного матеріалу" має широке значення, яким охоплюються, наприклад, як плити, виготовлені із суцільної деревини, так і плити, виготовлені із МДФ і ХДФ матеріалів, деревостружкові плити, композитні плити, плити з орієнтованою плоскою стружкою і т.п. Плита із деревного матеріалу може, крім того, мати на своїх поверхнях з лицьової і/або тильної сторони додаткові покриття, покриття із паперу, шпону і т.п. Отже при згадуванні покриття поверхні плити із деревного матеріалу під цим безумовно мається на увазі покриття не безпосередньо на деревному матеріалі, а, наприклад, на накладеному на цей матеріал папері з візерунком декору. Згідно з даним винаходом полімерне покриття після його твердіння має градієнт твердості, при котрому твердість даного матеріалу покриття зменшується в напрямку від його поверхні вглибину. Таким чином, полімерний шар покриття в кращому варіанті має максимальну твердість на його зовнішній поверхні і мінімальну твердість поблизу межі поділу між покриттям і поверхнею самої плити із деревного матеріалу зі зміною твердості по низхідній лінії. В усіх відомих до тих пір технічних рішеннях стояло завдання досягти максимальної твердості по всій товщині шару покриття. Покриття, створюване згідно з даним винаходом, базується на іншому принципі, але демонструє на подив чудові показники механічної тривкості. Поясненням цього 96464 6 може бути те, що завдяки якомога більш рівномірному зниженню твердості не виникає великих пікових змін властивостей покриття, яке, таким чином, стає дуже тривким. Даний винахід стосується також процесу створення покриття на плиті із деревного матеріалу і, зокрема, на підлоговій, стельовій або стінній панелі, або на плиті із деревного матеріалу, яка піддається обробці для одержання підлогової панелі, де на першій стадії процесу на плиту із деревного матеріалу наносять перший рідкий матеріал покриття і на цей ще мокрий перший матеріал покриття наносять другий рідкий матеріал покриття, причому нанесені таким чином рідкі шари проникають один в одного згідно з фізикою рідин. У результаті створюється градієнт концентрації обох рідин. При цьому на зовнішніх ділянках всього шару покриття (на верхній або нижній стороні повного шару) відповідна рідина первинних поодиноких шарів є домінуючою, і має місце градієнт концентрації першої рідини і, відповідно, другої рідини в напрямку центра і далі до відповідної зовнішньої сторони шару. В ідеальному випадку хід відповідного градієнта концентрації має прямолінійну форму. Якщо рідини мають високу в'язкість, а час змішування є коротким, то ідеальний хід градієнта концентрації може порушуватися і, таким чином, фактичні криві концентрації можуть лише приблизно відповідати прямолінійному ходу, помітно від нього відхиляючись. У тому випадку, коли рідинами є, наприклад, здатні полімеризуватися акрилатні системи з різними відсотками подвійних зв'язків, то, як випливає із вищевикладеного, аналогічно градієнту концентрації взятих разом обох рідин виникає також градієнт кількості подвійних зв'язків від однієї до іншої сторони шару. Тепер, коли в такому шарі, наприклад за допомогою ультрафіолетового випромінювання, ініціюється полімеризація, можна припускати, що умовах інертного середовища відбувається майже повне перетворення подвійних зв'язків, і в результаті виникає полімерний шар з градієнтом точок зшивання. При цьому в той час як сторона з високою концентрацією подвійних зв'язків є відповідно до цього міцно зшитою, інша сторона, де відсоток подвійних зв'язків є низьким, має гірше зшивання. Згідно з фізикою полімерів, дані, що стосуються твердості такої системи, дозволяють оцінювати також концентрацію поперечних зв'язків. Таким чином, при вимірюванні, наприклад, мікротвердості (твердості за Мартенсом) згідно зі стандартом DIN EN ISO 14577) у шарі, створеному із двох здатних полімеризуватися рідин, отримують градієнт твердості, аналогічний концентрації поперечних зв'язків. Цей шар можна поступово знімати, наприклад у випробуваннях на абразивний знос шляхом Taber-тесту згідно з EN 13329. Подібним чином крива градієнта твердості відповідає описаному вище градієнту концентрації обох рідин. У випадку ідеального змішування рідин мають місце прямолінійні зміни градієнта. Проте на практиці спостерігається відхилення від прямолінійної залежності. Отже мовою математики можна очікувати, що функція у = f(x) має хід, що відхиляється від прямої лінії (де у - твердість за Мартенсом, а х - глибина абразивного зносу в ша 7 рі). Далі суть даного винаходу роз'яснюється на одному з прикладів його здійснення. На несучу плиту ХДФ за допомогою наношувального валика накатують перший шар із матері2 алу покриття у питомій кількості 45 г/м , що складається на 35% із 1,6-гександіолдіакрилату і на 65% із поліестер-акрилату. Одразу після цього на перший шар наносять другий шар із матеріалу 2 покриття у питомій кількості 40 г/м , який являє собою суміш із 70% поліуретанакрилового естеру і 30% дипропіленглікольдіакрилату. Обидва шари в даному випадку містять фотоініціатор полімеризації. Нанесений таким чином рідкий шар весь піддають ультрафіолетовому опромінюванню в атмосфері азоту, внаслідок чого весь шар полімеризується. Перетворення подвійних зв'язків, яке в результаті цього відбувається, складає приблизно 98%. Для проведення аналізу утвореного покриття його поступово знімали у випробуваннях на стійкість до зносу шляхом Taber-тесту з 200 обертами (як описано в EN 13329). На кожній стадії стирання проводили відповідні вимірювання твердості за Мартенсом. На графіку в координатах твердості за 2 2 Мартенсом у Н/мм (Ньютон/мм ) по осі у і відповідної глибини зносу у мкм (мікрони) по осі х результати цих вимірювань вишиковувалися в пряму лінію, що описувалася функцією у = 134,8 - 1,03х. Достовірність визначення при цьому складала 87,8%, що свідчило про дуже високу точність цієї математичної кореляції для деревних матеріалів. У випадках використання покриття за даним винаходом на тривких щодо абразивного зносу підлогових настилах шари цього покриття можуть бути доповнені тривкими щодо абразивного зносу частками, наприклад корунду. Такі частки можуть бути наявними, наприклад, в одному чи обох матеріалах покриття у формі дисперсії перед нанесенням покриття або розподілятися на ще мокрий матеріал покриття на окремій стадії процесу. Для фахівця в даній галузі, ознайомленого з описом винаходу, повинно бути цілком зрозуміло, що в залежності від застосування матеріал покриття може мати інші концентрації, відмінні від вказаних тут у прикладі здійснення винаходу. Так, концентрація 1,6-гександіолдіакрилату може лежати в інтервалі від 10% до 60%, а краще - в інтервалі від 30% до 40%, концентрація поліестеракрилату може лежати в інтервалі від 40% до 90%, а краще - в інтервалі від 50% до 80%, концентрація поліуретанакрилового естеру може лежати в інтервалі від 45% до 95%, а краще - в інтервалі від 55% до 75%, концентрація дипропіленглікольдіакрилату може лежати в інтервалі від 5% до 55%, а краще - в інтервалі від 15% до 35%. Беручи до уваги застосування перелічених вище речовин в описаних тут прикладах здійснення даного винаходу, стає більш зрозумілим принцип створення градієнта твердості в шарі покриття. Цілком зрозуміло, що замість цих речовин можуть використовуватися також інші численні, здатні полімеризуватися речовини. Особливо кращими для створення описаного тут покриття є здатні полімеризуватися акрилати. 96464 8 Матеріалом першого шару, другого шару і, можливо, інших шарів покриття може бути як одна здатна полімеризуватися речовина, так і суміш таких речовин. Особливо кращими для цього речовини є здатні полімеризуватися акрилати і зокрема такі: 1,6-гександіолдіакрилат, поліестеракрилат, поліуретанакриловий естер і дипропіленглікольдіакрилат. Найкращим матеріалом першого шару є суміш 1,6-гександіолдіакрилату з поліестер-акрилатом. Для другого шару особливо підходящою є суміш поліуретанакрилового естеру з дипропіленглікольдіакрилатом. У матеріалі покриття можуть використовуватися інші добавки і зокрема такі, як добавки для поліпшення текучості, змочувальні добавки, барвники, протизносостійкі частки тощо. Важливим при цьому є те, щоб ці додаткові компоненти дозволяли утворюватися описаним вище поперечним зв'язкам, тобто не погіршували прозорість шару і не перешкоджали полімеризації. Хоча кращими матеріалами покриття для нанесення окремих шарів є перелічені вище речовини, для фахівця в даній галузі цілком зрозумілим є те, що в зазначених цілях застосовуватися можуть також інші здатні полімеризуватися матеріали, вибір яких буде залежати по суті від наявності їх у розпорядженні. 4. Докладний опис типових варіантів здійснення даного винаходу Нижче поданий докладний опис типових варіантів здійснення винаходу з поясненнями на доданих фігурах креслення і графіках, де: - на Фіг. 1 зображена схема, що ілюструє процес створення покриття; - на Фіг. 2А - 2С зображені схеми, що ілюструють процес змішування двох рідких шарів; - на Фіг. 3 наведені криві залежності твердості від глибини покриття; - на Фіг. 4 наведені графіки, що ілюструють верхню і нижню межі градієнта твердості згідно з одним із кращих варіантів здійснення винаходу; - на Фіг. 5 наведені графіки, що ілюструють верхню і нижню межі градієнта твердості у більш кращому варіанті здійснення винаходу; - на Фіг. 6 наведені графіки, що ілюструють верхню і нижню межі градієнта твердості у ще одному кращому варіанті здійснення винаходу. На Фіг. 1 схематично зображений пристрій для створення покриття на плитах 10 із деревного матеріалу. Плити 10 із деревного матеріалу, котрими можуть бути, наприклад, плити із суцільного дерева, ХДФ, МДФ або деревостружкові плити, пересуваються уздовж технологічної лінії за допомогою роликового конвеєра 12. На ділянці 14 створення першого покриття на плити 10 із деревного матеріалу за допомогою обертового наношувального валика 15 у безперервному процесі наноситься перший рідкий матеріал 20 покриття. На наношувальний валик 15 матеріал покриття подається постачальним пристроєм 16. На ділянці 17 нанесення другого покриття на ще мокрий перший матеріал 20 покриття за допомогою ще одного обертового наношувального валика 18 наноситься другий рідкий матеріал 21 покриття. На наношувальний валик 18 другий рідкий матеріал 9 21 покриття подається постачальним пристроєм 19. Цілком очевидно, що нанесення матеріалу покриття може здійснюватися також будь-яким іншим підходящим способом, наприклад за допомогою розпорошувального пристрою, за допомогою ножового пристрою для нанесення покриття і т.п. Отже важливо лише щоб нанесення другого шару проводилося при достатньо мокрому стані першого шару і таким чином забезпечувалося часткове змішування цих двох шарів. Крім того, цілком очевидно, що слідом за ділянкою 17 нанесення другого покриття можуть йти подальші ділянки нанесення покрить і зокрема, наприклад, для нанесення третього рідкого матеріалу покриття на все ще мокрий другий матеріал 21 покриття, або ж додаткові ділянки для накладання тривких щодо абразивного зносу часток на мокрі шари або для введення їх в ці мокрі шари. З виходу ділянки 17 нанесення покриття покриті плити 10 спрямовуються на ділянку 30 твердіння, де нанесені шари твердіють під дією ультрафіолетових променів 31. На шляху від ділянки 17 нанесення покриття до ділянки 30 твердіння відбувається часткове змішування рідких матеріалів 20 і 21 покриття. При цьому особливо інтенсивне змішування має місце на поверхнях поділу цих двох матеріалів покриття і, цілком природно, є найбільшим у безпосередній близькості до межі між двома шарами, зменшуючись в міру віддалення від неї. З початком твердіння шарів на ділянці 30 процес змішування припиняється, і на цьому встановлюються певні пропорції змішування, а отже і механічні властивості створеного покриття. Ступінь змішування на поверхнях поділу (яке відбувається само по собі і в кращому варіанті - без прикладання зовнішніх сил) залежить від кількості часу, що проходить між нанесенням другого матеріалу 21 покриття на все ще мокрий перший матеріал 20 покриття та операцією твердіння на ділянці 30. Крім того, на змішування двох матеріалів покриття впливають також в'язкості цих матеріалів відповідно до загального правила - чим більшою є в'язкість, тим меншим є ступінь змішування за одиницю часу. Процес змішування двох нанесених матеріалів покриття можна в загальному випадку схематично відобразити так, як показано на Фіг. 2А-2С. На Фіг. 2А показаний стан, у котрому перебувають два матеріали 20 і 21 покриття, нанесені на плиту 10 із деревного матеріалу, в момент часу одразу після нанесення другого матеріалу 21 покриття. У цей момент процес змішування вже практично припиняється. У прикладі, що розглядається, матеріалами 20 і 21 покриття є полімери, які мають різні кількості вуглецевих подвійних С-С-зв'язків. Таким чином, як схематично показано на Фіг. 2А, перший матеріал 20 покриття має меншу кількість подвійних С-С-зв'язків, ніж другий матеріал 21. Внаслідок більшої кількості подвійних С-С-зв'язків у матеріалі 21 покриття цей матеріал після твердіння буде мати більшу твердість, ніж матеріал 20 покриття, в якому кількість подвійних С-С-зв'язків буде меншою. Оскільки два матеріали 20 і 21 покриття наносяться в стані „мокрий на мокрий" змішування цих 96464 10 двох шарів відбувається, починаючи від поверхні 22 їх поділу так, як показано на Фіг. 2В. Інакше кажучи, в результаті змішування кількість подвійних зв'язків у нижньому шарі на ділянці поблизу поверхні 22 поділу стає більшою, а на ділянці поблизу поверхні 22 поділу у верхньому шарі стає меншою, ніж до змішування. На Фіг. 2С ці два шари показані у стані, який вони приймають після подальшого розвитку процесу змішування і досягнення підходящого ступеню змішування. Якщо в цей момент часу починається твердіння матеріалу покриття, наприклад під дією ультрафіолетового випромінювання, то досягнута пропорція змішування фіксується, оскільки в затверділих шарах, цілком природно, змішування тривати далі не може. На Фіг. 3 показані криві твердості покриття згідно з винаходом (приклад з градієнтом) і покриття, створеного згідно з відомим технічним рішенням. Покриття згідно з даним винаходом наносилося на шліфовану плиту із деревного матеріалу з первинним шаром, на котрий способом „мокрий на мокрий" були нанесені два різні матеріали покриття. Перший нанесений матеріал покриття складався приблизно на 35% із 1,6-гександіолдіакрилату і приблизно на 65% із поліестер-акрилату з пито2 мою кількістю нанесеного матеріалу 45 г/м . Другий матеріал покриття, котрий наносився на перший матеріал, що перебував у ще мокрому стані, складався приблизно на 70% із поліуретанакрилового естеру і приблизно на 30% із дипропіленглікольдіакрилату і наносився в питомій кількості 40 2 г/м . Після нанесення другого шару витримувалася пауза протягом 10 секунд для того, щоби в'язкі рідкі матеріали покриття могли змішатися. Після цього нанесені два шари піддавалися разом повному твердінню. Для порівняння був приготований зразок звичайного покриття, створений згідно з відомим технічним рішенням. Це покриття складалося із множини тонких шарів матеріалів, нанесених окремо з проведенням твердіння кожного попереднього шару перед нанесенням наступного шару покриття. Матеріалом трьох нижніх шарів покриття була суміш із 70% поліестер-акрилату і 30% 1,6гександіолдіакрилату, а питома кількість нанесено2 го матеріалу становила 12 г/м . Два верхні шари складалися на 70% із поліуретанглікольдіакрилату і на 30% із дипропіленакрилового естеру. Ці два шари містили 15% корунду з середнім розміром часток D50 25 мкм. Випробування проводили за методикою згідно з європейським стандартом для ламінатних панелей DIN EN 13329 на установці для випробувань на абразивний знос за Taber-тестом за допомогою абразиметра Тейбера Taber Abraser 5151 виробництва фірми Taber Industries. Після 200 обертів наждачного паперу S-41 визначали твердість і глибину відбитків на зразках. Твердість за Мартенсом (з реєстрацією тесту на твердість при прикладанні випробувальної сили) визначали за стандартною методикою DIN EN ISO 14577. При цьому користувалися випробувальною установкою „Fischerscope H100" виробництва фірми Helmut Fischer GmbH. Випробування проводили з макси 11 96464 мальним зусиллям 50/30 мН і періодом вимірювань 20 с. Глибину сліду визначали за допомогою механічного щіткового аналізатора Perthometer S3P фірми Perthen. За результатами випробувань можна припустити, що більші або менші коливання результатів вимірювань твердості на даній глибині зумовлені очевидно відносною м'якістю використовуваних матеріалів. Таким чином, для одержання достовірних даних шляхом усереднення результатів вимірювань твердість зразків потрібно вимірювати в декількох точках. Відповідно до цього твердість і глибину сліду вимірювали після 200 обертів наждачного паперу в чотирьох точках. Як показали 12 результати, у більшості випадків чотири точки вимірювань дають достатньо високу точність визначення цих параметрів. Цілком очевидно, що у випадку потреби отримати ще більш точні результати кількість точок вимірювань можна збільшити, наприклад, до восьми. Нижче, в таблиці наведені результати окремих вимірювань зразка, виготовленого згідно з даним винаходом. Вимірювання проводили на повністю затверділому покритті, тобто в стані експлуатації відповідних виробів на практиці як підлогові панелі. Таблиця 1 Результати випробувань зразка з градієнтом твердості Оберти Середнє 200 Середнє 400 Середнє 600 Середнє 800 Середнє 1000 Середнє 1200 Середнє 1400 Середнє 1600 Середнє 1800 Середнє 2000 Середнє 2200 Середнє Глибина вимірювань твердості, мкм 1 2 3 4 20,0 20,0 20,0 20,0 20,0 20,0 20,0 21,3 25,0 25,0 25,0 26,3 30,0 30,0 30,0 31,3 40,0 40,0 40,0 41,3 50,0 50,0 50,0 50,0 55,0 55,0 60,0 57,5 60,0 55,0 70,0 66,3 65,0 70,0 75,0 71,3 75,0 80,0 80,0 77,5 95,0 105,0 105,0 101,3 20,0 25,0 30,0 35,0 45,0 50,0 60,0 70,0 75,0 75,0 100,0 Глибина сліду індентора, мкм 1 2 3 4 3,6 3,8 3,3 3,4 3,5 3,5 3,7 4,3 3,9 3,9 4,5 5,0 4,0 3,9 4,4 4,7 4,7 4,3 4,0 4,4 4,1 4,1 4,0 4,2 4,1 4,7 4,2 3,9 4,5 4,3 4,3 5,4 4,2 4,6 4,6 5,4 4,5 4,0 5,0 4,7 4,7 4,4 4,3 4,8 4,5 4,0 4,6 4,9 5,3 4,7 5,8 4,9 6,2 5,0 5,5 4,5 5,1 6,1 4,9 5,2 У наведеній вище таблиці у колонці „Оберти" вказана кількість обертів, які завдавав зразку абразиметр Табера (Taber). У колонці „Глибина вимірювань твердості" вказана товщина в мікронах шару матеріалу покриття, знятого від початкової поверхні в чотирьох точках вимірювань 1-4. У колонці „Глибина сліду індентора" вказана глибина в мікронах проникнення індентора в покриття в чотирьох точках вимірювань 1-4. У колонці „Твердість за Мартенсом" вказана твердість в Ньютонах 2 на мм , отримана в чотирьох точках вимірювань 14. Під результатами вимірювань у кожній із чотирьох точок вказані відповідні середні значення по цих результатах. Із даних, представлених у цій таблиці, можна бачити, що твердість за Мартенсом знижується разом з глибиною проведення Твердість за Мартенсом, Н/мм 1 134,8 139,7 85,9 80,5 103,8 78,5 93,7 60,1 47,8 64,5 31,3 51,4 2 3 118,7 159,0 140,8 125,2 93,5 117,7 69,9 108,9 94,5 79,6 95,0 90,3 103,1 108,7 104,2 99,3 112,0 94,3 59,8 98,5 83,7 85,0 108,7 80,7 53,6 55,5 51,5 50,1 43,7 48,9 43,8 27,3 36,0 40,8 28,1 41,0 2 4 150,6 112,2 113,2 106,1 100,3 87,5 82,8 70,8 48,9 37,1 41,6 43,7 вимірювань у затверділому шарі покриття. Добре видно, що при загальних кількостях обертів 800 і 1000 спостерігається помірне зростання твердості за Мартенсом. Це зумовлено нерівномірним змішуванням двох використовуваних матеріалів покриття. На практиці уникнути такого нерівномірного змішування дуже важко. Тим не менше, із графіка на Фіг. 3 можна бачити, що у зразка з градієнтом твердості має місце майже безперервне зниження твердості без великих піків. З іншого боку, у зразка для порівняння, приготованого згідно з відомим технічним рішенням, такої безперервної зміни твердості не спостерігається, а на глибині 60-80 мкм, напроти, є точка чітко вираженого порушення безперервності до рівня початкової твердості. 13 96464 14 Середні значення для випробуваного зразка наведені нижче в Таблиці 2. Таблиця 2 Середні значення результатів випробувань зразка з градієнтом твердості Оберти 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Глибина, мкм 3,5 23,9 25,6 30,7 42,1 45,8 54,6 62,2 70,8 76,0 83,0 106,4 Твердість за Мартенсом, 2 Н/мм 140,8 117,7 94,5 90,3 104,2 87,5 82,8 80,7 51,4 48,9 35,9 41,0 Нижче, у Табл. 3 і 4 наведені результати випробувань взятого для порівняння зразка, приго Стандартне відхилення твердості за Мартен2 сом, Н/мм 15,4 17,0 17,6 11,0 3,4 12,6 14,9 17,4 3,2 10,1 6,8 8,4 тованого згідно з відомим технічним рішенням. Таблиця 3 Результати випробувань зразка згідно з відомим технічним рішенням Оберти Середнє 200 Середнє 400 Середнє 600 Середнє 800 Середнє 1000 Середнє 1200 Середнє 1400 Середнє 1600 Середнє 1800 Середнє 2000 Середнє 2200 Середнє 2400 Середнє 2600 Середнє Глибина вимірювань твердості, мкм 1 2 3 4 30,0 25,0 25,0 25,0 35,0 35,0 45,0 45,0 50,0 50,0 60,0 60,0 70,0 70,0 75,0 75,0 80,0 80,0 85,0 85,0 85,0 85,0 90,0 90,0 100,0 100,0 98,3 100,0 105,0 101,3 90,0 26,3 35,0 35,0 35,0 45,0 45,0 45,0 50,0 50,0 50,0 60,0 60,0 60,0 66,0 70,0 68,3 70,0 75,0 73,8 75,0 80,0 78,8 80,0 85,0 83,8 85,0 90,0 86,3 85,0 90,0 100,0 95,0 95,0 100,0 Глибина сліду індентора, мкм 1 2 3 4 3,1 3,5 3,1 3,0 3,2 4,2 4,2 3,7 4,7 4,2 3,7 3,6 4,0 4,1 3,9 3,7 3,8 4,6 4,8 4,2 4,0 4,7 4,8 4,0 4,4 3,5 3,1 4,0 3,6 3,6 3,3 3,4 3,8 3,0 3,3 3,3 3,0 3,1 3,8 3,3 2,3 2,9 2,6 2,4 2,6 3,8 3,0 3,4 3,1 3,3 5,1 3,5 2,8 3,0 3,6 3,6 3,0 3,0 2,7 3,1 3,7 5,2 3,1 3,0 3,8 5,3 3,3 6,0 3,9 4,4 Твердість за Мартенсом, Н/мм 1 180,6 99,9 126,9 128,4 108,2 143,7 180,7 157,7 183,6 71,4 40,9 81,2 77,6 37,8 2 3 141,8 173,1 172,0 99,6 124,5 100,8 117,2 110,1 114,9 122,2 83,2 102,1 80,8 75,4 93,8 177,4 108,0 139,8 145,1 135,0 156,5 191,6 178,0 181,7 124,8 147,9 150,7 112,3 88,6 94,3 82,3 145,4 95,6 116,0 114,5 112,3 39,7 108,2 84,3 92,6 42,4 60,1 2 4 192,4 79,3 105,3 74,7 110,9 129,9 185,1 119,3 174,4 107,8 112,6 137,5 111,8 67,7 15 96464 16 Таблиця 4 Середні значення результатів випробувань зразка згідно з відомим технічним рішенням Оберти 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 Глибина, мкм 3,2 30,4 38,9 49,2 54,4 63,6 72,1 77,1 81,3 87,1 89,8 93,1 100,0 105,7 Твердість за Мартенсом, 2 Н/мм 172,4 100,8 114,9 102,1 93,8 139,8 156,5 169,7 157,7 94,8 95,6 112,3 84,3 60,1 Результати проведених експериментів показують, що особливо добре механічні властивості готового суцільного шару можуть отримуватися, якщо градієнт твердості завершеного шару, як показано для типового варіанту на Фіг. 3, описується такою формулою: (-3,0*х) + С Y(x) (-0,2*х) + С, де х - абсолютне значення глибини в мікронах покриття від його поверхні; 2 Y(x) - абсолютне значення твердості в Н/мм покриття на певній глибині х; C - абсолютне вихідне значення твердості в 2 Н/мм покриття на глибині приблизно х = 0-5 мкм. Під терміном „абсолютне" значення тут слід розуміти те, що в наведену вище формулу підставляються лише абсолютні числові значення, тобто без врахування асоційованих з ними одиниць ви2 мірювань мкм і Н/мм . Наприклад, якщо вихідним значенням твердості у наведеному вище зразку з 2 градієнтом твердості є 140,8 Н/мм (Табл. 2), то в наведеній вище таблиці вказуються лише абсолютні величини, тобто C = 140,8. Так само, для х вводяться лише абсолютні значення, наприклад х = 3,5. У результаті виникають, наприклад, верхня і нижня межі для Y(x = 3,5) відповідно 140,1 і 130,3. Таким чином, для глибини х = 40 мкм результатом є, наприклад, 132,8 для верхньої межі і 20,8 для нижньої межі. Ці верхня і нижня межі для Y(x) ма2 ють одиницю вимірювань Н/мм . Важливим є те, щоб у формулі використовувалися абсолютні значення, які походять від зазначених одиниць вимі2 2 рювань мкм і Н/мм , а не, наприклад, від мм і Н/м . Для фахівця повинно бути цілком зрозумілим, що наведена вище формула є не математичним виразом, що описує сам градієнт твердості, а лише співвідношенням, що визначає певний інтервал, в якому він може існувати. Вихідне значення твердості покриття отримується на перших кількох мікронах цього покриття. Через застосовуваний, як правило, метод вимірювань твердості за допомогою індентора, який вдавлюють у покриття на глибину кількох мікронів, Стандартне відхилення твердості за Мартенсом, 2 Н/мм 18,7 16,0 8,1 23,5 15,9 25,2 18,9 27,3 23,1 16,1 38,9 20,1 29,0 21,9 визначати твердість для глибини проникнення 0 мкм доволі важко. У зв'язку з цим, використання терміну „по суті" зумовлено складністю досягати однорідного змішування матеріалів, внаслідок чого на практиці завжди виникають поодинокі дрібні неоднорідності, такі як, наприклад, величина твер2 дості 104,2 Н/мм на глибині 42,1 мкм (Табл. 2) у розглянутому вище прикладі з градієнтом твердості. Крім того, як правило є неточними величини, одержані на ділянках, дуже наближених до поверхні плити із деревного матеріалу, оскільки залишкова товщина шару покриття для проведення достовірних вимірювань повинна мати певну мінімальну величину. Отже залишкова товщина шару покриття повинна складати принаймні 5 мкм, краще - принаймні 10 мкм, в ще краще - принаймні 20 мкм. Інакше кажучи, на останніх 20 мкм шару покриття поблизу до поверхні плити із деревного матеріалу не є обов'язковим дотримувати вищезгаданий бажаний градієнт твердості, хоча цілком природним є намагання дотримувати його по всій товщині. В іншому кращому варіанті здійснення винаходу градієнт твердості відповідає такому співвідношенню: (-2,5*х) + C Y(x) (-0,4*х) + С. У ще одному кращому варіанті здійснення винаходу градієнт твердості відповідає такому співвідношенню: (-2,0*х) + C Y(x) (-0,6*х) + C На Фіг. 4-6 наведені графіки, побудовані відповідно до поданих вище співвідношень для градієнта твердості покриття, приготованого згідно з даним винаходом. Цілком зрозуміло, що наведені тут абсолютні значення твердості і глибини є лише типовими і не несуть зобов'язуючого характеру. Очевидно також, що створені у цих прикладах шари можуть мати значно більшу або значно меншу товщину. Крім того, зрозуміло, що абсолютне значення твердості залежить від використовуваних матеріалів і також може бути більшим або меншим, ніж величини, отримані в даному прикладі з 17 градієнтом твердості. Проте порядок величини цитованих тут параметрів для даного прикладу з градієнтом твердості є найкращим і підходящим для застосування у підлоговій панелі. Фахівець, обізнаний з детальним описом процесу згідно з винаходом, буде мати повну уяву про те, як можна створити покриття на плиті із деревного матеріалу згідно з даним винаходом. Це з очевидністю означає, що для створення покриття плити із деревного матеріалу згідно з даним винаходом можуть використовуватися також будь-які матеріали, наприклад речовини для матеріалів покриття, згадані і названі у зв'язку з описом цих процесів. 96464 18 Описаний процес є особливо підходящим для створення покриття на підлогових панелях і відповідно для створення покриття на плитах із деревних матеріалів, які у подальшому піддаються додатковій обробці для виготовлення підлогових панелей, оскільки їхні кращі механічні властивості, зумовлені наявністю у них градієнта твердості, дають потужний корисний ефект. Так само, плита із деревного матеріалу з покриттям є із цих же міркувань кращою для підлогової панелі або як плита із деревного матеріалу з покриттям, призначена для подальшої обробки з метою виготовлення з неї підлогової панелі. 19 96464 20 21 Комп’ютерна верстка А. Крулевський 96464 Підписне 22 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCoated board of wood-based material, method for coating board of wood-based material and use of said board
Автори англійськоюDohring, Dieter, Schafer, Hans, Hanitzsch, Udo
Назва патенту російськоюПлита из древесного материала с покрытием, процесс образования покрытия на плите из древесного материала и применение этой плиты
Автори російськоюДйоринг Дитер, Шефер Ханс, Ханицш Удо
МПК / Мітки
Мітки: процес, плита, покриття, деревного, матеріалу, плити, створення, цієї, застосування, покриттям
Код посилання
<a href="https://ua.patents.su/11-96464-plita-iz-derevnogo-materialu-z-pokrittyam-proces-stvorennya-pokrittya-na-pliti-iz-derevnogo-materialu-ta-zastosuvannya-cieh-pliti.html" target="_blank" rel="follow" title="База патентів України">Плита із деревного матеріалу з покриттям, процес створення покриття на плиті із деревного матеріалу та застосування цієї плити</a>
Процес для створення покриття із плинного матеріалу (варіанти)
Номер патенту: 94133
Опубліковано: 11.04.2011
Автори: Шефер Ханс, Бленкхорн Гарі П., Дйорінг Дітер, Ханіцш Удо
Мітки: варіанти, плинного, створення, матеріалу, процес, покриття
Формула / Реферат:
1. Процес для створення покриття із плинного синтетичного матеріалу на плиті із деревного матеріалу і, зокрема, на плиті із масивної деревини, на плиті зі шпону або на паркетній плитці, де зазначений процес включає у себе такі стадії:нанесення синтетичного матеріалу в один шар на плиту із деревного матеріалу;накладання полотна зі структурованою поверхнею на синтетичний матеріал для створення шару із синтетичного матеріалу зі...
Пристрій для пропарювання плити із деревного волокна та його застосування для попереднього пропарювання при виготовленні плити
Номер патенту: 90245
Опубліковано: 26.04.2010
Автор: Штутц Йозеф
МПК: B27N 3/08
Мітки: застосування, попереднього, деревного, виготовленні, волокна, плити, пропарювання, пристрій
Формула / Реферат:
1. Пристрій для пропарювання плити із деревного волокна (3), який містить парове сопло (11) для випускання потоку пари, де парове сопло (11) містить паровипускні отвори для створення викиду пари, який відрізняється тим, що парове сопло (11) є поворотним і може нахилятися за допомогою засобів переміщування, де кут потоку пари, що випускається з парового сопла (11), може бути змінений за допомогою зв'язаних з засобами переміщування датчиків,...
Металева основа з покриттям на основі епоксидної смоли, спосіб нанесення покриття, система двошарового покриття та застосування
Номер патенту: 91243
Опубліковано: 12.07.2010
Автори: де Йонг Ян, Віссер Сеймен Йохан, ван дер Пул Хенк, Ван Вессел Рудольф Вільгельмус Бернардус
МПК: C08K 3/22, C09D 163/00
Мітки: двошарового, смолі, система, спосіб, покриттям, застосування, основа, нанесення, металева, основі, епоксидної, покриття
Формула / Реферат:
1. Покрита металева основа, яка містить металеву основу, принаймні один ґрунтувальний шар на основі епоксидної смоли, де вказаний ґрунтувальний шар містить принаймні 10 % мас. оксиду цинку у сухому ґрунтувальному покритті, та принаймні один покривний шар, зчеплений з ґрунтувальним шаром.2. Покрита металева основа за п. 1, де покривним шаром є шар на основі поліуретанової, епоксидної, алкідної або акрилової смоли.3. Спосіб...
Високоміцна сталь, плита або лист з неї та спосіб виготовлення сталевої плити або листа (варіанти)
Номер патенту: 95052
Опубліковано: 25.06.2011
Автори: Бегіно Жан, Нгомо Валері
МПК: C22C 38/58, C22C 38/18, C22C 38/22, C22C 38/42
Мітки: сталевої, виготовлення, спосіб, плита, листа, плити, високоміцна, неї, лист, сталь, варіанти
Формула / Реферат:
1. Високоміцна сталь, яка має такий хімічний склад, мас. %: 0,03 ≤ С < 0,2 Si ≤ 0,49 3 < Мn ≤ 4 Ni ≤ 0,9 1 ≤ Сr ≤ 5 Mo+W/2 ≤ 1 Cu ≤ 0,9 S+Se/2+Te/3 < 0,020 Аl ≤ 0,1 решта - залізо та домішки, зумовлені технологічним процесом. 2. Високоміцна сталь за п. 1, яка відрізняється тим, що вона містить Сr > 2,5...
Спосіб виготовлення фасадної дверної накладки з плити мілкодисперсної фракції (мдф) з рельєфною поверхнею і полівінілхлоридним покриттям
Номер патенту: 29904
Опубліковано: 25.01.2008
Автори: Смольянов Едуард Валерійович, Савченко Олександр Юрійович
Мітки: мілкодисперсної, спосіб, плити, фасадної, виготовлення, полівінілхлоридним, фракції, рельєфною, поверхнею, дверної, накладки, покриттям, мдф
Формула / Реферат:
1. Спосіб виготовлення фасадної дверної накладки з плити дрібнодисперсної фракції (МДФ) з рельєфною поверхнею і полівінілхлоридним покриттям, який включає попереднє формування рельєфної поверхні відповідного малюнка на плиті МДФ, визначеної форми і розміру, з наступним нанесенням полівінілхлоридного покриття на лицьову сторону підготовленої плити МДФ вакуумним пресуванням, який відрізняється тим, що додатково здійснюють підготовку лицьової...
Наступний патент: Замикальна система з поворотними ключами із секретом
Випадковий патент: Решітний сепаратор