Процес для створення покриття із плинного матеріалу (варіанти)
Номер патенту: 94133
Опубліковано: 11.04.2011
Автори: Бленкхорн Гарі П., Шефер Ханс, Ханіцш Удо, Дйорінг Дітер

Формула / Реферат
1. Процес для створення покриття із плинного синтетичного матеріалу на плиті із деревного матеріалу і, зокрема, на плиті із масивної деревини, на плиті зі шпону або на паркетній плитці, де зазначений процес включає у себе такі стадії:
нанесення синтетичного матеріалу в один шар на плиту із деревного матеріалу;
накладання полотна зі структурованою поверхнею на синтетичний матеріал для створення шару із синтетичного матеріалу зі структурою;
висушування і/або піддавання твердінню синтетичного матеріалу, в результаті чого структуру, створену в шарі із синтетичного матеріалу, фіксують, і зняття полотна зі структурованої поверхні, де синтетичний матеріал підвищує зносостійкість плити із деревного матеріалу, а структура має глибину до приблизно 35 мкм чи більше.
2. Процес для створення покриття із плинного синтетичного матеріалу на плиті із деревного матеріалу і, зокрема, на плиті із масивної деревини, на плиті зі шпону або на паркетній плитці, де зазначений процес включає в себе такі стадії:
нанесення синтетичного матеріалу в один шар на плиту із деревного матеріалу;
витіснення структури в шарі із синтетичного матеріалу за допомогою структурованого валика перед піддаванням цього шару із синтетичного матеріалу твердінню для створення шару із синтетичного матеріалу зі структурою; і
висушування і/або піддавання твердінню синтетичного матеріалу, в результаті чого структуру, створену в шарі із синтетичного матеріалу, фіксують, де синтетичний матеріал підвищує зносостійкість плити із деревного матеріалу, а структура має глибину до приблизно 35 мкм чи більше.
3. Процес за будь-яким із попередніх пп. 1 або 2, який відрізняється тим, що структура має глибину до 80 мкм.
4. Процес за п. 1, який відрізняється тим, що полотно є прозорим для ультрафіолетового світла.
5. Процес за одним із пп. 1-4, який відрізняється тим, що синтетичним матеріалом є пластик, який твердіє під дією ультрафіолетового випромінювання.
6. Процес за одним із пп. 1-5, який відрізняється тим, що зазначений шар наносять в одну стадію процесу товщиною 30-150 мкм, краще - 80-110 мкм і найкраще - товщиною приблизно 35 мкм.
7. Процес за одним із пп. 1-6, який відрізняється тим, що після нанесення шару із синтетичного матеріалу і перед надаванням йому структури стійкі проти абразивного зносу частки, зокрема частки корунду, з розмірами D50 зерна в інтервалі 36,5-63 мкм і краще D50 - в інтервалі 36,4-44,5 мкм вводять в шар із синтетичного матеріалу для збільшення його зносостійкості.
8. Процес за одним із пп. 1-7, який відрізняється тим, що перед нанесенням шару із синтетичного матеріалу стійкі проти абразивного зносу частки, зокрема частки корунду, з розмірами D50 зерна в інтервалі 36,5-63 мкм і краще D50 - в інтервалі 36,4-44,5 мкм вводять в шар із синтетичного матеріалу для збільшення його зносостійкості.
9. Процес за одним із пп. 1-8, який відрізняється тим, що зазначеним синтетичним матеріалом є здатна полімеризуватися акрилатна система.
10. Процес за одним із пп. 1-9, який відрізняється тим, що синтетичний матеріал піддають твердінню шляхом його полімеризації.
11. Процес за будь-яким із пп. 1-10, який відрізняється тим, що після нанесення шару із синтетичного матеріалу, в цей шар для надання йому естетичного вигляду вводять додаткові матеріали, наприклад солому, голки дерев, металеву стружку.
Текст
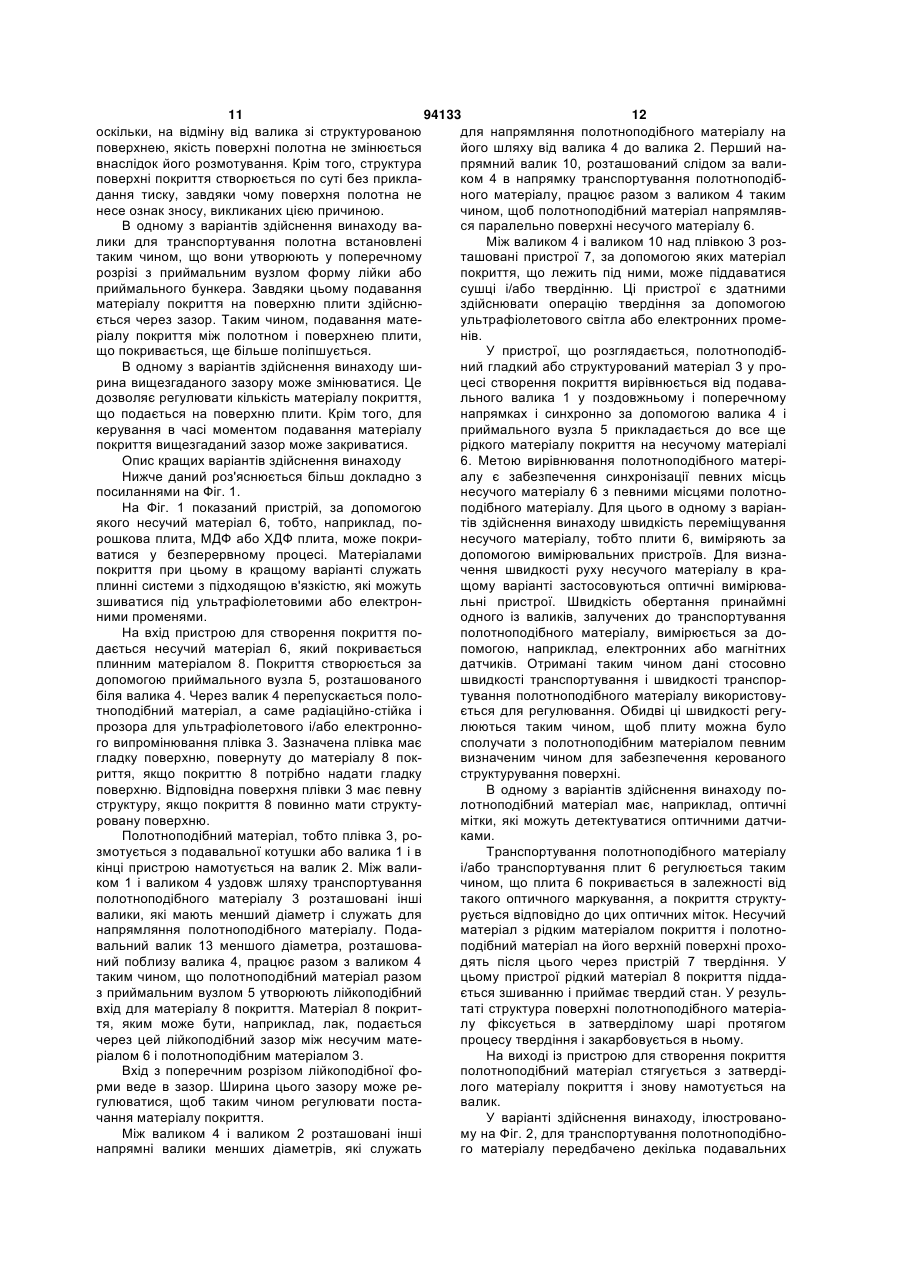
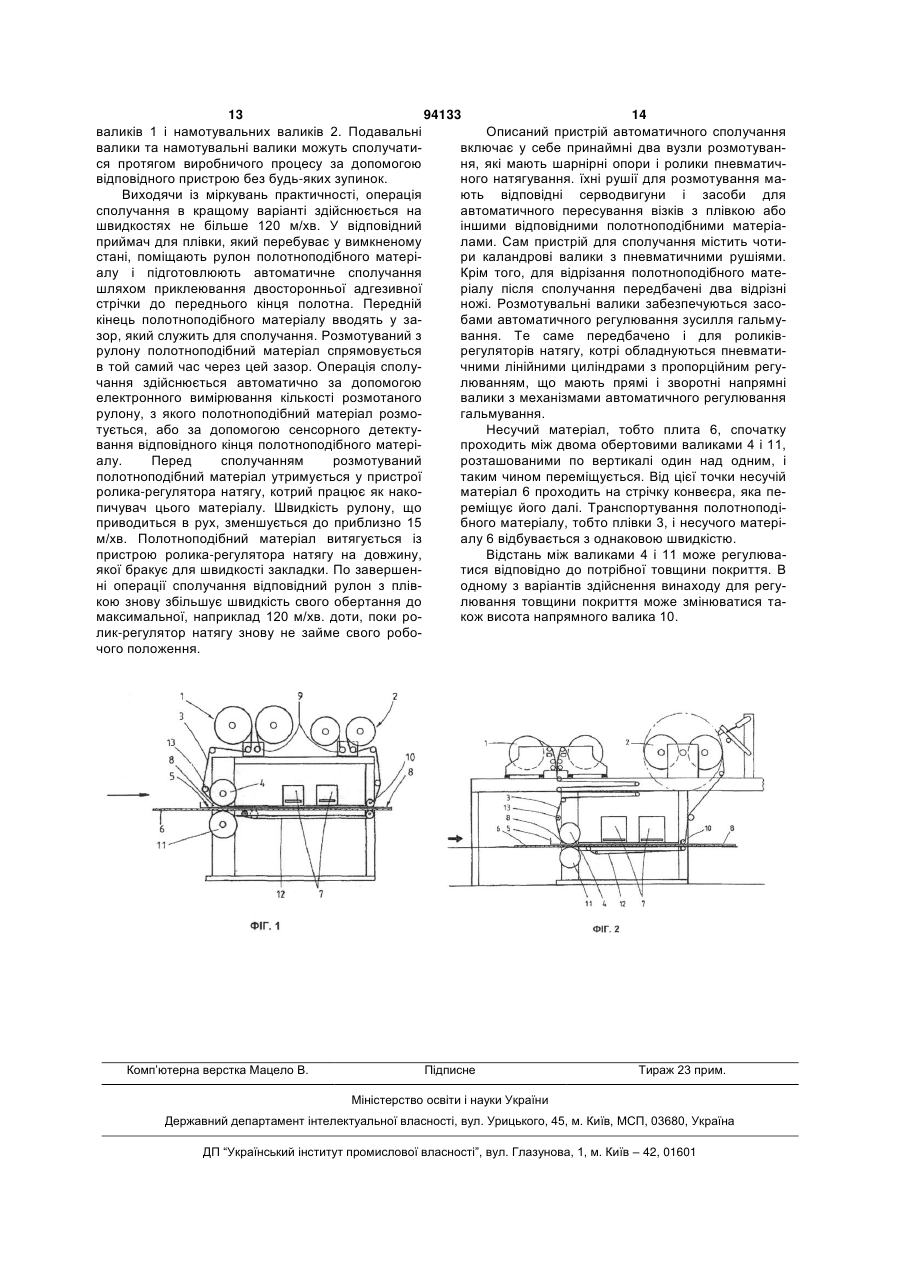
1. Процес для створення покриття із плинного синтетичного матеріалу на плиті із деревного матеріалу і, зокрема, на плиті із масивної деревини, на плиті зі шпону або на паркетній плитці, де зазначений процес включає у себе такі стадії: нанесення синтетичного матеріалу в один шар на плиту із деревного матеріалу; накладання полотна зі структурованою поверхнею на синтетичний матеріал для створення шару із синтетичного матеріалу зі структурою; висушування і/або піддавання твердінню синтетичного матеріалу, в результаті чого структуру, створену в шарі із синтетичного матеріалу, фіксують, і зняття полотна зі структурованої поверхні, де синтетичний матеріал підвищує зносостійкість плити із деревного матеріалу, а структура має глибину до приблизно 35 мкм чи більше. 2. Процес для створення покриття із плинного синтетичного матеріалу на плиті із деревного матеріалу і, зокрема, на плиті із масивної деревини, на плиті зі шпону або на паркетній плитці, де зазначений процес включає в себе такі стадії: нанесення синтетичного матеріалу в один шар на плиту із деревного матеріалу; витіснення структури в шарі із синтетичного матеріалу за допомогою структурованого валика перед піддаванням цього шару із синтетичного матеріалу твердінню для створення шару із синтетичного матеріалу зі структурою; і висушування і/або піддавання твердінню синтетичного матеріалу, в результаті чого структуру, ство 2 (19) 1 3 Даний винахід стосується пристрою і процесу для створення покриття із плинного матеріалу на плитах і, зокрема, на деревних плитах, призначених для виготовлення підлогових панелей. Із рівня техніки відомими є різноманітні види плит із деревних матеріалів для виготовлення підлогових панелей. Плити із суцільної (масивної) деревини мають естетичний вигляду, привабливу поверхню, але виготовлення їх є дуже коштовним. У зв'язку з цим, широке застосування отримали плити із покритої шпоном деревини, що складаються із відносно недорогої дерев'яної основи і накладеного на неї тонкого шпону із деревини більш високої якості. Але плити із такого шпону також були відносно дорогими, у зв'язку з чим багато споживачів віддавали перевагу ламінатним панелям. Ламінатна панель складається по суті із несучої, виконаної із деревоволокнистої плити середньої густини МДФ (від MDF: Medium Density Fiberboard) або деревоволокнистої плити високої густини ХДФ (від HDF: High Density Fiberboard) завтовшки приблизно 6-8 мм і наклеєного на неї декоративного паперу. Шар цього декоративного паперу просочують смолою і зазвичай, крім того, забезпечують покриттям із абразивно-стійких часток. При виготовленні ламінатних панелей смолу піддають твердінню під дією тиску і температури, в результаті чого на панелі створюється декоративна поверхня, яка володіє дуже високою протизносовою тривкістю. Останнім часом були розроблені нові процеси виготовлення деревних панелей із таких матеріалів, як МДФ і ХДФ, з безпосередньо створеним на них покриттям із синтетичного матеріалу, тобто без застосування декоративного паперу. Для цього, наприклад, МДФ плиту шліфують і покривають первинним шаром. На другій стадії на цьому первинному шарі друкують кольоровий декор з відбитим у ньому візерунком структури масивної деревини. Після цього накладають множину дуже тонких шарів, матеріал кожного з яких перед нанесенням наступного шару піддають твердінню. Ці шари із досить прозорого лаку створюють зі здатного твердіти штучного матеріалу. У результаті отримують покриття з шаруватою структурою. Між поодинокими шарами такої структури утворюються межові прошарки, в котрих не забезпечується задовільного переплетіння. Ці поодинокі шари зазвичай мають товщину від 10 до 15 мкм, і тонкошарова структура із 5-7 накладених один на одного таких шарів має загальну товщину приблизно 50-105 мкм. Плитами із деревних матеріалів у даному описі звуться будь-які плити, виготовлених із деревних матеріалів, включаючи, наприклад, ОСБ плити (із орієнтованої плоскої стружки), МДФ і ХДФ плити, порошкові плити, плити із масивної деревини, плити зі шпоном, підлогові плити з попередньою фінішною обробкою тощо. Даний винахід стосується, зокрема, поліпшених плит із деревних матеріалів для підлогового покриття або покриття стін чи стель. Із документа DE 20 2004 018 710 LJ1 відомий пристрій для безперервного покриття плит. У цьому пристрої численні плити укладають на конвеєр 94133 4 ну стрічку, на котрій вони одна за одною послідовно подаються на установки для створення покриття. Така установка містила накладальний валик, за допомогою якого на плиту наносився лак. Після цього плита подавалася в апарат для фінішної обробки, де лак піддавався, наприклад, твердінню під дією УФ випромінювання. Накладальний валик міг мати структуровану поверхню для нанесення лаку на поверхню плити з формуванням певної структури. Із документа DE 20 2004 018 710 U1 відомо також про нанесення лаку методом струминного друку, який застосовується зокрема в струминних принтерах, зі структуруванням лаку на поверхні плити. Після цього плиту також піддають обробці на фінішному апараті, де нанесене на ній покриття твердіє. Із документа DE 20 2004 018 710 U1 є також відомим процес покриття заготовок і, зокрема, пластин шаром підвищення адгезії і шаром ґрунтовки. На останній накладали шар з декором. На декор наносили шар лаку, в котрому можна було використовувати так званий лак з наповнювачем. Наповнювачем у такому лаку служили дуже тверді дрібні частки, наприклад корунду, з розмірами поперечного розрізу нанометрового порядку. У документі DE 103 58 190 А1 описаний процес регулювання друкувального станка. За допомогою цього процесу і відповідного йому пристрою здійснювалося друкування плит для меблів. Метою даного винаходу є створення нового пристрою і нового процесу, які б дозволяли швидко та економічно створювати покриття на плитах, призначених зокрема для виготовлення підлогових панелей високої якості. Ця та інші цілі, що розкриваються в подальшому описі, досягаються даним винаходом. Докладний опис винаходу Для вирішення поставленого завдання даним винаходом створений пристрій, який містить засоби транспортування деревних плит. Цей пристрій включає у себе подавальний вузол, за допомогою якого матеріал покриття наносять на поверхню плит. Слідом за подавальним вузлом, над плитою, розташовані засоби для сушки і/або твердіння матеріалу покриття. На відміну від технічного рішення, запропонованого в цитованому вище документі DE 20 2004 018 710 U1, пристрій згідно з винаходом містить засоби для перепускання полотна між засобами для транспортування плит і засобами для сушки і/або твердіння. У випадку накладання полотна зі структурованою поверхнею поверхня матеріалів покриття може отримувати структуру; це дозволяє уникнути необхідності прикладати значний тиск. Оскільки матеріал покриття сохне і/або твердіє в цих умовах, досягається створення покриття зі структурованою поверхнею на деревній плиті без застосування преса на відміну від процесу, описаного в документі DE 20 2004 018 710 U1 або складного друкувального пристрою. Крім того, покриття, нанесене за декілька стадій, може бути рівномірно висушене і/або затвердити за одну виробничу стадію. Це дозволяє передусім створити мережу хімі 5 94133 6 чного зв'язку, що простягається в усій структурі первинного шару, підходящого для створення на шару і дає високостабільне покриття. ньому наступного шару синтетичного матеріалу. При використанні полотна з гладкою поверхЦей первинний шар наносять, як правило, в кільнею сушка і/або твердіння можуть проводитися кості до 10 г/м2, а ще краще - в кількості 5 г/м2. без доступу повітря. Герметичні умови сушки і/або Далі на цей первинний шар наносять, наприклад, твердіння часто є бажаними, наприклад, для одеодин товстий шар акрилатної системи за допоморжання особливо великої сітчастої структури зв'язгою, наприклад, накладального валика. Матеріал ків, тобто особливо великої кількості подвійних цього шару наносять у кількості до 100 г/м2, а в ще зв'язків у шарі лаку у випадку, коли його твердіння кращому варіанті - до 65 г/м2. На шар ще незатвепроводиться під дією ультрафіолетового світла. рділої акрилатної системи розподіляють у кращоЗабезпечення герметичних умов зазвичай потрему варіанті корундові частки в кількості до 70 г/м2, бується при твердінні під електронними променяа ще краще - в кількості до 45 г/м2, залежно від ми. потрібного класу протизносової тривкості. На цей Даний винахід стосується також нового процешар наносять фінішний шар лаку за допомогою су для створення покриття із плинного синтетичноплівки для надання структури в кількості 2-100 го матеріалу на плиті із деревного матеріалу і, г/м2, а в ще кращому варіанті - 30 г/м2. І нарешті, зокрема, на плиті, виготовленої із порошку, МДФ всі нанесені шари піддають твердінню в одну стаабо ХДФ плиті. Процес згідно з винаходом орієндію процесу за допомогою УФ випромінювання. тований, зокрема, на виготовлення панелей і осоЗатверділа акрилатна система в кращому варіанті бливо, наприклад, панелей для підлог. В одному з є прозорою настільки, щоб можна було бачити під кращих варіантів здійснення цього процесу на нею візерунок декору. плиту із деревного матеріалу в одну стадію наноТвердінню синтетичний матеріал піддають песять товстий шар синтетичного матеріалу завтовреважно за допомогою засобів полімеризації, а шки принаймні 30 мкм. Цей синтетичний матеріал поліконденсації. Таким чином, кращим для даних принаймні після сушки і/або твердіння стає прозоцілей синтетичним матеріалом є здатна полімеририм. Вищезгаданий шар завтовшки 30-150 мкм, в зуватися акрилатна система. Така акрилатна сисособливо кращому варіанті - завтовшки 80-110 тема є особливо кращим синтетичним матеріалом, мкм, а в найкращому варіанті - завтовшки приблиоскільки вона може твердіти під ультрафіолетовим зно 95 мкм, наносять за одну стадію процесу. На опромінюванням. При цьому УФ випромінювання наступній стадії цей шар синтетичного матеріалу служить для ініціації полімеризації. Оскільки політвердіє. Застосування одного товстого шару замеризація може бути припинена в будь-який час, є мість багатошарової структури із тонких шарів дає можливим в одному товстому шарі завтовшки декілька переваг. Однією з них є те, що товстий приблизно 95 мкм здійснювати градієнтне зшиваншар дозволяє вводити в нього абразивно-тривкі ня і отже градієнтне твердіння. Градієнт твердіння частки, наприклад корунду, більших розмірів, ніж у створюється за одноразову полімеризацію по всій тонкошаровій структурі. У тонкошарових структутовщині шару з його повним перетворенням. На рах, у котрих окремі шари мають товщину лише відміну від цього в багатошаровій структурі із тон10-15 мкм і кожний із них послідовно піддається ких шарів, які наносяться послідовно і кожний підокремому твердінню, можуть використовуватися дається твердінню під дією УФ випромінювання, лише відносно дрібні частки, оскільки вони повинні реакція твердіння припиняється передчасно. Отже занурюватися в ці шари на якомога більшу глибив такій структурі не досягається безперервної пону. лімеризації по всьому поперечному розрізу всіх Плинним синтетичним матеріалом у кращому шарів і утворюються межові прошарки. варіанті є акрилатна система. У даному описі терВ одному із вдосконалених варіантів запропомін „акрилатна система" означає, наприклад, зданованого процесу створюють багатошарову структну полімеризуватися суміш сполук на основі актуру методом „мокрий-на-мокрий" (наприклад, із рилової кислоти, що містять один, два або ґрунтовки, акрилату (за допомогою накладального множину функціональних подвійних зв'язків. Такивалика), корунду, фінішного лаку) і всю її полімеми сполуками є, наприклад, добре відомі діакриризують в одну стадію за допомогою ультрафіолелат дипропіленгліколю, діакрилат 1,6-гександіолу, тового збудження. Акрилат при цьому піддають поліуретанакриловий естер і поліестер-акриловий твердінню згідно з винаходом в одному товстому естер, які випускаються компанією BASF під торшарі. Індивідуальні шари відрізняються один від говою назвою Laromer™. одного своїми функціями, а отже і своїми хімічниПеред нанесенням покриття із плинного синми структурами. Зокрема, функцією первинного тетичного матеріалу на плиту із деревного матерішару є забезпечення хорошої адгезії між шаром алу наносять кольоровий декор, який, наприклад, декору і синтетичним шаром. Середній шар робімітує структуру масивної деревини. На цей декор лять еластичним для зменшення внутрішніх нанакладають синтетичний матеріал, який бажано пруг і запобігання окрихчуванню, а також для погробити якомога більш прозорим. Цей процес може линання ударної енергії при ходінні, коли покрита включати у себе, наприклад, такі стадії. плита використовується як підлогова панель. ПроСпочатку несучу плиту, котрою може бути, нате фінішний лак модифікують таким чином, щоб приклад, плита МДФ, піддають тонкому шліфуванвін мав високі твердість і міцність щодо розтяганню та вирівнюють або калібрують. Після цього на ня. Оскільки при мокрому методі нанесення шарів неї наносять первинний шар і, як правило, ґрунтовідбувається їхнє змішування, межових прошарків вку. На первинний шар або ґрунтовку наносять у такій структурі не виникає, але створюється градекор. Наступною стадією є нанесення ще одного дієнт твердості від верху до низу. Мовою хімії мо 7 94133 8 жна підсумувати, що полімеризація зазначеної стадії шар синтетичного матеріалу сушать і/або структури є такою, що в усьому її шарі досягається піддають твердінню, внаслідок чого відбита в ньомайже повне перетворення на подвійні зв'язки. му структура фіксується.На наступній стадії проПервинний шар у кращому варіанті проектують цесу полотно зі структурованою поверхнею може таким чином, щоб краща адгезія досягалася шлязніматися з шару. В альтернативному способі для хом підвищення функціоналізації акрилатної сумідрукування структури в шарі із синтетичного матеші. У середньому шарі забезпечується особливо ріалу використовують структурований валик. Ця сильний ріст ланцюгів і лише невелике зшивання. операція здійснюється також після нанесення синФінішній лак містить акрилатну систему, що є витетичного матеріалу на плиту, але до твердіння сокоздатною до зшивання. цього матеріалу. У кращому варіанті одразу після Для збільшення протизносової тривкості шару друкування структури шар синтетичного матеріалу в нього в кращому варіанті вводять тривкі щодо піддають сушці і/або твердінню, внаслідок чого абразивного зносу частки, котрими зокрема мовідбита в шарі структура фіксується. Завдяки вежуть служити частки корунду. Завдяки великій толикій товщині шару згідно з даним винаходом в вщині шару в нього можна вводити відносно грубі ньому можна створювати структуру завглибшки 0частки, які володіють кращими абразивними влас80 мкм. У ще кращих варіантах глибина структури тивостями, ніж дрібніші частки. В залежності від становить від 20 до 80 мкм, а в ще кращих - до 35 товщини шару використовують корундові частки, мкм. У відомих технічних рішеннях, де використоякі згідно зі специфікацією Федерації європейських вувалася шарувата структура із множини тонких виробників абразивів (FEPA: Federation of шарів, отримувати відтиски структур завглибшки European Producers of Abrasives) належать до інбільше 5-10 мкм було неможливо. тервалу DF220 - DF280. Середній розмір D50 цих Такі відносно малі глибини відтисків структур є часток становить 63,0 - 36,5 мкм. Особливо кранедостатніми для багатьох видів застосувань. Нащими є частки, що належать до інтервалу DF240 приклад, для імітації фактури масивної деревини DF280, розмір D50 яких становить 44,5 - 36,5 мкм. відтиски її структури в шарі покриття повинні бути У такій, як було описано вище, так званій „тонкобільш глибокими. Глибокі відтиски в шарі покриття, шаровій структурі", що складається із множини які дозволяє здійснювати процес згідно з винахотонких шарів, накладених послідовно один на оддом, мають високоестетичний вигляд і є дуже приного, потрібно використовувати відносно малі часвабливими, чого до тих пір отримати було неможтки (наприклад корунду), оскільки, маючи більші ливо. Структура завглибшки 35 мкм є добре розміри, вони будуть виходити за межі поодиноких відчутною на дотик і видимою неозброєним оком, шарів структури. Розмір часток для таких структур що дозволяє практично повністю імітувати реальлежить за специфікацією FEPA в інтервалі DF320 ну фактуру масивної деревини підлогового настиDF550. Інакше кажучи, до тих пір середній розмір лу. D50 тривких щодо абразивного зносу часток, які В альтернативному варіанті на шар синтетичвикористовувалися для надання покриттям протиного матеріалу накладають полотно з гладкою зносової тривкості, обмежувався інтервалом 29,2 поверхнею без будь-якого суттєвого тиску. Це до12,8 мкм. Такі відносно малі частки у порівнянні з зволяє запобігти доступу повітря до синтетичного частками більших розмірів при їх застосуванні в матеріалу. На наступній стадії процесу шар синтеоднакових кількостях дають нижчі величини протитичного матеріалу піддають сушці і/або твердінню зносової тривкості. Тобто в одному класі протизбез доступу повітря. Після цього полотно з гладносової тривкості більш дрібні частки потрібно викою поверхнею знову знімають. користовувати в більших масових кількостях, ніж Використовуване в описаних вище операціях частки більших розмірів. Крім того, дрібніші частки полотно з гладкою або структурованою поверхнею призводять до погіршення прозорості поверхні і до в кращому варіанті є проникним для ультрафіолепояви на ній слідів посіріння. тового випромінювання. При застосуванні синтеВведення зносостійких часток у шар покриття тичного матеріалу, який повинен тверднути під можна здійснювати після нанесення цього шару дією УФ випромінювання, це дозволяє піддавати шляхом розподілу часток, наприклад, у ще незатпластмасу твердінню, незважаючи на те, що вона верділому шарі. Після занурення часток у шар або є накритою цим полотном. після їх запресовування в нього матеріал шару Процес згідно з винаходом має особливо вепіддають твердінню, внаслідок чого частки стають ликі переваги при покритті плит із таких суцільних у цьому матеріалі замкненими. Інакше частки модеревних матеріалів, як шпон або паркет і, зокрежна вводити до нанесення шару, тобто у плинний ма, пологовий паркет з попередньою фінішною синтетичний матеріал, наприклад, у формі диспеобробкою. До тих пір відносно висока чутливість рсійного розчину. поверхні суцільної деревини не дозволяла ствоВ одному з кращих варіантів здійснення винарювати покриття описаного тут типу на виготовлеходу на шар із синтетичного матеріалу перед станих із неї плитах. Ефективно вирішити цю пробледією його твердіння, тобто після нанесення цього му дозволяє процес згідно з винаходом, за шару на деревну плиту, накладають полотно зі допомогою якого тепер можна підлогові панелі із структурованою поверхнею практично без притисмасивної деревини захищати покриттям з високою кування його до шару. У результаті в шарі із синпротизносовою тривкістю, котре поряд з цим дететичного матеріалу відбивається або витискуєтьмонструє привабливу на вигляд високоестетичну ся певна структура. Оскільки в цей час шар тримірну структуру своєї поверхні. Раніше при назалишається рідким, до нього не потрібно прикламаганні створення зносотривкого покриття на мадати практично будь-якого тиску. На наступній сивній деревині для підлогового настилу з метою 9 94133 10 збільшення терміну служби останнього виявлялозагальною товщиною, наприклад, 80-100 мкм та ся, що тримірна природна структура масивної деоднорідно його висушувати і піддавати твердінню. ревини була з погляду досягнення цієї мети невиЦе у свою чергу дозволяє вбудовувати в лак порігідною. Лак або покриття, нанесені у вологому вняно грубі зносотривкі частки, наприклад корунду, стані, намагаються затікати в заглибини природної з поперечним розрізом до 100 мкм. Оскільки проструктури деревини, внаслідок чого покриття ділятизносова тривкість таких часток зростає разом зі нок, що виступають між заглибинами, стає незадозбільшенням їхнього діаметра, це дозволяє досявільним. Якщо ж накладається більш товсте покгати відносно протизносової тривкості. Разом з риття для захисту також ділянок, що виступають цим, зі збільшенням діаметра зносотривких часток між заглибинами, тримірна природна структура може зменшуватися кількість абразивного матерімасивної деревини повністю покривається, і в реалу в покритті. Таким чином досягається поліпзультаті утворюється небажана гладка поверхня. шення протизносової тривкості, а також поліпшенТака гладка поверхня від'ємно впливає на зовнішня прозорості зносотривкого покриття. ній вигляд виробу із масивної деревини, в якому, Особливо підходящими є частки з розмірами таким чином, втрачається враження, яке очікуєтьвід DF220 до DF280 за специфікацією FEPA. Товся отримувати від тримірної структури, тобто від щина шару в кращому варіанті складає 30-150 природної фактури масивної деревини. Проблема мкм, а в особливо кращому - 80-110 мкм. покриття природної структури масивної деревини В одному з варіантів здійснення винаходу завиникає вже з дуже малими товщинами покриття. соби транспортування плит включають у себе Раніше робилися спроби вирішити цю проблему стрічковий конвеєр, на який укладають плити для шляхом вироблення на станках більш глибоких їх транспортування. структур на поверхні масивної деревини. Але така В одному з кращих варіантів здійснення задодаткова стадія процесу збільшувала вартість пропонованого процесу в шар після нанесення виробу і ще більше ускладнювала нанесення покшару синтетичного матеріалу, але перед його твериття через ту саму проблему, що була описана рдінням або сушкою, вводять додаткові матеріали, вище, тобто через накопичення рідкого матеріалу наприклад шляхом розподілення, для надання покриття в заглибинах. Хоча ці проблеми є не нойому, наприклад, естетично привабливого виглявими і відомі вже досить давно, знайти їхнє задоду. Такими додатковими матеріалами в кращому вільне вирішення до тих пір не вдавалося. Таким варіанті є природні або біологічні матеріали, такі чином, даний винахід уперше надав можливість наприклад як пробка або прядиво, але підходящистворювати, в тому числі на масивній деревині, ми можуть бути також синтетичні або металеві зносотривке покриття, яке завдяки відповідній вичастки. Додаткові матеріали можуть уводитися тисненій тримірній структурі задовільно зберігає таким чином, щоб вони рельєфно виступали із бажані естетичні характеристики природної струкшару, або так, щоби бути повністю зануреними в тури дерев'яних плит. Даний винахід уперше дошар. Зазначений шар у кращому варіанті є прозозволив виготовляти підлоги із масивної деревини, рим настільки, що замкнені в ньому додаткові маякою є, наприклад, підлогові плити із пиломатеріатеріали є видимими. У матеріал шару можуть уволів або плити зі шпону чи готового до використандитися листя або гілки дерев, які в кращому ня паркету, з високою протизносовою тривкістю, варіанті є повністю зануреними в шар і повністю котрі тим не менше мають тримірну структуру поохоплюються ним. Після цього прозорий шар підверхні, що надає їм вигляду масивного деревного дають твердінню. Оскільки природні матеріали є матеріалу. повністю замкненими в шарі, матеріалом якого В одному з варіантів здійснення винаходу поможе бути, наприклад, акрилатна смола, і таким давальний вузол містить приймальний вузол для чином бути захищеними від впливу повітря та наприйому матеріалу покриття, розташований біля вколишнього середовища, гноїння натуральних транспортних засобів для транспортування плит. матеріалів не виникає. Плита зі створеним на ній Приймальний вузол розташований також біля ватаким чином прозорим твердим синтетичним шалика для транспортування полотна. Приймальний ром, у котрий введені додаткові матеріали, може в вузол побудований таким чином, що рідкий матерезультаті мати дуже привабливий естетичний ріал покриття, який подається в приймальний вувигляд. зол, тече на цей валик. Отже, за умови, що прийІншими додатковими матеріалами можуть бумальний вузол є в достатній мірі заповнений ти, наприклад, листя, лоза, гілки або шерсть. Ввезазначеним матеріалом, забезпечується те, що дення додаткових матеріалів є можливим завдяки рідкий матеріал покриття може майже повністю відносно великій товщині шару. покривати полотно рідкою плівкою при транспорВ одному з варіантів здійснення винаходу потуванні цього волокна через вищезгаданий валик. лотно розмотується з одного валика, перепускаРазом з достатнім постачанням рідкого матеріалу ється за допомогою подальших валиків паралельпокриття може забезпечуватися цілковите заповно поверхні плит, що транспортуються, і після нення рідким матеріалом покриття простору між цього знову намотується на інший валик. На проповерхнею плити і розміщеним над цією плитою тивагу описаним вище відомим технічним рішенполотном. Таким чином, надходження повітря на ням, у пристрої згідно з винаходом у разі потреби цю ділянку практично повністю відвертається. Зазмінити структуру поверхні або у випадку пошковдяки цьому, твердіння може відбуватися цілковидження полотна, наприклад внаслідок зносу, досто в умовах герметичності. татньо просто полотно замінити. Крім того, шляКрім того, даний варіант здійснення винаходу хом прикладання полотна може забезпечуватися дозволяє наносити порівняно товсті шари лаку з однорідна якість створюваної структури поверхні, 11 94133 12 оскільки, на відміну від валика зі структурованою для напрямляння полотноподібного матеріалу на поверхнею, якість поверхні полотна не змінюється його шляху від валика 4 до валика 2. Перший навнаслідок його розмотування. Крім того, структура прямний валик 10, розташований слідом за валиповерхні покриття створюється по суті без приклаком 4 в напрямку транспортування полотноподібдання тиску, завдяки чому поверхня полотна не ного матеріалу, працює разом з валиком 4 таким несе ознак зносу, викликаних цією причиною. чином, щоб полотноподібний матеріал напрямлявВ одному з варіантів здійснення винаходу вася паралельно поверхні несучого матеріалу 6. лики для транспортування полотна встановлені Між валиком 4 і валиком 10 над плівкою 3 розтаким чином, що вони утворюють у поперечному ташовані пристрої 7, за допомогою яких матеріал розрізі з приймальним вузлом форму лійки або покриття, що лежить під ними, може піддаватися приймального бункера. Завдяки цьому подавання сушці і/або твердінню. Ці пристрої є здатними матеріалу покриття на поверхню плити здійснюздійснювати операцію твердіння за допомогою ється через зазор. Таким чином, подавання матеультрафіолетового світла або електронних промеріалу покриття між полотном і поверхнею плити, нів. що покривається, ще більше поліпшується. У пристрої, що розглядається, полотноподібВ одному з варіантів здійснення винаходу шиний гладкий або структурований матеріал 3 у прорина вищезгаданого зазору може змінюватися. Це цесі створення покриття вирівнюється від подавадозволяє регулювати кількість матеріалу покриття, льного валика 1 у поздовжньому і поперечному що подається на поверхню плити. Крім того, для напрямках і синхронно за допомогою валика 4 і керування в часі моментом подавання матеріалу приймального вузла 5 прикладається до все ще покриття вищезгаданий зазор може закриватися. рідкого матеріалу покриття на несучому матеріалі Опис кращих варіантів здійснення винаходу 6. Метою вирівнювання полотноподібного матеріНижче даний роз'яснюється більш докладно з алу є забезпечення синхронізації певних місць посиланнями на Фіг. 1. несучого матеріалу 6 з певними місцями полотноНа Фіг. 1 показаний пристрій, за допомогою подібного матеріалу. Для цього в одному з варіанякого несучий матеріал 6, тобто, наприклад, потів здійснення винаходу швидкість переміщування рошкова плита, МДФ або ХДФ плита, може покринесучого матеріалу, тобто плити 6, виміряють за ватися у безперервному процесі. Матеріалами допомогою вимірювальних пристроїв. Для визнапокриття при цьому в кращому варіанті служать чення швидкості руху несучого матеріалу в краплинні системи з підходящою в'язкістю, які можуть щому варіанті застосовуються оптичні вимірювазшиватися під ультрафіолетовими або електронльні пристрої. Швидкість обертання принаймні ними променями. одного із валиків, залучених до транспортування На вхід пристрою для створення покриття пополотноподібного матеріалу, вимірюється за додається несучий матеріал 6, який покривається помогою, наприклад, електронних або магнітних плинним матеріалом 8. Покриття створюється за датчиків. Отримані таким чином дані стосовно допомогою приймального вузла 5, розташованого швидкості транспортування і швидкості транспорбіля валика 4. Через валик 4 перепускається полотування полотноподібного матеріалу використовутноподібний матеріал, а саме радіаційно-стійка і ється для регулювання. Обидві ці швидкості регупрозора для ультрафіолетового і/або електроннолюються таким чином, щоб плиту можна було го випромінювання плівка 3. Зазначена плівка має сполучати з полотноподібним матеріалом певним гладку поверхню, повернуту до матеріалу 8 поквизначеним чином для забезпечення керованого риття, якщо покриттю 8 потрібно надати гладку структурування поверхні. поверхню. Відповідна поверхня плівки 3 має певну В одному з варіантів здійснення винаходу поструктуру, якщо покриття 8 повинно мати структулотноподібний матеріал має, наприклад, оптичні ровану поверхню. мітки, які можуть детектуватися оптичними датчиПолотноподібний матеріал, тобто плівка 3, роками. змотується з подавальної котушки або валика 1 і в Транспортування полотноподібного матеріалу кінці пристрою намотується на валик 2. Між валиі/або транспортування плит 6 регулюється таким ком 1 і валиком 4 уздовж шляху транспортування чином, що плита 6 покривається в залежності від полотноподібного матеріалу 3 розташовані інші такого оптичного маркування, а покриття структувалики, які мають менший діаметр і служать для рується відповідно до цих оптичних міток. Несучий напрямляння полотноподібного матеріалу. Подаматеріал з рідким матеріалом покриття і полотновальний валик 13 меншого діаметра, розташоваподібний матеріал на його верхній поверхні прохоний поблизу валика 4, працює разом з валиком 4 дять після цього через пристрій 7 твердіння. У таким чином, що полотноподібний матеріал разом цьому пристрої рідкий матеріал 8 покриття піддаз приймальним вузлом 5 утворюють лійкоподібний ється зшиванню і приймає твердий стан. У резульвхід для матеріалу 8 покриття. Матеріал 8 покриттаті структура поверхні полотноподібного матеріатя, яким може бути, наприклад, лак, подається лу фіксується в затверділому шарі протягом через цей лійкоподібний зазор між несучим матепроцесу твердіння і закарбовується в ньому. ріалом 6 і полотноподібним матеріалом 3. На виході із пристрою для створення покриття Вхід з поперечним розрізом лійкоподібної фополотноподібний матеріал стягується з затвердірми веде в зазор. Ширина цього зазору може релого матеріалу покриття і знову намотується на гулюватися, щоб таким чином регулювати поставалик. чання матеріалу покриття. У варіанті здійснення винаходу, ілюстрованоМіж валиком 4 і валиком 2 розташовані інші му на Фіг. 2, для транспортування полотноподібнонапрямні валики менших діаметрів, які служать го матеріалу передбачено декілька подавальних 13 94133 14 валиків 1 і намотувальних валиків 2. Подавальні Описаний пристрій автоматичного сполучання валики та намотувальні валики можуть сполучативключає у себе принаймні два вузли розмотуванся протягом виробничого процесу за допомогою ня, які мають шарнірні опори і ролики пневматичвідповідногопристрою без будь-яких зупинок. ного натягування. їхні рушії для розмотування маВиходячи із міркувань практичності, операція ють відповідні серводвигуни і засоби для сполучання в кращому варіанті здійснюється на автоматичного пересування візків з плівкою або швидкостях не більше 120 м/хв. У відповідний іншими відповідними полотноподібними матеріаприймач для плівки, який перебуває у вимкненому лами. Сам пристрій для сполучання містить чотистані, поміщають рулон полотноподібного матеріри каландрові валики з пневматичними рушіями. алу і підготовлюють автоматичне сполучання Крім того, для відрізання полотноподібного матешляхом приклеювання двосторонньої адгезивної ріалу після сполучання передбачені два відрізні стрічки до переднього кінця полотна. Передній ножі. Розмотувальні валики забезпечуються засокінець полотноподібного матеріалу вводять у забами автоматичного регулювання зусилля гальмузор, який служить для сполучання. Розмотуваний з вання. Те саме передбачено і для роликіврулону полотноподібний матеріал спрямовується регуляторів натягу, котрі обладнуються пневматив той самий час через цей зазор. Операція сполучними лінійними циліндрами з пропорційним регучання здійснюється автоматично за допомогою люванням, що мають прямі і зворотні напрямні електронного вимірювання кількості розмотаного валики з механізмами автоматичного регулювання рулону, з якого полотноподібний матеріал розмогальмування. тується, або за допомогою сенсорного детектуНесучий матеріал, тобто плита 6, спочатку вання відповідного кінця полотноподібного матеріпроходить між двома обертовими валиками 4 і 11, алу. Перед сполучанням розмотуваний розташованими по вертикалі один над одним, і полотноподібний матеріал утримується у пристрої таким чином переміщується. Від цієї точки несучій ролика-регулятора натягу, котрий працює як накоматеріал 6 проходить на стрічку конвеєра, яка пепичувач цього матеріалу. Швидкість рулону, що реміщує його далі. Транспортування полотноподіприводиться в рух, зменшується до приблизно 15 бного матеріалу, тобто плівки 3, і несучого матерім/хв. Полотноподібний матеріал витягується із алу 6 відбувається з однаковою швидкістю. пристрою ролика-регулятора натягу на довжину, Відстань між валиками 4 і 11 може регулюваякої бракує для швидкості закладки. По завершентися відповідно до потрібної товщини покриття. В ні операції сполучання відповідний рулон з пліводному з варіантів здійснення винаходу для регукою знову збільшує швидкість свого обертання до лювання товщини покриття може змінюватися тамаксимальної, наприклад 120 м/хв. доти, поки рокож висота напрямного валика 10. лик-регулятор натягу знову не займе свого робочого положення. Комп’ютерна верстка Мацело В. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining coating from a flowable material
Автори англійськоюDohring, Dieter, Schafer, Hans, Hanitzsch, Udo, Blenkhorn, Gary, P.
Назва патенту російськоюПроцесс для создания покрытия из текущего материала (варианты)
Автори російськоюДйоринг Дитер, Шефер Ханс, Ханицш Удо, Бленкхорн Гари П.
МПК / Мітки
Мітки: процес, плинного, матеріалу, створення, покриття, варіанти
Код посилання
<a href="https://ua.patents.su/7-94133-proces-dlya-stvorennya-pokrittya-iz-plinnogo-materialu-varianti.html" target="_blank" rel="follow" title="База патентів України">Процес для створення покриття із плинного матеріалу (варіанти)</a>
Спосіб формування покриття для створення теплового бар’єра (варіанти) та покриття для створення теплового бар’єра
Номер патенту: 74149
Опубліковано: 15.11.2005
Автори: Рудий Юрий Ернестович, Томпсон Антоні Марк, Мовчан Борис Олексійович, Вортмен Девід Джон, Дароліа Рамжопал, Спітсберг Ірен, Нероденко Леонелла Михайлівна, Джонсон Кертіс Алан
МПК: C23C 4/02, B32B 5/14, B32B 15/04, B05D 1/08, C23C 16/00
Мітки: покриття, варіанти, створення, формування, бар'єра, теплового, спосіб
Формула / Реферат:
1. Спосіб формування покриття для створення теплового бар'єра (26) на поверхні компонента (10), який включає формування згаданого з теплоізоляційного матеріалу, яке містить елементарний карбон та карбоновмісний газ, який відрізняється тим, що елементарний карбон та газ вносять у пори (32), розташовані усередині зерен і на міжзеренних межах теплоізоляційного матеріалу та поміж ними, таким чином, що кількість елементарного карбону та/або...
Спосіб формування покриття для створення теплового бар’єра та покриття для створення теплового бар’єра
Номер патенту: 74150
Опубліковано: 15.11.2005
Автори: Спітсберг Ірен, Вортмен Девід Джон, Мовчан Борис Олексійович, Дароліа Рамжопал, Нероденко Леонелла Михайлівна, Рудий Юрий Ернестович
МПК: C23C 16/00, B32B 15/04, B05D 1/08, B32B 5/14, C23C 4/02
Мітки: спосіб, покриття, створення, теплового, формування, бар'єра
Формула / Реферат:
1. Спосіб формування покриття для створення теплового бар’єра (26) на поверхні компонента (10), який включає стадію формування покриття для створення теплового бар’єра (26) теплоізоляційного матеріалу, що складається з оксиду цирконію, стабілізованого оксидом ітрію, який відрізняється тим, що оксид цирконію, стабілізований оксидом ітрію, сплавляють з принаймні третім оксидом, який має абсолютну різницю іонного розміру по відношенню до іонів...
Карбідовольфрамове покриття (варіанти), спосіб їх виготовлення та композиційний матеріал (варіанти)
Номер патенту: 66913
Опубліковано: 15.06.2004
Автори: Лахоткін Юрій Вікторовіч, Кузьмін Владімір Пєтровіч
МПК: C23C 16/448, B32B 15/00, C23C 16/32
Мітки: покриття, карбідовольфрамове, виготовлення, композиційний, спосіб, матеріал, варіанти
Формула / Реферат:
1. Матеріал покриття, стійкий до зносу, ерозії і корозії, який являє собою карбід вольфраму, легований фтором у кількості від 0,0005 до 0,5% (мас.).2. Матеріал за п. 1, який являє собою монокарбід вольфраму WC, легований фтором у кількості від 0,0005 до 0,5% (мас.).3. Матеріал за п. 1, який являє собою напівкарбід вольфраму W2C, легований фтором у кількості від 0,0005 до 0,5% (мас.).4. Матеріал за п. 1, який являє собою...
Оптично мінливий пігмент для створення двох різних кольорів (варіанти), спосіб його виготовлення (варіанти), композиція для покриття, що містить пігмент, спосіб її виготовлення, спосіб виготовлення оптично мінл
Номер патенту: 68393
Опубліковано: 16.08.2004
Автори: Розумек Олів'є, Блейколм Антон, Мюллер Едгар
МПК: C09D 11/00, C09C 1/00, C09C 1/62
Мітки: пігмент, мінливий, композиція, містить, мінл, створення, двох, спосіб, виготовлення, кольорів, оптично, варіанти, покриття, різних
Формула / Реферат:
1. Оптично мінливий пігмент, який створює ефект зміни одного попередньо чітко визначеного кольору на інший, причому вказаний оптично мінливий пігмент включає багатошарову тонкоплівкову стопу, що виявляє здатність до інтерференції та яка має першу та другу по суті паралельні планарні поверхні, причому вказана багатошарова стопа включає непрозорий повністю відбиваючий шар, що має першу та другу по суті планарні поверхні, які є по суті...
Спосіб створення захисного покриття шлакової чаші
Номер патенту: 35509
Опубліковано: 25.09.2008
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: C21B 3/00
Мітки: створення, спосіб, чаші, захисного, покриття, шлакової
Формула / Реферат:
Спосіб створення захисного покриття шлакової чаші, що включає формування захисного шару і його закріплення на внутрішній поверхні чаші, який відрізняється тим, що захисний шар виконують з матеріалу з більш низькою в порівнянні з матеріалом чаші теплопровідністю, причому цей шар заздалегідь формують на відповідній поверхні форми для відливання чаші, а потім закріплюють його на внутрішній поверхні чаші за допомогою сплавлення або спікання з...
Попередній патент: Спосіб обробки зливків, що відливають зі сталі
Наступний патент: Двигун для транспортних засобів
Випадковий патент: Спосіб модифікування вуглецевих матеріалів похідними фторовуглеців