Установка для безперервного лиття між двома валками
Номер патенту: 26721
Опубліковано: 12.11.1999
Автори: ВЕНДЕВІЛЛЬ Люк, Пеллетьє Жан-Марі, ДЕЛАССЮ П'єр, БАРБЕ Жак, Патейскі Герхард
Формула / Реферат
1. Установка для непрерывного литья между двумя валками, имеющими параллельные оси вращения и определяющими между собой литейное пространство, над которым установлен кожух, содержащий две продольные стенки, расположенные соответственно вдоль рабочей поверхности каждого из валков и снабженные каналами для подачи газа, содержащими отверстия, ориентированные в направлении рабочих поверхностей валков, причем валки выполнены с возможностью вращения в противоположные стороны, отличающаяся тем, что каждая продольная стенка кожуха содержит средства герметизации для снижения давления в зоне, расположенной между стенкой кожуха и рабочей поверхностью валка и между двумя каналами таким образом, чтобы поток газа через канал, находящийся выше по течению относительно направления вращения данного валка, был направлен наружу из кожуха, а поток газа через канал, расположенный ниже по течению относительно вращения данного валка, был направлен в сторону литейного пространства.
2. Установка по п.1, отличающаяся тем, что средства герметизации для снижения давления образованы выступом стенки кожуха, размещенным между каналами для подачи газа, при этом конец выступа расположен в непосредственной близости от рабочей поверхности валка.
3. Установка по п.1 или 2, отличающаяся тем, что в средствах герметизации выполнены продольные пазы, параллельные каналам для подачи газа.
4. Установка по пп. с 1 по 3, отличающаяся тем, что каналы для подачи газа выполнены в стенках кожуха и содержат в зоне отверстий пористый материал.
5. Установка по любому из пунктов 1 - 4, отличающаяся тем, что на наружной поверхности стенки кожуха установлена щетка, прижатая к рабочей поверхности данного валка.
6. Установка по любому из пунктов 1 - 5, отличающаяся тем, что она дополнительно содержит средства для управления положением кожуха по отношению к рабочей поверхности данного валка.
7. Установка по любому из пунктов 1 - 6, отличающаяся тем, что внутри кожуха расположен теплозащитный экран, изготовленный из огнеупорного материала, связанный с обеими стенками этого кожуха, обеспечивающий проход для подающего патрубка и отделяющий литейное пространство от верхней камеры кожуха, а в защитном экране выполнены отверстия для сообщения литейного пространства с верхней камерой кожуха.
8. Установка по любому из пунктов 1 - 7, отличающаяся тем, что она дополнительно содержит средства для независимого поддержания на заданном уровне давления и/или химического состава газа, подаваемого в каждый канал.
9. Установка по любому из пунктов 1 - 8, отличающаяся тем, что она дополнительно содержит динамические средства герметизации между кожухом и стенками бокового перекрытия литейного пространства.
10. Установка по любому из пунктов 1 - 9, отличающаяся тем, что она дополнительно содержит динамические средства герметизации между кожухом и торцами валков.
Текст
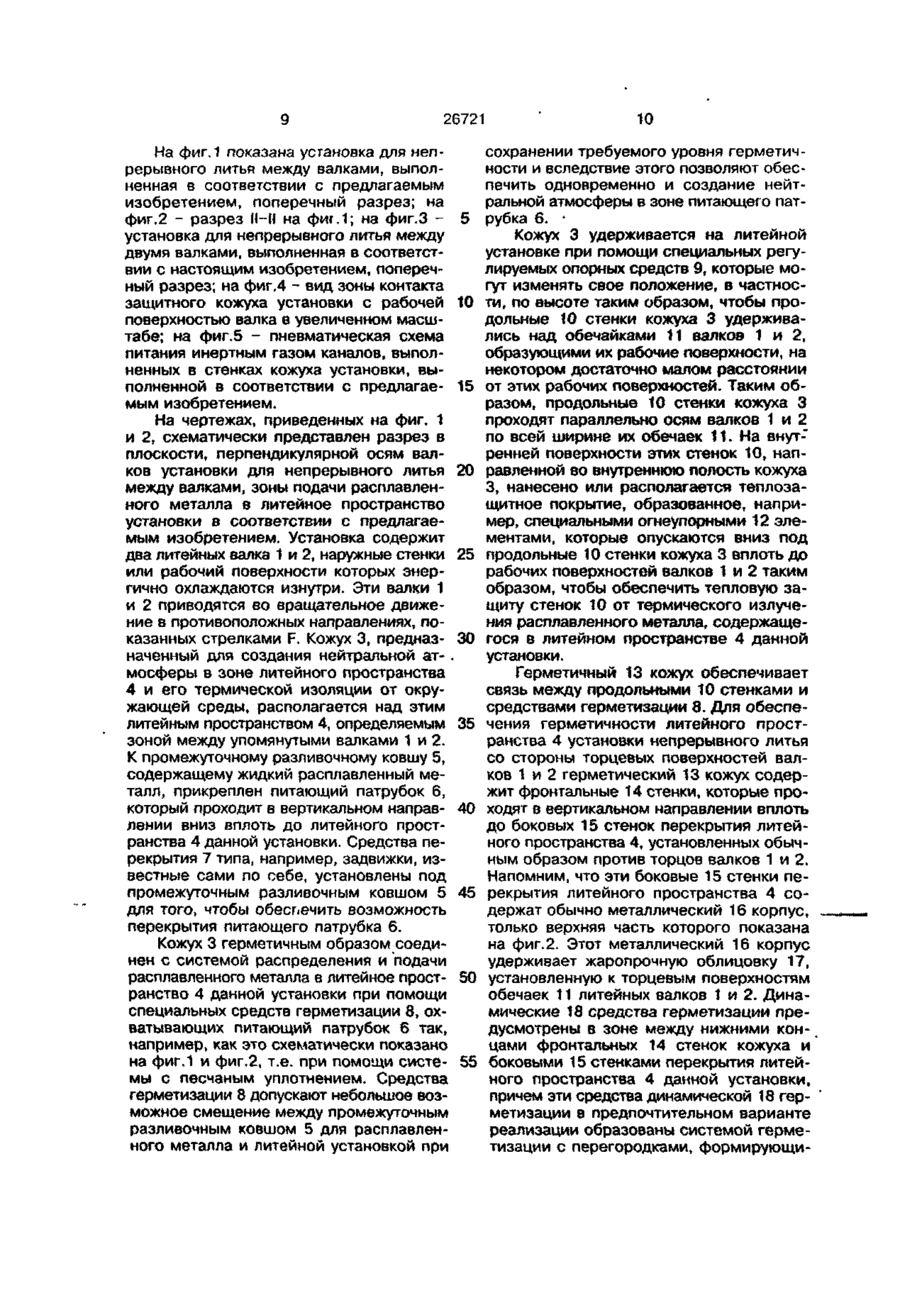
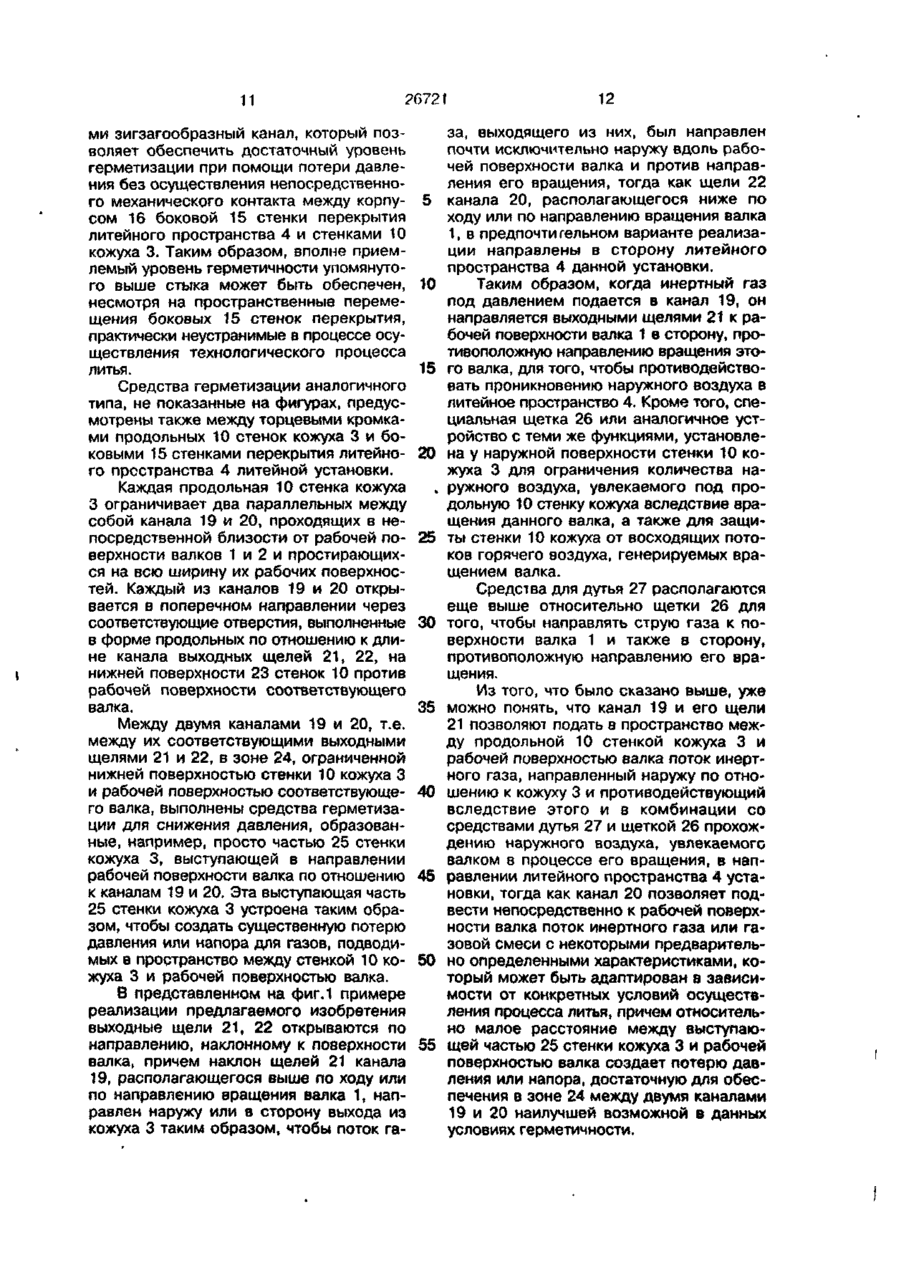
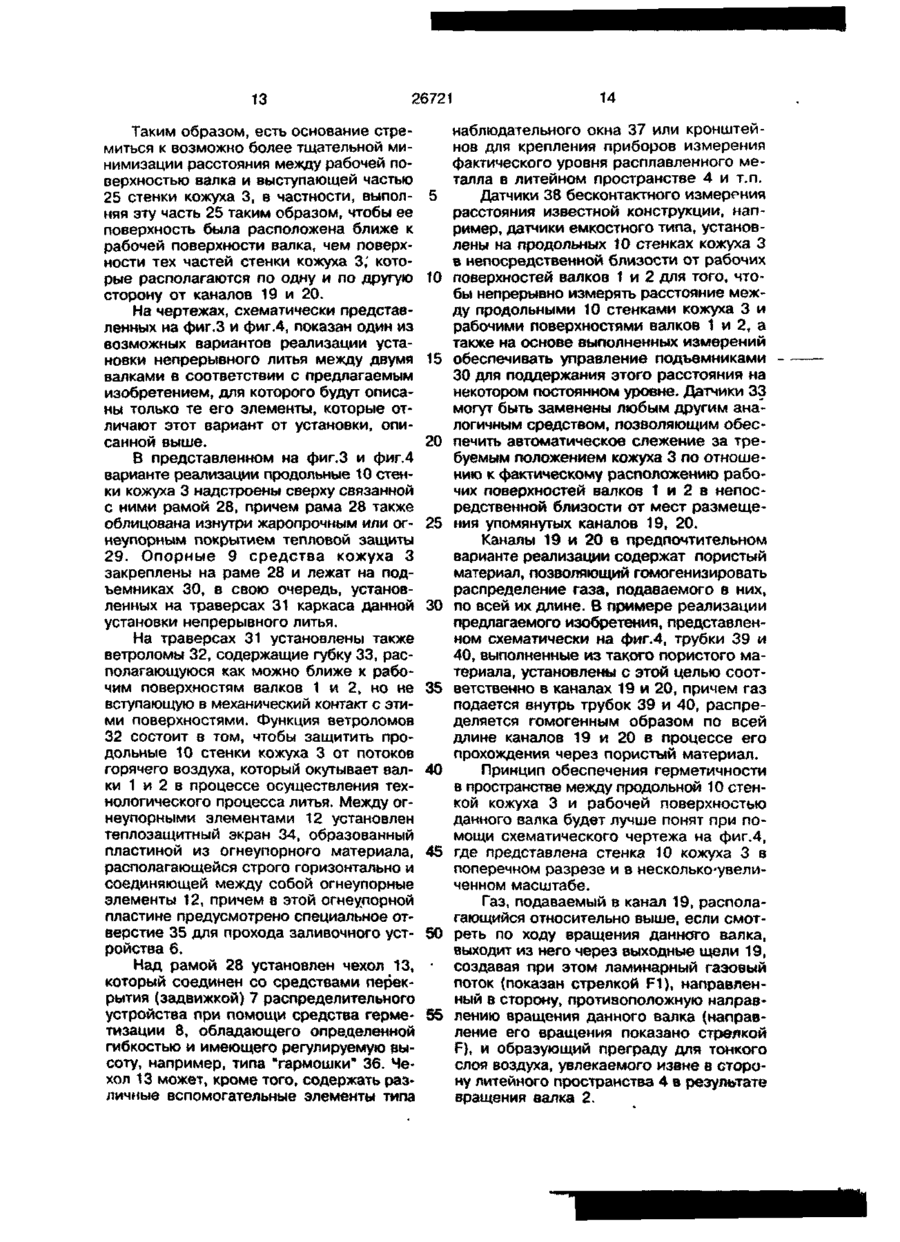
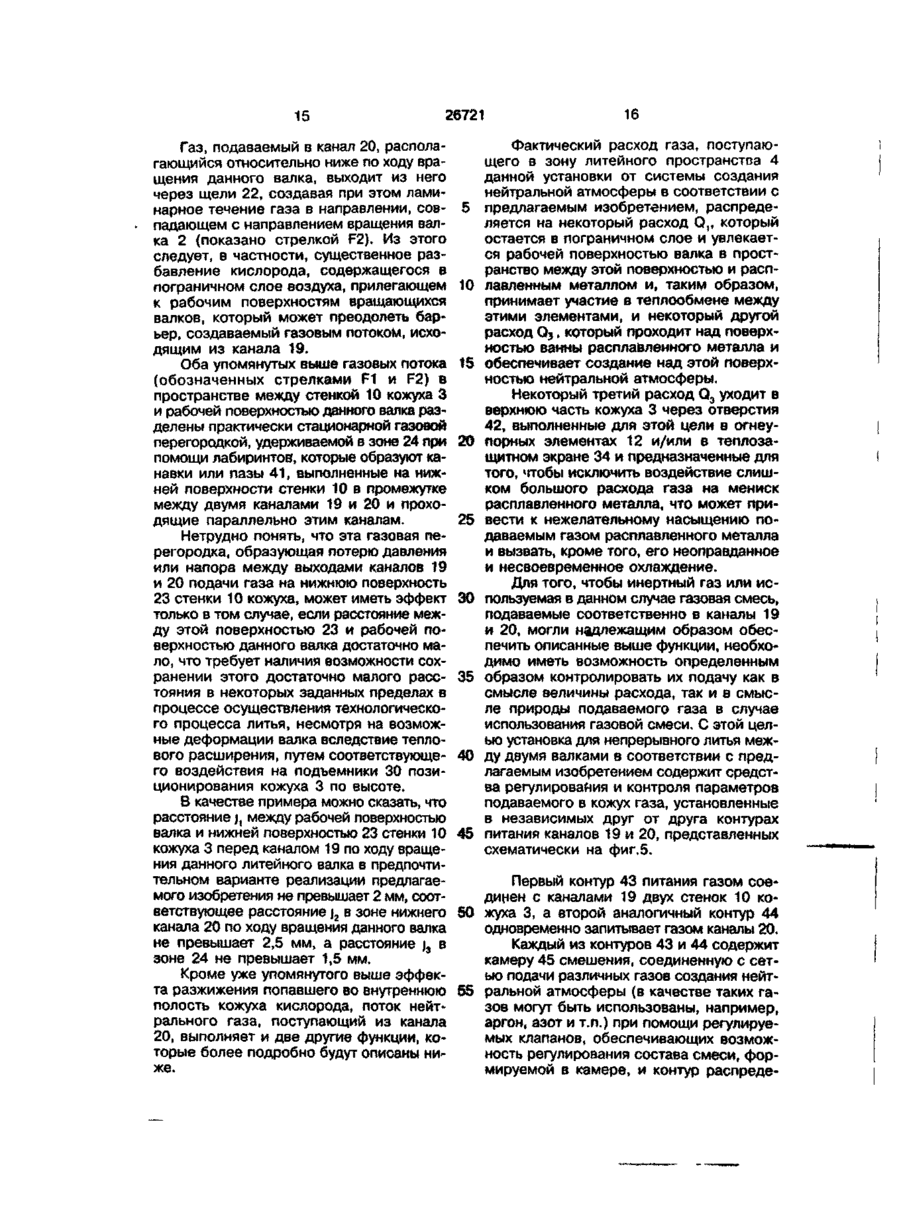
1. Установка для непрерывного литья между двумя валками, имеющими параллельные оси вращения и определяющими между собой литейное пространство, над которым установлен кожух, содержащий две продольные стенки, расположенные соответственно вдоль рабочей поверхности каждого из валков и снабженные каналами для подачи газа, содержащими отверстия, ориентированные в направлении рабочих поверхностей валков, причем валки выполнены с возможностью вращения в противоположные стороны, о т л и ч а ю щ а я с я тем, что каждая продольная стенка кожуха содержит средства герметизации для снижения давления в зоне, расположенной между стенкой кожуха и рабочей поверхностью валка и между двумя каналами таким образом, чтобы поток газа через канал, находящийся выше по течению относительно направления вращения данного валка, был направлен наружу из кожуха, а поток газа через канал, расположенный ниже по течению относительно вращения данного валка, был направлен в сторону литейного пространства. 2. Установка п о п . 1 , о т л и ч а ю щ а я с я тем, что средства герметизации для снижения давления образованы выступом стенки кожуха, размещенным между каналами для подачи газа, при этом конец выступа расположен в непосредственной близости от рабочей поверхности валка. 3. Установка по п.1 или 2, о т я и ч аю щ а я с я тем, что в средствах герметизации выполнены продольные пазы, параллельные каналам для подачи газа. 4. Установка по пп. с 1 по 3, о т л ич а ю щ а я с я тем, что каналы для подачи газа выполнены в стенках кожуха и содержат в зоне отверстий пористый материал. 5. Установка по любому из пунктов 1 4, о т л и ч а ю щ а я с я тем, что на наружной поверхности стенки кожуха установлена щетка, прижатая к рабочей поверхности данного валка. 6. Установка по любому из пунктов 1 5, о т л и ч а ю щ а я с я тем, что она дополнительно содержит средства для управления положением кожуха по отношению к рабочей поверхности данного валка. 7. Установка по любому из пунктов 1 6, о т л и ч а ю щ а я с я тем, что внутри кожуха расположен теплозащитный экран, изготовленный из огнеупорного материала, связанный с обеими стенками этого кожуха, обеспечивающий проход для подающего патрубка и отделяющий литейное пространство от верхней камеры кожуха, а в защитном экране выполнены отверстия для сообщения литейного пространства с верхней камерой кожуха. 8. Установка по любому из пунктов 1 7, о т л и ч а ю щ а я с я тем, что она дополнительно содержит средства для независимого поддержания на заданном уровне давления и/или химического состава газа, подаваемого в каждый канал. О 26721 9 Установка по любому из пунктов 1 8, о т л и ч а ю щ а я с я тем, что она дополнительно содержит динамические средства герметизации между кожухом и стенками бокового перекрытия литейного пространства. 10 Установка по любому из пунктов 1-9, о т л и ч а ю щ а я с я тем, что она дополнительно содержит динамические средства герметизации между кожухом и торцами валков Изобретение касается установки для непрерывного литья между валками, содержащей кожух для создания нейтральной атмосферы в литейном производстве между упомянутыми валками путем продувки инертным газом В настоящее время уже известны установки для непрерывного литья между валками, предназначенные, в частности для непосредственного получения тонких стальных лент или полос, которые содержат два вращающихся в противоположные стороны валка с горизонтально расположенными осями, параллельными друг другу. Эти валки определяют между собой литейное пространство, в которое подается расплавленный жидкий металл. Этот металл отверждается в контакте с интенсивно охлаждаемыми стенками упомянутых валков и извлекается из данной установки в виде полосы или ленты в процессе вращения валков в противоположные стороны. Известная проблема состоит в том, что металл, содержащийся в литейном пространстве, имеет тенденцию охлаждаться на своей поверхности и создавать таким образом паразитные отверждения, вредные для нормального функционирования данной установки. Для решения этой проблемы уже было предложено устанавливать над литейным пространством теплоизоляционный кожух В то же время, для предотвращения окисления расплавленного металла и преждевременного начала его отверждения также было предложено использовать систему кожухов, в которую подается инертный газ для предотвращения контакта окружающего воздуха с расплавленным жидким металлом и корочкой на его поверхности в процессе отверждения. Для исключения слишком большого расхода упомянутого инертного газа предлагаемый кожух устанавливается как можно ближе к рабочей поверхности литейных валков, не касаясь их однако, а также к верхней части боковых стенок, закрывающих литейной пространство со стороны торцов упомянутых валков. Поскольку литейные валки вращаются и могут, кроме того, деформироваться в процессе работы установки вследствие теплового расширения, не представляется возможным обеспечить при помощи статических уплотнений достаточно хорошую герметичность стыка между упомянутым кожухом и литейными валками. Кроме того, такое уплотнение создавало бы опасность повреждения рабочих поверхностей валков. Также уже было предложено обеспечивать герметичность упомянутых стыков путем вдувания инертного газа в зону перекрытия валков данным кожухом с тем, чтобы одновременно воспрепятствовать входу воздуха под кожух и предотвратить утечки инертного газа наружу из защищаемого объема кристаллизатора. Так, в Европейской патентной заявке ЕР-А-0409645 описана установка, в которой каналы нагнетания инертного газа располагаются рядом с боковыми продольными стенками кожуха, перекрывающего литейное пространство, причем эти каналы содержат щель, направленную к поверхности валков таким образом, чтобы обдувать эту поверхность упомянутым инертным газом для удаления с нее пленки воздуха, увлекаемой рабочими поверхностями валков в процессе их вращения и, в частности, для удаления воздуха, содержащегося во впадинах шероховатостей этих рабочих поверхностей, с тем, чтобы не дать этому воздуху попасть в литейное пространство и поддерживать в нем, таким образом, нейтральную атмосферу. Для распределения инертного газа по всей ширине рабочей поверхности валков предусматривается, что эти каналы могут быть поделены на участки. Упомянутый выше документ описывает также вариант реализации, в соответствии с которым наружная крышка крепится к нижнему краю боковой стенки кожуха и позиционируется 5 10 15 20 25 30 35 40 45 26721 в непосредственной близости от поверхности валков. Эта крышка содержит на своем наружном крае канал подвода инертного газа, предназначенный для еще более эффективного предотвращения проникновения окружающего воздуха в литейное пространство вследствие того, что внутренняя полость упомянутой крышки сама заполнена инертным газом. Однако существующие системы подобного типа не являются вполне удовлетворительными, поскольку если они представляются способными помешать входу воздуха в литейное пространство, но не позволяют обеспечить эффективный контроль инертного газа, подаваемого в это пространство, вследствие того, что инертный газ, нагнетаемый через щели каналов, может распределяться одновременно как в одну, так и в другую стороны от этих щелей по поверхности валка. Поскольку количество этого газа, удаляемого или поступающего в направлении против хода рабочей поверхности валка, то есть газа, удаляемого за пределы упомянутого кожуха, может изменяться в зависимости, в частности, от расстояния между упомянутыми каналами и соответствующей рабочей поверхности валка, а также от тангенциальной скорости перемещения этих поверхностей или количества воздуха, увлекаемого в направлении к литейному пространству в результате вращения валков, получается, что расход оставшегося газа, поступающего в направлении по ходу движения рабочей поверхности валка, то есть в направлении к литейному пространству данной установки, также оказывается переменным. Такие изменения расхода являются вредными как для самого процесса производства, так и для отливаемого изделия, поскольку избыток инертного газа в литейном пространстве может привести к паразитному отверждению в результате эффекта охлаждения расплавленного металла этим газом или к нежелательному насыщению упомянутого металла газом, а также к изменению профиля рабочей поверхности валка. 5 10 15 20 25 30 35 40 45 50 В основу предлагаемого изобретения положена задача решения упомянутых выше проблем и предложить конструкцию кожуха, дающую возможность обеспечить надежное создание нейтральной атмос- 55 феры в литейном пространстве установки для непрерывного литья между валками, эффективный контроль природы и количества газа, поступающего в это литейное пространство с неровностями и ше роховатостями рабочих поверхностей валков, который, оставаясь в углублениях неровностей этих поверхностей и попадая в пространство между валками и корочкой отвержденного металла, оказывает влияние на тепловой поток между упомянутым расплавленным металлом и рабочими поверхностями валков, то есть на условия отверждения металла и на форму упомянутых рабочих поверхностей валков. Объектом данного изобретения является установка для непрерывного литья между валками, содержащая два вращающихся в противоположные стороны валка с параллельными друг другу осями, определяющие между собой некоторое литейное пространство, и кожух, установленный над этим литейным пространством и содержащий две продольные стенки, которые проходят соответственно вдоль всей рабочей поверхности каждого валка и которые снабжены каналами подвода инертного газа, содержащими отверстия, открывающиеся в направлении упомянутых рабочих поверхностей валков. Предлагаемая установка отличается от существующего уровня техники в данной области тем, что каждая стенка упомянутого кожуха содержит средства герметизации при помощи потери давления для создания потери давления или напора в зоне, располагающейся между упомянутой стенкой кожуха и рабочей поверхностью соответствующего валка и между двумя упомянутыми выше каналами подачи инертного газа таким образом, чтобы поток газа, поступающего из упомянутого канала, располагающегося выше по ходу движения вращающейся рабочей поверхности валка, был направлен за пределы данного кожуха, а поток газа, поступающего из канала, располагающегося ниже по ходу вращательного движения этой рабочей поверхности валка, был направлен в сторону упомянутого литейного пространства. Таким образом, появляется возможность обеспечить достаточно эффективный контроль процесса создания нейтральной атмосферы и условий теплообмена между расплавленным металлом и рабочими поверхностями валков вследствие того, что установка, выполненная в соответствии с данным изобретением, дает возможность практически разъединить две функции нейтрального или инертного газа, подаваемого в пространство между кожухом и валками, т.е.: - с одной стороны, обеспечение герметичности литейного пространства по отношению к окружающей атмосфере, при 26721 чем эта герметичность обеспечивается при помощи газа, подаваемого через канал, располагающийся выше по направлению движения рабочей поверхности валка; - с другой стороны, собственно функция создания нейтральной атмосферы в литейном пространстве и управление состоянием зоны соприкосновения расплавленного металла и рабочих поверхностей валков данной установки как с термической (состояние теплового потока от расплавленного металла к охлажденным рабочим поверхностям валков), так и с химической (влияние природы присутствующего в литейном пространстве газа на расплавленный металл, в частности, его окисление) точки зрения, причем это обеспечивается при помощи газа, подаваемого в область литейного пространства через другой канал, располагающийся ниже первого по ходу вращательного движения рабочей поверхности данного валка. В соответствии со специальной конструкцией кожуха по данному изобретению упомянутые средства герметизации путем потери давления образованы выступом стенки кожуха, располагающимися между упомянутыми каналами подвода инертного газа и доходящим практически непосредственно до рабочей поверхности валка. Эти специфические средства герметизации могут содержать продольно расположенные канавки, параллельные упомянутым каналам подачи газа. Упомянутые канавки, находясь в непосредственной близости от рабочей поверхности каждого валка, образуют во взаимодействии с этой поверхностью последовательность завихрительных выступов, усугубляющих потерю давления между упомянутыми каналами подвода инертного газа. Для улучшения распределения газа, подводимого при помощи упомянутых каналов по всей ширине рабочих поверхностей валков, эти каналы просверлены в упомянутых стенках кожуха и упомянутые отверстия в предпочтительном варианте реализации образованы сплошной щелью, выполненной по всей длине упомянутых каналов, или несколькими примыкающими друг к другу щелями, и упомянутые каналы содержат, по меньшей мере, в зоне упомянутых отверстий, открывающихся в сторону рабочей поверхности валка, некоторый пористый материал. В предпочтительном варианте реализации предлагаемая установка для непрерывного литья между валками содержит специальные средства отслеживания 5 10 15 ~~ 20 25 30 35. 40 45 50 8 положения упомянутого кожуха по отношению к рабочей поверхности данного валка. Эти средства содержат, например, датчики положения, связанные с кожухом и измеряющие изменения расстояния между краем этого кожуха и рабочей поверхностью валков, а также подъемники или гидравлические силовые цилиндры регулирования положения кожуха по отношению к станине данной установки, и обеспечивают возможность поддержания упомянутых каналов подачи инертного газа и, особенно, средств герметизации при помощи потери давления или напора, на некотором постоянном или неизменном расстоянии от рабочих поверхностей валков в процессе их возможной деформации вследствие теплового расширения таким образом, чтобы потеря давления или напора между двумя каналами подачи инертного газа оставалась практически постоянной и возможно более высокой. В соответствии с другими конструктивными особенностями предлагаемого изобретения: - упомянутый кожух содержит в своей внутренней полости тепловой экран, выполненный из жаропрочного материала и соединяющий обе стенки кожуха, обеспечивая при этом возможность прохождения канала подачи инертного газа и отделяя литейное пространство данной установки от верхнего объема упомянутого кожуха, и содержащий отверстия, предназначенные для сообщения упомянутого литейного пространства с упомянутым верхним объемом или верхней камерой кожуха; - данная установка для непрерывного литья между валками содержит специальные средства регулирования, предназначенные для независимого регулирования давления и/или других характеристик подводимого газа в каждом канале; - данная установка содержит средства динамической герметизации стыка между упомянутым кожухом и боковыми стенками перекрытия литейного пространства между валками; - данная установка содержит средства динамической герметизации стыка между упомянутым кожухом и торцами валков. Другие характеристики и преимущеет55 ва предлагаемого изобретения будут наглядно представлены в приведенном ниже описании примера практической реализации установки для непрерывного литья между валками тонкой стальной ленты или полосы. 26721 На фиг. 1 показана установка для непрерывного литья между валками, выполненная в соответствии с предлагаемым изобретением, поперечный разрез; на фиг.2 - разрез II-II на фиг.1; на фиг.З - 5 установка для непрерывного литья между двумя валками, выполненная в соответствии с настоящим изобретением, поперечный разрез; на фиг.4 - вид зоны контакта защитного кожуха установки с рабочей 10 поверхностью валка в увеличенном масштабе; на фиг.5 - пневматическая схема питания инертным газом каналов, выполненных в стенках кожуха установки, выполненной в соответствии с предлагае- 15 мым изобретением. На чертежах, приведенных на фиг. 1 и 2, схематически представлен разрез в плоскости, перпендикулярной осям валков установки для непрерывного литья 20 между валками, зоны подачи расплавленного металла в литейное пространство установки в соответствии с предлагаемым изобретением. Установка содержит два литейных валка 1 и 2, наружные стенки 25 или рабочий поверхности которых энергично охлаждаются изнутри. Эти валки 1 и 2 приводятся во вращательное движение в противоположных направлениях, показанных стрелками F. Кожух 3, предназ- 30 наченный для создания нейтральной атмосферы в зоне литейного пространства 4 и его термической изоляции от окружающей среды, располагается над этим литейным пространством 4, определяемым 35 зоной между упомянутыми валками 1 и 2. К промежуточному разливочному ковшу 5, содержащему жидкий расплавленный металл, прикреплен питающий патрубок 6, который проходит в вертикальном направ- 40 лении вниз вплоть до литейного пространства 4 данной установки. Средства перекрытия 7 типа, например, задвижки, известные сами по себе, установлены под промежуточным разливочным ковшом 5 45 для того, чтобы обеспечить возможность перекрытия питающего патрубка 6. Кожух 3 герметичным образом соединен с системой распределения и подачи расплавленного металла в литейное прост- 50 ранство 4 данной установки при помощи специальных средств герметизации 8, охватывающих питающий патрубок 6 так, например, как это схематически показано на фиг.1 и фиг.2, т.е. при помощи систе- 55 мы с песчаным уплотнением. Средства герметизации 8 допускают небольшое возможное смещение между промежуточным разливочным ковшом 5 для расплавленного металла и литейной установкой при 10 сохранении требуемого уровня герметичности и вследствие этого позволяют обеспечить одновременно и создание нейтральной атмосферы в зоне питающего патрубка 6. • Кожух 3 удерживается на литейной установке при помощи специальных регулируемых опорных средств 9, которые могут изменять свое положение, в частности, по высоте таким образом, чтобы продольные 10 стенки кожуха 3 удерживались над обечайками 11 валков 1 и 2, образующими их рабочие поверхности, на некотором достаточно малом расстоянии от этих рабочих поверхностей. Таким образом, продольные 10 стенки кожуха 3 проходят параллельно осям валков 1 и 2 по всей ширине их обечаек 11. На внут" ренней поверхности этих стенок 10, направленной во внутреннюю полость кожуха 3, нанесено или располагается теплозащитное покрытие, образованное, например, специальными огнеупорными 12 элементами, которые опускаются вниз под продольные 10 стенки кожуха 3 вплоть до рабочих поверхностей валков 1 и 2 таким образом, чтобы обеспечить тепловую защиту стенок 10 от термического излучения расплавленного металла, содержащегося в литейном пространстве 4 данной установки. Герметичный 13 кожух обеспечивает связь между продольными 10 стенками и средствами герметизации 8. Для обеспечения герметичности литейного пространства 4 установки непрерывного литья со стороны торцевых поверхностей валков 1 и 2 герметический 13 кожух содержит фронтальные 14 стенки, которые проходят в вертикальном направлении вплоть до боковых 15 стенок перекрытия литейного пространства 4, установленных обычным образом против торцов валков 1 и 2. Напомним, что эти боковые 15 стенки перекрытия литейного пространства 4 содержат обычно металлический 16 корпус, только верхняя часть которого показана на фиг.2. Этот металлический 16 корпус удерживает жаропрочную облицовку 17, установленную к торцевым поверхностям обечаек 11 литейных валков 1 и 2. Динамические 18 средства герметизации предусмотрены в зоне между нижними концами фронтальных 14 стенок кожуха и боковыми 15 стенками перекрытия литейного пространства 4 данной установки, причем эти средства динамической 18 герметизации в предпочтительном варианте реализации образованы системой герметизации с перегородками, формирующи 11 26721 ми зигзагообразный канал, который позволяет обеспечить достаточный уровень герметизации при помощи потери давления без осуществления непосредственного механического контакта между корпусом 16 боковой 15 стенки перекрытия литейного пространства 4 и стенками 10 кожуха 3. Таким образом, вполне приемлемый уровень герметичности упомянутого выше стыка может быть обеспечен, несмотря на пространственные перемещения боковых 15 стенок перекрытия, практически неустранимые в процессе осуществления технологического процесса литья. Средства герметизации аналогичного типа, не показанные на фигурах, предусмотрены также между торцевыми кромками продольных 10 стенок кожуха 3 и боковыми 15 стенками перекрытия литейного пространства 4 литейной установки. Каждая продольная 10 стенка кожуха 3 ограничивает два параллельных между собой канала 19 и 20, проходящих в непосредственной близости от рабочей поверхности валков 1 и 2 и простирающихся на всю ширину их рабочих поверхностей. Каждый из каналов 19 и 20 открывается в поперечном направлении через соответствующие отверстия, выполненные в форме продольных по отношению к длине канала выходных щелей 21, 22, на нижней поверхности 23 стенок 10 против рабочей поверхности соответствующего валка. Между двумя каналами 19 и 20, т.е. между их соответствующими выходными щелями 21 и 22, в зоне 24, ограниченной нижней поверхностью стенки 10 кожуха 3 и рабочей поверхностью соответствующего валка, выполнены средства герметизации для снижения давления, образованные, например, просто частью 25 стенки кожуха 3, выступающей в направлении рабочей поверхности валка по отношению к каналам 19 и 20. Эта выступающая часть 25 стенки кожуха 3 устроена таким образом, чтобы создать существенную потерю давления или напора для газов, подводимых в пространство между стенкой 10 кожуха 3 и рабочей поверхностью валка. В представленном на фиг.1 примере реализации предлагаемого изобретения выходные щели 21, 22 открываются по направлению, наклонному к поверхности валка, причем наклон щелей 21 канала 19, располагающегося выше по ходу или по направлению вращения валка 1, направлен наружу или в сторону выхода из кожуха 3 таким образом, чтобы поток га 12 за, выходящего из них, был направлен почти исключительно наружу вдоль рабочей поверхности валка и против направления его вращения, тогда как щели 22 5 канала 20, располагающегося ниже по ходу или по направлению вращения валка 1, в предпочтительном варианте реализации направлены в сторону литейного пространства 4 данной установки. 10 Таким образом, когда инертный газ под давлением подается в канал 19, он направляется выходными щелями 21 к рабочей поверхности валка 1 в сторону, противоположную направлению вращения это15 го валка, для того, чтобы противодействовать проникновению наружного воздуха в литейное пространство 4. Кроме того, специальная щетка 26 или аналогичное устройство с теми же функциями, установле20 на у наружной поверхности стенки 10 кожуха 3 для ограничения количества на» ружного воздуха, увлекаемого под продольную 10 стенку кожуха вследствие вращения данного валка, а также для защи25 ты стенки 10 кожуха от восходящих потоков горячего воздуха, генерируемых вращением валка. Средства для дутья 27 располагаются еще выше относительно щетки 26 для 30 того, чтобы направлять струю газа к поверхности валка 1 и также в сторону, противоположную направлению его вращения. Из того, что было сказано выше, уже 35 можно понять, что канал 19 и его щели 21 позволяют подать в пространство между продольной 10 стенкой кожуха 3 и рабочей поверхностью валка лоток инертного газа, направленный наружу по отно40 шению к кожуху 3 и противодействующий вследствие этого и в комбинации со средствами дутья 27 и щеткой 26 прохождению наружного воздуха, увлекаемого валком в процессе его вращения, в нап45 равлении литейного пространства 4 установки, тогда как канал 20 позволяет подвести непосредственно к рабочей поверхности валка поток инертного газа или газовой смеси с некоторыми предваритель50 но определенными характеристиками, который может быть адаптирован в зависимости от конкретных условий осуществления процесса литья, причем относительно малое расстояние между выступаю55 щей частью 25 стенки кожуха 3 и рабочей поверхностью валка создает потерю давления или напора, достаточную для обеспечения в зоне 24 между двумя каналами 19 и 20 наилучшей возможной в данных условиях герметичности. 13 26721 Таким образом, есть основание стремиться к возможно более тщательной минимизации расстояния между рабочей поверхностью валка и выступающей частью 25 стенки кожуха 3, в частности, выполняя эту часть 25 таким образом, чтобы ее поверхность была расположена ближе к рабочей поверхности валка, чем поверхности тех частей стенки кожуха 3,' которые располагаются по одну и по другую сторону от каналов 19 и 20. На чертежах, схематически представленных на фиг.З и фиг.4, показан один из возможных вариантов реализации установки непрерывного литья между двумя валками в соответствии с предлагаемым изобретением, для которого будут описаны только те его элементы, которые отличают этот вариант от установки, описанной выше. В представленном на фиг.З и фиг.4 варианте реализации продольные 10 стенки кожуха 3 надстроены сверху связанной с ними рамой 28, причем рама 28 также облицована изнутри жаропрочным или огнеупорным покрытием тепловой защиты 29. Опорные 9 средства кожуха 3 закреплены на раме 28 и лежат на подъемниках 30, в свою очередь, установленных на траверсах 31 каркаса данной установки непрерывного литья. На траверсах 31 установлены также ветроломы 32, содержащие губку 33, располагающуюся как можно ближе к рабочим поверхностям валков 1 и 2, но не вступающую в механический контакт с этими поверхностями. Функция ветроломов 32 состоит в том, чтобы защитить продольные 10 стенки кожуха 3 от потоков горячего воздуха, который окутывает валки 1 и 2 в процессе осуществления технологического процесса литья. Между огнеупорными элементами 12 установлен теплозащитный экран 34, образованный пластиной из огнеупорного материала, располагающейся строго горизонтально и соединяющей между собой огнеупорные элементы 12, причем в этой огнеупорной пластине предусмотрено специальное отверстие 35 для прохода заливочного устройства 6. Над рамой 28 установлен чехол 13, который соединен со средствами перекрытия (задвижкой) 7 распределительного устройства при помощи средства герметизации 8, обладающего определенной гибкостью и имеющего регулируемую высоту, например, типа "гармошки" 36. Чехол 13 может, кроме того, содержать различные вспомогательные элементы типа 5 10 15 20 25 30 35 40 45 50 55 14 наблюдательного окна 37 или кронштейнов для крепления приборов измерения фактического уровня расплавленного металла в литейном пространстве 4 и т.п. Датчики 38 бесконтактного измерения расстояния известной конструкции, например, датчики емкостного типа, установлены на продольных 10 стенках кожуха 3 в непосредственной близости от рабочих поверхностей валков 1 и 2 для того, чтобы непрерывно измерять расстояние между продольными 10 стенками кожуха 3 и рабочими поверхностями валков 1 и 2, а также на основе выполненных измерений обеспечивать управление подъемниками 30 для поддержания этого расстояния на некотором постоянном уровне. Датчики 33 могут быть заменены любым другим аналогичным средством, позволяющим обеспечить автоматическое слежение за требуемым положением кожуха 3 по отношению к фактическому расположению рабочих поверхностей валков 1 и 2 8 непосредственной близости от мест размещения упомянутых каналов 19, 20. Каналы 19 и 20 в предпочтительном варианте реализации содержат пористый материал, позволяющий гомогенизировать распределение газа, подаваемого в них, по всей их длине. В примере реализации предлагаемого изобретения, представленном схематически на фиг.4, трубки 39 и 40, выполненные из такого пористого материала, установлены с этой целью соответственно в каналах 19 и 20, причем газ подается внутрь трубок 39 и 40, распределяется гомогенным образом по всей длине каналов 19 и 20 в процессе его прохождения через пористый материал. Принцип обеспечения герметичности в пространстве между продольной 10 стенкой кожуха 3 и рабочей поверхностью данного валка будет лучше понят при помощи схематического чертежа на фиг.4, где представлена стенка 10 кожуха 3 в поперечном разрезе и в нескол ьксувел иченном масштабе. Газ, подаваемый в канал 19, располагающийся относительно выше, если смотреть по ходу вращения данного валка, выходит из него через выходные щели 19, создавая при этом ламинарный газовый поток (показан стрелкой F1), направленный в сторону, противоположную направлению вращения данного валка (направление его вращения показано стрепкой F), и образующий преграду для тонкого слоя воздуха, увлекаемого извне в сторону литейного пространства 4 в результате вращения валка 2. 15 26721 Газ, подаваемый в канал 20, располагающийся относительно ниже по ходу вращения данного валка, выходит из него через щели 22, создавая при этом ламинарное течение газа в направлении, совпадающем с направлением вращения валка 2 (показано стрелкой F2). Из этого следует, в частности, существенное разбавление кислорода, содержащегося в пограничном слое воздуха, прилегающем к рабочим поверхностям вращающихся валков, который может преодолеть барьер, создаваемый газовым потоком, исходящим из канала 19. Оба упомянутых выше газовых потока (обозначенных стрелками F1 и F2) в пространстве между стенкой 10 кожуха 3 и рабочей поверхностью данного валка разделены практически стационарной газовой перегородкой, удерживаемой в зоне 24 при помощи лабиринтов, которые образуют канавки или пазы 41, выполненные на нижней поверхности стенки 10 в промежутке между двумя каналами 19 и 20 и проходящие параллельно этим каналам. Нетрудно понять, что эта газовая перегородка, образующая потерю давления или напора между выходами каналов 19 и 20 подачи газа на нижнюю поверхность 23 стенки 10 кожуха, может иметь эффект только в том случае, если расстояние между этой поверхностью 23 и рабочей поверхностью данного валка достаточно мало, что требует наличия возможности сохранении этого достаточно малого расстояния в некоторых заданных пределах в процессе осуществления технологического процесса литья, несмотря на возможные деформации валка вследствие теплового расширения, путем соответствующего воздействия на подъемники 30 позиционирования кожуха 3 по высоте. В качестве примера можно сказать, что расстояние j t между рабочей поверхностью валка и нижней поверхностью 23 стенки 10 кожуха 3 перед каналом 19 по ходу вращения данного литейного валка в предпочтительном варианте реализации предлагаемого изобретения не превышает 2 мм, соответствующее расстояние j 2 в зоне нижнего канала 20 по ходу вращения данного валка не превышает 2,5 мм, а расстояние j 3 в зоне 24 не превышает 1,5 мм. Кроме уже упомянутого выше эффекта разжижения попавшего во внутреннюю полость кожуха кислорода, поток нейтрального газа, поступающий из канала 20, выполняет и две другие функции, которые более подробно будут описаны ниже. 5 10 15 20 25 30 35 40 45 16 Фактический расход газа, поступающего в зону литейного пространства 4 данной установки от системы создания нейтральной атмосферы в соответствии с предлагаемым изобретением, распределяется на некоторый расход Q,, который остается в пограничном слое и увлекается рабочей поверхностью валка в пространство между этой поверхностью и расплавленным металлом и, таким образом, принимает участие в теплообмене между этими элементами, и некоторый другой расход О 3 , который проходит над поверхностью ванны расплавленного металла и обеспечивает создание над этой поверхностью нейтральной атмосферы. Некоторый третий расход Q3 уходит в верхнюю часть кожуха 3 через отверстия 42, выполненные для этой цели в огнеупорных элементах 12 и/или в теплозащитном экране 34 и предназначенные для того, чтобы исключить воздействие слишком большого расхода газа на мениск расплавленного металла, что может лривести к нежелательному насыщению подаваемым газом расплавленного металла и вызвать, кроме того, его неоправданное и несвоевременное охлаждение. Для того, чтобы инертный газ или используемая в данном случае газовая смесь, подаваемые соответственно в каналы 19 и 20, могли надлежащим образом обеспечить описанные выше функции, необходимо иметь возможность определенным образом контролировать их подачу как в смысле величины расхода, так и в смысле природы подаваемого газа в случае использования газовой смеси. С этой целью установка для непрерывного литья между двумя валками в соответствии с предлагаемым изобретением содержит средства регулирования и контроля параметров подаваемого в кожух газа, установленные в независимых друг от друга контурах питания каналов 19 и 20, представленных схематически на фиг.5. Первый контур 43 питания газом соединен с каналами 19 двух стенок 10 ко50 жуха 3, а второй аналогичный контур 44 одновременно запитывает газом каналы 20. Каждый из контуров 43 и 44 содержит камеру 45 смешения, соединенную с сетью подачи различных газов создания нейт55 ральной атмосферы (в качестве таких газов могут быть использованы, например, аргон, азот и т.п.) при помощи регулируемых клапанов, обеспечивающих возможность регулирования состава смеси, формируемой в камере, и контур распреде 17 26721 ления, содержащий последовательно дистанционно управляемый клапан 46 типа "да-нет", манометр 47 и термометр 48, подогреватель газа 49, второй манометр 50 и второй термометр 5 1 , расходомер 52, расширитель или детандер для регулирования давления подаваемого в кожух 3 газа или газовой смеси через канал 19, и манометр 53. ¥ 18 Оба контура 43 и 44, схематически представленные на фиг.5, могут быть дополнены еще и третьим аналогичным контуром непосредственной подачи инертного газа во внутреннюю полость кожуха 3 установки непрерывного литья между двумя валками в соответствии с предлагаемым изобретением. 10 Ж Фиг. 1 26721 Фиг. 2 Фиг. 3 2672t Фиг* 4 Фнг.5 Упорядник Техред М. Келемеш Коректор О.Обрумар Замовлення 526 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюBarbais Jaques, Pelletier Jean-Marie, Delassus Pierre, Vendeville Ljuc, Pateiski Herhard
Автори російськоюБарбе Жак, Пеллетье Жан-Мари, ДЕЛАССЮ Пьер, ВЕНДЕВИЛЛЬ Люк, Патейски Герхард
МПК / Мітки
МПК: B22D 11/06
Мітки: безперервного, установка, двома, лиття, валками
Код посилання
<a href="https://ua.patents.su/12-26721-ustanovka-dlya-bezperervnogo-littya-mizh-dvoma-valkami.html" target="_blank" rel="follow" title="База патентів України">Установка для безперервного лиття між двома валками</a>
Установка для безперервного лиття тонких металевих виробів
Номер патенту: 26353
Опубліковано: 30.08.1999
Автори: Делассус П'єр, БАРБЕ Жак, Вендевіль Люк
МПК: B22D 11/06
Мітки: тонких, безперервного, установка, лиття, металевих, виробів
Формула / Реферат:
1. Установка для непрерывного литья тонких металлических изделий, содержащая два валка, установленных с возможностью вращения в противоположные стороны и принудительно охлаждаемых изнутри, две боковые стенки перекрытия литейного пространства и средства удержания и прижатия с некоторым усилием боковых стенок перекрытия к торцам валков, отличающаяся тем, что средства удержания содержат толкающую плиту, установленную с возможностью перемещения в...
Установка для безперервного лиття металу
Номер патенту: 24014
Опубліковано: 31.08.1998
Автор: Уолтер Ф.Прег
МПК: B22D 11/06
Мітки: безперервного, металу, установка, лиття
Формула / Реферат:
1. Установка для непрерывного литья металла, содержащая установленные с зазором горизонтальные валки и средства удержания жидкого металла с торцевых сторон валков, выполненные в виде электромагнитов переменного тока, магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, в магнитные плюса другого - вблизи зазора между валками с другой их стороны, отличающаяся тем, что магнитные полюса...
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: пристрій, чавуну, лиття, графітом, безперервного, вертикального, трубних, кулеподібним, заготівок
Формула / Реферат:
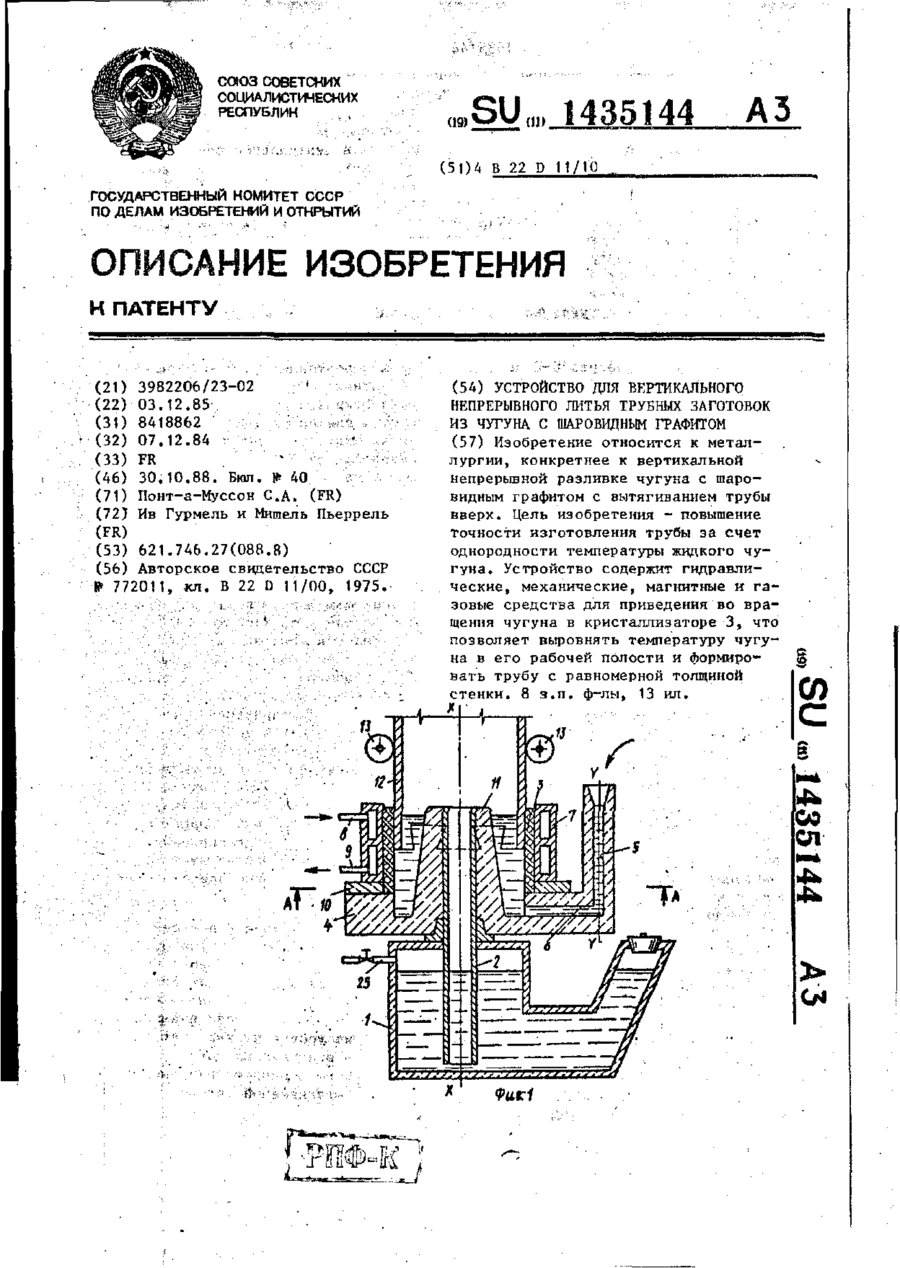
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Установка для безперервного виготовлення листових виробів з полімерних матеріалів
Номер патенту: 14821
Опубліковано: 18.02.1997
Автори: Лелиця Андрій Валерійович, Кузяєв Іван Михайлович, Лимар Володимир Володимирович, Плошенко Іван Григорович
МПК: B29D 7/00
Мітки: виробів, матеріалів, установка, виготовлення, листових, полімерних, безперервного
Формула / Реферат:
Установка для непрерывного изготовления листовых изделий из полимерных материалов с армирующей основой, содержащая станину, сопряженные валки, питатели для подачи материала и клиновое устройство с центральной щелью, образующее с валками рабочий зазор, отличающаяся тем, что клиновое устройство состоит из двух оснований и двух наконечников, при этом основания и наконечники образуют между собой каналы клиновидной формы, расширяющиеся к...
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Бєлякова Лілія Іванівна, Козаченко Станіслав Митрофанович, Богданов Аркадій Іванович, Корягін Олексій Федорович
МПК: B22D 11/04
Мітки: горизонтального, порожнистих, безперервного, заготовок, лиття, кристалізатор
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Наступний патент: Спосіб отримання (s)-(+)-n,n-диметил-3-(1-нафталінілокси)-3-(2-тієніл)пропанаміну
Випадковий патент: Випробувальна станція