Установка для безперервного лиття металу
Формула / Реферат
1. Установка для непрерывного литья металла, содержащая установленные с зазором горизонтальные валки и средства удержания жидкого металла с торцевых сторон валков, выполненные в виде электромагнитов переменного тока, магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, в магнитные плюса другого - вблизи зазора между валками с другой их стороны, отличающаяся тем, что магнитные полюса электромагнитов расположены с возможностью создания магнитного поля, расположенного горизонтально, а средства удержания металла дополнительно содержат магнитопроницаемые крайние части, соответственно расположенные с торцевых сторон валков между магнитными полюсами соответствующих электромагнитов с зазором относительно валков,
2. Установка по п. 1, отличающаяся тем, что электромагниты выполнены с возможностью создания магнитного поля только одной частоты.
3. Установке по п, 1 или 2, отличающаяся тем, что крайние части выполнены из ферромагнитного материала.
4. Установка по любому из пп. 1-3, отличающаяся тем, что к каждой крайней части прикреплен слой высокотемпературной керамики, расположенный вблизи жидкого металла.
5. Установка по п. 4, отличающаяся тем, что каждая крайняя часть снабжена тепловым экраном с жидким охлаждением, расположенным под слоем высокотемпературной керамики.
6. Установка по любому из пп. 1-5, отличающаяся тем, что магнитные полюса каждого электромагнита заходят в осевом направлении соответственно во внутренние пространства валков, ограниченные каждое кольцеобразной крайней частью соответствующего валка, проходящей у соответствующего его торца по окружности.
7. Установка поп. 6, отличающаяся тем. что крайние части валков имеют меньшее магнитное сопротивление переменному магнитному потоку, чем их средние части.
8. Установка по п. 6 или 7, отличающаяся тем. что поверхности средних частей валков выполнены из меди или медного сплава.
9. Установка по любому из пп. 6-8, отличающаяся тем, что крайние части валков выполнены из нержавеющей стали.
10. Установка по любому из пп. 6-8, отличающаяся тем, что крайние части валков выполнены с пазами, расположенными по окружностям этих крайних частей и имеющим меньшее магнитное сопротивление переменному магнитному потоку, чем средние части валков,
11. Установка по п. 10, отличающаяся тем, что пазы заполнены керамикой.
12. Установка по п. 10, отличающаяся тем, что пазы содержат металл с высоким удельным сопротивлением, изолированном от стенок пазов.
13 Установка по п, 12, отличающаяся тем, что пазы содержат нержавеющую сталь.
14. Установка по п. 10, отличающаяся тем, что пазы заполнены пластинами металла с высокой проницаемостью, изолированными друг от друга и от стенок пазов.
15. Установка по любому из пп. 6-8, отличающаяся тем, что крайние части валков содержат несколько колец из материала с меньшим магнитным сопротивлением переменному магнитному потоку, чем средние части валков, причем каждые два соседних кольца крайних частей разделены кольцом из материала с более высоким магнитным сопротивлением переменному магнитному патоку.
16. Установка по п. 15,отличающаяся тем, что кольца крайних частей выполнены из керамики.
17. Установка по п. 15, отличающаяся тем, что кольца крайних частей выполнены из металла с высоким удельным сопротивлением и изолированы от соседних колец и от средней части валкое.
18. Установка по п. 17, отличающаяся тем, что кольца крайних частей выполнены из нержавеющей стали.
19. Установка по п. 15, отличающаяся тем, что кольца крайних частей выполнены из металла с высокой магнитной проницаемостью и изолированы от соседних колец и от средней части валков.
20. Установка по любому из пп. 1-19, отличающаяся тем, что магнитные полюса электромагнитов выполнены регулируемыми с возможностью изменения формы горизонтального переменного магнитного поля между магнитными полюсами.
21. Установка по п. 20, отличающаяся тем,, что магнитные полюса выполнены с возможностью перемещения.
22. Установка по п. 20, отличающаяся тем, что магнитные полюса содержат несколько отдельных элементов, каждый из которых выполнен с возможностью независимого регулирования напряженности магнитного поля.
23. Установка по любому из пп. 1-22, отличающаяся тем, что средства удержания жидкого металла дополнительно содержат датчик, выполненный с возможностью контроля размеров или положения ванны металла, разливаемого между роликами.
24. Установка по п. 23, отличающаяся тем, что средства удержания жидкого металла дополнительно содержат средства регулирования напряженности горизонтального переменного магнитного поля, создаваемого магнитными полюсами, в соответствии с сигналами датчика.
25. Установка по п, 23, отличающаяся тем, что магнитные полюса электромагнитов выполнены кольцевыми, жестко прикреплены к валкам с внутренней стороны внутри их соответствующих крайних частей и расположены вблизи сердечников соответствующих магнитов, не касаясь их.
26. Установка по любому из пп. 1-25, отличающаяся тем, что сердечники электромагнитов имеют трапециевидную форму.
27. Установка по любому из пп. 1-21, отличающаяся тем, что сердечники электромагнитов имеют квадратную форму.
28. Установка по любому из пп. 1-27, отличающаяся тем, что каждый электромагнит имеет две катушки, охватывающие плечи сердечника, соединяющие его с магнитными плюсами.
29. Установка по любому из пп. 1-28, отличающаяся тем, что каждый электромагнит снабжен экраном для экранирования вихревыми токами, окружающим сердечник электромагнита с зазором, предотвращающим образование экраном короткозамкнутого витка.
30. Установка по п. 29, отличающаяся тем, что экран выполнен из металла с низким удельным сопротивлением.
31. Установка поп. 30, отличающаяся тем, что экран выполнен из меди или медного сплава, или алюминия.
32. Установка по любому из пп. 29-31, отличающаяся тем, что экран окружает также катушку соответствующего электромагнита.
33 Установка по любому из пп. 29-32, отличающаяся тем, что каждый электромагнит снабжен вторым экраном для экранирования вихревыми токами, окружающим сердечник и катушку электромагнита с зазором, предотвращающим образование этим вторым экраном короткозамкнутого витка.
34. Установка по п. 33, отличающаяся тем, что второй экран выполнен из металла с низким удельным сопротивлением.
35. Установка по п. 34, отличающаяся тем, что второй экран выполнен из меди или медного сплава, или алюминия.
36. Установка по любому из пп. 29-35, отличающаяся тем, что, по меньшей мере, один из экранов каждого электромагнита снабжен средствами охлаждения.
37. Установка по любому из пп. 1-36, отличающаяся тем, что средства удержания жидкого металла содержат дополнительные магниты, соответственно расположенные с торцевых сторон валков, так, что полюса каждого из них находятся по обе стороны зазора между валками.
Текст
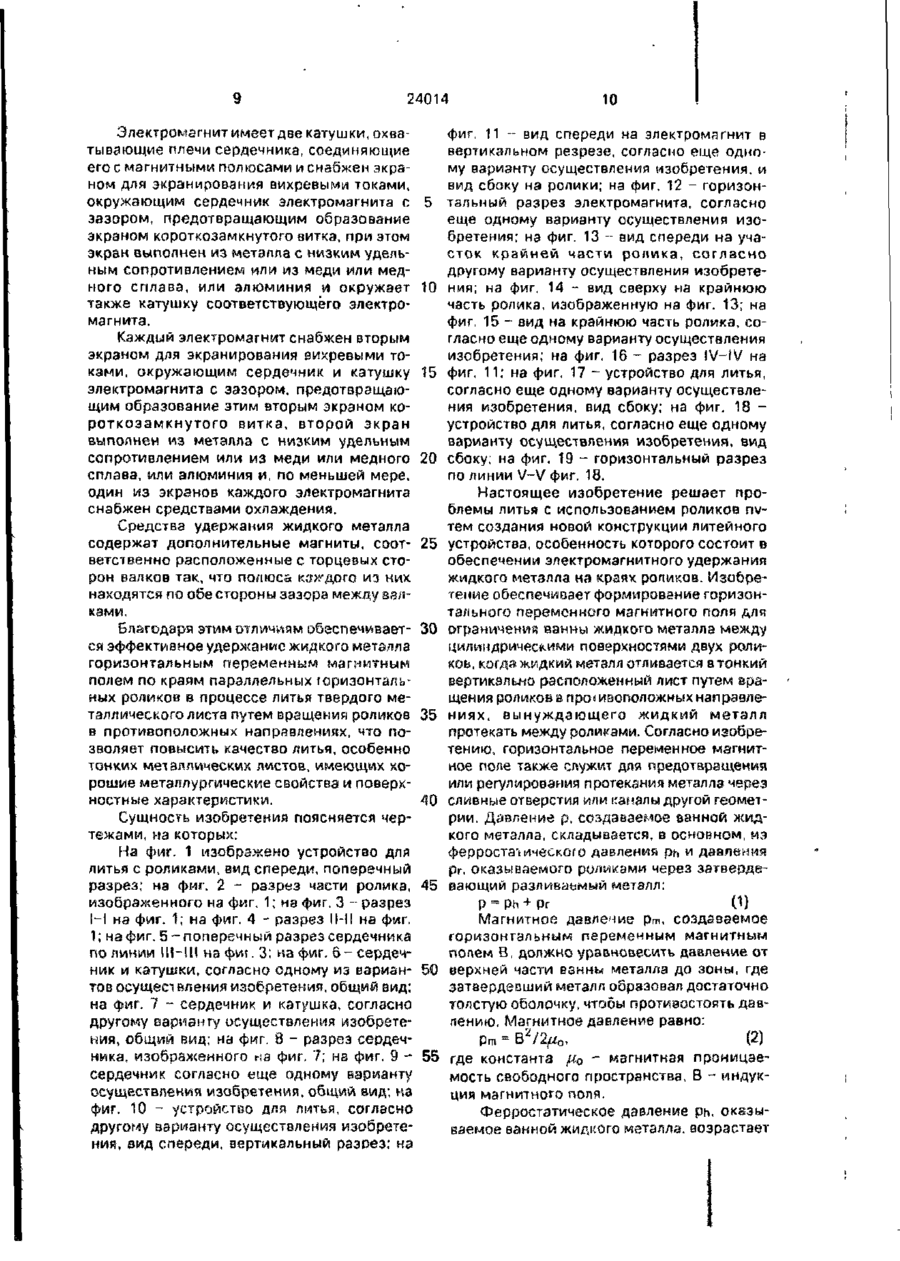
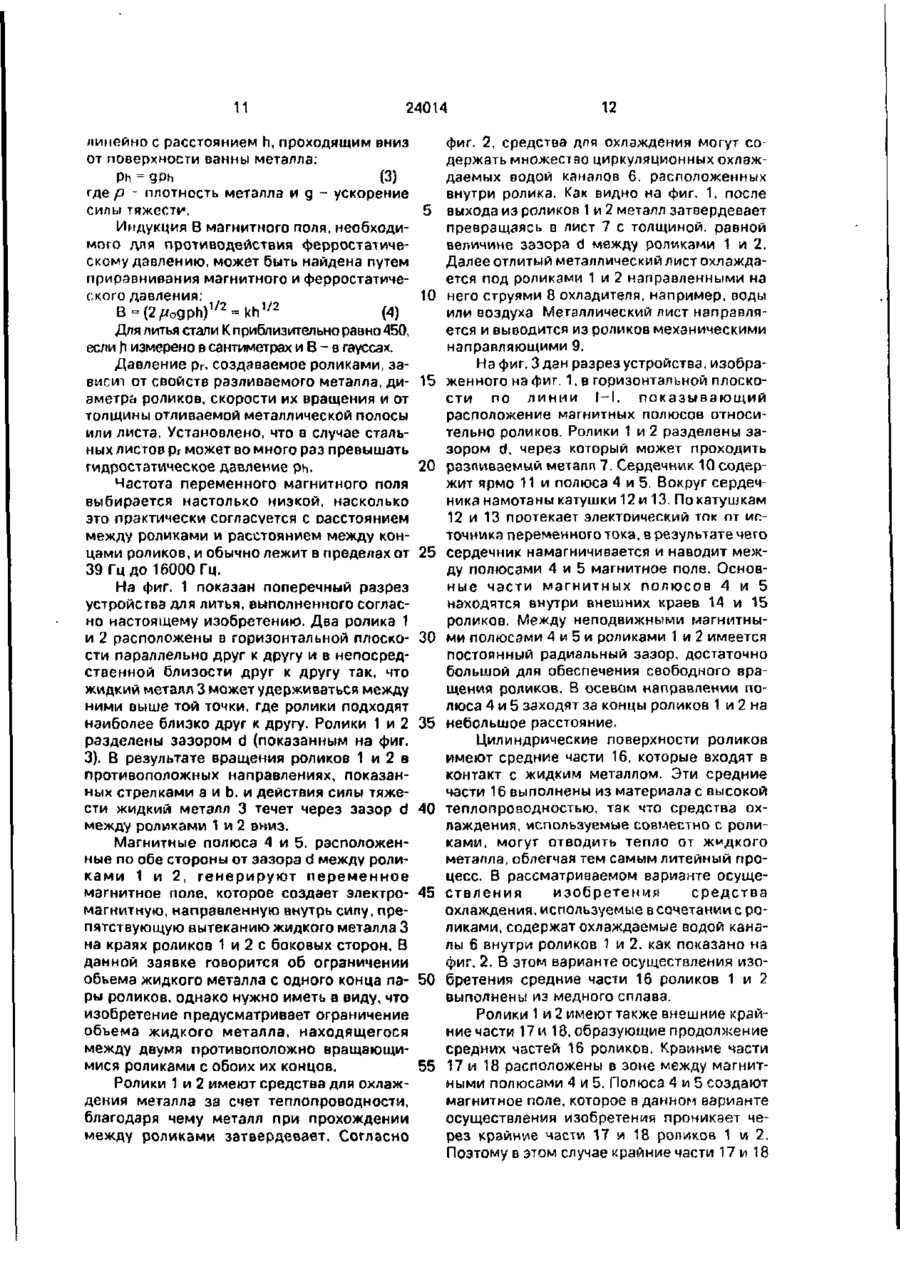
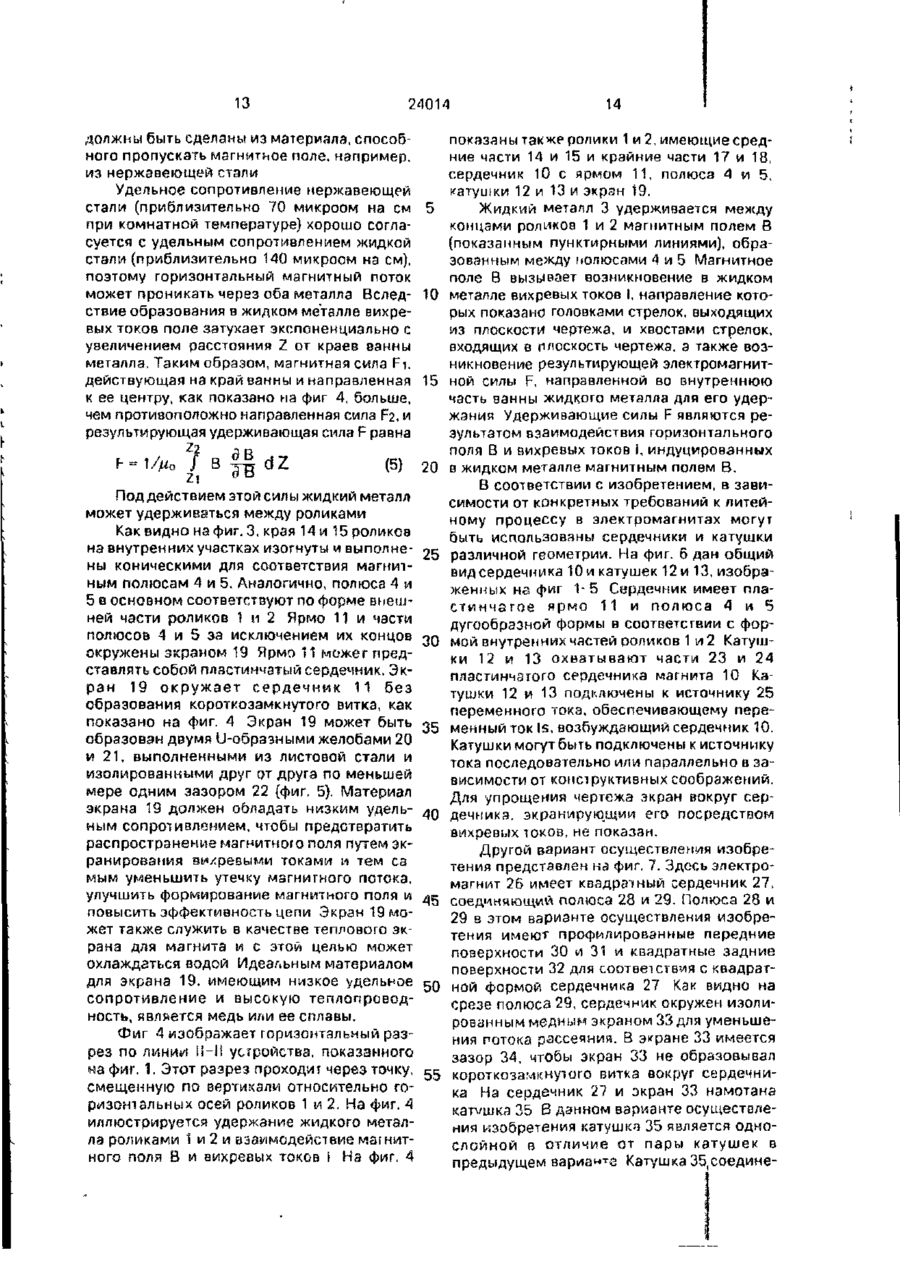
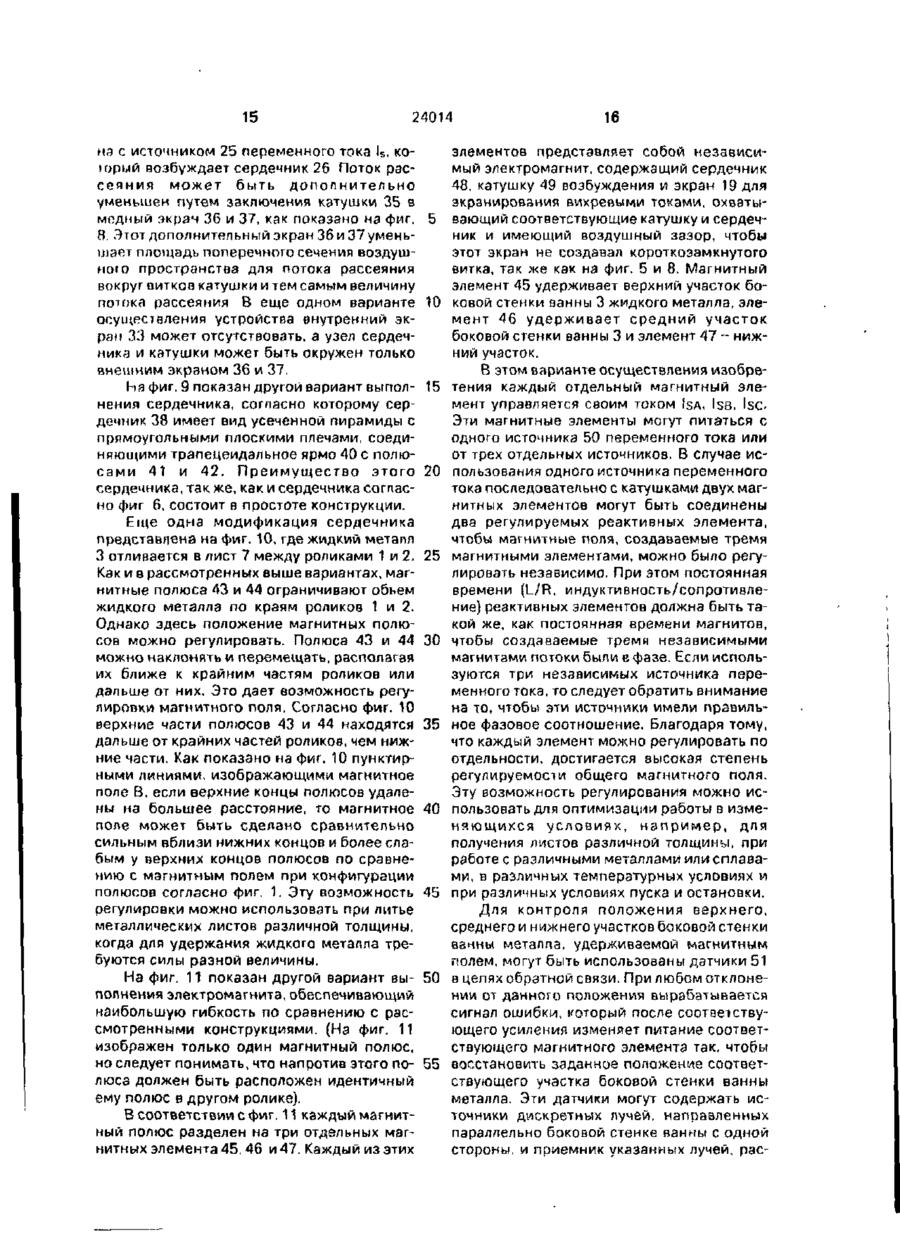
1. Установка для непрерывного литья металла, содержащая установленные с зазором горизонтальные валки и средства удержание жидкого металла с торцевых стерся валков, выполненные в виде электромагнитов переменною тока магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, а магнитные плюса друюго - вблизи зазора между валками с другой их стороны, отличающаяся тем, что магнитные полюса электромагнитов расположены с возможностью создания магнитного поля, расположенного горизонтально, а средства удержания металла дополнительно содержат матнитопроницаемые крайние части соответственно расположенные с торцевых сторон валков между магнитными полюсами соответствующих электромагнитов с зазором относительно валков 2 Установка по п 1, о г л и ч а ю щ а я с я тем, что электромагниты выполнены с возможностью создания магнитного ПОЛИ только одной частоты 3 Установка по п 1 или 2. о т л и ч а ю щ а я с я тем, что крайние часі и выполнены из ферромагнитного материала 4 Установка по любому из пп 1-3, о т п и н а ю щ а я с я тем что к каждой крайней части прикреплен слой высокотемператур керамики расположенный вблизи жидкого металла 5. Установка п о п 4, о т л и ч а ю щ а я с я тем, что каждая крайняя часть снабжена тепловым экраном с жидким охлаждением, расположенным под слоем высокотемпера турной керамики 6 Установка по любому из пп 1-5 о т л и ч а ю щ а я с я тем, чго магнитные полюса каждого электромагнита заходят в осевом напоэвлении соответственно во внутренние пространства валков, ограниченные каждое кольцеобразной крайней частью соответствующего валка, проходящей у соответствующего его топцЭ по окружности 7 Усі знонкэ по п 6, о т л и ч а ю щ а я с Й тем что крайние часі и валков имеют меньшее магнитное сопротивление переменному магнитному потоку, чем их средние часі и 8 Установка по п. о или 7. о т л и ч а ю щ а я с я тем, что поверхности средних частей валков выполнены из меди или медного сплава 9 Установка по любому из пп 6-8, о т п и н а ю щ а я с я гем, что крайние части азлков выполнены из нержавеющей ста ли 10 Установка по любому т пп 6-8. о тл и ч а ю щ а я е й те^, что крайние части валков выполнены с пазами, расположенными по окружностям этих крайних частей и имеющим меньшее магнитное сопротивление переменному магнитному потоку, чем средние части валков. 11 Установка п о п Ш о т л и ч а ю щ а я с я тем что пазы заполнены керамикой. 12. Установка п о п 10, о т л и ч а ю щ а яс я тем, что пазы содержат метагл с высоким уцельным сопротивлением, изолированном от стенок пазов о 24014 1.1 Установка по и 12, о т л и ч а ю щ а яс я тем, что пазы содержат нержавеющую сталь. 14. Установка по п. 10, от л и ча ю щ а яс я тем. чтс пазы заполнены пластинами металла с высокой проницаемостью, изолированными друг от друга и от стенок пазов. 15. Установка по любому из пп. 6-8, о тл и ч а ю щ а я с я тем, что крайние части валков содержат несколько колец из материала с меньшим магнитным сопротивлением переменному магнитному потоку, чем средние части валков, причем каждые два соседних кольца крайних частей разделены кольцом из материала с более высоким магнитным сопротивлением переменному магнитному потоку. 16. Установка по п, 15. о т я и ч а ю щ а яс я тем, что кольца крайних частей выполнены из керамики. 17. Установка по п. 15,отл и ч а ю щ а яс я гем, что кольца крайних частей выполнены из металла с высоким удельным сопротивлением и изолированы от соседних колец и от средней части валков. 18. Установка по п. 17. о т л и ч а ю ща яс я гем, что кольца крайних частей выполнены из нержавеющей стали. 19 Установка по п. 15, о т л и ч а ю щ а яс я тем, что кольца крайних частей выполнены из металла с высокой магнитной проницаемостью и изолированы от соседних колец и от средней части валков. 20. Установка по любому из пп. 1-19, отл и ч а ю щ а я с я тем, что магнитные полюса электромагнитов выполнены регулируемыми с возможностью изменения формы горизонтального переменного магнитного поля между магнитными полюсами. 21. Установка по п. 20, о т л и ч а ю щ а яс я тем, что магнитные полюса выполнены с возможностью перемещения. 22. Установка по п. 20, от л и ч а ю щ а яс я тем, что магнитные полюса содержат несколько отдельных элементов, каждый из которых выполнен с возможностью независимого регулирования напряженности магнитного поля. 23. Установка по любому из пп. 1-22, отл и ч а ю щ а я с я тем, что средства удержания жидкого металла дополнительно содержат датчик, выполненный с возможностью контроля размеров или положения ванны металла, разливаемого между роликами. 24. Установка по п. 23. о т л и ч а ю щ а яс я тем, что средства удержания жидкого металла дополнительно содержат средства регулирования напряженности горизонтального переменного магнитного поля, со здаваемого магнитными полюсами, в соответствии с сигналами датчика. 25. Установка по п. 23, о т л и ч а ю щ а яс я тем, что магнитные полюса электромагнитов выполнены кольцевыми, жестко прикреплены к валкам с внутренней стороны внутри их соответствующих крайних частей и расположены вблизи сердечников соответствующих магнитов, не касаясь их. 26. Установка по любому из пп. 1 -25, о тл и ч а ю щ а я с я тем, что сердечники электромагнитов имеют трапециевидную форму. 27. Установка по любому из пп. 1-21, о тл и ч а ю щ а я с я тем, что сердечники электромагнитов имеют квадратную форму. 28. Устанопка по любому из пп. 1-27, о тл и ч з ю щ а я с я тем, что каждый электромагнит имеет две катушки, охватывающие плечи сердечника, соединяющие его с магнитными плюсами. 29. Установка по любому из пп. 1-28, о т л и ч а ю щ а я с я тем. что каждый электромагнит снабжен экраном для экранирования вихревыми т о к а м и , о к р у ж а ю щ и м сердечник электромагнита с зазором, предотвращающим образование экраном короткозамкнутого витка. 30. Установка по п. 29, о т л и ч з ю щ а яс я тем, что экран выполнен из металла с низким удельным сопротивлением. 31. Установка по п. 30, о т л и ч а ю щ а яс я тем, что экран выполнен из меди или медного сплава, или алюминия. 32. Установка по любому из пп. 29-31, отл и ч а ю щ а я с я тем, что экран окружает также катушку соответствующего электромагнита. 33. Установка по любому из пп. 29-32, о т л и ч а ю щ а я с я тем, что каждый электромагнит снабжен вторым экраном для экранирования вихревыми токами, окружающим сердечник и катушку электромагнита с зазором предотвращающим образование этим вторым экраном короткозамкнутого витка, 34. Установка по п. 33. о т л и ч а ю щ а яс я тем, что второй экран выполнен из металла с низким удельным сопротивлением. 35. Установка по п. 34, о т л и ч а ю щ а яс я тем что второй экран выполнен из меди или медного сплава, или алюминия. 36. Установка по любому из пп. 29-35, о т л и ч а ю щ а я с я тем, что, по меньшей мере, один из экранов каждого электромагнита снабжен средствами охлаждения. 37. Установка по любому из пп. 1-36, о тл и ч э ю щ а я с я тем, что средства удержания жидкого металла содержат дополнительные магниты, соответственно расположенные с торцевых сторон валков, так. что полюса каждого из них находятся по обе стороны зазора между валками. 5 24014 Изобретение относится к литыо металлических листов и в частности касается непрерывного вертикального литья металлических листов между вращающимися в противоположных направлениях роли- 5 ками. Производство стали занимает центральное место в экономике и является одной из наиболее энергоемких отраслей во многих индустриальных странах. Сталелитейные 10 операции включают производство толсто- и тонколистовой стали. Современные сталепрокатные станы обычно позволяют изготовлять тонкие стальные листы путем литья жидкой стали в форму, где она затвердевает 15 при соприкосновении с холодной поверхностью формы. После охлаждения, как правило, водой, циркулирующей в стенках формы в процессе затвердевания стали, сталь удаляется из формы либо в виде слитка, либо в 20 виде непрерывной листовой заготовки. В любом случае твердая сталь получается сравнительно толстой, например, 6 дюймов и более, и должна подвергаться последующей обработке, чтобы уменьшить толщину 25 листа до требуемой величины и улучшить металлургические свойства. Поверхность полученной в форме стали обычно имеет дефекты, такие, как холодные складки, ликвация, горячие трещины и т. п., являющиеся 30 результатом, в первую очередь, контакта между формой и затвердевающей металлической поверхностью. Кроме того, стальной слиток или лист, отлитые таким образом, часто характеризуются сегрегацией в поверх- 35 ностной зоне из-за начального охлаждения металлической поверхности при непосредственном контакте с охладителем. Перед последующи ми этапами обработки прокаткой, прессованием, ковкой и т. д., как 40 правило, требуется удаление поверхностного слоя слитка или листа, чтобы убрать поверхностные дефекты и близкую к поверхности зону ликвации. Эти дополнительные операции усложняют и удорожают 45 производство стали Значительное снижение общей стоимости стальных листов и энергии, требуемой для их производства, по сравнению с существующей практикой может быть достигнуто, если листы можно было бы отливать так, чтобы Они по форме и размеру были близки к требуемому конечному продукту. Это сократит работу прокатного стана и даст в результате большую экономию энергии. В настоящее время разрабатывается несколько технологий, в которых пытаются реализовать эти преимущества путем формирования стальных листов в процессе литья, Устройства, рассматриваемые в сталелитейной промышленности, включают литье стальных листов с помощью роликов. Такие устройства первоначально были задуманы более 100 лет назад Г. Бессемером и описаны в[1],[2]. В соответствии с такими установками литья с использованием роликов стальные листы получаются путем наливания расплавленной стали между двумя вращающимися в противоположных направлениях роликами. Ролики разделены зазором. Вращение роликов заставляет жидкий металл проходить через зазор между ними. Для того, чтобы удерживать жидкий металл на краях роликов, требуются механические упло г нения. Ролики изготавливаются из металла с высокой теплопроводностью, тзкяго как медь или ее сплавы, и охлаждаются водой, чтобы затвердевание оболочки жидкого металла происходило до того, как он пройдет через зазор между роликами. Металл выходит из роликов в виде полосы или листа. Далее этот лист можно охлаждать струями воды или другого подходящего средства. Недостаток таких устройств состоит в том, что механические уплотнения, используемые для удержания расплавленного металла на краях роликов, находятся в физическом контакте как с вращающимися роликами, так и с жидким металлом, и поэтому подвергаются смачиванию, протечкам, забиванию, охлаждению и испытывают большие градиенты температуры. Кроме тоУменьшение толщины стальных листов го, контакт между механическими уплотнеосуществляется на прокатном стане, который представляет собой капитальное обору- 50 ниями и затвердевающим металлом может вызвать образование неровностей вдоль дование, потребляющее большое кромок отлитых таким образом листов» что количество энергии. Поэтому операция просводит на нет преимущества способа лигья катки значительно увеличивает стоимость с помощью роликов. стального листа. В типовой установке стальНаиболее близкой к предлагаемой являную листовую заготовку толщиной 10 дюй- 55 ется установка для непрерывного литья мемов нужно обработать по меньшей мере ка талла, содержащая установленные с десяти прокатных станах, чтобы уменьшить зазором горизонтальные валки и средства ее толщмну. Прокатный стан может иметь удержания жидкого металла с торцевых стодлину полмили и стоить 500 миллионов долрон валков, выполненные в виде электроларов. 24014 мягнитоп переменного тока, магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, а магнитные полюса другого вблизи зазора между валками с другой их стороны [3] Недостатком такого устройства является неэффективное удержание расплавленного металла, так как электромагнитный поток воздействует на него в зоне равных торцов роликов, что приводит к некачественной отливке (неровности, заплывы, раковины на торцах отливаемой полосы), особенно при литье тонких металлических листов. Б основу изобретения положена задача создать усовершенствованную установку для непрерывного литья металла, в которой, путем усовершенствования средства удержания жидкого металла обеспечивается повышение качества отливаемой полосы Поставленная задача решена тем, что в установке для непрерывного литья металла, содержащей установленные с зазором горизонтальные валки и средства удержаний жидкого металла с торцевых сторон валков, выполненные в виде электромагнитов переменного тока, магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, а магнитные полюса другоіо - вблизи зззора между валками с другой их стороны, согласно изобретению, магнитные полюса электромагнитов расположены с возможностью создания магнитного поля, расположенного горизонтально, а средства удержания металла дополнительно содержат магнитопрочицаемые крайние части, соответственно расположенные с торцевых сторон валков между магнитными полюсами соответствующих электромагнитов с зазором относительно валков; электромагниты выполнены с возможностью создания магнитного поля только одной частоты, а крайние части выполнены из ферромагнитного материала и к каждой из них прикреплен слой высокотемпературной керамики, расположенный вблизи жидкого металла, причем каждая крайняя часть снабжена тепловым экраном с жидкостным охлаждением, расположенным под споем высокотемпературной керамики. Магнитные полюса каждого электромагнита заходят в осевом направлении соответственио во внутренние пространства валков, ограниченные каждое кольцеобразной крайней частью соответствующего валка, проходящей у соответствующего его торца по окружности. Крайние части валков имеют меньшее магнитное сопротивление переменному 5 10 15 20 25 30 35 40 45 50 8 магнитному потоку, чем их средние части, поверхности средних частей валков выполнены из меди или медного сплава, а крайние части валков выполнены из нержавеющей стали с пазами, расположенными по окружностям этих крайних частей и имеющим меньшее магнитное сопротивление переменному магнитному потоку, чем средние части валков, пазы заполнены керамикой или содержат металл с высоким удельным сопротивлением, изолированном от стенок пазов, а также нержавеющую сталь Пазы заполнены пластинами металла с высокой проницаемостью, изолированными друг от друга и от сгенок пазов. Крайние части валков содержат несколько колец из материала с меньшим магнитным сопротивлением переменному магнитному потоку, чем средние части валков. причем каждые два соседних кольца крайних частей разделены кольцом из материала с более высоким магнитным сопротивлением переменному магнитному потоку и могут быть выполнены из керамики и из металла с высоким удельным сопротивлением и изолированы от соседних колец и от средней части валков. Кольца крайних частей могут быть выполнены из нержавеющей стали, из металла с высокой магнитной проницаемостью w изолированы от соседних колец и от средней части валков Магнитные полюса электромагнитов выполнены регулируемыми с возможностью изменения формы горизонтального переменного магнитного поля между магнитными полюсами и полюса выполнены с возможностью перемещения и содержат несколько отдельных элементов, каждый из которых выполнен с возможностью независимого регулирования напряженности магнитного поля. Средства удержания жидкого металла дополнительно содержат датчик, выпо'лненный с возможностью контроля размеров или положения ванны металла, разливаемого между роликами, дополнительно содержат средства регулирования напряженности горизонтально переменного магнитного поля, создаваемого магнитными полюсами, в соответствии с сигналами датчиков. Магнитные полюса электромагнитов выполнены кольцевыми, жестко прикрепле55 ны к валкам с внутренней стороны внутри их соответствующих крайних частей и расположены вблизи сердечников соответствующих магнитов, не касаясь их. Сердечники электромагнитов имеют трапециевидную или квадратную форму 24014 Электромагнит имеетдве катушки, охватывающие плечи сердечника, соединяющие его с магнитными полюсами и снабжен экраном для экранирования вихревыми токами, окружающим сердечник электромагнита с 5 зазором, предотвращающим образование экраном короткозамкнутого витка, при этом экран выполнен из металла с низким удельным сопротивлением или из меди или медного сплава, или алюминия и окружает 10 также катушку соответствующего электромагнита. Каждый электромагнит снабжен вторым экраном для экранирования вихревыми токами, окружающим сердечник и катушку 15 электромагнита с зазором, предотвращающим образование этим вторым экраном кор о т к о з а м к н у т о г о витка, второй экран выполнен из металла с низким удельным сопротивлением или из меди или медного 20 сплава, или алюминия и, по меньшей мере, один из экранов каждого электромагнита снабжен средствами охлаждения. Средства удержания жидкого металла содержат дополнительные магниты, соот- 25 ветственно расположенные с торцевых сторон валков так, что полюса каждого из них находятся по обе стороны зазора между валками. Благодаря этим ОТЛИЧИЯМ обеспечивает- 30 ся эффективное удержание жидкого металла горизонтальным переменным магнитным полем по краям параллельных юризонтальных роликов в процессе литья твердого металлического листа путем вращения роликов 35 в противоположных направлениях, что позволяет повысить качество литья, особенно тонких металлических листов, имеющих хорошие металлургические свойства и поверхностные характеристики. 40 Сущность изобретения поясняется чертежами, на которых: На фиг. 1 изображено устройство для литья с роликами, вид спереди, поперечный разрез; на фиг. 2 - разрез части ролика, 45 изображенного на фиг. 1; на фиг. 3 - разрез 1-І на фиг. 1; на фиг. 4 - разрез IHI на фиг, 1; на фиг. 5-поперечный разрез сердечника по ЛИНІЛИ ИМИ на фш. 3; на фиг. 6 - сердечник и катушки, согласно одному из взриан- 50 тов осущест вления изобретения, общий вид; на фиг. 7 - сердечник и катушка, согласно другому варианту осуществления изобретения, общий вид; на фиг. 8 - разрез сердечника, изображенного i-ia фиг. 7; на фиг. 9 - 5 5 сердечник согласно еще одному варианту осуществления изобретения, общий вид; на фиг. 10 - устройство для литья, согласно другому варианту осуществления изобретений, 8ид спереди, вертикальный разрез; на 10 фиг. 11 - вид спереди на электромагнит в вертикальном резрезе, согласно еще одному варианту осуществления изобретения, и вид сбоку на ролики; на фиг. 12 - горизонтальный разрез электромагнита, согласно еще одному варианту осуществления изобретения; на фиг. 13 - вид спереди на участок крайней части ролика, с о г л а с н о другому варианту осуществления изобретения; на фиг. 14 - вид сверху на крайнюю часть ролика, изображенную на фиг. 13; на фиг. 15 - вид на крайнюю часть ролика, согласно еще одному варианту осуществления изобретения; на фиг. 16 - разрез IV—IV на фиг. 11; на фиг. 17 - устройство для литья, согласно еще одному варианту осуществления изобретения, вид сбоку; на фиг. 18 устройство для литья, согласно еще одному варианту осуществления изобретения, вид сбоку; на фиг. 19 - горизонтальный разрез по линии V-V фиг. 18. Настоящее изобретение решает проблемы литья с использованием роликов nvтем создания новой конструкции литейного устройства, особенность которого состоит в обеспечении электромагнитного удержания жидкого металла на краях ропмков. Изобретение обеспечивает формирование горизонтального переменного магнитного поля для ограничений ванны жидкого металла между цилиндрическими поверхностями двух роликов, когда жидкий металл отливается в тонкий вертикально расположенный лист путем вращения роликов в про і ИВОПОЛОЖНЬІХ направлениях, вынуждающего ж и д к и й металл протекать между роликами. Согласно изобретению, горизонтальное переменное магнитное поле также служит для предотвращения или регулирования протекания металла через сливные отверстия или каналы другой геометрии. Давление р, создзааемое ванной жидкого металла, складывается, в основном, из ферроста'їического давления ph и давления рг, оказываемого роликами через затвердевающий разливаемый металл: p = ph+pr (1) Магнитное давление р т , создаваемое горизонтальным переменным магнитным полем В, должно уравновесить давление от верхней части ванны металла до зоны, где затвердевший металл образовал достаточно толстую оболочку, чтобы противостоять давлению. Магнитное давление равно: р т = В 2 /2^ 0 , (2) где константа ро - магнитная проницаемость свободного пространства, В - индукция магнитного поля. Ферростэтическое давление рь. оказываемое ванной жидкого металла, возрастает 11 24014 линейно с расстоянием h, проходящим вниз от поверхности ванны металла: Ph = дрь (3) где р - плотность металла и д - ускорение силы тяжести. 5 Индукция В магнитного поля, необходимого для противодействия ферростатическому давлению, может быть найдена путем приравнивания магнитного и ферростатического давления; 10 В = (2/*ogph) = kh (4) Для литья стали ((приблизительно равно 450, если h измерено в сантиметрах и В - в гауссах. Давление рг, создаваемое роликами, зависит от свойств разливаемого металла, ди- 15 аметрг* роликов, скорости их вращения и от толщины отливаемой металлической полосы или листа. Установлено, что в случае стальных листов рг может во много раз превышать гидростатическое давление ph20 Частота переменного магнитного поля выбирается настолько низкой, насколько это практически согласуется с оасстоянием между роликами и расстоянием между концами роликов, и обычно лежит в пределах от 25 39 Гц до 16000 Гц. На фиг. 1 показан поперечный разрез устройства для литья, выполненного согласно настоящему изобретению. Два ролика 1 и 2 расположены в горизонтальной плоско- 30 сти параллельно друг к другу и в непосредственной близости друг к другу так, что жидкий металл 3 может удерживаться между ними выше той точки, где ролики подходят наиболее близко друг к другу. Ролики 1 и 2 35 разделены зазором d (показанным на фиг. 3). В результате вращения роликов 1 и 2 в противоположных направлениях, показанных стрелками а и Ь, и действия силы тяжести жидкий металл 3 течет через зазор d 40 между роликами 1 и 2 вниз. Магнитные полюса 4 и 5. расположенные по обе стороны от зазора d между роликами 1 и 2, генерируют переменное магнитное поле, которое создает электро- 45 магнитную, направленную внутрь силу, препятствующую вытеканию жидкого металла 3 на краях роликов 1 и 2 с боковых сторон. В данной заявке говорится об ограничении обьема жидкого металла с одного конца па- 50 ры роликов, однако нужно иметь в виду, что изобретение предусматривает ограничение обьема жидкого металла, находящегося между двумя противоположно вращающимися роликами с обоих их концов. 55 Ролики 1 и 2 имеют средства для охлаждения металла за счет теплопроводности, благодаря чему металл при прохождении между роликами затвердевает. Согласно 12 фиг. 2, средства для охлаждения могут содержать множество циркуляционных охлаждаемых водой каналов 6. расположенных внутри ролика. Как видно на фиг. 1, после выхода из роликов 1 и 2 металл затвердевает превращаясь в лист 7 с толщиной, равной величине зазора d между роликами 1 и 2. Далее отлитый металлический лист охлаждается под роликами 1 и 2 направленными на него струями 8 охладителя, например, воды или воздуха Металлический лист направляется и выводится из роликов механическими направляющими 9. На фиг. 3 дан разрез устройства, изображенного на фиг. 1, в горизонтальной плоскости по линии 1-І, показывающий расположение магнитных полюсов относительно роликов. Ролики 1 и 2 разделены зазором d, через который может проходить разливаемый металл 7. Сердечник 10 содержит ярмо 11 и полюса 4 и 5, Вокруг сердечника намотаны катушки 12 и 13. По катушкам 12 и 13 протекает электоический тпк пт игточника переменного тока, в результате чего сердечник намагничивается и наводит между полюсами 4 и 5 магнитное поле. Основные части магнитных полюсов 4 и 5 находятся внутри внешних краев 14 и 15 роликов. Между неподвижными магнитными полюсами 4 и 5 и роликами 1 и 2 имеется постоянный радиальный зазор, достаточно большой для обеспечения свободного вращения роликов. В осевом направлении полюса 4 и 5 заходят за концы роликов 1 и 2 на небольшое расстояние. Цилиндрические поверхности роликов имеют средние части 16, которые входят в контакт с жидким металлом. Эти средние части 16 выполнены из материала с высокой теплопроводностью, так что средства охлаждения, используемые совместно с роликами, могут отводить тепло от жидкого металла, облегчая тем самым литейный процесс. В рассматриваемом варианте осуществления изобретения средства охлаждения, используемые в сочетании с роликами, содержат охлаждаемые водой каналы 8 внутри роликов 1 и 2. как показано на фиг. 2. В этом варианте осуществления изобретения средние части 16 роликов 1 и 2 выполнены \лз медного сплава. Ролики 1 и 2 имеюттакже внешние крайние части 17 и 18, образующие продолжение средних частей 16 роликов, Крайние части 17 и 18 расположены в зоне между магнитными полюсами 4 и 5. Полюса 4 и 5 создают магнитное поле, которое в данном варианте осуществления изобретения проникает через крайние части 17 и 18 роликов 1 и 2, Поэтому в этом случае крайние части 17 и 18 13 24014 14 должны быть сделаны из материала, способпоказаны также ролики 1 и 2, имеющие средного пропускать магнитное поле, например, ние части 14 и 15 и крайние части 17 и 18, из нержавеющей стали сердечник 10 с ярмом 11, полюса 4 и 5, Удельное сопротивление нержавеющей катушки 12 и 13 и экран 19. стали (приблизительно 70 микроом на см 5 Жидкий металл 3 удерживается между при комнатной температуре) хорошо соглаконцами роликов 1 и 2 магнитным полем В суется с удельным сопротивлением жидкой (показанным пунктирными линиями), обрастали (приблизительно 140 микроом на см), зованным между полюсами 4 и 5 Магнитное поэтому горизонтальный магнитный поток поле В вызывает возникновение в жидком может проникать через оба металла Вслед- 10 металле вихревых токов I, направление котоствие образования в жидком металле вихрерых показано головками стрелок, выходящих вых токов поле затухает экспоненциально с из плоскости чертежа, и хвостами стрелок, увеличением расстояния Z от краев ванны входящих в плоскость чертежа, а также возметалла. Таким образом, магнитная сила Fi. никновение результирующей электромагнитдействующая на край ванны и направленная 15 ной силы F, направленной во внутреннюю к ее центру, как показано на фиг 4, больше, часть ванны жидкого металла для его удерчем противоположно направленная сила F2, и жания Удерживающие силы F являются ререзультирующая удерживающая сила F равна зультатом взаимодействия горизонтального поля В и вихревых токов і, индуцированных > / В | Д dZ (5) 20 в жидком металле магнитным полем В. В соответствии с изобретением, в завиПод действием этой силы жидкий металл симости от конкретных требований к литейможет удерживаться между роликами ному процессу в электромагнитах могут Как видно на фиг. 3, края 14 и 15 роликов быть использованы сердечники и катушки на внутренних участках изогнуты и выполне- 25 различной геометрии. На фиг. 6 дан общий ны коническими для соответствия магнитвид сердечника 10 и катушек 12 и 13, изобраным полюсам 4 и 5. Аналогично, полюса 4 и женных на фиг 1-5 Сердечник имеет пла5 в основном соответствуют по форме внешстинчатое ярмо 1 1 и полюса А и 5 ней части роликов 1 и 2 Ярмо 11 и части дугообразной формы в соответствии с форполюсов 4 и 5 за исключением их концов 30 мой внутренних частей роликов 1 и 2 Катушокружены экраном 19 Ярмо 11 можег предки 12 и 13 охватывают части 23 и 24 ставлять собой пластинчатый сердечник. Экпластинчатого сердечника магнита 10 Каран 19 о к р у ж а е т с е р д е ч н и к 11 без тушки 12 и 13 подключены к источнику 25 образования короткозамкнутого витка, как переменного тока, обеспечивающему перепоказано на фиг. 4 Экран 19 может быть 35 менныйток Is. возбуждающий сердечник 10. образован двумя U-образными желобами 20 Катушки могут быть подключены к источнику и 21, выполненными из листовой стали и тока последовательно или параллельно в заизолированными друг от друга по меньшей висимости от коне! руктизных соображений. мере одним зазором 22 (фиг. 5). Материал Для упрощения чертежа экран вокруг серэкрана 19 должен обладать низким удель- 40 дечиика. экранирующий его посредством ным сопротивлением, чтобы предотвратить вихревых токов, не показан. распространение магнитного поля путем экДругой вариант осуществления изобреранирования ви/ревыми токами и тем са тения представлен на фиг. 7. Здесь электромым уменьшить утечку магнитного потока, магнит 26 имеет квадратный сердечник 27. улучшить формирование магнитного поля и 45 соединяющий полюса 28 и 29. Полюса 28 и повысить эффективность цепи Экран С м о 29 в этом варианте осуществления изобрежет также служить в качестве теплового эктения имеют профилированные передние рана для магнита и с этой целью может поверхности 30 и 31 и квадратные задние охлаждаться водой Идеальным материалом поверхности 32 для соответствия с квадратдля экрана 19, имеющим низкое удельное 50 ной формой сердечника 27 Как видно на сопротивление и высокую теплопроводсрезе полюса 29, сердечник окружен изолиность, является медь или ее сплавы. рованным медным экраном 33 для уменьшеФиг А изображает горизонтальный разния потока рассеяний. В экране 33 имеется рез по линии ii-M устройства, показанного зазор 34, чтобы экран 33 не образовывал на фиг. 1. Этот разрез проходит через точку, 55 короткозамкнутого витка вокруг сердечнисмещенную по вертикали относительно гока На сердечник 27 и экран 33 намотана ризонтальных осей роликов 1 и 2. На фиг. 4 катушка 35 В данном варианте осуществлеиллюстрируется удержание жидкого металния изобретения катушка 35 является однола роликами 1 и 2 и взаимодействие маїнитслойной в отличие от пары катушек в ного поля В и вихревых токов і На фиг. 4 предыдущем варнаке Катушка З^соедине 15 24014 16 на с источником 25 переменного тока U. коэлементов представляет собой независигорый возбуждает сердечник 26 Поток расмый электромагнит, содержащий сердечник сеяния может быть дополнительно 48. катушку 49 возбуждения и экран 19 для уменьшен путем заключения катушки 35 в экранирования вихревыми токами, охватымодный экрач 36 и 37, как показано на фиг. 5 вающий соответствующие катушку и сердечВ. Этот дополнительный экран 36 и 37 уменьник и имеющий воздушный зазор, чтобы шает площадь поперечного сечения воздушэтот экран не создавал короткозамкнутого ною пространства для потока рассеяния витка, так же как на фиг. 5 и 8. Магнитный вокруг витков катушки и тем самым величину элемент 45 удерживает верхний участок бопотока рассеяния В еще одном варианте 10 ковой стенки ванны 3 жидкого металла, элеосуществления устройства внутренний экмент 46 удерживает средний участок ран 33 может отсутствовать, а узел сердечбоковой стенки ванны 3 и элемент 47 - нижника и катушки может быть окружен только ний участок. внешним экраном 36 и 37. В этом варианте осуществления изобреha фиг. 9 показан другой вариант выпол- 15 тения каждый отдельный магнитный эленения сердечника, согласно которому сермент управляется своим током ISA, ISB, Isc дечник 38 имеет вид усеченной пирамиды с Эти магнитные элементы могут питаться с прямоугольными плоскими плечами, соедиодного источника 50 переменного тока или няющими трапецеидальное ярмо 40 с полюот трех отдельных источников, В случае иссами 41 и 42. Преимущество этого 20 пользования одного источника переменного сердечника, так же, как и сердечника согластока последовательно с катушками двух магно фиг 6, состоит в простоте конструкции. нитных элементов могут быть соединены Еще одна модификация сердечника два регулируемых реактивных элемента, представлена на фиг. 10, где жидкий металл чтобы магнитные поля, создаваемые тремя 3 отливается в лист 7 между роликами 1 и 2. 25 магнитными элементами, можно было регуКак и в рассмотренных выше вариантах, маглировать независимо. При этом постоянная нитные полюса 43 и 44 ограничивают объем времени (L/R, индуктивность/сопротивлежидкого металла по краям роликов 1 и 2. ние} реактивных элементов должна быть таОднако здесь положение магнитных полюкой же, как постоянная времени магнитов, сов можно регулировать. Полюса 43 и 44 30 чтобы создаваемые тремя независимыми можно наклонять и перемещать, располагая магнитами потоки были е фазе. Если испольих ближе к крайним частям роликов или зуются три независимых источника передальше от них. Это дает возможность регуменного тока, то следует обратить внимание лировки магнитного поля. Согласно фиг. 10 на то, чтобы эти источники имели правильверхние части полюсов 43 и 44 находятся 35 ное фазовое соотношение. Благодаря тому, дальше от крайних частей роликов, чем нижчто каждый элемент можно регулировать по ние части. Как показано на фиг. 10 пунктиротдельности, достигается высокая степень ными линиями, изображающими магнитное регулируемости общего магнитного поля. поле В, если верхние концы полюсов удалеЭту возможность регулирования можно исны на большее расстояние, то магнитное 40 пользовать для оптимизации работы в измеполе может быть сделано сравнительно няю щикся условиях, например, для сильным вблизи нижних концов и более слаполучения листов различной толщины, при бым у верхних концов полюсов по сравнеработе с различными металлами или сплаванию с магнитным полем при конфигурации ми, в различных температурных условиях и полюсов согласно фиг. 1. Эту возможность 45 при различных условиях пуска и остановки. регулировки можно использовать при литье Для контроля положения верхнего, металлических листов различной толщины, среднего и нижнего участков боковой стенки когда для удержания жидкого металла треазины металла, удерживаемой магнитным буются силы разной величины. полем, могут быть использованы датчики 51 На фиг. 11 показан другой вариант вы- 50 в цепях обратной связи. При любом отклонеполнения электромагнита, обеспечивающий нии от данного положения вырабатывается наибольшую гибкость по сравнению с рассигнал ошибки, который после соответствусмотренными конструкциями. (На фиг. 11 ющего усиления изменяет питание соответизображен только один магнитный полюс, ствующего магнитного элемента так, чтобы но следует понимать, что напротив этого по- 55 восстановить заданное положение соответлюса должен быть расположен идентичный ствующего участка боковой стенки ванны ему полюс в другом ролике). металла. Эти датчики могут содержать источники дискретных лучей, направленных В соответствии с фиг. 11 каждый магнитпараллельно боковой стенке ванны с одной ный полюс разделен на три отдельных магстороны, и приемник указанных лучей, раснитных элемента 45.46 и 47. Каждый из этих 17 24C14 положенный с другой стороны (луч прерывается, когда боковая стенка ванны перемещается ближе к магниту). В другом варианте дискретные лучи направляются перпендикулярно боковой стенке взнны, и отраженные 5 от нее лучи принимаются приемником и используются для определения положения этой боковой стенки Датчики могут быть также выполнены в виде переменных конденсаторов, в которых контролируемый уча- 10 сток боковой стенки ванны является одним электродом, а другой электрод расположен на фиксированном расстоянии от боковой стенки параллельно ей. Кроме того, датчик может представлять собой измеритель им- 15 педанса цепи возбуждения магнита, который изменяется с изменением потокосцепления соответствующего участка боковой стенки ванны металла. 20 Еще одна конструкция электромагнита дана на фиг. 12, изображающей горизонтальный разрез одного конца пары роликов. В этой конструкции полюса 52 и 53 имеют форму обручей, находятся внутри роликов 1 и 2 и прикреплены к ним за их крайними частями 17 и 18 соответственно. Таким образом, полюса 52 и 53 будут вращаться вместе с роликами. Между частями 52 и 53 сердечника вблизи зоны, где производится литье, расположен участок 56 экрана 57. Кольцевые полюса 52 и 53 выполнены из ферромагнитного материала. Как и в предыдущих конструкциях, катушка 58 намагничивает ярмо 59 и плечи 54 и 55. Экраны 57 и 60, 61 для экранирования вихревыми токами ограничивают магнитный поток в пределах ярма 59, плеч 54 и 55 сердечника и полюсов 52 и 53, уменьшая поток рассеяния, как описано выше. Экраны 57 и 60, 61 могут служить для теплового экранирования или в качестве средств охлаждения для защиты катушки или магнита. Несмотря на то, что полюса 52 и 53 отделены от плеч 54 и 55 и вращаются с роликами 1 и 2, они намагничиваются благодаря тесной близости к плечам 54 и 55 через сравнительно небольшие зазоры 62 и 63. Преимущество данного варианта выполнения магнита состоит в том, что полюса приближены друг к другу настолько, насколько это возможно физически, т. е. находятся внутри крайних частей роликов. Это упрощает форму магнитного ярма и позволяет использовать различные ярма и катушки, когда ролики 1, 2 и полюса 52, 53 используются при литье металлических листов различной толщины. Например, для литья листов толщиной 0.4 дюйма должен быть применен более мощный магнит, чем для литья листов толщиной 0.04 дюйма. 25 30 35 40 45 50 55 18 Как описано выше и показано на фиг. 3. 4 и 12, магнитное поле проникает через внешние крайние части роликов и ограничивают ванну жидкого металла Настоящее изобретение можно осуществить с роликами, не имеющими специальных крайних час т е й , если и з г о т о в и т ь р о л и к и из соответствующего материала, например, из керамики, который пропускает магнитное поле без возникновения в роликах вихревых токов. Однако в предпочтительном варианте осуществления изобретения наличие в роликах крайних частей обеспечивает формирование магнитного поля путем создания строго определенной границы между областью больших магнитных потоков у края ролика и областью малых магнитных потоков, удаленной от края ролика. При таком формировании достигается лучшее управление магнитным полем, удерживающим боковую стенку ванны жидкого металла. Настоящее изобретение предусматривает формирование магнитного поля при использовании материала с низким удельным сопротивлением, например, меди или медного сплава, для основной части ролика и материала с более высоким удельным сопротивлением для его крайней части. Медь или медный сплав в качестве материала основной части ролика эффективно препятствует проникновению магнитного поля (за исключением пренебрежимо малого слоя на поверхности) и в то же время хорошо отводит тепло от жидкого металла, способствуя его затвердеванию. Крайняя часть ролика должна быть проницаема для магнитного поля, чтобы ограничивать боковую стенку ванны жидкого металла, находящегося между поверхностями двух роликов. Настоящее изобретение предусматривает несколько вариантов выполнения крайней части ролика, обеспечивающих проникновение магнитного поля. В одном из этих вариантов это достигается путем присоединения обода, сделанного из материала с более высоким удельным сопротивлением, например, из нержавеющей стали, к краям медных роликов. Крайние части в виде ободов 17, 18 из нержавеющей стали показаны на фиг. 3, 4 и 12. Эти ободы из нержавеющей стали могут быть прикреплены к медным роликам посредством твердой пайки, болтов или другим путем. Помимо того, что ободы из нержавеющей стали делают возможным прохождение магнитного поля, они обеспечивают гладкую поверхность отливки в случае, когда жидкий металл попадает на обод. Другой вариант выполнения крайней части ролика изображен на фиг. 13 и 14 Ролик 19 24014 64 выполнен из материала с низким удельным сопротивлением, такого, как медь. На краях роликов по их окружности имеется множество пазов 65. Пазы 65 проходят на небольшое расстояние S в осевом направле- 5 нии относительно ролика и предназначены для пропускания магнитного потока э крайней части ролика, определяемой пазами. Пазы могут быть пустыми, однако предпочтительно, чтобы они были заполне- 10 ны материалом с относительно большим удельным сопротивлением, таким, как керамика или нержавеющая сталь, изолированным от стенок пазов, или материалом с высокой магнитной проницаемостью. В ка- 15 честве альтернативы, пазы могут быть заполнены пластинами металла с высокой магнитной проницаемостью, изолированными друг от друга и от стенок пазов. Если пазы пустые, то магнитное поле 20 должно быть сформировано так, чтобы жидкий металл не попадал на пазы. Если же пазы заполнены, то в случае попадания жидкого металла в процессе литья на участок крайней части ролика поверхность листа 25 получается гладкой. Размеры пазов определяются в зависимости от конкретных условий. Преимущество медного ролика, снабженного пазами в крайней части, заключается в низком магнитном сопротивле- 30 нии цепи для магнитного потока, т, е. пазов, заполненных материалом с высокой проницаемостью или воздухом, благодаря чему возможно применение высокочастотного переменного магнитного поля. Например, 35 конструкция ролика с крайними частями в видеободов из нержавеющей стали может работать на относительно низких частотах, например, до 500 Гц, а конструкция ролика с крайними частями, снабженными пазами, 40 может работать в более широком частотном диапазоне, например, вплоть до частот как минимум 16 Гц. Другие варианты выполнения крайней части ролика показаны на фиг. 15 и 16. Фиг. 45 16 дает разрез в горизонтальной плоскости по линии IV—IV фиг. 11, Охлаждаемые водой ролики изготовлены из материала с высокой теплопроводностью, например, из меди. На краях и по окружности роликов имеется од- 50 на или несколько кольцевых надставок 66. Между этими кольцевыми надставками 66 расположены аналогичные кольцевые элементы 67, выполненные из меди. Эти кольца 66 и 67 изолированы друг от друга и при- 55 креплены к роликам 1 и 2 болтами 68, изолированными от колец, чтобы исключить электрический контакт между отдельными кольцами и между кольцами и роликом. Кольцевые надставки 66 имеют то же назна 20 чение, что и пазы 65 в предыдущем варианте, а именно, они предназначены для пропускания магнитного поля в зону ограничения металла. Кольцевые надставки 66 могут быть выполнены из того же материала, что и пазы 65. Надставки 66 могут быть выполнены из изоляционного материала, такого, как керамика, имеющего высокое удельное сопротивление и сравнительно низкую проницаемость, и, соответственно в них не возникает вихревых токов. Надставки 66 могут быть изготовлены из немагнитного металла с высоким удельным сопротивлением, такого, как нержавеющая сталь, имеющая также сравнительно низкую проницаемость, но более высокую теплопроводность, чем керамика. В качестве альтернативного варианта кольцевые надставки 66 могут быть изготовлены из магнитного материала, например, из кремнистой стали, имеющего высокую магнитную проницаемость и умеренную теплопроводность. При выполнении кольцевых надставок из материалов с высокой проницаемостью они сами намагничиваются. Могут быть использованы тонкие изолированные пластины из ферромагнитного материала. Если кольцевые надставки выполнены из нержавеющей стали или из ферромагнитного материала, каждое кольцо должно быть изолировано от соседних медных колец. Переменный магнитный поток, исходящий от магнитного полюса, проникает в ролик через кольца 66 и через тонкий слой в медных кольцах 67. Часть этого потока наводит в жидком металле 3, находящемся между роликами, вихревые токи. В результате взаимодействия потока и вихревых токов в жидком метзлле обеспечивается удержание боковой стенки ванны жидкого металла, находящейся между роликами, как описано выше. Толщина кольцевых надставок 66, их количество и материал, а также параметры магнита рассчитываются так, чтобы удерживать боковые стенки ванны жидкого металла между роликами. При использовании кольцевых надставок из магнитного материала с высокой проницаемостью электромагнитная схема для указанного удержания является наиболее эффективной, В этом случае магнитное сопротивление магнитной цепи определяется главным образом магнитным сопротивлением жидкого металла 3 и небольшим воздушным зазором 69 между кольцами 66 и магнитным полюсом 47, все другие олемеиты конструкции имеют значительно большие воздушные зазоры и, соответственно, больший поток рассеяния. Еще один вариант осуществления изобретения представлен на фиг. 17. Этот вари 21 24014 ант может 6ЬІЇЬ использован, когда условия таковы, что отливаемый металлический лист на выходе из роликов имеет не полностью затвердевшую кромку. Это может иметь ме сто по ряду причин, связанных с особенностями литейного процесса, таких, как необходимость в сильных магнитных полях сравнительно высокой частоты, что влечет за собой сильный нагрев вихревыми токами кромок отливаемого металла, недостаточное охлаждение роликов по краям, большая толщина отливаемого листа, или сочетание этих или иных факторов. На фиг. 17 изображены ролики 1, 2 и жидкий металл 3, как и в рассмотренных выше вариантах, а также полюса 70 и 71, удлиненные настолько, что они проходят ниже соединяющей центры линии, роликов 1 и 2. Достигаемый этим эффект состоит в том, что магнитное поле также являетсл протяженным и простирается ниже указанной линии, благодаря чему увеличивается зона электромагнитов удержания кромок. Силы, действующие на жидкую кромку металлического листа в результате вращения роликов, исчезают, когда лист выходит из роликов. Только гравитационные силы действуют на все еще жидкие кромки листа, которые можно охлаждать потоком газа или струей воды. По мере удаления аиста от роликов магнитные силы между полюсами 70 и 71 уменьшаются, при этом перемещение листа вниз сопровождается затвердеванием его кромки. Однако, если на конечном участке магнитного поля между полюсами 70 и 71 кромка листа не совсем твердая, то можно создать дальнейшее ограничение этой еще жидкой кромки с помощьюдополнительного магнита с полюсами 72 и 73, который увеличивает протяженность магнитного поля ниже роликов 1 и 2 настолько, что лист успевает стать достаточно твердым и может поддерживаться механическими направляющими 9. 5 10 15 20 25 30 35 40 45 Другой вариант осуществления изобретения, изображенный на фиг. 18 и. 19, представляет собой сочетание магнитных и механических средств для удержания жидкого металла на краях роликовой литейной 50 системы. Как было сказано выше, проблема, возникающая при использовании механических уплотнений для удержания жидкого металла нз краях вращающихся в противоположных направлениях роликов, 55 22 заключается в том. что смесь жидкого и затвердевающего металла при вращении роликов закупоривает зону вокруг механических уплотнений Выше также было описано, как согласно изобретению может быть использовано магнитное поле для удержания жидкого металла с боковых сторон. Данный вариант осуществления изобретения использует и механическое уплотнение, и магнитное поле, что дает определенные преимущества. Здесь, как и а ранее рассмотренных вариантах, ролики 1, 2 и полюса 4, 5 удерживают жидкий металп 3, однако между полюсами 4 и 5 расположена механическая перегородка 74. имеющая такую форму, что она удерживает жидкий металл в зоне, где вероятность закупоривания или деформирования отливаемого листа мала, т. е там, где не происходит затвердевания металла из-за близости роликов. Как показано на фиг. 18 и 19, перегородка 74 установлена с зазорами относительно роликов 1 и 2. Затвердевание металла происходит в близких к роликам зонах и забивание этих зон наиболее вероятно. Магнитное поле между полюсами 4 и 5 используется для ограничения жидкого и затвердевающего металла в зазорах между механической перегородкой 74 \л роликами 1 и 2. Перегородка 74 м о ж е т быть в ы п о л н е н а из ферромагнитного ^этериала 75, обеспечивая для мзгъишого потока между полюсами 4 и 5 цепь с мальїіуі магнитным солротивле нием. Обращенная к жидкому металлу сторона перегородки может быть покрыта слоем высокотемпературной керамики 76, закрывающей охлаждаемый водой тепловой экран 77, расположенный перед материалом с высокой магнитной проницаемостью, который может представлять собой стальные пластины или высокотемпературный феррит, Преимущество данного варианта осуществления изобретения состоит в ю л что для него требуется меньше энергии, чем для предыдущих огриэнтов, поскольку магнитное роле вдоль ЖЕ^ДКОГО металла проходит только через зазоры между роликами 1, 2 и перегородкой 74. Кроме того, поскольку объем жидкого мэ^алла, удерживаемый магнитным полем, меньше, уменьшается его нагрев вихревыми токами, Механическая перегородга может иметь различную форму для формирование плотности магнитного потока, соответствующей различным требованиям литейного процесса. 24014 о un л. со 1 і ы zzzzzfczKXXSS г ^ л (М С 24014 О 24014 21 20 ґ -* ] ГУ. .' . Г - '-"* • • И и III! • ; ' • ; , . * і 22 / U ' 1—'» ' Фиг. 5 10 25 4 Источник переменней о тока і фиг. 6 /-25 Источник переменно го тока I Фиг.7 27 30 -35 •37 її)! 36 оо 27 ^ Фиг. 8 - - --—-—оо 34 24014 го о Регулируемый источник тока фиг. 11 •50 \\\\\ \ \ \ \ \ \ \ \ \ \ ч . 12 24014 Фиг. 17 24014 2 74 Упорядник Замовлення 4569 фиг. 19 Техред М.Келемаш Фиг. 18 66 Коректор М. Керецман Тираж Підписне Державно патентне відомство України, 254555, ГСП, Київ-53, Львівська пл , 8 Відкрите акціонерне товарна во "Патент' м Ужгород, аул І агаріча, 101
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/06
Мітки: металу, безперервного, установка, лиття
Код посилання
<a href="https://ua.patents.su/22-24014-ustanovka-dlya-bezperervnogo-littya-metalu.html" target="_blank" rel="follow" title="База патентів України">Установка для безперервного лиття металу</a>
Установка для вакуумування рідкого металу
Номер патенту: 18949
Опубліковано: 25.12.1997
Автори: Горяйнов Генадій Євгенович, Бельський Василь Іванович
МПК: C21C 7/10
Мітки: установка, рідкого, вакуумування, металу
Формула / Реферат:
Установка для вакуумирования жидкого металла, содержащая ковш, вакуумную камеру с патрубками, отличающаяся тем, что в ковш между патрубками вакуумной камеры установлена вертикальная перегородка, выполненная с проемом у днища ковша.
Пристрій для подання металу у установку вертикального безперевного лиття з витягуванням до гори труби
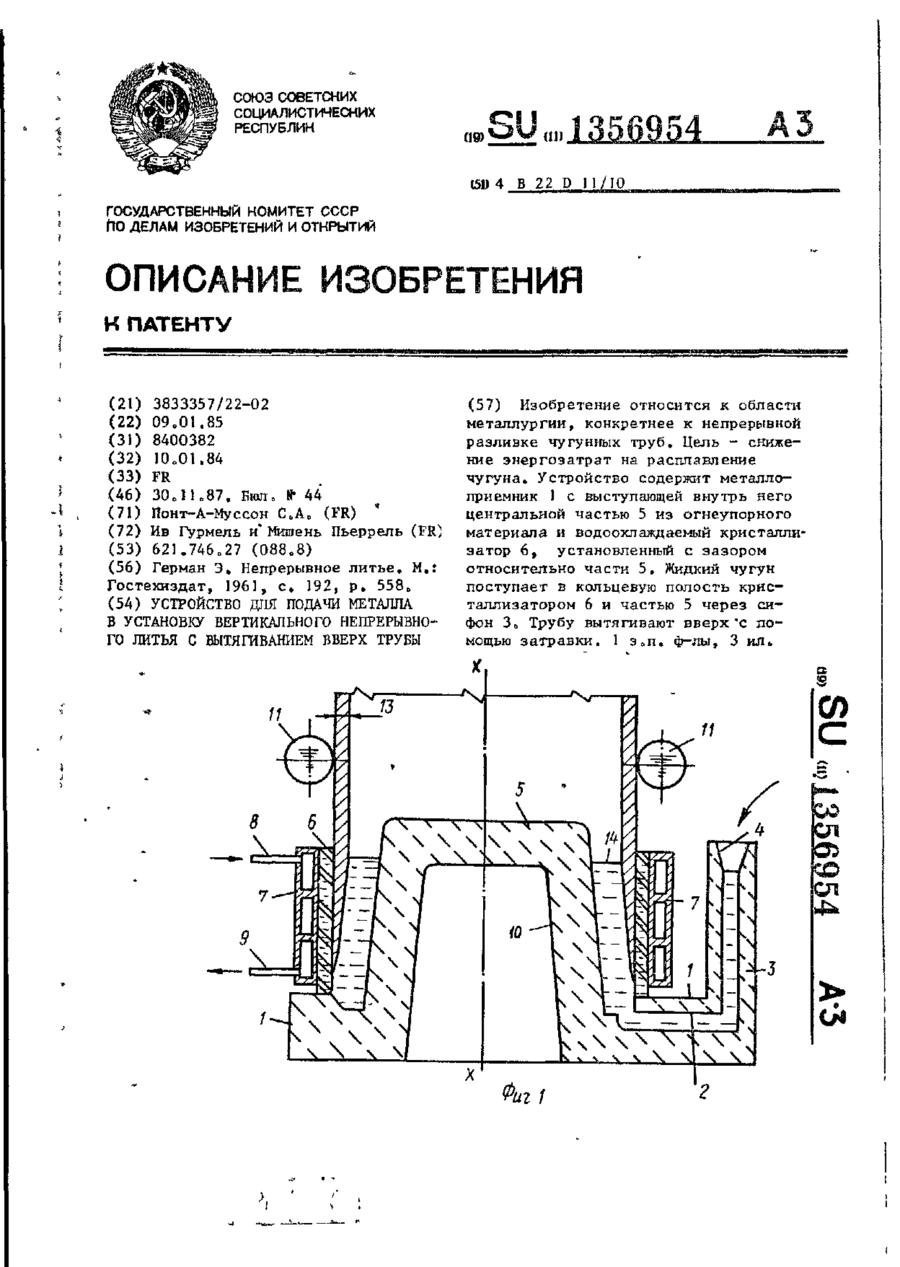
Номер патенту: 5949
Опубліковано: 29.12.1994
Автори: Ів Гурмель, Мішель П'єррель
МПК: B22D 11/10
Мітки: лиття, трубі, металу, витягуванням, вертикального, пристрій, установку, гори, безперевного, подання
Формула / Реферат:
1. Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы, преимущественно чугунной, содержащее мсталлоприемник с выступающей внутрь центральной частью в форме усеченного конуса, установленный с зазором относительно нее водоохлаждаемый кристаллизатор и сифон для подачи жидкого металла, причем в центральной части металлоприемника выполнена внутренняя полость в форме усеченного конуса,...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14
Мітки: безперервного, установка, розливу, металу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Спосіб безперервного лиття трубної заготівки
Номер патенту: 13307
Опубліковано: 28.02.1997
Автори: Зеленський Віктор Михайлович, Голдобін Вячеслав Олександрович, Гольдін Валерій Зінов'євич, Блескун Валерій Пилипович, Іванченко Олександр Денисович
МПК: B22D 11/00
Мітки: трубної, лиття, спосіб, безперервного, заготівки
Формула / Реферат:
(57) Способ непрерывного литья трубной заготовки, включающий подачу жидкого металла в кольцевой зазор между кристаллизатором и дорном, периодическое вытягивание затвердевающей заготовки и возвратно-поступательное перемещение дорна, при этом дорн перемещают в направлении, противоположном вытягиванию за готовки, отличающийся тем, что возвратно-поступательное перемещение дорну сообщают с частотой, равной частоте вытягивания заготовки, и...
Спосіб лиття під низьким тиском і установка для його здійснення
Номер патенту: 13751
Опубліковано: 25.04.1997
Автори: Борисов Георгій Павлович, Шнитко Володимир Костянтинович, Ісайчева Ніна Петрівна, Шейгам Валерій Юрійович
МПК: B22D 18/04
Мітки: низьким, тиском, установка, здійснення, спосіб, лиття
Формула / Реферат:
(57) 1. Способ литья под низким давлением, включающий сборку формы, создание газового давления в камере печи, заполнение формы металлом по металлопроводу через фильтр, кристаллизацию отливки под избыточным давлением, сброс газового давления в камере, печи, раскрытие формы с отливкой, слив остатков жидкого металла из металлопровода, отличающийся тем, что при заполнении формы металлом пропускную способность фильтра увеличивают, а при сливе...
Попередній патент: Енергетична паросилова установка та спосіб регулювання температури пари у двоступінчастому проміжному пароперегрівнику цієї установки
Наступний патент: Клейова композиція холодного твердіння
Випадковий патент: Струминний записуючий пристрій