Термопластичний пінопласт з частинок та спосіб його одержання
Номер патенту: 97838
Опубліковано: 26.03.2012
Автори: Хан Клаус, Шіпс Карстен, Грессель Георг, Ассманн Єнс, Гітль Андреас, Лонго Даніела

Формула / Реферат
1. Термопластичний пінопласт із частинок, що складається з комірок, середній розмір яких знаходиться в діапазоні від 20 до 500 мкм, який відрізняється тим, що міжкоміркові перегородки мають наноклітинну або волокнисту структуру з діаметром пор чи волокон менше ніж 1500 нм.
2. Термопластичний пінопласт із частинок за п. 1, який відрізняється тим, що середній діаметр пор чи волокон наноклітинної або волокнистої структури становить від 10 до 1000 нм.
3. Термопластичний пінопласт із частинок за п. 1 або 2, який відрізняється тим, що полімерна матриця складається із безперервної насиченої стирольним полімером фази та дисперсної насиченої поліолефінами фази.
4. Термопластичний пінопласт із частинок за одним із пп. 1-3, який відрізняється тим, що полімерна матриця містить
A) від 45 до 98,9 мас. % стирольного полімеру,
B) від 1 до 45 мас. % поліолефіну та
C) від 0,1 до 10 мас. % гідрованого або негідрованого блок-співполімеру стиролу та бутадієну.
5. Спосіб одержання термопластичного пінопласту із частинок за одним із пп. 1-4, який відрізняється тим, що
a) полімерні суміші з безперервною та дисперсною фазами виготовляють шляхом змішування двох несумісних термопластичних полімерів,
b) ці суміші імпрегнують пороутворювачем і гранулюють з одержанням здатних до розширення частинок термопластичних полімерів,
c) здатні до розширення частинки термопластичного полімеру попередньо спінюють з одержанням частинок пінопласту та
d) спінені частинки пінопласту зварюють у формі із застосуванням гарячого повітря або водяної пари під дією робочого тиску, який вибирають настільки низьким, щоб зберегти наноклітинну або волокнисту структуру міжкоміркових перегородок, з одержанням формованих виробів з частинок пінопласту.
6. Спосіб за п. 5, який відрізняється тим, що середній діаметр частинок дисперсної фази полімерної суміші становить від 1 до 1500 нм.
7. Спосіб за п. 5 або 6, який відрізняється тим, що полімерні суміші на стадії а) одержують шляхом змішування
A) від 45 до 98,9 мас. % стирольного полімеру,
B) від 1 до 45 мас. % поліолефіну та
C) від 0,1 до 10 мас. % гідрованого або негідрованого блок-співполімеру стиролу та бутадієну.
8. Спосіб за одним із пп. 5-7, який відрізняється тим, що на стадії b) як пороутворювач застосовують С3-С8-вуглеводень у кількості від 1 до 10 мас. % відносно суміші полімерів.
Текст
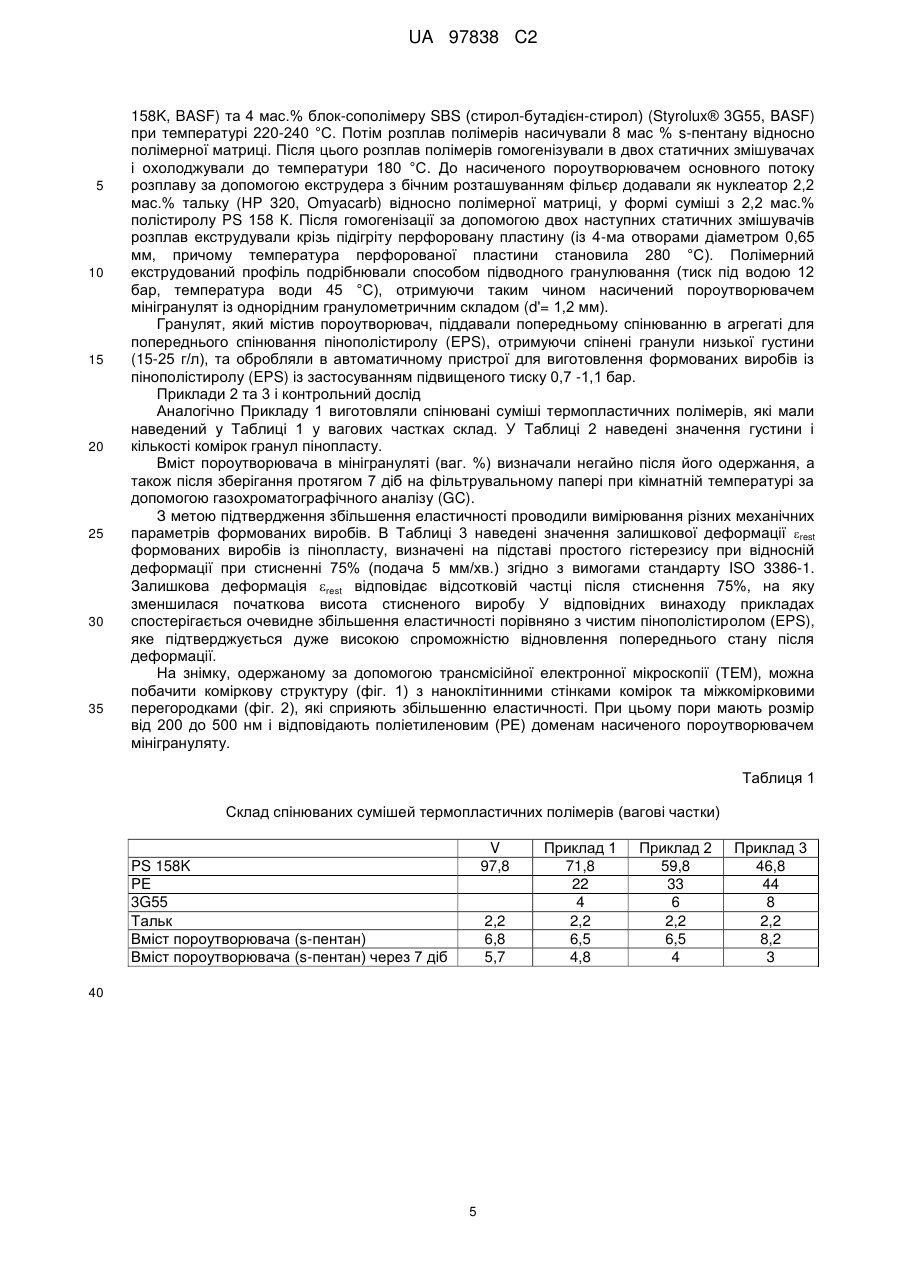
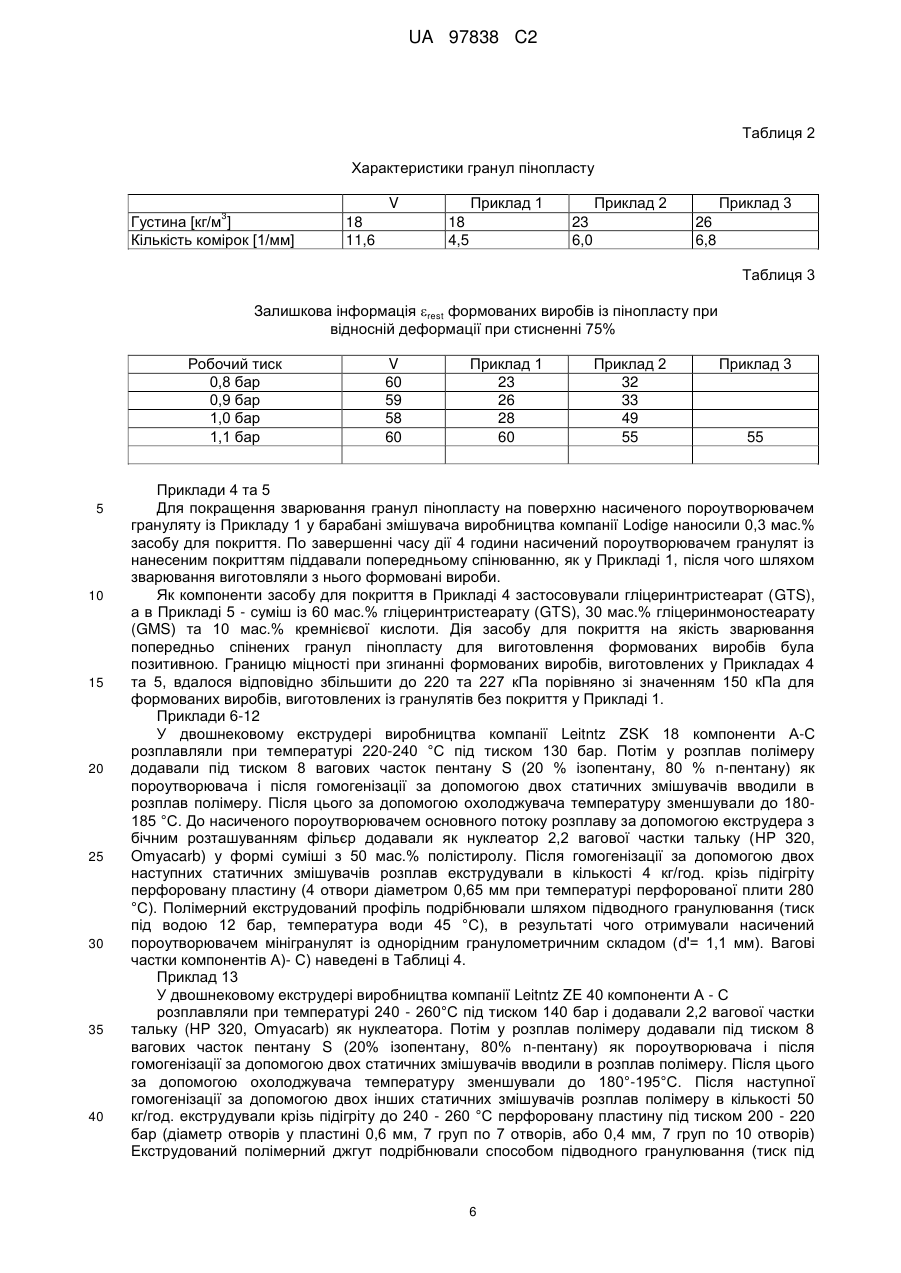
Реферат: Термопластичні пінопласти зі спінених частинок, що складаються з комірок середнього розміру в діапазоні від 20 до 500 мкм, міжкоміркові перегородки яких мають наноклітинну або волокнисту структуру з діаметром пор чи волокон менше ніж 1500 нм, а також спосіб їх одержання. UA 97838 C2 (12) UA 97838 C2 UA 97838 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується термопластичних пінопластів зі спінених частинок, що складаються з комірок середнього розміру в діапазоні від 20 до 500 мкм, міжкоміркові перегородки яких мають наноклітинну або волокнисту структуру з діаметром пор чи волокон менше ніж 1500 нм, а також способу їх одержання. Спінювані полімерні суміші з полімерів стиролу, поліолефінів та необов'язково речовин, які сприяють розчиненню, наприклад гідрованих блок-співполімерів стиролу з бутадієном, відомі, наприклад, із публікацій DE 24 13 375, DE 24 13 408 або DE 38 14 783 Одержувані в такий спосіб пінопласти відрізняються від пінопластів із полімерів стиролу кращими механічними характеристиками, насамперед більшою еластичністю та меншою крихкістю при низьких температурах, а також нечутливістю до розчинників, наприклад етилацетату і толуолу. Проте, здатність до утримання пороутворювачів та спінюваність здатних до спінювання полімерних сумішей із низькою густиною є недостатніми. У публікації WO 2005/056652 описані формовані вироби з пінопластів зі спінених частинок, густина яких становить від 10 до 100 г/л, котрі можна виготовляти зі спінюваних термопластичних полімерних гранулятів шляхом зварювання попередньо спінених частинок. Полімерні грануляти містять суміші з полімерів стиролу та інших термопластичних полімерів; їх можна одержувати шляхом імпрегнування розплаву і наступного підводного гранулювання під тиском. Відомі також еластичні пінопласти, одержані зі спінюваних частинок співполімерів (наприклад US 2004/0152795 А1). Співполімери можна одержувати шляхом полімеризації стиролу в присутності поліолефінів у водній суспензії, вони утворюють взаємопроникну сітку з полімерів стиролу та олефіну. Проте, пороутворювач швидко дифундує назовні зі спінюваних полімерних частинок, тому їх слід зберігати при низьких температурах, і їх спінюванють залишається достатньою лише протягом короткого періоду. У публікації WO 2005/092959 описані полімерні пінопласти з нанопористою структурою, які можна одержувати з багатофазних полімерних сумішей, котрі містять пороутворювачі, з доменами в діапазоні від 5 до 200 нм. Переважно домени складаються з одержуваних шляхом емульсійної полімеризації частинок із ядра та оболонки, в яких розчинність пороутворювача є принаймні вдвічі більшою, ніж у суміжних фазах. Завданням винаходу було одержання спінюваних частинок термопластичного полімеру з незначною втратою пороутворювача і високою спінюваністю, які можна переробляти на пінопласти високої жорсткості та водночас великої еластичності, а також способу їх одержання. Відповідно до цього одержали описані вище термопластичні пінопласти зі спінених частинок. Термопластичні пінопласти зі спінених частинок складаються переважно з комірок середнього розміру в діапазоні від 20 до 500 мкм, стінки яких мають наноклітинну або волокнисту витягнуту дисперсну фазну структуру, середній діаметр пор чи волокон яких становить від 10 до 1000 нм, особливо переважно від 100 до 500 нм. На знімку, одержаному за допомогою трансмісійної електронної мікроскопії (ТЕМ), можна розпізнати коміркову структуру з наноклітинними стінками комірок та міжкомірковими перегородками. На фіг. 1 показаний переріз коміркової структури відповідного винаходу термопластичного пінопласту зі спінених частинок. На фіг. 2 показаний збільшений у 10 разів фрагмент відображеної на фіг. 1 коміркової структури з наноклітинною стінкою комірки. Полімерні матриці термопластичних пінопластів за спінених частинок складаються переважно з безперервної насиченої полімером стиролу фази та дисперсної' насиченої поліолефіном фази. Особливо переважно термопластичні пінопласти зі спінених частинок мають полімерну матрицю, яка складається з A) від 45 до 98,9 мас.%, зокрема від 55 до 89,9 мас.% полімеру стиролу, зокрема полістиролу, B) від 1 до 45 мас.%, зокрема від 4 до 37 мас.% поліолефіну, зокрема поліетилену, та C) від 0,1 до 10 мас %, зокрема від 3 до 8 мас.% гідрованого або негідрованого блокспівполімеру стиролу з бутадієном. Відповідні винаходу термопластичні пінопласти зі спінених частинок можна одержувати в спосіб, який складається з таких стадій: a) полімерні суміші, які складаються з безперервної' та дисперсної фаз, виготовляють шляхом змішування двох несумісних термопластичних полімерів і необов'язково компатибілізатора, b) ці суміші імпрегнують пороутворювачем і подрібнюють, отримуючи спінювані частинки термопластичних полімерів, 1 UA 97838 C2 5 10 15 20 25 30 35 40 45 50 55 60 c) спінювані частинки термопластичних полімерів попередньо спінюють, одержуючи частинки пінопласту, та d) виготовляють формовані вироби з пінопласту зі спінених частинок шляхом зварювання попередньо спінених частинок пінопласту в формі із застосуванням гарячого повітря або водяної пари під дією робочого тиску, який обирають настільки низьким, щоб зберегти наноклітинну або волокнисту структуру міжкоміркових перегородок; цей тиск зазвичай становить від 1,5 до 2,3 бар. В іншій формі виконання винаходу на стадії b) можна також спочатку гранулювати полімерну суміш, а потім додатково імпрегнувати грануляти пороутворювачем у водній фазі під дією тиску та підвищеної температури, отримуючи спінювані частинки термопластичних полімерів. Ці частинки після охолодження до температури нижче температури розплаву полімерної матриці можна одержувати в формі попередньо спінених частинок пінопласту ізольовано або безпосередньо шляхом зменшення тиску (стадія с). Стосовно багатофазних полімерних систем відомо, що більшість полімерів не піддається або лише незначно піддається змішуванню (Flory), отже, залежно від температури, тиску та хімічного складу відбувається їх розшарування на окремі фази. Якщо ковалентний зв'язок утворюється між несумісними полімерами, розшарування відбувається не на макроскопічному, а лише на мікроскопічному рівні, тобто в поздовжньому напрямку окремого полімерного ланцюга. Таке явище називають мікрофазною сепарацією. В результаті утворюються численні мезоскопічні структури, наприклад шаруваті, гексагональні, кубічні та безперервні в обох напрямках морфології, які проявляють значну спорідненість із ліотропними фазами. Полімерну суміш, яка має безперервну та дисперсну фази, можна одержувати шляхом змішування двох несумісних термопластичних полімерів, наприклад, в екструдері. Полімерна суміш містить переважно від 45 до 98,9 мас %, особливо переважно від 55 до 89,9 мас % термопластичного полімеру А), зокрема полімеру стиролу, наприклад полістиролу загального призначення (GPPS) або ударостійкого полістиролу (HIPS), або співполімеру стиролу та акрилонітрилу (SAN), або співполімеру акрилонітрилу, бутадієну та стиролу (ABS). Особливу перевагу надають стандартним маркам полістиролів зі середньоваговою молекулярною масою в діапазоні від 120 000 до 300 000 г/моль та об'ємним індексом плинності 3 MVR (200°С/5 кг) який згідно з ISO 113 становить від 1 до 10 см /10 хв., наприклад PS 158 К, 168 N або 148 G виробництва компанії BASF Aktiengesellschaft. Для оптимізації зварювання частинок пінопласту в процесі виготовлення формованих виробів можна додавати високотекучі марки, наприклад Empera® 156L (виробництво компанії Innovene). Як інший компонент В) полімерна суміш містить переважно від 1 до 45 мас.%, зокрема від 4 до 37 мас.% несумісного з термопластичним полімером А) також термопластичного полімеру В). Як полімер В) застосовують переважно поліолефін, наприклад гомо- або співполімери етилену та/або пропілену, зокрема поліетилен, насамперед у тому разі, якщо як полімер А) застосовують полімер стиролу. Застосовують насамперед поліпропілени для лиття під тиском, наприклад Adstif® RA 748 Т, або ударостійкі поліпропілени, наприклад Clyrell® EM 2484 виробництва компанії Based. Застосовуваними поліетиленами є промислові гомополімери етилену, наприклад поліетилени низької густини PE-LD (марки для лиття під тиском), лінійні поліетилени низької густини PE-LLD, поліетилени високої густини PE-HD, або співполімери етилену та пропілену (наприклад Moplen® RP220 та Moplen® RP320 виробництва компанії Basell), етилену та октену (Engage®), або етилену та вінілацетату (EVA), поліетилен-акрилати (ЕА), наприклад Surlyn® марок 1901 та 2601 виробництва компанії DuPont, або етилен-бутиленакрилати (ЕВА), наприклад Lucofin® 1400 HN, 1400 НМ виробництва компанії Lucobit AG. Об'ємний індекс розплаву MVI (190°С/2,16 кг) для поліетилену зазвичай становить від 0,5 до 40 3 3 г/10 хв., густина – від 0,86 до 0,97 г/см , переважно від 0,91 до 0,95 г/см . Крім цього, можна застосовувати суміші з поліізобутеном (РІВ) (наприклад Oppanol® B150 виробництва компанії BASF Aktiengesellschaft). Якщо вміст поліолефіну є невеликим, спроможність до утримання пороутворювачів зростає. Завдяки цьому значно покращуються стійкість при зберіганні та придатність до переробки спінюваних частинок термопластичних полімерів. Якщо вміст поліолефіну як полімеру В) становить від 4 до 20 мас.%, отримують спінювані частинки термопластичних полімерів із високою стійкістю при зберіганні, причому еластичні властивості виготовлюваного з них пінопласту не погіршується. Це підтверджується, наприклад, зменшенням залишкової деформації rest в діапазоні від 25 до 35 %. Для цілеспрямованого одержання бажаної морфології зазвичай застосовують компатибілізатор (компонент С) у кількості від 0,1 до 10 мас.%, переважно від 3 до 8 мас.% відносно полімерної матриці. 2 UA 97838 C2 5 10 15 20 25 30 35 40 45 50 55 60 Під дією навіть невеликої кількості компатибілізатора зчеплення між збагаченою поліолефіном і збагаченою полістиролом фазами та еластичність пінопласту помітно збільшуються порівняно зі звичайними пінополістиролами (EPS). Дослідження стосовно розмірів доменів збагаченої поліолефіном фази свідчать про те, що компатибілізатор стабілізує невеликі краплини за рахунок зменшення поверхневого натягу на границі розділу фаз. На зробленому за допомогою електронного мікроскопа знімку перерізу спінюваного полістиролу/поліетилену, який містить пороутворювач, можна побачити дисперговані домени поліетилену в полістирольній матриці. Придатними для цього є, наприклад, гідровані чи негідровані блок-співполімери стиролу з бутадієном або стиролу з ізопреном. Загальний вміст дієну зазвичай становить від 20 до 60 мас.%, особливо переважно - від 30 до 50 мас.%, загальний вміст стиролу - відповідно переважно від 40 до 80 мас.%, особливо переважно - від 50 до 70 мас.%. Придатними для цього блок-співполімерами стиролу з бутадієном, які складаються принаймні з двох блоків полістиролу S і принаймні одного блоку співполімеру стиролу з бутадієном S/B, є, наприклад, розгалужені в формі зірки блок-співполімери, зокрема описані в публікації ЕР-А 0654488. Придатними є також блок-співполімери, які містять принаймні два жорстких блоки S1 та S2 із мономерів на основі вінілароматичних сполук принаймні з одним розташованим між ними м'яким блоком B/S із мономерів на основі вінілароматичних сполук та дієну, причому складова твердих блоків становить понад 40 мас.% відносно всього блок-співполімеру, а вміст 1,2-вінілу в м'якому блоці B/S становить менше ніж 20 %, як описано в публікації WO 00/58380. Для застосування як компатибілізатори є придатними також лінійні блок-співполімери стиролу з бутадієном загальної структури S-(S/B)-S із розташованими між двома блоками S одним чи кількома блоками (S/B)random., які характеризуються статичним розподілом стиролу/бутадієну. Такі блок-співполімери можна одержувати шляхом аніонної полімеризації в неполярному розчиннику із додаванням полярного співрозчинника або солі кальцію, як описано, наприклад, у публікаціях WO 95/35335 та WO 97/40079. Вміст вінілу визначають як частку дієнових одиниць із 1,2-приєднанням, віднесену до суми 1,2-, 1,4-цис- та 1,4-транс-приєднань. Вміст 1,2-вінілу у блоці співполімеру стиролу з бутадієном (S/B) становить переважно менше 20 %, зокрема, в діапазоні від 10 до 18%, особливо переважно - від 12 до 16 %. Як компатибілізатори застосовують переважно потрійні блок-співполімери стирол-бутадієнстиролу (SBS), які містять бутадієн у кількості від 20 до 60 мас.%, переважно від 30 до 50 мас.%, котрі можуть бути гідрованими або негідрованими. Вони продаються в торговельній мережі, наприклад, за фірмовими найменуваннями Styroflex® 2G66, Styrolux® 3G55, Styroclear® GH62, Kraton® D 1101, Kraton® G 1650, Kraton® D 1155, Tuftec® H1043 або Europren® SOL 6414. Вони є блок-співполімерами SBS із чіткими переходами між В- та S-блоками. Додатково покращити сумісність можна шляхом гідрування блоків бутадієну, наприклад марки Kraton® G. Крім цього, до багатофазної полімерної суміші можна додавати присадки, добавки для утворення зародків кристалізації, пластифікатори, антипірени, розчинні та нерозчинні неорганічні та/або органічні барвники і пігменти, наповнювачі або співпороутворювачі в кількості, яка не справляє негативний вплив на утворення доменів і утворювану в результаті структуру пінопласту. Як утворювачі зародків кристалізації або нуклеатори можна додавати також, наприклад, поліолефіновий віск або тальк у кількості від 0 до 5, переважно від 0,5 до 3 мас.% відносно полімерів А) - С). Як пороутворювачі (компонент D) на стадії b) застосовують переважно від 1 до 15 мас.%, переважно від 3 до 10 мас.% відносно полімерної суміші А) - С), фізичного пороутворювача, наприклад аліфатичних вуглеводнів від С3 до С8, спиртів, кетонів, етерів або галогенованих вуглеводнів. Переважно застосовують ізобутан, n-бутан, ізопентан, n-пентан або ізогексан. Придатними до застосування співпороутворювачами є пороутворювачі зі зменшеною селективністю розчинності для утворюючої домени фази, наприклад, такі гази, як СО2, N2, фторовуглеводні або інертні гази. Їх застосовують переважно в кількості від 0 до 10 мас.% відносно полімерної суміші. Особливу перевагу надають безперервному способу, при якому на стадії а) термопластичний, утворюючий безперервну фазу полімер А), наприклад полістирол, розплавляють у двошнековому екструдері та для утворення суміші полімерів змішують із утворюючим дисперсну фазу полімером В) і необов'язково з компатибілізатором С), після чого на стадії b) розплав полімеру спрямовують крізь один чи кілька статичних та/або динамічних змішувальних елементів та імпрегнують пороутворювачем. Насамкінець імпрегнований 3 UA 97838 C2 5 10 15 20 25 30 35 40 45 50 55 60 пороутворювачем розплав можна екструдувати крізь відповідне сопло та нарізати для формування пінопластових плит, джгутів або гранул. Способом підводного гранулювання (UWG) можна також безпосередньо з розплаву, який виходить крізь насадку, формувати спінювані або цілеспрямовано спінені полімерні частинки. Таким чином, регулювання відповідного протитиску та відповідної температури у водяній бані для підводного гранулювання (UWG) дозволяє цілеспрямовано виготовляти гранули пінопласту. Для виготовлення спінюваних полімерних частинок підводне гранулювання зазвичай здійснюють під тиском у діапазоні від 1,5 до 10 бар. Фільєрна пластина зазвичай має багато отворів, розташованих кількома групами. При діаметрі отворів у діапазоні від 0,2 до 1 мм одержують спінювані полімерні частинки з переважним середнім діаметром у діапазоні від 0,5 до 1,5 мм. Використання спінюваних полімерних часток із однорідним гранулометричним складом і середнім діаметром у діапазоні від 0,6 до 0,8 мм дозволяє щільніше заповнювати автомат для одержання формованих виробів більш філігранної форми Крім цього, в результаті підвищується якість поверхні формованих виробів і зменшується незаповнений простір. Отримані круглі або овальні частинки переважно спінюють до діаметру в діапазоні від 0,2 до 10 мм. Їх насипна густина становить переважно від 10 до 100 г/л. Середній діаметр частинок дисперсної фази виготовленої на стадії а) полімерної суміші становить переважно від 1 до 2000 нм, особливо переважно від 100 до 1500 нм. Переважні полімерні суміші на стадії а) одержують шляхом змішування А) від 45 до 98,9 мас %, зокрема від 55 до 89,9 мас.% полімеру стиролу, зокрема полістиролу, B) від 1 до 45 мас %, зокрема від 4 до 37 мас.% поліолефіну, зокрема поліетилену, та С) від 0,1 до 10 мас.%, зокрема від 3 до 8 мас.% гідрованого або негідрованого блокспівполімеру стиролу-бутадієн. Предметом винаходу є також одержувані на стадії b) як проміжні продукти спінювані частинки термопластичних полімерів, полімерна матриця яких містить A) від 45 до 98,9 мас.%, зокрема від 55 до 89,9 мас.% полімеру стиролу, зокрема полістиролу, B) від 1 до 45 мас.%, зокрема від 4 до 37 мас.% поліолефіну, зокрема поліетилену, та C) від 0,1 до 10 мас %, зокрема від 1 до 8 мас.% гідрованого або негідрованого блокспівполімеру стиролу та бутадієну, причому сума А) - С) складає 100 мас %, і додатково D) від 1 до 15 мас %, зокрема від 3 до 10 мас.% пороутворювача відносно полімерної матриці, E) від 0 до 5, переважно від 0,3 до 3 мас.% нуклеатора. Для покращання придатності до переробки одержані спінювані частинки термопластичних полімерів можна покривати естером гліцерину, антистатиком або антиадгезивом. Зварювання попередньо спінених гранул пінопласту для виготовлення формованого виробу і отримувані в результаті механічні властивості оптимізують, зокрема, шляхом покриття спінюваних частинок термопластичних полімерів стеаратом гліцерину. Особливо переважним є покриття, яке містить від 50 до 100 мас.% гліцеринтристеарату (GTS), від 0 до 50 мас.% гліцеринмоностеарату (GMS) та від 0 до 20 мас.% кремнієвої кислоти. Відповідні винаходу спінювані частинки термопластичних полімерів можна піддавати попередньому спінюванню із застосуванням гарячого повітря або водяної пари для отримання 3 3 спінених частинок густиною від 8 до 200 кг/м , переважно в діапазоні від 10 до 50 кг/м , а потім зварюванню в закритій формі для виготовлення формованих виробів із пінопласту. Приклади Застосовувані речовини: Компонент А Полістирол PS 158K виробництва компанії BASF SE Компонент В Поліетилен В1: PE-LLD (LL1201 XV, Exxon Mobile, густина 0,925 г/л, MVI = 0,7 г/10 хв., точка плавлення 123°С) В2: PE-LLD (LL1001 XV, Exxon Mobile, густина 0,918 г/л, MVI = 1,0 г/10 хв., точка плавлення 120°С)) Компонент С. С: Styrolux® 3G55, блок-співполімер стиролу та бутадієну виробництва компанії BASF SE, Компонент D Пороутворювачі: Пентан S (20 % ізопентану, 80 % n-пентану) Нуклеатор тальк (HP 320, Omyacarb) Приклад 1 У двошнековому екструдері компанії Leitntz ZSK 18 розплавляли 22 мас % лінійного поліетилену низької густини (PE-LLD) (LL1201 XV, Exxon Mobile) з 69,6 мас.% полістиролу (PS 4 UA 97838 C2 5 10 15 20 25 30 35 158K, BASF) та 4 мас.% блок-сополімеру SBS (стирол-бутадієн-стирол) (Styrolux® 3G55, BASF) при температурі 220-240 °С. Потім розплав полімерів насичували 8 мас % s-пентану відносно полімерної матриці. Після цього розплав полімерів гомогенізували в двох статичних змішувачах і охолоджували до температури 180 °С. До насиченого пороутворювачем основного потоку розплаву за допомогою екструдера з бічним розташуванням фільєр додавали як нуклеатор 2,2 мас.% тальку (HP 320, Omyacarb) відносно полімерної матриці, у формі суміші з 2,2 мас.% полістиролу PS 158 К. Після гомогенізації за допомогою двох наступних статичних змішувачів розплав екструдували крізь підігріту перфоровану пластину (із 4-ма отворами діаметром 0,65 мм, причому температура перфорованої пластини становила 280 °С). Полімерний екструдований профіль подрібнювали способом підводного гранулювання (тиск під водою 12 бар, температура води 45 °С), отримуючи таким чином насичений пороутворювачем мінігранулят із однорідним гранулометричним складом (d'= 1,2 мм). Гранулят, який містив пороутворювач, піддавали попередньому спінюванню в агрегаті для попереднього спінювання пінополістиролу (EPS), отримуючи спінені гранули низької густини (15-25 г/л), та обробляли в автоматичному пристрої для виготовлення формованих виробів із пінополістиролу (EPS) із застосуванням підвищеного тиску 0,7 -1,1 бар. Приклади 2 та 3 і контрольний дослід Аналогічно Прикладу 1 виготовляли спінювані суміші термопластичних полімерів, які мали наведений у Таблиці 1 у вагових частках склад. У Таблиці 2 наведені значення густини і кількості комірок гранул пінопласту. Вміст пороутворювача в мінігрануляті (ваг. %) визначали негайно після його одержання, а також після зберігання протягом 7 діб на фільтрувальному папері при кімнатній температурі за допомогою газохроматографічного аналізу (GC). З метою підтвердження збільшення еластичності проводили вимірювання різних механічних параметрів формованих виробів. В Таблиці 3 наведені значення залишкової деформації rest формованих виробів із пінопласту, визначені на підставі простого гістерезису при відносній деформації при стисненні 75% (подача 5 мм/хв.) згідно з вимогами стандарту ISO 3386-1. Залишкова деформація rest відповідає відсотковій частці після стиснення 75%, на яку зменшилася початкова висота стисненого виробу У відповідних винаходу прикладах спостерігається очевидне збільшення еластичності порівняно з чистим пінополістиролом (EPS), яке підтверджується дуже високою спроможністю відновлення попереднього стану після деформації. На знімку, одержаному за допомогою трансмісійної електронної мікроскопії (ТЕМ), можна побачити коміркову структуру (фіг. 1) з наноклітинними стінками комірок та міжкомірковими перегородками (фіг. 2), які сприяють збільшенню еластичності. При цьому пори мають розмір від 200 до 500 нм і відповідають поліетиленовим (РЕ) доменам насиченого пороутворювачем мінігрануляту. Таблиця 1 Склад спінюваних сумішей термопластичних полімерів (вагові частки) V 97,8 PS 158K PE 3G55 Тальк Вміст пороутворювача (s-пентан) Вміст пороутворювача (s-пентан) через 7 діб 2,2 6,8 5,7 40 5 Приклад 1 71,8 22 4 2,2 6,5 4,8 Приклад 2 59,8 33 6 2,2 6,5 4 Приклад 3 46,8 44 8 2,2 8,2 3 UA 97838 C2 Таблиця 2 Характеристики гранул пінопласту Приклад 1 V 3 Густина [кг/м ] Кількість комірок [1/мм] 18 11,6 18 4,5 Приклад 2 23 6,0 Приклад 3 26 6,8 Таблиця 3 Залишкова інформація rest формованих виробів із пінопласту при відносній деформації при стисненні 75% Робочий тиск 0,8 бар 0,9 бар 1,0 бар 1,1 бар 5 10 15 20 25 30 35 40 V 60 59 58 60 Приклад 1 23 26 28 60 Приклад 2 32 33 49 55 Приклад 3 55 Приклади 4 та 5 Для покращення зварювання гранул пінопласту на поверхню насиченого пороутворювачем грануляту із Прикладу 1 у барабані змішувача виробництва компанії Lodige наносили 0,3 мас.% засобу для покриття. По завершенні часу дії 4 години насичений пороутворювачем гранулят із нанесеним покриттям піддавали попередньому спінюванню, як у Прикладі 1, після чого шляхом зварювання виготовляли з нього формовані вироби. Як компоненти засобу для покриття в Прикладі 4 застосовували гліцеринтристеарат (GTS), а в Прикладі 5 - суміш із 60 мас.% гліцеринтристеарату (GTS), 30 мас.% гліцеринмоностеарату (GMS) та 10 мас.% кремнієвої кислоти. Дія засобу для покриття на якість зварювання попередньо спінених гранул пінопласту для виготовлення формованих виробів була позитивною. Границю міцності при згинанні формованих виробів, виготовлених у Прикладах 4 та 5, вдалося відповідно збільшити до 220 та 227 кПа порівняно зі значенням 150 кПа для формованих виробів, виготовлених із гранулятів без покриття у Прикладі 1. Приклади 6-12 У двошнековому екструдері виробництва компанії Leitntz ZSK 18 компоненти А-С розплавляли при температурі 220-240 °С під тиском 130 бар. Потім у розплав полімеру додавали під тиском 8 вагових часток пентану S (20 % ізопентану, 80 % n-пентану) як пороутворювача і після гомогенізації за допомогою двох статичних змішувачів вводили в розплав полімеру. Після цього за допомогою охолоджувача температуру зменшували до 180185 °С. До насиченого пороутворювачем основного потоку розплаву за допомогою екструдера з бічним розташуванням фільєр додавали як нуклеатор 2,2 вагової частки тальку (HP 320, Omyacarb) у формі суміші з 50 мас.% полістиролу. Після гомогенізації за допомогою двох наступних статичних змішувачів розплав екструдували в кількості 4 кг/год. крізь підігріту перфоровану пластину (4 отвори діаметром 0,65 мм при температурі перфорованої плити 280 °С). Полімерний екструдований профіль подрібнювали шляхом підводного гранулювання (тиск під водою 12 бар, температура води 45 °С), в результаті чого отримували насичений пороутворювачем мінігранулят із однорідним гранулометричним складом (d'= 1,1 мм). Вагові частки компонентів А)- С) наведені в Таблиці 4. Приклад 13 У двошнековому екструдері виробництва компанії Leitntz ZE 40 компоненти А - С розплавляли при температурі 240 - 260°С під тиском 140 бар і додавали 2,2 вагової частки тальку (HP 320, Omyacarb) як нуклеатора. Потім у розплав полімеру додавали під тиском 8 вагових часток пентану S (20% ізопентану, 80% n-пентану) як пороутворювача і після гомогенізації за допомогою двох статичних змішувачів вводили в розплав полімеру. Після цього за допомогою охолоджувача температуру зменшували до 180°-195°С. Після наступної гомогенізації за допомогою двох інших статичних змішувачів розплав полімеру в кількості 50 кг/год. екструдували крізь підігріту до 240 - 260 °С перфоровану пластину під тиском 200 - 220 бар (діаметр отворів у пластині 0,6 мм, 7 груп по 7 отворів, або 0,4 мм, 7 груп по 10 отворів) Екструдований полімерний джгут подрібнювали способом підводного гранулювання (тиск під 6 UA 97838 C2 5 10 15 20 25 30 водою 11-10 бар при температурі води 40 °С - 50 °С), в результаті чого отримували насичений пороутворювачем мінігранулят зі однорідним гранулометричним складом (d'= 1,1 мм при діаметрі отворів 0,6 мм та 0,8 мм при діаметрі отворів 0.4 мм) Вагові частки компонентів А) - С) наведені в Таблиці 4. Гранулят, який містив пороутворювач, піддавали попередньому спінюванню в агрегаті для попереднього спінювання пінополістиролу (EPS), отримуючи спінені гранули низької густини (15-25 г/л), які обробляли в автоматичному пристрої для одержання формованих виробів із пінополістиролу (EPS) із застосуванням підвищеного тиску 0,7-1,1 бар. Для підтвердження збільшення еластичності проводили вимірювання різних механічних параметрів формованих виробів В Таблиці 4 наведені значення залишкової деформації rest формованих виробів із пінопласту, визначені на підставі простого гістерезису при відносній деформації при 75% стисненні (подача 5 мм/хв.) згідно з вимогами стандарту ISO 3386-1 Залишкова деформація rest відповідає відсотковій частці після 75% стиснення, на яку зменшилася початкова висота стисненого виробу. У відповідних винаходу прикладах спостерігається однозначне збільшення еластичності порівняно з чистим пінополістиролом (EPS), яке підтверджується дуже високою спроможністю відновлення попереднього стану після деформації. На знімку, зробленому за допомогою трансмісійного електронного мікроскопа (ТЕМ), можна розпізнати дисперсний розподіл поліетилену в мінігрануляті, який містить пороутворювач, внаслідок чого після спінювання збільшується еластичність пінопласту. При цьому розмір поліетиленових доменів насиченого пороутворювачем мінігрануляту становить від 200 до 1000 нм. Як компоненти засобу для покриття застосовували 70 мас % гліцеринтристеарату (GTS) та 30 мас % гліцеринмоностеарату (GMS). Дія засобу для покриття на якість зварювання попередньо спінених гранул пінопласту для виготовлення формованих виробів була позитивною. Границю міцності при згинанні вдалося відповідно збільшити до 250 та 310 кПа порівняно зі значенням 150 кПа для формованих виробів, виготовлених із гранулятів без покриття. Завдяки невеликому розміру часток, тобто 0,8 мм, придатність матеріалу до обробки для виготовлення формованого виробу виявилася кращою, враховуючи зменшення часу, потрібного для вивільнення виробу з форми, та збільшення заповнюваності форми. Додатково поверхня формованих виробів стала більш однорідною, ніж у разі їх виготовлення з часток діаметром 1,1 мм. Таблиця 4 Склад спінюваних полімерних гранул (EPS) у вагових частках і характеристики формованих виробів із пінопласту Приклад Компонент А) Компонент В1) Компонент В2) Компонент С) 6 7 8 Склад спінюваних гранул 48 61 74 44 33 22 9 10 11 12 13 76,9 19,6 89,2 9,1 93 6,2 95,2 4,1 76,9 1 0,8 19,6 3,5 20,1 15,0 93 20,4 14,5 93 20,1 17,0 91 226 3,2 28 236 2,8 29 296 4,0 31 8 6 4 3,5 1,7 Характеристики формованого виробу з пінопласту Густина пінопласту [г/л] 27,5 25,3 20,2 20,0 19,9 Мінімальна густина [г/л] 23,9 21,7 16,7 17,0 15,5 Границя міцності при стисненні 10 % 84 97 97 96 98 [кПа] Границя міцності при згинанні [кПа] 180 230 223 261 230 2,1 5,8 3,4 3,9 3,7 Робота зі згинання [Нм] Залишкова деформація [%] 55 44 28 30 31 35 ФОРМУЛА ВИНАХОДУ 40 1. Термопластичний пінопласт із частинок, що складається з комірок, середній розмір яких знаходиться в діапазоні від 20 до 500 мкм, який відрізняється тим, що міжкоміркові перегородки мають наноклітинну або волокнисту структуру з діаметром пор чи волокон менше ніж 1500 нм. 7 UA 97838 C2 5 10 15 20 25 30 2. Термопластичний пінопласт із частинок за п. 1, який відрізняється тим, що середній діаметр пор чи волокон наноклітинної або волокнистої структури становить від 10 до 1000 нм. 3. Термопластичний пінопласт із частинок за п. 1 або 2, який відрізняється тим, що полімерна матриця складається із безперервної насиченої стирольним полімером фази та дисперсної насиченої поліолефінами фази. 4. Термопластичний пінопласт із частинок за одним із пп. 1-3, який відрізняється тим, що полімерна матриця містить A) від 45 до 98,9 мас. % стирольного полімеру, B) від 1 до 45 мас. % поліолефіну та C) від 0,1 до 10 мас. % гідрованого або негідрованого блок-співполімеру стиролу та бутадієну. 5. Спосіб одержання термопластичного пінопласту із частинок за одним із пп. 1-4, який відрізняється тим, що a) полімерні суміші з безперервною та дисперсною фазами виготовляють шляхом змішування двох несумісних термопластичних полімерів, b) ці суміші імпрегнують пороутворювачем і гранулюють з одержанням здатних до розширення частинок термопластичних полімерів, c) здатні до розширення частинки термопластичного полімеру попередньо спінюють з одержанням частинок пінопласту та d) спінені частинки пінопласту зварюють у формі із застосуванням гарячого повітря або водяної пари під дією робочого тиску, який вибирають настільки низьким, щоб зберегти наноклітинну або волокнисту структуру міжкоміркових перегородок, з одержанням формованих виробів з частинок пінопласту. 6. Спосіб за п. 5, який відрізняється тим, що середній діаметр частинок дисперсної фази полімерної суміші становить від 1 до 1500 нм. 7. Спосіб за п. 5 або 6, який відрізняється тим, що полімерні суміші на стадії а) одержують шляхом змішування A) від 45 до 98,9 мас. % стирольного полімеру, B) від 1 до 45 мас. % поліолефіну та C) від 0,1 до 10 мас. % гідрованого або негідрованого блок-співполімеру стиролу та бутадієну. 8. Спосіб за одним із пп. 5-7, який відрізняється тим, що на стадії b) як пороутворювач застосовують С3-С8-вуглеводень у кількості від 1 до 10 мас. % відносно суміші полімерів. 8 UA 97838 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюThermoplastic particle foam and method for producing thereof
Автори англійськоюSchips, Carsten, Hahn, Klaus, Grassel, Georg, Longo, Daniela, Assmann, Jens, Gietl, Andreas
Назва патенту російськоюТермопластический пенопласт из частичек и способ его получения
Автори російськоюШипс Карстен, Хан Клаус, Грессель Георг, Лонго Даниэла, Ассманн Енс, Гитль Андреас
МПК / Мітки
МПК: C08J 9/18, C08J 9/00, C08J 9/16
Мітки: пінопласт, спосіб, частинок, термопластичний, одержання
Код посилання
<a href="https://ua.patents.su/11-97838-termoplastichnijj-pinoplast-z-chastinok-ta-sposib-jjogo-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Термопластичний пінопласт з частинок та спосіб його одержання</a>
Термопластичний матеріал, що містить нанометричні пластинчасті сполуки, спосіб його одержання (варіанти) та виріб, що його містить
Номер патенту: 83366
Опубліковано: 10.07.2008
Автори: Лусто Бертран, Матьйо Олів'є, Ешальє Брюно
МПК: C08J 5/18, B65D 65/38, C08K 3/32
Мітки: одержання, пластинчасті, спосіб, матеріал, варіанти, нанометричні, сполуки, містить, виріб, термопластичний
Формула / Реферат:
1. Композиція, що містить принаймні одну термопластичну матрицю та частинки на основі фосфату цирконію, титану, церію та/або кремнію, яка відрізняється тим, що принаймні 50 % за кількістю частинок знаходяться у вигляді нанометричних пластинчастих сполук з коефіцієнтом форми, меншим або рівним 100.2. Композиція за п. 1, яка відрізняється тим, що частинки нанометричних пластинчастих сполук мають коефіцієнт форми, менший або рівний...
Пінопласт, що біологічно розкладається, та спосіб його одержання
Номер патенту: 43840
Опубліковано: 15.01.2002
Автори: Роберто Понті, Катя Бастіолі, Алєссандро Монтіно, Вітторіо Бєллотті, Джанфранко Дель Трєдічі
МПК: C08J 9/228, C08J 9/04, C08J 9/12, C08L 3/00, C08J 9/00, C08L 1/00, C08L 101/00
Мітки: розкладається, біологічно, спосіб, пінопласт, одержання
Формула / Реферат:
1. Биоразлагаемый пенопласт, имеющий объёмную плотность в интервале от 5 до 13 кг/м3 и соответствующую плотность, равную 32 кг/м3 или меньше, отличающийся тем, что содержит- от ЗО до 99,5 мас. % полисахарида, содержащего более 50% термопластичного крахмала или крахмала, образующего комплексы с природными или синтетическими полимерными структурами, причём упомянутый крахмал имеет:- характеристическую вязкость менее 1,3...
Вибухова композиція, продукт з нітрату амонію у вигляді частинок та спосіб його одержання
Номер патенту: 72007
Опубліковано: 17.01.2005
Автори: Балс Едвін, Спітері Уїльям Лучано, Брідт Джейкобус, Стефенс Х'ю Альберт Сандрі
МПК: C06B 31/28, C06B 23/00, C01C 1/18
Мітки: вигляді, спосіб, вибухова, композиція, одержання, амонію, продукт, нітрату, частинок
Формула / Реферат:
1. Спосіб одержання продукту з нітрату амонію зі зниженою густиною, при якому вводять газотвірний агент, здатний утворювати газ шляхом хімічної реакції з придатною кислотою, у продукт з нітрату амонію при умовах, що спричиняють газотворення газотвірним агентом у продукті з нітрату амонію, та утворюють частинки продукту з нітрату амонію для одержання продукту з нітрату амонію у вигляді частинок зі зниженою густиною, який відрізняється...
Гібридний еластифікатор, його застосування, термопластичний полімер, що його містить, та виріб
Номер патенту: 90050
Опубліковано: 25.03.2010
Автори: Піррі Розанжела, Ажжи Філіпп
МПК: C08K 9/00
Мітки: містить, полімер, еластифікатор, виріб, термопластичний, застосування, гібридний
Формула / Реферат:
1. Гібридний еластифікатор, одержаний:або розпилювальним сушінням, коагуляцією, коагуляцією при заморожуванні, або іншими відомими способами одержання суміші латексу або гідросуміші стандартних еластифікаторів і гідросуміші мінерального наповнювача,або одночасним висушуванням (розпилювальним сушінням, коагуляцією або іншими відомими можливими способами) (і) латексу або гідросуміші стандартних еластифікаторів і (іі) гідросуміші...
Спосіб одержання потоку частинок і пристрій для його здійснення (варіанти)
Номер патенту: 71545
Опубліковано: 15.12.2004
Автори: Мадонна Пітер Л., Пао Мішель Й.Х., Куган Росс Т.
Мітки: потоку, варіанти, одержання, спосіб, пристрій, частинок, здійснення
Формула / Реферат:
1. Спосіб одержання потоку частинок, що рухаються з високою швидкістю через камеру, який відрізняється тим, що включає наступні операції: прискорення цих частинок до дозвукової швидкості з використанням принаймні одного струменя газу для створення потоку частинок; прискорення цих частинок до більш високої швидкості за допомогою введення в контакт потоку частинок під непрямим кутом з принаймні одним струменем води під надвисоким тиском...
Попередній патент: Сполуки хіноліну для лікування порушень, які реагують на модуляцію рецептора серотоніну 5-ht6
Наступний патент: Взуттєвий виріб (варіанти), устілка взуттєвого виробу та спосіб формування частини устілки або підошви взуття
Випадковий патент: Спосіб ліквідації містків холоду приміщень