Панелі з деревноволокнистої плити середньої щільності
Номер патенту: 116094
Опубліковано: 12.02.2018
Автори: Пол Бернардус Джозеф Марія, ван Доммеле Стефан, Каппен Теородус Джерардус Марінус Марія

Формула / Реферат
1. Панель з деревноволокнистої плити середньої щільності (MDF), яка включає деревні волокна з найбільшим розміром 7 мм або менше, спресовані разом за допомогою клейкої речовини, де панель має аспектне співвідношення щонайменше 100 і площу поверхні щонайменше 1 м2, яка відрізняється тим, що деревні волокна виготовлені з ацетильованої деревини.
2. Панель за п. 1 формули, яка має машинне спрямування.
3. Панель за п. 1 або 2 формули, яка відрізняється тим, що аспектне співвідношення є вищим ніж 122, бажано вищим ніж 200.
4. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що волокна мають довжину від 1 до 5 мм.
5. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що волокна виготовлені з ацетильованoї деревини і отримуються у спосіб, який включає стадії (а) надавання сухої твердої деревини; (b) піддавання твердої деревини ацетилюванню шляхом контактування з оцтовим ангідридом; (с) нарізання на скіпки ацетильованої деревини та піддавання скіпок зменшенню розміру, щоб отримати волокна з найбільшим розміром 5 мм або менше.
6. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що клейку речовину вибирають із групи, яка складається з фенол-формальдегідної смоли, меламіно-сечовино-формальдегідної смоли, метилендифенілдіізоціанату (MDI) та полімерного метилендифенілметандіізоціанату (PMDI).
7. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що деревина походить від дерев з родів pinus, eucalyptus або рісеа, бажано ялина або промениста сосна.
8. Панель за будь-яким із пп. 1-4, яка відрізняється тим, що волокна виготовлені з ацетильованої деревини і отримуються у спосіб, який включає стадії (а) нарізання на скіпки твердої деревини; (b) ацетилювання скіпок; (с) подрібнення ацетильованих деревних скіпок для утворення ацетильованих деревних волокон.
9. Панель за п. 1, яка відрізняється тим, що вона отримується у спосіб, який включає стадії надавання деревних волокон, додавання клейкої речовини і, бажано, воску до волокон; розподілення волокон по поверхні, щоб утворилась основа; холодне попереднє пресування і гаряче пресування, де поверхня, на яку розподіляються волокна, являє собою рухому стрічку, та де волокна включають ацетильовану деревину.
10. Панель за п. 9, яка відрізняється тим, що пресування здійснюється за допомогою рухомої стрічки, наприклад через двострічковий прес або глезер.
11. Панель за будь-яким із пп. 1-8, яка отримується у спосіб, визначений в п. 9 або 10.
12. Застосування ацетильованих деревних волокон у виготовленні панелей з деревноволокнистої плити середньої щільності, де панелі мають аспектне співвідношення щонайменше 100 та площу поверхні щонайменше 1 м2.
13. Застосування ацетильованих деревних волокон у виготовленні панелей з деревноволокнистої плити середньої щільності, де панелі мають довжину і ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 для зменшення викривлення панелі у порівнянні зі схожою панеллю, виготовленою з неацетильованих деревних волокон.
14. Застосування ацетильованих деревних волокон у виготовленні панелей з деревноволокнистих плит середньої щільності, де панелі мають довжину і ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 для уможливлення проникнення засобів кріплення на відстані, що вибирається з групи, яка складається з менше ніж 25 мм в обох напрямках від кута панелі, менше ніж 12 мм від краю панелі та їх поєднання.
Текст
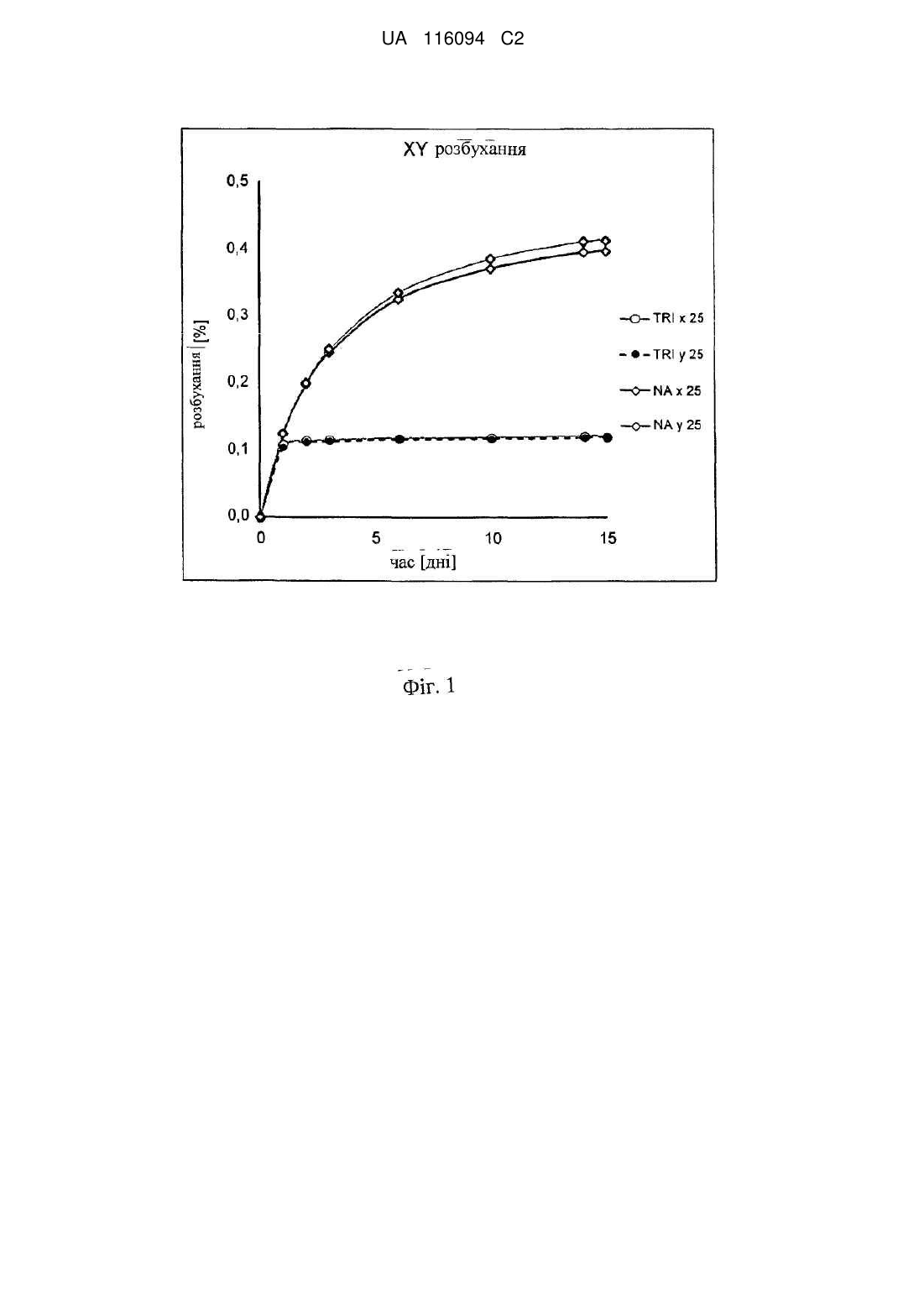
Реферат: У винаході розкрито панелі з деревноволокнистої плити середньої щільності (MDF). Панелі включають деревні волокна, найбільший розмір яких становить 7 мм або менше, спресовані разом за допомогою клейкої речовини. Панелі великого і тонкого типу мають аспектне 2 співвідношення щонайменше 100 і площу поверхні щонайменше 1 м . У винаході вирішуються типові проблеми, пов'язані з такими великими і тонкими панелями, як-то характер викривлення, шляхом застосування деревних волокон, виготовлених з ацетильованoї деревини. UA 116094 C2 (12) UA 116094 C2 UA 116094 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки винаходу Винахід стосується галузі композитних деревних матеріалів, відомих як деревно-волокнисті плити середньої щільності (MDF) і зокрема стосується MDF панелей, які мають довжину та ширину щонайменше 1 м, та аспектне співвідношення щонайменше 100. Зокрема, винахід стосується MDF панелей, що мають машинне спрямування, тобто отримуються безперервним виробництвом промислового масштабу. Передумови винаходу MDF (деревно-волокниста плита середньої щільності) стосується змішаного продукту, який включає деревні волокна, спресовані та склеєні разом за допомогою клейкої речовини, зазвичай фенол-формальдегідної смоли або сечовино-формальдегідної смоли, або полімерного дифенілметандіізоцианатного клею. Часто, MDF панелі також містять віск. MDF зазвичай виробляються у вигляді пласких листів або дощок різноманітної товщини (зазвичай, від 3 мм до 25 мм) та щільностей і можуть доповнюватись візуально-привабливим паперовим або з деревного шпону чи пластику поверхневим шаром або поверхневим покриттям. Він являє собою нееластичний, дуже жорсткий, майже негнучкий матеріал. Це зазвичай є перевагою, оскільки відносно тонкі панелі в нижній межі вищевказаного діапазону щільності – найбільш типової товщини в межах 6-9 мм – є вкрай придатними для використання в застосуваннях, де необхідна жорсткість. Таким чином, панелі знаходять широке цільове застосування, наприклад, у меблях, декоративному внутрішньому облицюванні стін, дверях, перегородках та численних інших типових внутрішніх застосуваннях, де бажано використовувати панелі гарної жорсткості. Деревно-волокнисті плити доступні зазвичай з товщиною в межах від 2 мм до 60 мм та 3 щільності в межах від 600-1000 кг/м . MDF у точному значенні, що є тим чого бажано стосується 3 3 3 даний винахід, має щільність у діапазоні від 650 кг/м до 800 kкг/м . Вище 800 кг/м зазвичай 3 іменуються дерево-волокнистими плитами високої щільності (HDF).Нижче 650 кг/м 3 називаються полегшеними MDF або ультра-легкими MDF (< 550 кг/м ). Важливою характеристикою деревно-волокнистої плити і відповідно MDF, є розмір деревних волокон, що використані. В цьому аспекті можна розрізнити різні класи продукту, де кожен має свою власну специфічну галузь застосування. Таким чином, деревно-волокниста плита являє собою інший продукт аніж, наприклад, деревно-стружкова плита. Остання має більші деревні частки, загалом які мають довжину від 1,5 до 15 мм, ширину від 0,15 мм до 1,30 мм та товщину від 0,15 до 1,25 мм. Волокна у волокнистій плиті, як-то MDF, є значно меншими, зазвичай мають довжину 7 мм або нижче, бажано від 1 мм до 5 мм, ширину від 0,05 мм до 0,1 мм і товщину також від 0,05 мм до 0,1 мм. Деревні волокна в MDF можуть походити з по-суті будь-якого волокнистого лігноцелюлозного матеріалу, з зазвичай використовуваною деревиною ялини (рід picea), численними видами сосни (рід pinus), або евкаліпту (рід: eucalyptus). Так само, як і з іншими продуктами композитного деревного матеріалу, як-то деревно-стружкова плита або структурноорієнтована плита, деревно-волокнисті плити також можуть бути виготовлені з модифікованої деревини (наприклад, парообробної деревини чи ацетильованої деревини). Посилання, яке надає підґрунтя для деревно-стружкової плити, структурно-орієнтованої плити, а також деревно-волокнистої плити, виготовлених на основі ацетильованої деревини, є документом WO 2011/095824. В ньому розглядається діапазон деревних елементів для ацетилування, де найбільшими елементами є скіпки (25-75 мм довжиною), а найменшими є волокна (1-5 мм довжиною). Протестовані панелі з деревно-стружкової плити та з деревноволокнистої плити розміром 500 мм x 500 мм x 12 мм (аспектне співвідношення: 41.7). Зазначається, що в порівнянні зі звичайною MDF або звичайною деревно-стружковою плитою, плити, виготовлені з ацетильованої деревини можуть витримувати занурення у воду. Це відображено з зазначенням характеристики товщини набухання. Рівень техніки щодо панелей з деревно-волокнистих плит, яких стосується винахід, зокрема відносно великих і тонких панелей, обмежується традиційними знаннями про деревноволокнисті плити. MDF панелі у вигляді, наданому для кінцевого застосування, та виготовлені у масштабах комерційного виробництва, характеризуються як відносно тонкі. Це розрізняється шляхом зазначення аспектного співвідношення вище 100, де аспектне співвідношення являє собою співвідношення між довжиною (L) та товщиною (D панелі, тобто L/D. Під довжиною L розуміється найбільший розмір сторони панелі, тобто вона може бути рівною ширині у випадку квадратної панелі або більшою у випадку прямокутної панелі. Традиційні MDF при представленні в таких великих і тонких панелях стикаються з декількома технічними проблемами. 1 UA 116094 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вважається, що деякі з цих проблем пов'язані з характеристикою лінійного розбухання панелей. Лінійне розбухання, що суттєво відрізняється від вищевказаного розбухання товщини, яке результує від занурення у воду, стосується змін в розмірах в напрямку довжини та ширини панелі внаслідок коливань температури і відносної вологості. Тоді як це може не становити проблеми для невеликих, відносно товстих панелей, це становить справжню перешкоду у випадку, коли панелі є великими з довжиною та шириною щонайменше 1 м та які є тонкими з аспектним співвідношенням щонайменше 100. Через відносну тонкість характеристика лінійного розбухання (розширення та стиснення) значно проявлена в таких панелях. Хоча це є по суті технічним питанням, проблеми, яке воно спричиняє, також більш виражені у випадку великих панелей з огляду на типове застосування таких панелей. Наприклад, закрити велику стінку за допомогою (естетично обраних) панелей з деревно-волокнистих плит доведеться з необхідністю швів між панелями щоб врахувати лінійне розбухання, яке може трапитись в результаті впливу змінних значень вологості та температури. Ці шви мають бути відносно великими і через це вони можуть псувати бажаний естетичний ефект, який у більшості випадків і є причиною застосування панелей. Тому бажано створити панелі, які, не дивлячись на те, що вони є великими і тонкими, не потребують наявності між ними значних швів. Щодо цього слід зауважити, тип панелей, на які посилаються, тобто великі і тонкі панелі, які типово виробляються у безперервні способи промислового масштабу, мають машинне спрямування. Поняття машинного спрямування, наявного у волокнисто-жорсткій продукції добре відоме з рівня техніки. Це являє собою ступінь спрямування, встановлений для волокнистого матеріалу напрямом його виробництва. Таке машинне спрямування можна виявити, оскільки в матеріалі неминуче проявиться ступінь "ортогональної нерівності". В результаті наявності в матеріалі машинного спрямування, панелі матимуть схильність до виявлення ненавмисної нерівномірної реакції до якихось випадкових впливів оточуючого середовища. Посилаючись на лінійне розбухання, через яке необхідно робити шви при вбудовуванні великих панелей до поверхні стіни, вплив машинного спрямування призводить до додаткових незручностей через наслідки розширення та скорочення, що відрізнятимуться в залежності від машинного спрямування та поперечного спрямування. Таким чином, коли робляться шви буде необхідно або враховувати структуру спрямування панелей, щоб забезпечити те, що будь-який вплив лінійного розбухання був рівномірним вздовж однієї і тієї ж межі ряду панелей або буде необхідно обрати ширину швів, щоб скоригувати напрям, в якому розбухання очікується найбільшим. Інший недолік, пов'язаним з лінійним розбуханням, полягає у вимогах поводження з традиційними деревно-волокнистими плитами при проведенні будівельних робіт: при використанні в будівництві великих і відносно тонких панелей часто існує потреба щоб панелі закріпились, тобто "пристосувались" до місця, де вони мають бути розміщені перед їх подальшою обробкою. Це причиняє труднощі для будівельника, який не може розпланувати роботу за один раз. Бажано цього уникнути і мати змогу одразу ж приступати до будівельних робіт. Як зрозуміло, жоден з вищевказаних недоліків суттєво не позначається на невеликих і відносно товстих панелях і більш конкретно і у разі виробництва таких панелей в процесі, що не призводить до надавання машинного спрямування продукції. Вплив лінійного розбухання на великі, тонкі панелі не є лише розширенням або скороченням по довжині і/або ширині панелі. Навіть більш важливим є те, що в результаті будь-якої нерівномірності такої лінійної зміни розмірів тонкої панелі (включаючи наслідки, що випливають від наявності машинного спрямування) панелі матимуть схильність до внутрішніх зсувів назовні площини. Це явище відоме як "викривлення" обмежує застосування MDF. Хоча й викривленню можна запобігти використовуючи товсті панелі меншого розміру (наприклад ті, що мають аспектне 2 співвідношення 50 чи нижче і мають площу поверхні 0.25 м або нижчу), це не є прийнятним для всіх застосувань. По суті, у багатьох галузях застосування бажано застосовувати великі панелі з 2 довжиною та шириною щонайменше 1 м (тобто ті, що мають площу поверхні 1 м або більшу) та мають товщину 9 або бажано 6 мм (тобто з величиною аспектного співвідношення 111 або 167 відповідно). Очікується, що зокрема в таких випадках MDF панелі надають естетичного вигляду, що означає те, що будь-який значний ризик викривлення не є прийнятним. Іншим технічним питанням, яке пов'язане з естетичним виглядом, наявність якого часто очікується при застосуванні великих MDF панелей, є обмежений ступінь простору при закріпленні таких панелей. Гвинти, гвіздки чи інші засоби кріплення, що проникають у панель мають розташовуватись на достатній відстані від краю. Типова відстань становить 25 мм в обох напрямах від кута та 12 мм з країв. Тому бажано отримати деревно-волокнисту плиту, яка створює більше простору для закріплення таких засобів кріплення. 2 UA 116094 C2 5 10 15 20 25 30 35 40 45 50 55 Короткий виклад сутності винаходу З метою якнайкращого врахування однієї або більше з вищезазначених вимог, винахід являє собою, з одного боку, панель з деревно-волокнистої плити середньої щільності з довжиною і шириною щонайменше 1 м і аспектним співвідношенням щонайменше 100, яка включає деревні волокна, що мають довжину 7 мм або менше, спресовані за допомогою клейкої речовини, де деревні волокна виготовлені з ацетильованої деревини. З іншого боку, винахід представляє панель з деревно-волокнистої плити середньої щільності, що отримується у спосіб, який включає стадії отримання деревних волокон, додавання клейкої речовини і, бажано, воску до волокон; розподіл волокон по поверхні для утворення основи плити; холодне попереднє пресування і гаряче пресування, де поверхня, на яку розподіляються волокна, являє собою рухому стрічку та де волокна включають ацетильовану деревину. В ще одному аспекті винахід представляє застосування ацетильованих деревних волокон при виготовленні панелей з деревно-волокнистої плити середньої щільності, де панелі мають довжину та ширину щонайменше 1 м і аспектне співвідношення щонайменше 100. В ще одному аспекті винахід полягає в застосуванні ацетильованих деревних волокон у виготовленні панелей з деревно-волокнистої плити середньої щільності, де панелі мають довжину і ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 з метою зменшення викривлення панелей у порівнянні з подібними панелями, виготовленими з неацетильованих деревних волокон. З ще одного боку, винахід полягає у застосуванні ацетильованих деревних волокон у виготовленні панелей з деревно-волокнистої плити середньої щільності, де панелі мають довжину і ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 з метою уможливлення проникнення засобів кріплення на відстані, яка обирається з групи, що складається з менше, ніж 25 мм в обох напрямках від кута панелі, менше, ніж 12 мм від краю панелі та їх поєднання. Короткий опис креслень На Фігурі 1 зображено розбухання (%) в X та Y напрямках ацетильованої (TRI) і неацетильованої (NA) MDF плит, які мають товщину 25 мм як функцію часу (дні). На Фігурі 2 зображено видовження d (мм) параметрів d1-d6 виміряних у три підходи під час тестування викривлення чотирьох MDF панелей (TRI – ацетильовані, NA – неацетильовані) товщиною в 6 мм і 15мм. Детальний опис винаходу Винахід у широкому розумінні базується на неочікуваному виявленні того, що застосування ацетильованих деревних волокон у панелях з деревно-волокнистої плити великого і тонкого типу, здатне зменшити або навіть уникнути типових проблем, що зазвичай викликані традиційними MDF, при застосуванні в таких великих і тонких панелях. До цього часу рівень техніки традиційних MDF не надає прийнятного вирішення цих давніх проблем. Рівень техніки для великих і тонких панелей обмежується традиційними MDF. Рівень техніки для ацетильованої деревини обмежується невеликими і товстими панелями і не надає підґрунтя для очікування результатів, пов'язаних з чітко вираженими проблемами великих і тонких панелей. Винахід чітко стосується панелей, які відносно великі і тонкі. Панелі за винаходом мають довжину і ширину щонайменше 1 м, бажано щонайменше 1,2 м, з найбільш бажаними розмірами 1,22 м x 1,22 м, або де один з двох вимірів становить 2,44 м. Щодо товщини це стосується нижньої межі діапазону деревно-волокнистої продукції і зокрема панелей, які мають товщину нижче 10 мм. Бажана товщина в зв'язку з цим становить 9 мм і більш бажано 6 мм. Зрозуміло, що чи більша панель, тим більшою може бути товщина, яка в той же час вважається тонкою. Бажано, щоб аспектне співвідношення становило бажано вище ніж 122, більш бажано – вище ніж 200. Панелі довжиною 2,44 м або більше можуть мати все ще високе аспектне співвідношення, наприклад, 2440/9 (271) або навіть 2440/6 (407). Винахід зокрема стосується великих і тонких панелей, які мають машинне спрямування. Термін "машинне спрямування" розуміється як такий, що стосується явища, що є результатом безперервної обробки рухомого пласту волокна, де волокна набувають ступінь орієнтування. Поняття машинного спрямування не включає орієнтацію волокон, спричинену людиною (як було б у випадку, наприклад, структурно-орієнтованої дошки або однонаправлених зміцнених композиційних матеріалів). Натомість, термін машинного спрямування стосується ступеню орієнтування, який сам по собі є випадковим, але який є невід'ємним результатом руху пласту волокон в одному напрямку. 3 UA 116094 C2 5 10 15 20 25 30 35 40 45 50 55 Це можна розглядати як визначення того, що волокна, хоча й не суворо орієнтовані при огляді їх сукупності в плиті, наявні з переважним орієнтуванням. Таким чином, численні волокна будуть орієнтовані у більшому ступені у напрямку руху під час виробництва. Або, покладена навпаки меншість волокон буде орієнтована у більшому ступені до поперечного напряму, тобто в тій самі площині перпендикулярно до вказаного напряму руху. Має бути зрозуміло, що орієнтування волокон, враховуючи випадок використання невеликих волокон у деревноволокнистій плиті, розглянуте з посиланням на їх довжину. Орієнтування волокна у даному винаході протестоване наступним способом за допомогою мікроскопічного аналізу. Зокрема, оптична мікроскопія використовується для побудови 2 піксельного цифрового зображення з площею 11,3×11,4 мм поверхні кожного зразка. В якості виміру наявності орієнтування волокна так-зване текстурне аспектне співвідношення згідно ISO 2 25178 / EUR 15178N підраховується з цих зображень 11,3×11,4 мм . Цей підрахунок охоплює значення анізотропної шкали в межах 0 та 1, де 0 означає цілком орієнтовану, а 1 – без орієнтації (цілком випадкову). В одному варіанті виконання винаходу, ступінь орієнтації у волоконній плиті за винаходом становить менше, ніж 1, бажано менше, ніж 0,95, більш бажано, в діапазоні 0,6-0,9. Висновки ступеню орієнтування волокна можуть залежати від довжини волокон. Для невеликих волокон, які мають довжину до 7 мм, значення 0,95 може вже свідчити про наявність суттєвого невипадкового орієнтування у волокнистій плиті, що відповідатиме машинному спрямуванню. Навіть без необхідності аналізу напряму орієнтування волокон можна також побачити машинне спрямування з огляду на певні властивості, що є нерівномірними при вимірюванні в панелі по вісі x та по вісі y (тобто, довжина і ширина; іншими словами, напрями, перпендикулярні товщині). Властивості при вимірі яких можна оцінити машинне спрямування, є специфічно механічними властивостями, як-то модуль пружності на розтяг, межа міцності, модуль вигину, сила вигину, модуль стиснення або міцність при стисканні. Ці властивості добре відомі фахівцеві в галузі і існують способи з рівня техніки для їх вимірювання. Більш того, для встановлення наявності машинного спрямування не є важливим як ці механічні властивості вимірюються, оскільки довжина та ширина панелі вимірюється однаковим способом при тих самих умовах і по сторонах однакової довжини (що вимагається для квадратної панелі). У випадку прямокутної панелі зазвичай ширина представлятиме напрям виробництва, а довжина представлятиме ширину виробничого обладнання. Має бути зрозуміло, що наявність машинного спрямування у прямокутній панелі при вимірюванні механічних властивостей було б краще визначено якби спочатку частина довшої сторони панелі відрізалась щоб уникнути будь-якого впливу різниць довжини на вимірювання механічних властивостей. Слід зауважити, що загалом не має значення встановлення який саме з вимірних напрямків представляє собою виробничий напрям і який був, першопочатково, поперечним напрямом. Має значення той факт, що вимірювана різниця визначається між двома сторонами квадратної панелі. Різниця має бути вимірюваною та за наявності машинного спрямування зазвичай буде в значенні 0,5-5 %. Невеликомасштабні панелі, вироблені партіями, що включають складники (деревні волокна покриті клейкою речовиною) зазвичай не матимуть машинного спрямування. Великі панелі промислового масштабу, вироблені безперервним способом зазвичай матимуть машинне спрямування. Спосіб виготовлення панелей за винаходом загалом є таким же, як і той, що традиційно використовується при виготовленні традиційних MDF. Склад загалом становить у відсотках ваги 75-90 % деревини, 4-15 % клейкої речовини (клею), 0,5-2,5 % добавок та 4-10 % води. Велика різноманітність типів деревини може використовуватись для вироблення ацетильованих деревних волокон. Вони не відрізяються від типів деревини, що загалом відомі з рівня техніки як можливі вихідні матеріали для традиційних MDF. Бажані типи деревини походять з дерев родів pinus, picea, або eucalyptus. Інші типи деревини включають осику, тополю, бук, японську сугі (кедр) або тсуга. Більш бажано, щоб деревина була ялиною або сосною променистою. Допустимим є використання поєднання різних типів деревини, як-то, наприклад, суміші акації та евкаліпту. Клейка речовина також може загалом обиратись з тих же типів клейких речовин, що використовуються для виробництва традиційних MDF. Бажані клейкі речовини обираються з групи, що включає фенол-формальдегідну смолу, меламін сечовино-формальдегідної смоли або клейкі речовини на основі ізоцціанатів, серед яких метилен дифеніл диізоціанат (MDI) та полімерний метилен дифенілметандіізоцианат (PMDI). 4 UA 116094 C2 5 10 15 20 25 30 35 40 45 50 55 Добавки є необов'язковими. Вони використовуються у невеликих кількостях і в різних цілях. Найбільш широко використовуваною добавкою є віск, бажано парафін, який додається або як розплав воску або у формі водної емульсії. Парафін чи інший віск додаються в основному для покращення властивостей розбухання MDF. Інші добавки включають барвники (наприклад, для позначення різного ґатунку MDF або для повного забарвлення панелі з декоративною метою). Інші необов'язкові добавки в залежності від, наприклад, географічного розташування та призначення, включають фунгіциди або інсектициди. Панелі за винаходом можуть бути загалом виготовлені у спосіб, який включає наступні стадії: - надавання цільної деревини; - нарізання цільної деревини на деревні скіпки (які загалом мають розмір довжиною та шириною 15 мм до 75 мм, і товщиною 1,5-15 мм); - необов'язково, але бажано, очищення скіпок шляхом видалення невеликих забруднень, як ті, що утворились від каміння чи піску і металів; - попереднє пропарювання скіпок (це включає гідротермічну попередню обробку шляхом нагрівання при 100ºC при атмосферному тиску; - розмелювання: перетворення попередньо-оброблених деревних скіпок на деревні волокна; - піддавання деревини ацетилюванню на щонайменше одній стадії способу від твердої деревини до деревних волокон; - додавання клейкої речовини і, бажано, воску; - висушування; - розподіл волокон по поверхні для формування основи; - холодне попереднє пресування; - гаряче пресування; - кінцева обробка та нарізання до необхідного розміру; - шліфування. При комерційній, неперервній обробці поверхня, на яку розподіляються волокна, зазвичай представлятиме собою рухому стрічку, та з подальшими стадіями, що включають пресування, що здійснюється через рухому стрічку, наприклад, через двострічковий прес або глезер. Хоча й можливо, щоб основа надавалась на стрічці, яка постійно рухається, а пресування здійснювалось на багатоповерховому пресі. У будь-якому разі, безперервний процес виготовлення волокнистої основи загалом створить машинне спрямування у кінцевій панелі. В зв'язку з цим винахід також стосується конкретного типу MDF панелі, яку можна визначити шляхом посилання на отримання таким способом. Таким чином, винахід представляє панель з деревно-волокнистої плити середньої щільності, що отримується у спосіб, який включає стадії надавання деревних волокон, додавання клейкої речовини і, бажано, воску до волокон; розподілення волокон на поверхні щоб сформувалась основа; холодне попереднє пресування і гаряче пресування, де поверхня, на яку розподіляються волокна, є рухомою стрічкою, та де волокна включають ацетильовану деревину. Бажано, щоб такі панелі отримувались у спосіб, як описано вище, де пресування здійснюється за допомогою рухомої стрічки, наприклад, через двострічковий прес або глезер. MDF панелі з ацетильованих деревних волокон за винаходом можуть бути виготовлені згідно, наприклад, наступних основних способів: (a) ацетилування твердої деревини; нарізання на скіпки та подрібнення ацетильованої деревини для утворення ацетильованих деревних волокон; приведення волокон у MDF панелі як описано вище; (b) нарізання на скіпки твердої деревини; ацетилування скіпок; подрібнення ацетильованої деревини для утворення ацетильованих деревних волокон; приведення волокон у MDF панелі як описано вище; (c) нарізання на скіпки твердої деревини, подрібнення для утворення деревних волокон; ацетилування деревних волокон; приведення волокон у MDF панелі як описано вище. Неочікувано, спосіб (a) підходить для отримання MDF, що мають достатній ступінь ацетилування волокон, щоб відповідати потребам за рівнем техніки. Це суттєво відрізняється від рівня техніки стосовно комбінованих деревинних матеріалів, що містять ацетильовану деревину. Щодо цього, є звичним спочатку приводити деревину до бажаного розміру, а потім піддавати її ацетилуванню. Ці способи, зокрема у випадку ацетильованих волокон, є технічноскладними, зокрема з огляду проблем обробки волокон у процесі ацетилування. Дані винахідники наразі винайшли, що волокна, виготовлені з ацетильованої твердої деревини неочікувано володіють бажаними властивостями. 5 UA 116094 C2 5 10 15 20 25 30 35 40 45 50 55 60 В зв'язку з цим, винахід також стосується панелей з деревно-волокнистої плити середньої щільності (MDF), що має деревні волокна з найбільшим розміром яких 5 мм або нижче, спресованих разом за допомогою клейкої речовини, де панелі мають також аспектне 2 співвідношення щонайменше 100 і площу поверхні щонайменше 1 м , де деревні волокна виготовлені з ацетильованої деревини, що отримуються у спосіб, який включає стадії (i) надавання сухої твердої деревини; (ii) піддавання твердої деревини ацетилуванню шляхом контактування з оцтовим ангідридом; (iii) нарізання на скіпки ацетильованої деревини і піддавання скіпок зменшенню розміру, щоб отримати волокна з найбільшим розміром 5 мм або нижче. Ацетилування може здійснюватись у будь-який спосіб, відомий в галузі. Посилання робиться на inter alia, WO2011/09852, GB 2 456 915, US 5,821,359, US 6,632,326, EP 1 718 442; EP 0 680 810. Доречно вказати, що MDF панелі у відповідності до даного винаходу зменшують або не мають властивостей лінійного розбухання, які зазвичай вливають на MDF панелі великого і тонкого типу. Зокрема, це стосується зменшеного викривлення панелі за винаходом у порівнянні зі схожою панеллю, виготовленою з неацетильованих деревних волокон. Зменшене викривлення можна оцінити тестом навантаження. Відповідно, зменшене викривлення, що визначається як відхилення геометрії панелі від початкового стану плоскості, може бути оцінене тестом навантаження аналогічним до NEN-EN 1121. В цьому документі визначається стійкість форми великої панелі до розтягу та вигинання при встановленні між двома системами кліматичних умов. В цьому тесті панель кліматизується перед тестуванням при 65 % відносної вологості і температурі 20 °C. Потім панель розташовується у рамі достатньої жорсткості і встановлюється між двома системами кліматичних умов на певний період. Клімат 1 має температуру 23 °C і відносну вологість 30 %, а клімат 2 має температуру 3 °C і відносну вологість 85 %. Під час піддавання дії обох систем кліматичних умов, викривлення панелі було виміряне. Необов'язково, випромінювання додатковими інфрачервоними лампами могло бути застосоване для симулювання впливу прямого сонячного світла (як у NEN-EN-1121). Як показано у прикладах, MDF панелі згідно винаходу виявляють набагато більшу стабільність розмірів аніж в порівнянні з неацетильованими MDF панелями. На додачу, низький ступінь розтягу панелей також практично рівний по обох X та Y напрямах у ацетильованих панелей, в той час, як неацетильовані панелі виявляють різне відносне видовження по напрямку X в порівнянні з напрямком Y. Це є неочікуваним, оскільки обидві ацетильовані та неацетильовані панелі володіють машинним спрямуванням, що, як вважається, спричиняє анізотропну поведінку фізичних властивостей промислово-вироблених панелей. Звідси, не дивлячись на наявність машинного спрямування ацетильовані MDF панелі за даним винаходом є рівноцінно стабільні у розмірах в обох напрямках X та Y. Цей аспект є вкрай важливим для великих і тонких панелей з високим аспектним співвідношенням, як панелі за винаходом. Більш того, приклади також відображують, що ацетильовані панелі згідно винаходу виявляють низьке викривлення при намоканні (вигинання) та вигинання залишається на низькому рівні навіть при використанні вдвічі тоншої плити тих самих розмірів. Традиційно, неацетильовані плити таких розмірів виявляють значне викривлення вже при товщині 15 мм, що набагато погіршується при використанні тонших плит в 6 мм. В зв'язку з цим винахід також стосується застосування ацетильованих деревних волокон у виготовленні панелей з деревно-волокнистих плит середньої щільності, де панелі мають довжину та ширину щонайменше 1 м і аспектне співвідношення щонайменше 100, з метою зменшення викривлення панелі у порівнянні зі схожими панелями, виготовленими з неацетильованих деревних волокон. Неочікувано, MDF панелі за винаходом дозволяють більшу ступінь свободи у використанні засобів кріплення, як-то гвинти, гвіздки або заглушки, що проникають у панель. Більший ступінь свободи наявний якщо такі засоби кріплення надаються ближче до краю в порівнянні з тим, що рекомендується для традиційних MDF. В зв'язку з цим, винахід також стосується застосування ацетильованих деревних волокон у виготовленні панелей з деревно-волокнистих плит середньої щільності, де панелі мають довжину та ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 з метою уможливлення проникнення засобів кріплення на відстань, що обираються з групи, яка включає менше, ніж 25 мм в обох напрямках від кута панелі, менше, ніж 12 мм від краю панелі, та їх поєднання. Наступне можна зробити для випробування фіксаційної здатності панелі. Великі панелі для випробування фіксації піддавались умовам при 20ºC з відносною вологістю 65 %. Такі великі панелі потім жорстко закріплені до негнучкої рами розмірами 122 см x 244 см за допомогою 6 UA 116094 C2 5 10 15 20 25 30 35 засобів кріплення при менше, ніж 25 мм в обох напрямках від чотирьох кутів панелі або менше, ніж 12 мм від чотирьох сторін панелі. Структурна цілісність площини плити, що оточує засоби кріплення, була проаналізована шляхом візуального огляду після численних циклічних змін між 3ºC з відносною вологістю 30 % та 40ºC з відносною вологістю 60 %. Необов'язково, схема проведення перевірки може включати опромінення додатковою інфрачервоною лампою для симулювання впливу прямого сонячного світла. Винахід наразі проілюстровано наступними не обмежуючими прикладами. Приклад 1 Машинне спрямування Три ацетильовані плити з розмірами 2440 × 1220 × 15 мм³ бути зроблені у неперервний спосіб у відповідності до промислової технології MDF. Така промислова технологія MDF включає неперервне формування основи з ацетильованих деревних волокон на рухомій стрічці, після чого здійснюється неперервне пресування. Сформована волокниста основа проходить через неперервний стрічковий прес для попереднього пресування основи для зменшення товщини; після такого попереднього пресування основу неперервно направляють до неперервного головного пресу між двох рухомих сталевих стрічок, яка проходить через неперервне пресування при високій температурі і високому тиску. Наприкінці такого неперервного пресування отримані MDF панелі розпилюються до бажаної довжини. Плити були проаналізовані на орієнтування волокон шляхом мікроскопічного аналізу. Оптична мікроскопія була використана для побудови піксельного цифрового зображення 2 площею в 11.3×11.4 мм поверхні кожного зразка. Як вимір наявності орієнтування волокон було підраховане так-зване текстурне аспектне співвідношення у відповідності до ISO 25178 / EUR 2 15178N цих зображень 11.3×11.4 мм . Таке підрахування охоплює значення анізотропної шкали в межах 0 та 1, де 0 означає цілком орієнтовану та 1 означає неорієнтовану (цілком вибіркову). Плити були оцінені в 0,85, 0,84 і 0,89,що в середньому становить 0,86. Порівнювана плита, виготовлена вручну по партіям відповідає значенню 1 через відсутність вищевказаного машинного спрямування у процесі. Приклад 2 Стабільність розмірів Обидві ацетильована та неацетильована панелі були отримані у неперервний спосіб як описано у Прикладі 1 з різницею, що у неацетильованих плитах було використано неацетильовані волокна. З ацетильованих та неацетильованих MDF панелей розмірами 2440 × 1220 × 12 мм³ (довжина x ширина x висота) були відрізані зразки розмірами 1000 × 25 × 12 мм³ у напрямі довжини і у напрямі ширини панелі (щонайменше 100 мм на відстані від периметру панелі). Зразки піддавались діям умов згідно EN 318 допоки зразки досягли рівновісного вологовмісту (EMC) при 65 % відносній вологості, 20 °C).Зразки були виміряні у напрямі довжини зразка і потім занурені на 14 днів у воду при 20 °C та знову виміряні; потім зразки піддавались дії умов при 65 % відносній вологості, 20 °C знову протягом періоду 37 днів (всього 51 дні "занурення+час сушіння"). Зразки були знову виміряні. 14 денне занурення (у воді 20 °C) ЗРАЗОК Ацетильована плита (X напрям) Ацетильована плита (Y напрям) Неацетильована плита (X напрям) Неацетильована плита (Y напрям) Розбухання % 0.1221 0.1200 0.3957 0.4120 40 45 50 Процедура відображена в наступних даних. Всі дані підраховані від EMC умови перед початком тесту занурення. Результати відображені на Фігурі 1. Як можна побачити з цієї фігури неацетильовані (NA) плити виявили значно вище розбухання в обох напрямках X та Y в порівнянні з ацетильованими плитами (TRI). На додачу, видовження у неацетильованих плит було нерівномірним, тобто наявне значно більше видовження у напрямку Y аніж у напрямку X (анізотропна поведінка). Плити з ацетильованих волокон виявили значно нижче видовження при розбуханні і, на додачу, рівномірне видовження в обох напрямках (ізотропна поведінка). Приклад 3 Викривлення Всього чотири волокнисті дошки - ацетильовані (TRI) та неацетильовані (NA) волокнисті дошки з двома значеннями товщини (15 та 6 мм) були протестовані на викривлення. Волокнисті 7 UA 116094 C2 5 10 15 20 дошки були отримані у неперервний спосіб, як описано у Прикладі 1. Розміри плит становлять 2440 × 1220xZ мм³, де Z позначає товщину плити як вказано вище. Викривлення плити у шістьох напрямках було виміряне межах параметрів d1-d6. Параметри d1, d2, d3, d4 відповідають сторонам плити у порядку периметру, а d5 і d6 діагоналям плити. Ці значення були виміряні за допомогою еластичного шнура, закріпленого на кутах, але який міг вільно розтягуватись та скорочуватись. Вимір вигину плити було встановлено шляхом вимірювання відстані шнура (по центру) до дошки з рейсмусом. Кожне послідуюче вимірювання здійснювалось у тій же позиції. Під час тестування плита висіла вертикально (портретне орієнтування) з використанням шнура і була окроплена водою у співвідношенні приблизно 0,1 літр на хвилину на одну сторону протягом 90 хвилин з загальною кількістю 9000 мл. Після цього, вона була залишена висихати протягом щонайменше 24 годин при 20 °C допоки маса плити дорівнювала вихідній масі перед тестуванням. Параметри d1-d6 були виміряні у висушеній плиті. Потім плита була повторно змочена і повторно висушена згідно тієї ж процедури і параметри були знову виміряні. Після ще одного циклу повторного змочування параметри були виміряні втретє. Результати відображені на Фігурі 2. Як можна побачити з фігури неацетильовані плити 15 мм (NA 15 мм) виявили більше викривлення у деяких розмірах аж до приблизно 30 мм. Викривлення було гіршим при використанні тоншої плити в 6 мм (NA 6 мм), де викривлення може досягати 80 мм і навіть вище. Ацетильована плита TRI 15 мм виявила низьке викривлення (в межах 20 мм в усіх напрямках), де викривлення є також низьким для тоншої плити в TRI 6 мм. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Панель з деревноволокнистої плити середньої щільності (MDF), яка включає деревні волокна з найбільшим розміром 7 мм або менше, спресовані разом за допомогою клейкої речовини, де 2 панель має аспектне співвідношення щонайменше 100 і площу поверхні щонайменше 1 м , яка відрізняється тим, що деревні волокна виготовлені з ацетильованої деревини. 2. Панель за п. 1, яка має машинне спрямування. 3. Панель за п. 1 або 2, яка відрізняється тим, що аспектне співвідношення є вищим ніж 122, бажано вищим ніж 200. 4. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що волокна мають довжину від 1 до 5 мм. 5. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що волокна виготовлені з ацетильованoї деревини і отримуються у спосіб, який включає стадії (а) надавання сухої твердої деревини; (b) піддавання твердої деревини ацетилюванню шляхом контактування з оцтовим ангідридом; (с) нарізання на скіпки ацетильованої деревини та піддавання скіпок зменшенню розміру, щоб отримати волокна з найбільшим розміром 5 мм або менше. 6. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що клейку речовину вибирають із групи, яка складається з фенол-формальдегідної смоли, меламіно-сечовиноформальдегідної смоли, метилендифенілдіізоціанату (MDI) та полімерного метилендифенілметандіізоціанату (PMDI). 7. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що деревина походить від дерев з родів pinus, eucalyptus або рісеа, бажано ялина або промениста сосна. 8. Панель за будь-яким із пп. 1-4, яка відрізняється тим, що волокна виготовлені з ацетильованої деревини і отримуються у спосіб, який включає стадії (а) нарізання на скіпки твердої деревини; (b) ацетилювання скіпок; (с) подрібнення ацетильованих деревних скіпок для утворення ацетильованих деревних волокон. 9. Панель за п. 1, яка відрізняєтьсятим, що вона отримується у спосіб, який включає стадії надавання деревних волокон, додавання клейкої речовини і, бажано, воску до волокон; розподілення волокон по поверхні, щоб утворилась основа; холодне попереднє пресування і гаряче пресування, де поверхня, на яку розподіляються волокна, являє собою рухому стрічку, та де волокна включають ацетильовану деревину. 10. Панель за п. 9, яка відрізняється тим, що пресування здійснюється за допомогою рухомої стрічки, наприклад через двострічковий прес або глезер. 11. Панель за будь-яким із пп. 1-8, яка отримується у спосіб, визначений в п. 9 або 10. 12. Застосування ацетильованих деревних волокон у виготовленні панелей з деревноволокнистої плити середньої щільності, де панелі мають аспектне співвідношення 2 щонайменше 100 та площу поверхні щонайменше 1 м . 8 UA 116094 C2 5 13. Застосування ацетильованих деревних волокон у виготовленні панелей з деревноволокнистої плити середньої щільності, де панелі мають довжину і ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 для зменшення викривлення панелі у порівнянні зі схожою панеллю, виготовленою з неацетильованих деревних волокон. 14. Застосування ацетильованих деревних волокон у виготовленні панелей з деревноволокнистих плит середньої щільності, де панелі мають довжину і ширину щонайменше 1 м і аспектне співвідношення щонайменше 100 для уможливлення проникнення засобів кріплення на відстані, що вибирається з групи, яка складається з менше ніж 25 мм в обох напрямках від кута панелі, менше ніж 12 мм від краю панелі та їх поєднання. 9 UA 116094 C2 Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюPanels of medium density fibreboard
Автори англійськоюPol, Bernardus, Jozef, Maria, van Dommele, Stefan, Kappen, Theorodus, Gerardus, Marinus, Maria
Автори російськоюПол Бернардус Джозэф Мария, ван Доммеле Стэфан, Каппэн Тэородус Джэрардус Маринус Мария
МПК / Мітки
МПК: B27N 1/00, B27N 3/04, B27K 3/36
Мітки: середньої, щільності, панелі, плити, деревноволокнистої
Код посилання
<a href="https://ua.patents.su/12-116094-paneli-z-derevnovoloknisto-pliti-seredno-shhilnosti.html" target="_blank" rel="follow" title="База патентів України">Панелі з деревноволокнистої плити середньої щільності</a>
Спосіб виготовлення пресованої деревноволокнистої плити
Номер патенту: 103311
Опубліковано: 10.10.2013
Автори: Пайлз Дейвід Г., Пітман Пол Х.
МПК: B27N 1/00, B27N 7/00, B27N 3/28, B27N 3/18
Мітки: пресованої, деревноволокнистої, виготовлення, плити, спосіб
Формула / Реферат:
1. Спосіб виготовлення пресованої ДВП з сільськогосподарської волокнистої речовини, вибраної із групи, що включає солому або траву, що включає наступні кроки:забезпечення подачі вказаної сільськогосподарської волокнистої речовини;попередня обробка сільськогосподарської волокнистої речовини, для того щоб вказана сільськогосподарська волокниста речовина мала перший рівень вмісту вологи;розділення та очищення вказаної...
Спосіб виготовлення рельєфної декоративної оздоблювальної панелі із деревоволокнистої плити
Номер патенту: 93446
Опубліковано: 10.02.2011
Автори: Козак Сергій Романович, Боєвець Віктор Володимирович
МПК: B44C 1/00
Мітки: оздоблювальної, декоративної, рельєфної, панелі, деревоволокнистої, виготовлення, спосіб, плити
Формула / Реферат:
Спосіб виготовлення рельєфної декоративної оздоблювальної панелі із деревоволокнистої плити, що включає тиснення узорів на листових заготовках із застосуванням узороутворюючого елемента, який відрізняється тим, що тиснення здійснюють вальцюванням листової деревоволокнистої заготовки дією питомого тиску 350-550 кг/см2, а як узороутворюючий елемент застосовують твірну зовнішньої поверхні ведучого вала-матриці.
Деревна плита й спосіб виготовлення деревної плити
Номер патенту: 103230
Опубліковано: 25.09.2013
Автори: Хаш Йоахім, Грунвальд Дірк
МПК: E04C 2/16, B27N 3/04, B27N 3/14
Мітки: спосіб, деревна, деревної, виготовлення, плита, плити
Формула / Реферат:
1. Деревна плита щонайменше з трьома шарами з деревного матеріалу, щонайменше один середній шар (1) якої складається з суміші з деревного матеріалу й спіненого пластику (4), яка відрізняється тим, що середній шар (1) додатково має щонайменше один спінений природний матеріал (4).2. Деревна плита за п. 1, яка відрізняється тим, що природний матеріал (4) є кукурудзою, рисом, пшеницею або їх сумішшю.3. Деревна плита за п. 1 або п....
Пристрій для пропарювання плити із деревного волокна та його застосування для попереднього пропарювання при виготовленні плити
Номер патенту: 90245
Опубліковано: 26.04.2010
Автор: Штутц Йозеф
МПК: B27N 3/08
Мітки: пристрій, плити, виготовленні, волокна, попереднього, деревного, застосування, пропарювання
Формула / Реферат:
1. Пристрій для пропарювання плити із деревного волокна (3), який містить парове сопло (11) для випускання потоку пари, де парове сопло (11) містить паровипускні отвори для створення викиду пари, який відрізняється тим, що парове сопло (11) є поворотним і може нахилятися за допомогою засобів переміщування, де кут потоку пари, що випускається з парового сопла (11), може бути змінений за допомогою зв'язаних з засобами переміщування датчиків,...
Вузол кріплення панелі до опори
Номер патенту: 54620
Опубліковано: 10.11.2010
Автори: Зайцев Євген Вікторович, Бузовкін Петро Олексійович
Мітки: опори, кріплення, вузол, панелі
Формула / Реферат:
Вузол кріплення панелі до опори, що містить єднальний профільний елемент, який виконаний у вигляді літери "L" щонайменше з трьох частин, перша з яких, стійка "L", прилягає до опори і призначена для закріплення на неї кріпильним елементом, друга частина, по суті, паралельна першій, призначена для фіксації панелі в просторі між нею та першою частиною, а третя частина, по суті, перпендикулярна першій та другій, призначена...
Попередній патент: Спосіб та композиція для боротьби з бур’янами (варіанти)
Випадковий патент: Спосіб пофонемного розпізнавання усних команд та усталених словосполучень