Багатовалкова профілезгинальна кліть
Номер патенту: 16143
Опубліковано: 29.08.1997
Автори: Писаренко Микола Тимофійович, Булгаков Євген Григорович, Мамай Сергій Миколайович, Хейфец Григорій Рувимович
Формула / Реферат
Многовалковая профилегибочная клеть, содержащая связанные со станиной пары валков с горизонтальными осями для формовки центральной зоны заготовки и расположенные между ними пары валков с наклонными осями для формовки-отбортовки кромок заготовки, отличающаяся тем, что, с целью расширения технологических возможностей клети путем увеличения диапазона типоразмеров формуемых изделий, она снабжена траверсами, жестко закрепленными на станине между парами горизонтальных валков, и установленными на них каретками, составленными из наружной части и связанной с ней с возможностью поворота внутренней части, в которой помещены с возможностью перемещения вдоль ее оси подпружиненные в направлении перемещения опоры, оси наклонных валков закреплены на этих опорах, а наружные части кареток связаны с траверсами с возможностью горизонтального и вертикального перемещения.
Текст
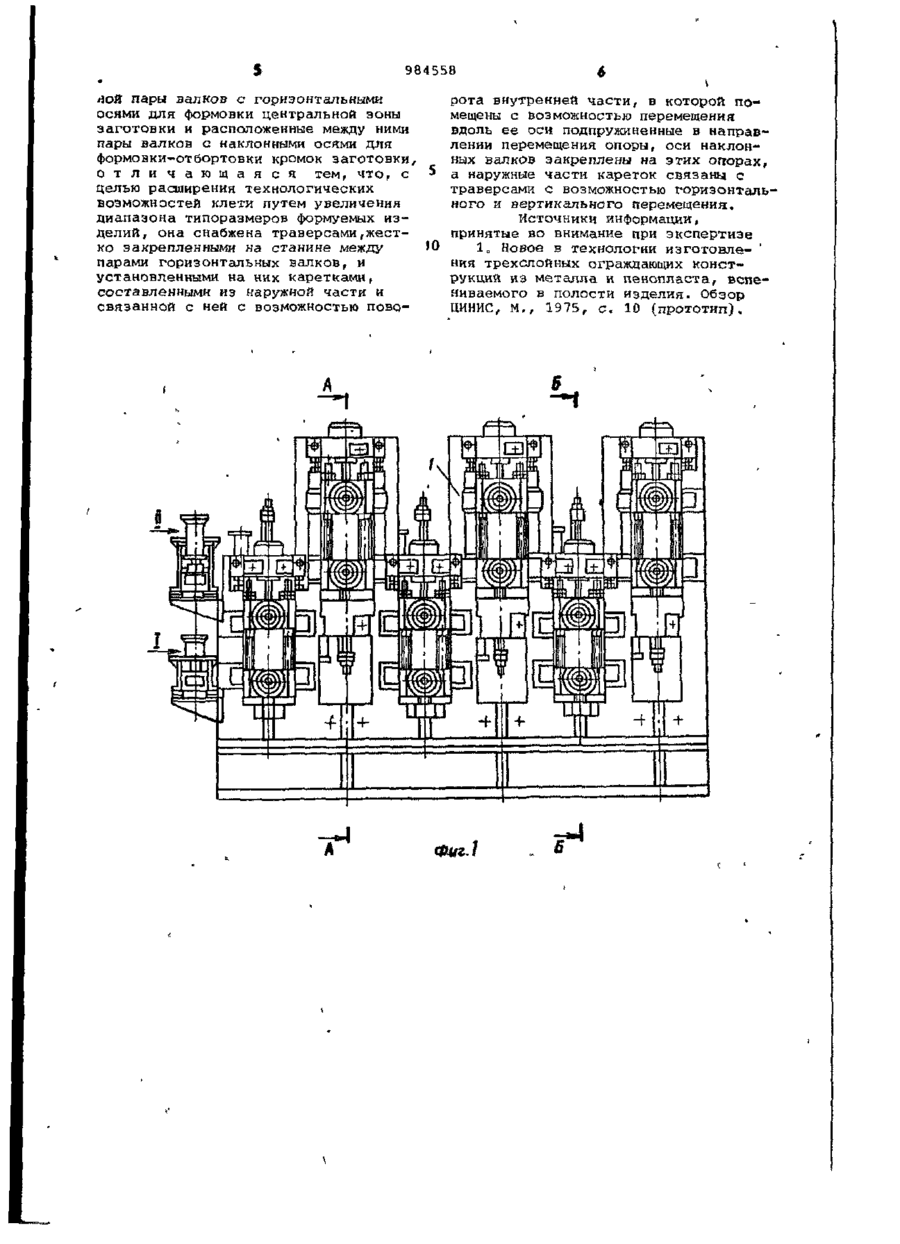
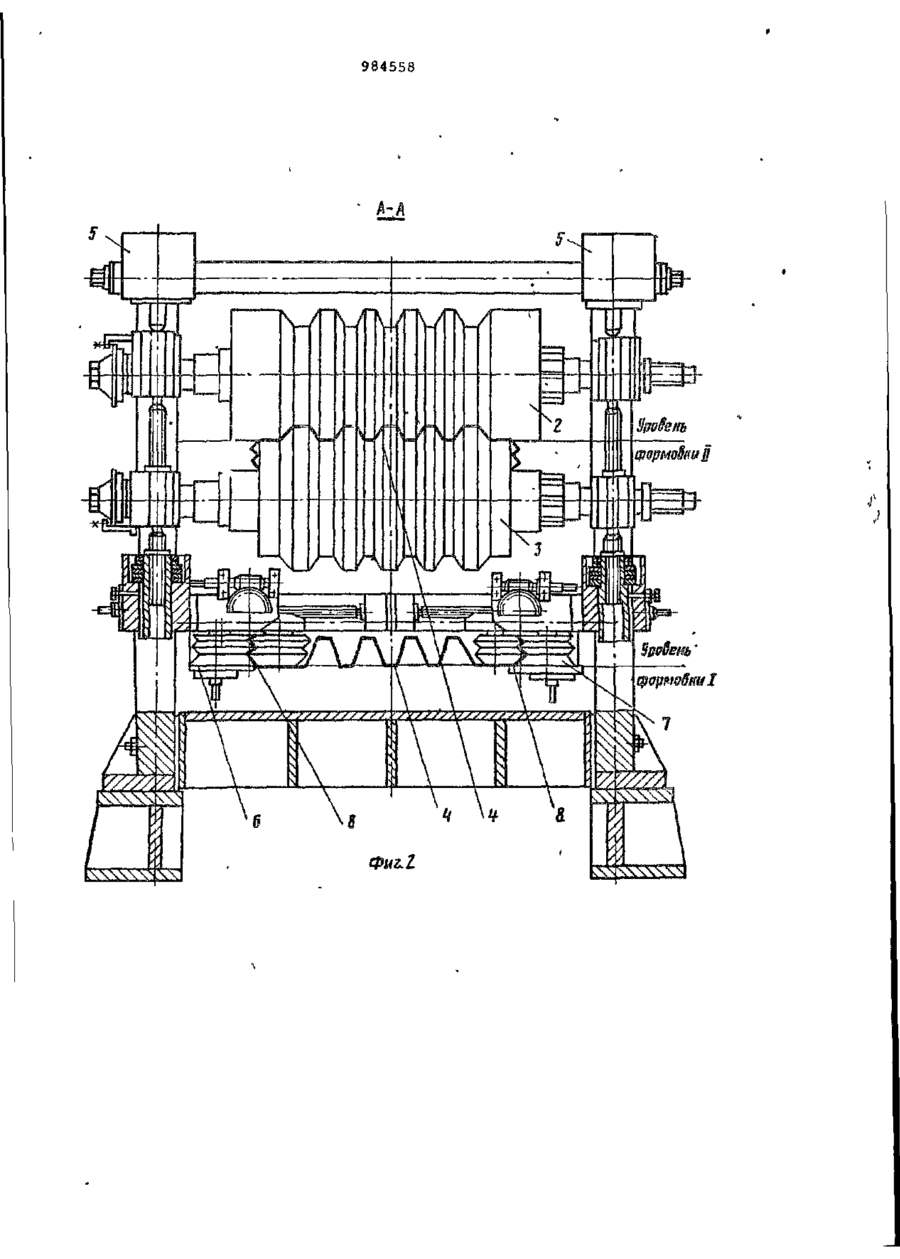
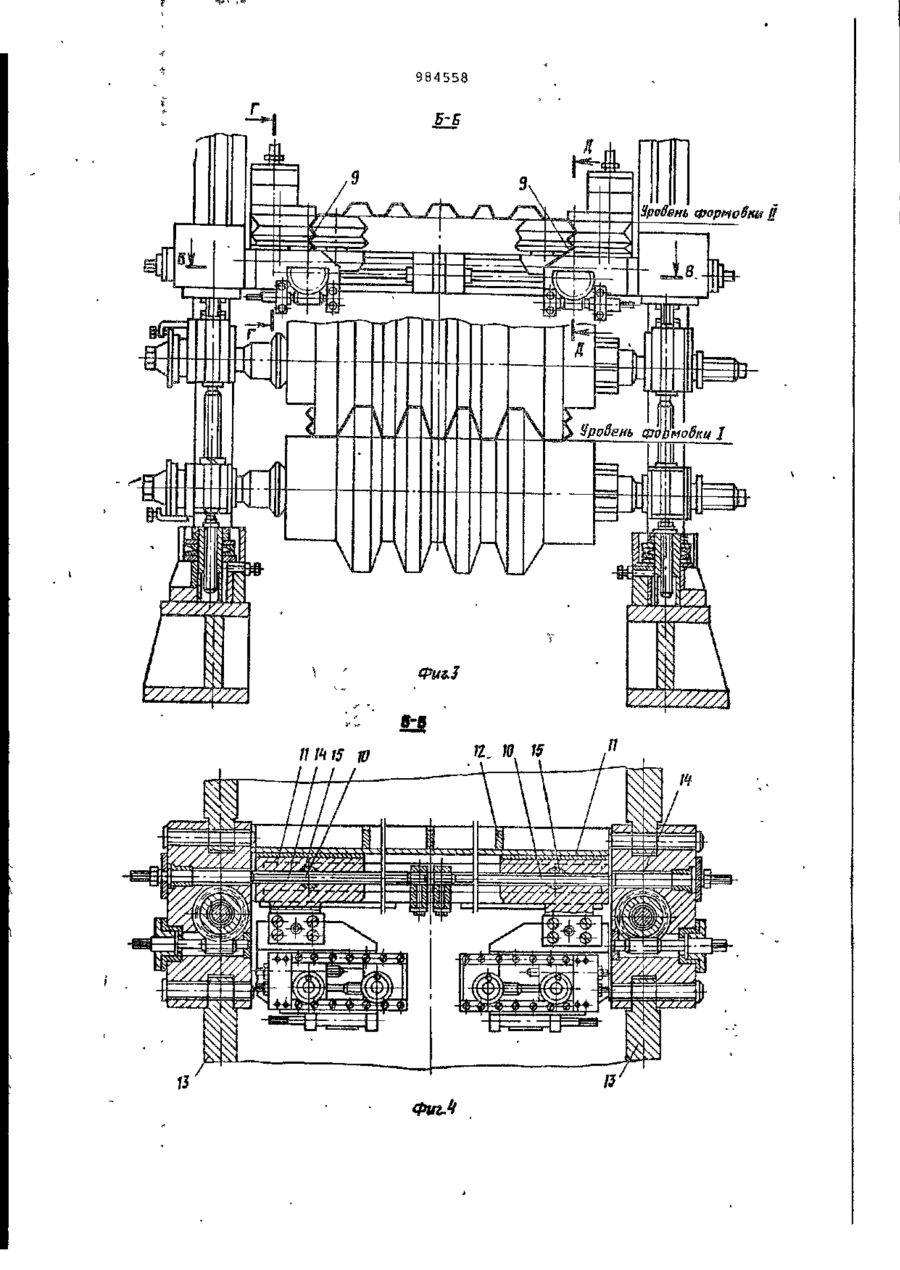
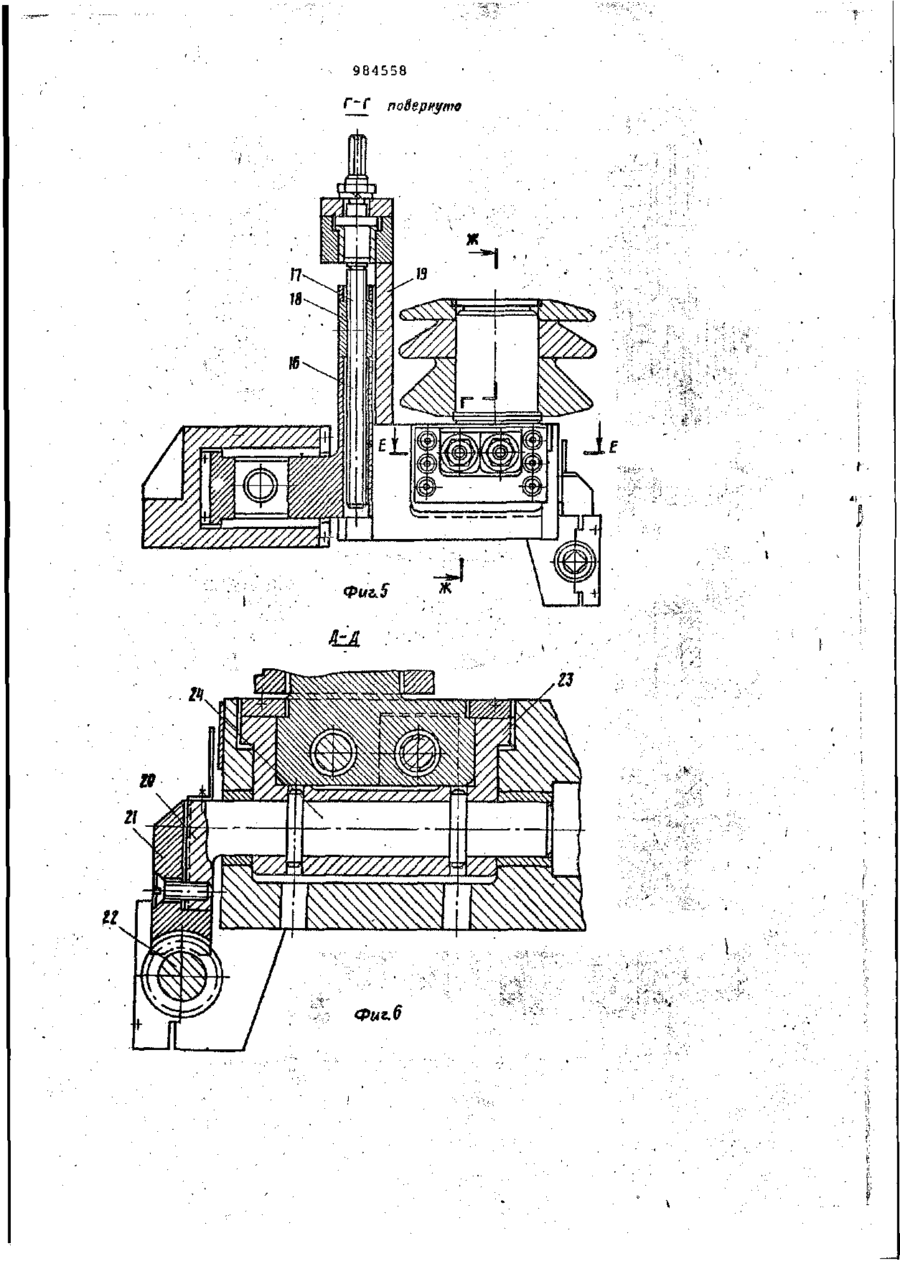
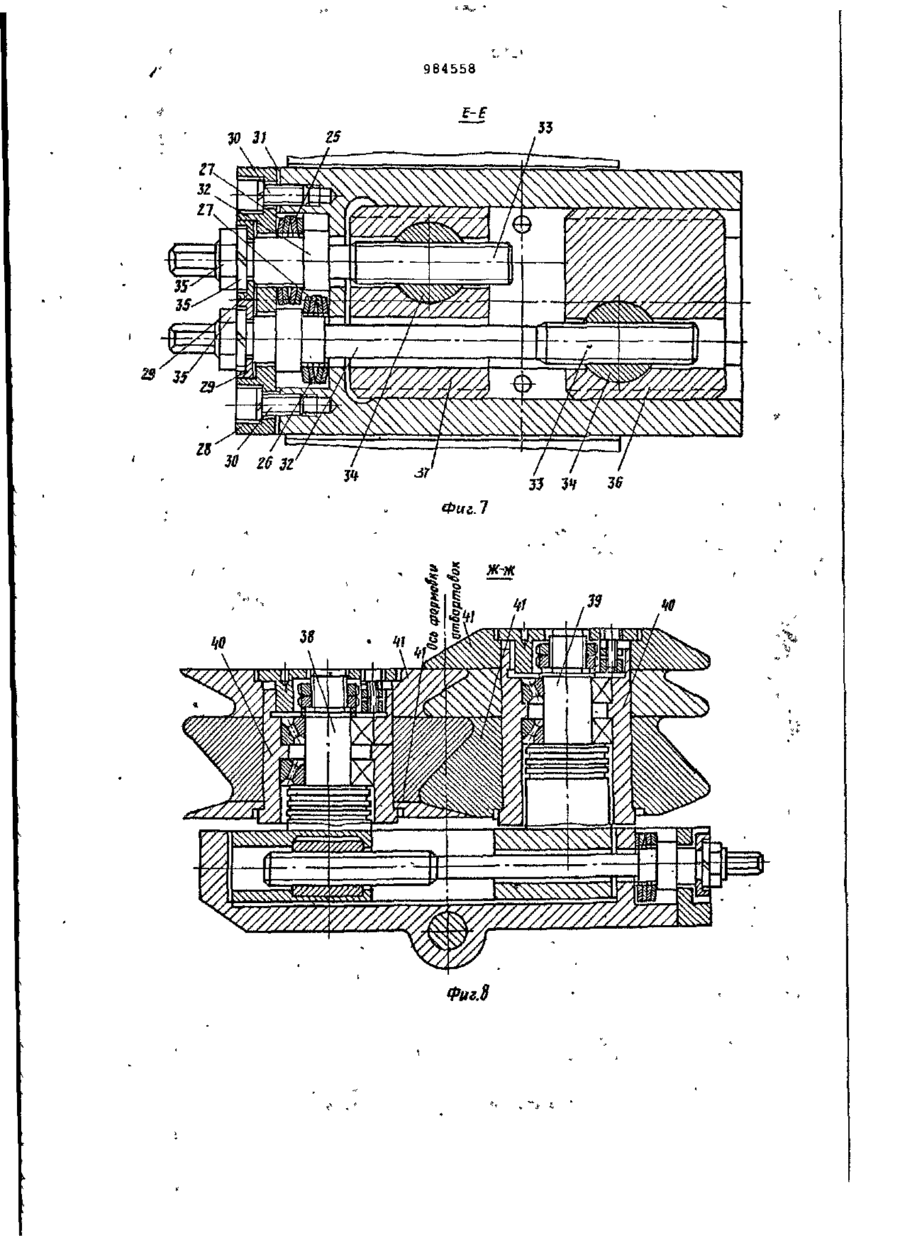
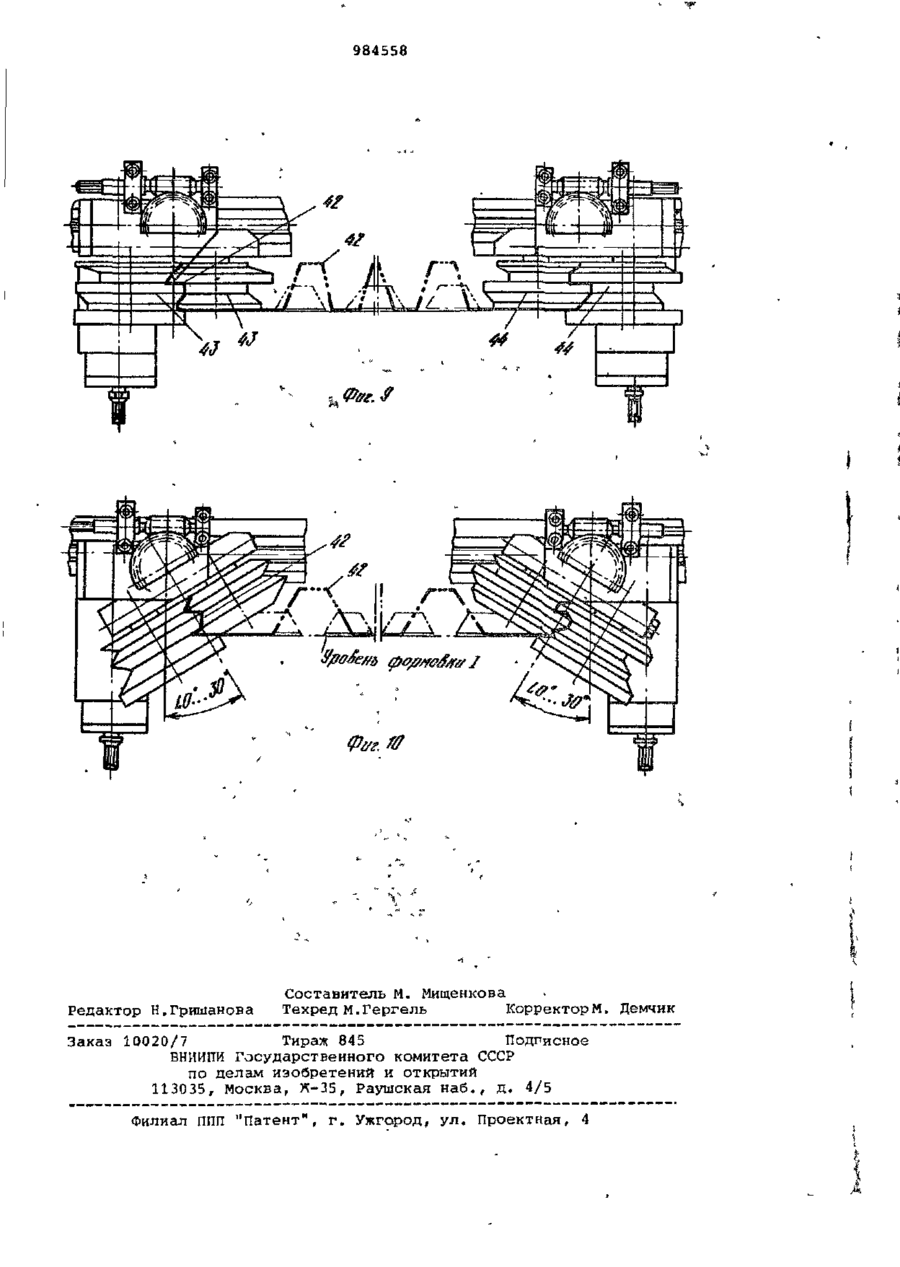
Союз Советских Социалистических Республик 984558 к (61) Дополнительное к авт. свид-ву (22)Заявлено 05„05.80 (21)2920597/25-27 с присоединением заявки № Государственный комитет СССР по делам изобретений и открытий (51}М.Кл.3 В 21 D 5/08 (23) Приоритет Опубликовано 30,12.82.Бюллетень № 48 Дата опубликования описания 30.12.82 (72) Авторы изобретения .981.1 (088.8) С,Н.Мамай, Н.Т.Писаренко, Е.Г.Булгаков и Г.Р.Хейфец Старо-Краматорский машиностроительный завод им. С. Орджоникидзе (71) Заявитель (54) МНОГОВАЛКОВАЯ ПРОФИЛЕГИБОЧІЇАЯ КЛЕТЬ 1 Изобретение относится к обработке металлов давлением, а именно к конструкции многовалковой профилегибочной рабочей клети„ Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является многовалковая профилегибочная рабочая клеть, содержащая связанные со станиной пары валков с горизонтальными осями для формовки центральной зоны заготовки и расположенные между ними пары валков с наклонными осями для формовки-отбортовки кромок заготовок [ 1 ] . Недостаток известной клети состоит в ограниченности диапазона формируемых типоразмеров периферийных участков, определенной тем, что наклонные оси валков, формующих эти участки, жестко закреплены на, станине о Цель изобретения - расширение технологических возможностей клети путем увеличения диапазона типоразмеров Формируемых изделий. Поставленная цель достигается тем, что многовалковая профилегибочная клеть, содержащая связанные со станиной пары валков с горизонтальными осями для формовки центральной зоны заготовки и расположенные между ними пары валков с наклонными осями для формовки-отбортовки кромок заготовки, снабжена траверсами, жестко закрепленными на станине между парами горизонтальных валков, и установленными на них каретками, составленными из наружной части и связанной с ней с возможностью поворота внутренней части, в которой помещены с возможностью перемещения вдоль ее оси подпружиненные в направлении перемещения опоры, оси наклонных валков закреплены на этих 15 опорах, а наружные части кареток связаны с траверсами с,возможностью горизонтального и вертикального перемещения . 20 На фиг, 1 представлена клеть г общий вид; на фиг. 2 - разрез А-А на фиг о 1? на фиг а 3 - разрез Б-Б на фиг.1; на фиг, 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на 25 фиг.З; на фиг. 6 - разрез Д-Д на фиг. 3; на фиг„ 7 - разрез Е-Е на фиг.5; на фиг 0 8 - разрез Ж-Ж на фиг. 5; на фиг. 9 и 10 - два возможных положения наклоняемых валков на 30 урорне формовки 1. 984558 Многовалковая профилегибочная рабочая клеть 1 содержит узел верхних 2 и нижних 3 горизонтальных валков, между которыми производится профилирование средней части листовой заготовки 4, механизм 5 регулировки положения горизонтальных валков, левые б и правые 7 пары наклоняемых валков, в калибрах 8 которых' производится формовка-отбортовка кромок 9 заготовки. Каждая пара наклоняемых валков связана с механизмом 10 горизонталь- 10 ной настройки, содержащим ползуны 11, перемещающиеся по траверсам 12, закрепленным на станине 13 между парами горизонтальных валков, ходовые винты 14, ходовые гайки 15, и механизмом 15 16 вертикальной настройки, содержащим настроечный винт 17 и гайку 18, с которыми взаимодействует наружная часть 19 каретки. Кроме того каждая пара наклоняемых валков связана с 20 механизмом 20 угловой настройки , включающим червячный сектор 21, червяк 22, внутреннюю часть 23 каретки, поворотную ось 24, амортизационные узлы 25 и 26 с комплектом упругих 25 элементов 27, фланец 28, отдельные прямоугольные крышки 29, специальную группу аастроечных винтов 30 и набор регулируемых деталей 31, а каждый валок в паре связан с механизмом 32 его продольной индивидуальной настрой- 30 ки, состоящим из ходовых винтов 33, ходовых гаек 34, стопорных деталей 35, подвижных опор 36 и 37, несущих оси 38 и 39, на которые одеты стаканы 40 с профильными шайбами 41. Для 35 получения готовых профилей 3 2 требуемой конфигурации левые 43 и правые 44 пары наклоняемых валков на последующих формообразующих переходах устанавливаются (наклоняются) под 40 различными, отличными друг от друга углами ( < 0 - 30°) с нескольких) на соответствующих уровнях формовки. После выхода передних концов листовых заготовок 4 из последних задействованных,согласно заданного маршрута формовки конкретного профиля Т2г горизонтальных 2 и 3 и наклоняемых 6 и 7 валков, последней задействованной многовалковой рабочей клети 1, производится окончательная настрой ства калибров всех названных валков, при помощи соответствующих механизмов настройки. При этом вертикальная настройка пар наклоняемых валков произзодится механизмами 16, продольная настройка - механизмами 32 (механизм позволяет производить независимую настройку наклоняемых валков - отдельно левого и отдельно правого), угловая настройка механизмами 20, горизонтальная настройка поперек продольной оси клети - механизмами 10. После достижения заданных параметров выходящих из клети сформированных профилей 42 (полученных из исходных листовых заготовок 4),последние проходят дальнейшую технологическую операцию и многовалковая профилегибочная рабочая клеть переводится на рабочую технологическую скорость, процесс приобретает устойчивый характер и может продолжаться непрерывно, В последующем течение технологического процесса формовки "бесконечного" профиля, в клеть периодически поступают участки сшивки исходной заготовки, имеющие двойную толщину о При этом срабатывают амортизационные узлы 25 и 26, оси 38 наклоняемых валков симметрично раздвигаются создающимся увеличенным усилием Формовки металла двойной толщины, а упругие элементы 27 устройства автоматически создают соответствующее (расчетное) уравновешивающее нажимное Устройство работает следующим усилие наклоняемых валков на металл образом. 45 листовых заготовок 4. После прохождения через калибры 8 места сшивки заКоличество многовалковых профилеготовок 4, оси 38 автоматически возгибочных рабочих клетей 1, участвуювращаются в исходное положение. Тащих в профилировании, и скоростной ким образом, обеспечивается стабильрежим устанавливаются в зависимости от сложности формы и размеров профи- 50 ность процесса формовки полосы, имеющей участки сшивок, исключаются искалей 42, а также количества их выпусжения форм профиля и поломка деталей ка. В исходном положении, например, клети и обеспечивается дальнейшее два переходных конца "бесконечных" непрерывное течение процесса формовки, листовых заготовок 4 на равные уровДля формовки другого типоразмера прони задаются в предварительно настроен 55 филя требуется угловая перенастройка ные верхние 2 и нижние 3 горизонвсех пар наклоняемых валков б и 7 тальные и наклоняемые валки 6 и 7, (согласно нового заданного маршрута снабженные профильными шайбами 41, формовки), а также вертикальная и соответствующими заданному техпрогоризонтальная настройки калибров цессом маршруту формовки, и на эапра-60 горизонтальных 2 и 3 и наклоняемых вочной скорости перемещаются параллельно и однонаправленно через группу б и 7 валков. последовательно расположенных калибФормула изобретения ров горизонтальных 2 и 3 и наклоняеМноговалковая профилегибочная мых б и 7 валков клети 1 (одной или 65 клеть, содержащая связанные со стани 984558 \ ной пары валков с горизонтальными рота внутренней части, в которой поосями для формовки центральной зоны мещены с возможностью перемещения заготовки и расположенные между ними вдоль ее оси подпружиненные в направпары валков с наклонными осями для лении перемещения опоры, оси наклонформовки-отбортовки кромок заготовки, ных валков закреплены на этих опорах, о т л и ч а ю щ а я с я тем, ч т о , с а наружные части кареток связаны с целью расширения технологических траверсами с возможностью горизонтальвозможностей клети путем увеличения ного и вертикального перемещения. диапазона типоразмеров формуемых и з Источники информации, делий, она снабжена траверсами,жестпринятые во внимание при экспертизе ко закрепленными на станине между 10 1 О Новое в технологии изготовле- ' парами горизонтальных валков, и ния трехслойных ограждающих констустановленными на них каретками, рукций иэ металла и пенопласта, вспесоставленными иэ наружной части и ниваемого в полости изделия. Обзор связанной с ней с возможностью повоЦИНИС, М,, 1975, с. 10 (прототип). Фиг.1 984558 ФиьМ 984558 ~f повернуто Jti. гч Фыг.6 984558 f-F из Фиг.8 984558 Редактор Н.Гришанова Составитель М. Мищенкова Техред М.Гергель КорректорМ. Демчик Заказ 10020/7 Тираж 845 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Союз Советских Социалистических Республик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву (22) Заявлено 2^05.80 (21) 2928817/25-08 |51|М.Кл.3 В 24 С 3/08 с присоединением заявки № Государственный комитет СССР по делам изобретений и открытий (23) Приоритет Опубликовано 30Д282, Бюллетень №48 (531 УДК 6 2 1 . 9 2 4 . .7(088.8) Дата опубликования описания 30,12,32 (72) Авторы изобретения В.Н. Б е с п а л ь к о , С П . Крапивин, Е . П . Мильченко и В.К, Федирко Заявитель (54) УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ РАБОЧИМИ ТЕЛАМИ Изобретение относится к конструкциям устройств для упрочнения поверхностей отверстий пневмодинамическим методом и может* быть использовано в машиностроительной и других отраслях промышленности. Известны устройства для упрочняющей обработки поверхностей отверстий рабочими телами, содержащие корпус, 10 крышку и сопло для подачи сжатого воздуха [ 1 ]. Недостатком данных устройств является малая эффективность обработки крупноразмерных поверхностей отверсіий, например диаметром свыше 100 мм, 15 из-за большого обьема рабочей камеры, необходимой для упрочнения таких отверстий . Кроме того, для сохранения потребной скорости сжатого воздуха, разгоняющего тела, требуется большой 2С расход сжатого воздуха, что затрудп няет использование этого устройства. Цель изобретения - повышение интенсификации процесса обработки. 25 Указанная цель достигается тем, что устройство снабжено дополнительными соплами, а корпус выполнен из двух частей, установленных концентрично, при-этом внутренняя часть выполнена в виде стакана, установленно- 30 го с возможностью образования кольцевой рабочей полости, а дно его связано с крышкой, причем сопла расположены под углом к оси стакана. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, вид сбоку; на фиг.З разрез А-А на фиг. 1; на фиг. 4 разрез Б-Б на фи^. 1. Устройство состоит из корпуса 1 , _ выполненного из двух частей, установи ленных концентрично, при этом внутрен1няя часть выполнена в виде стакана, установленного с возможностью образования кольцевой рабочей полости, и крышки 2, зафиксированных друг относительно друга открытыми торцами . Рабочие тела 3 размещают в рабочей полости. На торцовых частях корпуса 1 и крышки 2 имеются сопла 4 и 5, расположенные наклонно (оптимальный угол наклона 25-35°С к оси стакана, перед которыми расположены выхлопные отверстия 6 л 7. Крепление корпуса 1 и крышки 2 осуществляется резьбовым элементом 6 и гайкой 9, посредством скобы 10. В полости корпуса 1 расположена ловушка 11 рабочих тел, имеющая управляемую рычагом 12, установленную на оси 13 984844 заслонку 14 и выхлопные каналы 15 # закрывают прекращают подачу сжатого выполненные в стенке ловушки 11. Для воздуха и снимают устройство с абра* извлечения шариков из ловушки в люзивной детали. бом положении устройства последняя Предлагаемое устройство обеспечипо ^ысоте ограничена наклонными певает высокое качество упрочнения регородками 16-17.В поперечном сечевнутренних поверхностей отверстий, нии боковые стенки частей корпуса просто в изготовлении и обслуживании, имеют форму обрабатываемых поверхнос тей отверстия. Устройство работает следующим обФормула изобретения 10 разом. Устройство для упрочнения поверх*Корпус 1 и крышку 2 концентрично ностей отверстий деталей рабочими устанавливают в зоне обрабатываемых телами, содержащее корпус, крышку и поверхностей отверстия с обеих стосопло для подачи сжатого воздуха, о т рон детали 18 и фиксируют гайкой 9. Поворотом рычага 12 открывают заслон-15 л и ч а ю щ е е е я тем, что, с целью повышения интенсификации процесса обраку 14, и рабочие тела поступают в работки, оно снабжено дополнительными бочую полость,образованную стенками соплами, а корпус выполнен из двух корпуса 1 крышки 2 и поверхностью частей, установленных концентрично/ обрабатываемого отверстия детали 18. Закрывают заслонку 14 и через сопла 42Q при этом внутренняя часть выполнена в виде стакана, установленного с воз и 5 подают сжатый воздух, который можностыо образования кольцевой раразгоняет рабочие тела 3, при этом бочей полости, а дно его св'язано с они ударяются о кромки и поверхность крышкой, причем сопла расположены обрабатываемого отверстия, производя под углом к оси стакана. упрочнение этих элементов. По окончании процесса открывают заслонку 14 25 Источники информации, до упора ее торца в поверхность отпринятые во внимание при экспертизе верстия. Рабочие тела при этом попа1, Авторское -свидетельство СССР дают в ловушку, после чего заслонку £ 70Ь-235," кл, в' 24 С 3/08, 1979. '984844 984844 A-A 5-5 ВНИИПИ Заказ 10045/22 Тираж 886 Подписное Филиал ППП "Патен-х", г.Ужгород, ул. Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюMulti-roller profile bending stand
Автори англійськоюMamai Serhii Mykolaiovych, Pysarenko Mykola Tymofiiovych, Bulhakov Yevhen Hryhorovych, Kheifets Hryhorii Ruvymovych
Назва патенту російськоюМноговалковая профилегибочная клеть
Автори російськоюМамай Сергей Николаевич, Писаренко Николай Тимофеевич, Булгаков Евгений Григорьевич, Хейфец Григорий Рувимович
МПК / Мітки
МПК: B21D 5/08
Мітки: багатовалкова, кліть, профілезгинальна
Код посилання
<a href="https://ua.patents.su/12-16143-bagatovalkova-profilezginalna-klit.html" target="_blank" rel="follow" title="База патентів України">Багатовалкова профілезгинальна кліть</a>
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Пашков Віктор Григорович, Потапкін Віктор Федорович, Доброносов Юрій Костянтинович, Рубановський Віктор Володимирович, Сатонін Олександр Володимирович
МПК: B21B 13/14
Мітки: стану, робоча, кліть, прокатного
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Литвинов Олександр Васильович
МПК: B21B 13/02
Мітки: прокатна, кліть, кварто
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Хуго Фельдман, Хорст Гертнер, Герд Байсеманн, Фрідріх Холльманн
МПК: B21B 29/00
Мітки: стану, кліть, прокатного
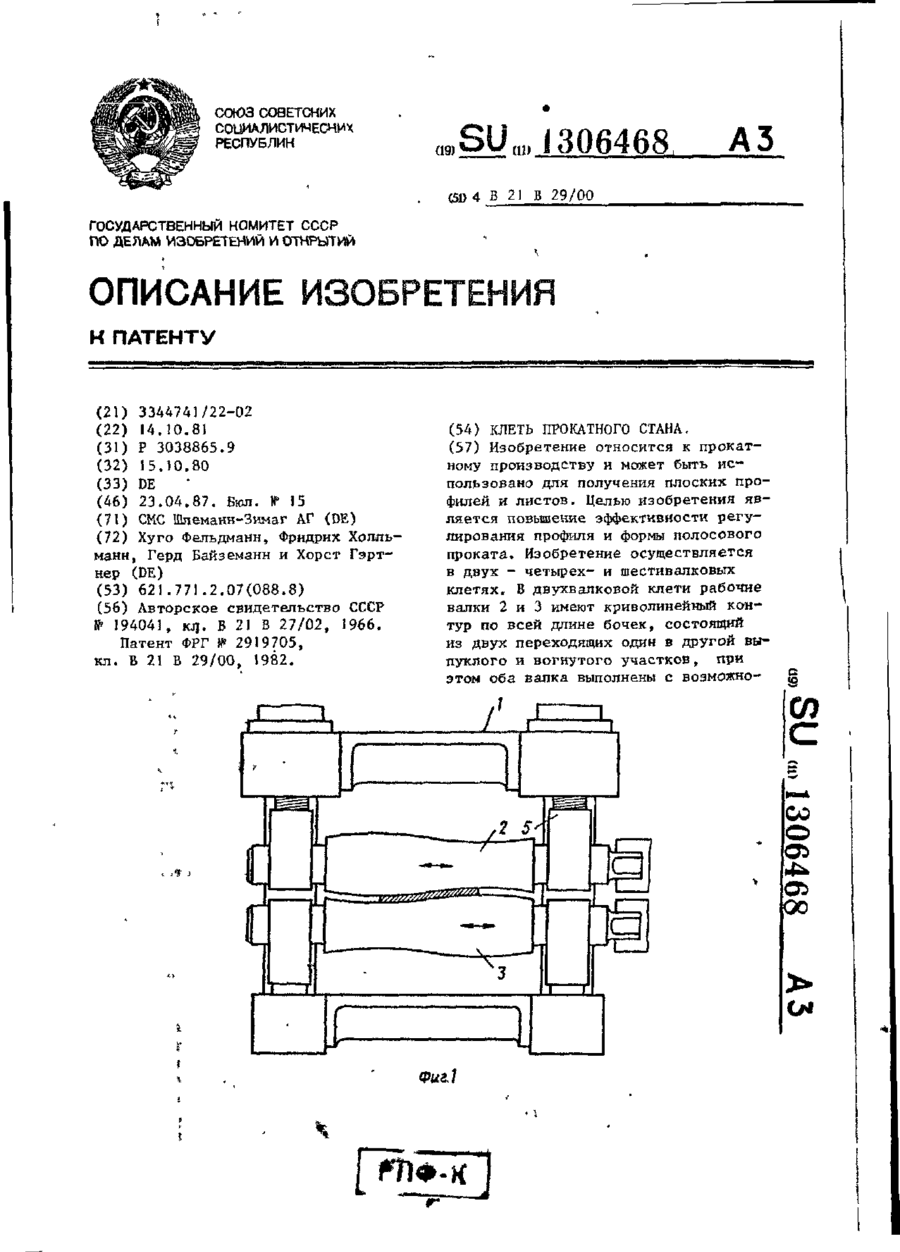
Формула / Реферат:
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: попередньо, прокатна, кліть, напружена
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Вертикальна прокатна кліть
Номер патенту: 567
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Горбов Альберт Володимирович, Сусляєв Олександр Львович, Филипченко Григорій Тимофійович
МПК: B21B 13/06
Мітки: вертикальна, прокатна, кліть
Формула / Реферат:
1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренкой клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами...
Попередній патент: Крапельниця
Наступний патент: Барабанний млин
Випадковий патент: Установка для газолазерного різання листових заготівок