Спосіб і композиція для виготовлення екологічно безпечного паперу
Формула / Реферат
1. Спосіб виготовлення паперу, який включає:
приготування гранулята з композиції, що містить 70 - 80 мас. % неорганічних мінеральних порошків, 18-29 мас. % поліетилену і 1 - 2 мас.% добавок, шляхом змішування компонентів, екструзії, подрібнення і полімеризації,
подачу гранулята у пристрій для виробництва паперової плівки, що включає принаймні один екструдер і формуючий інструмент з кільцевою вихідною щілиною, при цьому формуючий інструмент має принаймні один вхідний отвір, а кожен із вхідних отворів переходить у внутрішній канал формуючого інструмента, що сполучається з вихідною щілиною формуючого інструмента,
розплавлення гранулята в екструдері, подачу розплавленого гранулята у вхідний отвір формуючого інструмента і формування розплавленого гранулята в рукавну плівку, форма перерізу рукава котрої відповідає формі кільцеподібної вихідної щілини,
охолоджування рукавної плівки,
роздування рукавної плівки і витягування рукавної плівки за її кінець, що забезпечує розтягування рукавної плівки одночасно по двох осях, з отриманням паперу товщиною 73 - 116 мкм.
2. Спосіб за п. 1, який відрізняється тим, що включає введення паперу в фальцювальний пристрій з отриманням складеного в два шари паперу.
3. Спосіб за п. 2, який відрізняється тим, що включає введення паперу в різальний пристрій, котрий розрізає складений у два шари папір на два аркуші паперу.
4. Спосіб за п. 1, який відрізняється тим, що екструдер нагрівають до температури 150-220 °С.
5. Спосіб за п 1, який відрізняється тим, що сформовану в формуючому інструменті рукавну плівку подають вгору.
6. Спосіб за п 1, який відрізняється тим, що рукавну плівку на відстані 30 - 700 мм від вихідної щілини формуючого інструмента охолоджують до температури 80 - 120 °С.
7. Спосіб за п 1, який відрізняється тим, що пристрій для виробництва паперової плівки включає один екструдер і формуючий інструмент, що має вхідний отвір і внутрішній канал.
8. Спосіб за п 1, який відрізняється тим, що пристрій для виробництва паперової плівки включає два екструдери і формуючий інструмент, що має два вхідні отвори і два внутрішні канали.
9. Спосіб за п 1, який відрізняється тим, що пристрій для виробництва паперової плівки включає три екструдери і формуючий інструмент, що має три вхідні отвори і три внутрішні канали.
10. Спосіб за п 3, який відрізняється тим, що папір використовують для виготовлення ламінованого паперу, що має товщину 150 - 450 мкм.
11. Спосіб за п 3, який відрізняється тим, що на папір додатково наносять покриття.
12. Спосіб за п 1, який відрізняється тим, що мінеральні порошки вибирають з групи, яка складається з карбонату кальцію, сульфату кальцію, сульфату барію, каоліну, слюди, оксиду цинку, доломіту, скловолокна, порожнистих скляних кульок, кремнезему, крейди, тальку, пігменту, діоксиду титану, діоксиду кремнію, бентоніту, глини, діатомової землі та їх сумішей.
13. Спосіб за п 1, який відрізняється тим, що поліетилен являє собою поліетилен високої щільності або суміш поліетилену високої щільності і принаймні одного поліетилену, вибраного з групи поліетиленів середньої та низької щільності
14. Спосіб за п. 1, який відрізняється тим, що до добавок належать в'яжучі речовини, мастила, антистатики та їх суміші.
15. Композиція для виготовлення екологічно безпечного паперу, яка відрізняється тим, що містить 70 - 80 мас. % неорганічних мінеральних порошків, 18-29 мас. % поліетилену і 1 - 2 мас. % добавок.
16. Композиція за п. 15, яка відрізняється тим, що неорганічні мінеральні порошки входять в групу, яка складається з карбонату кальцію, сульфату кальцію, сульфату барію, каоліну, слюди, оксиду цинку, доломіту, скловолокна, порожнистих скляних кульок, кремнезему, крейди, тальку, пігментів, діоксиду титану, діоксиду кремнію, бентоніту, глини, діатомової землі та їх сумішей.
17. Композиція за п. 15. яка відрізняється тим, що поліетилен являє собою поліетилен високої щільності або суміш поліетилену високої щільності і принаймні одного поліетилену, вибраного з групи поліетиленів середньої та низької щільності.
18. Композиція за п. 15, яка відрізняється тим, що до добавок належать в'яжучі речовини, мастила, антистатики та їх суміші.
Текст
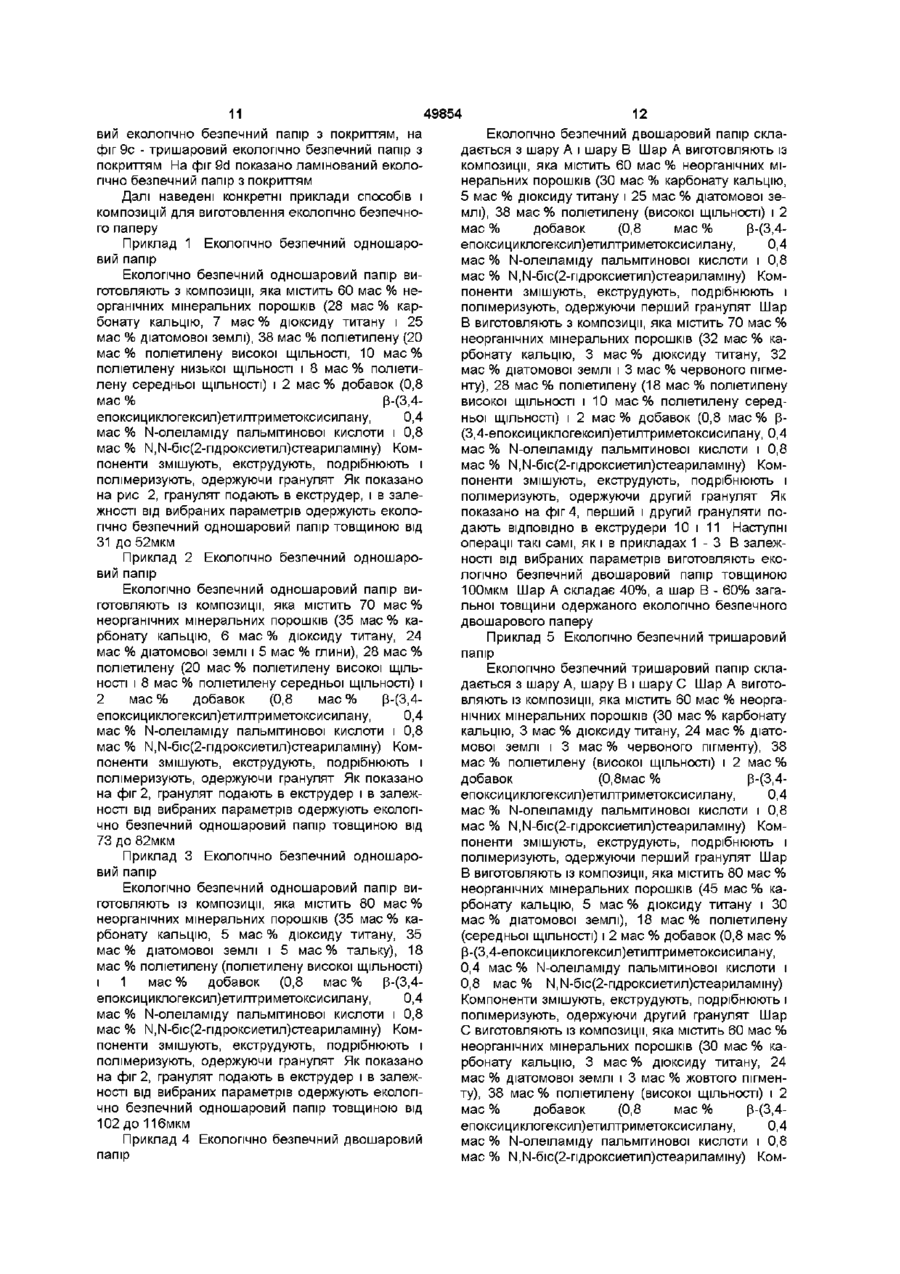
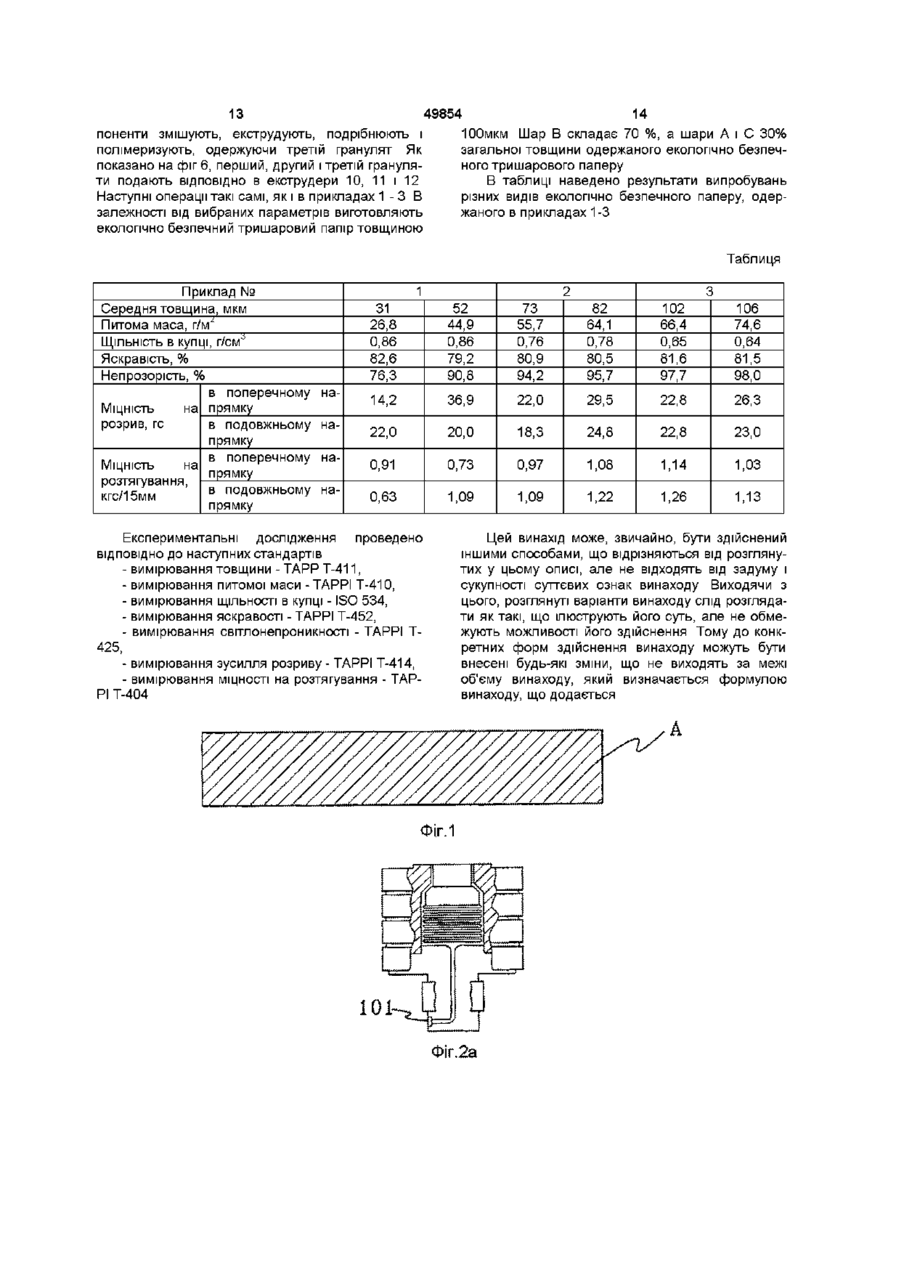
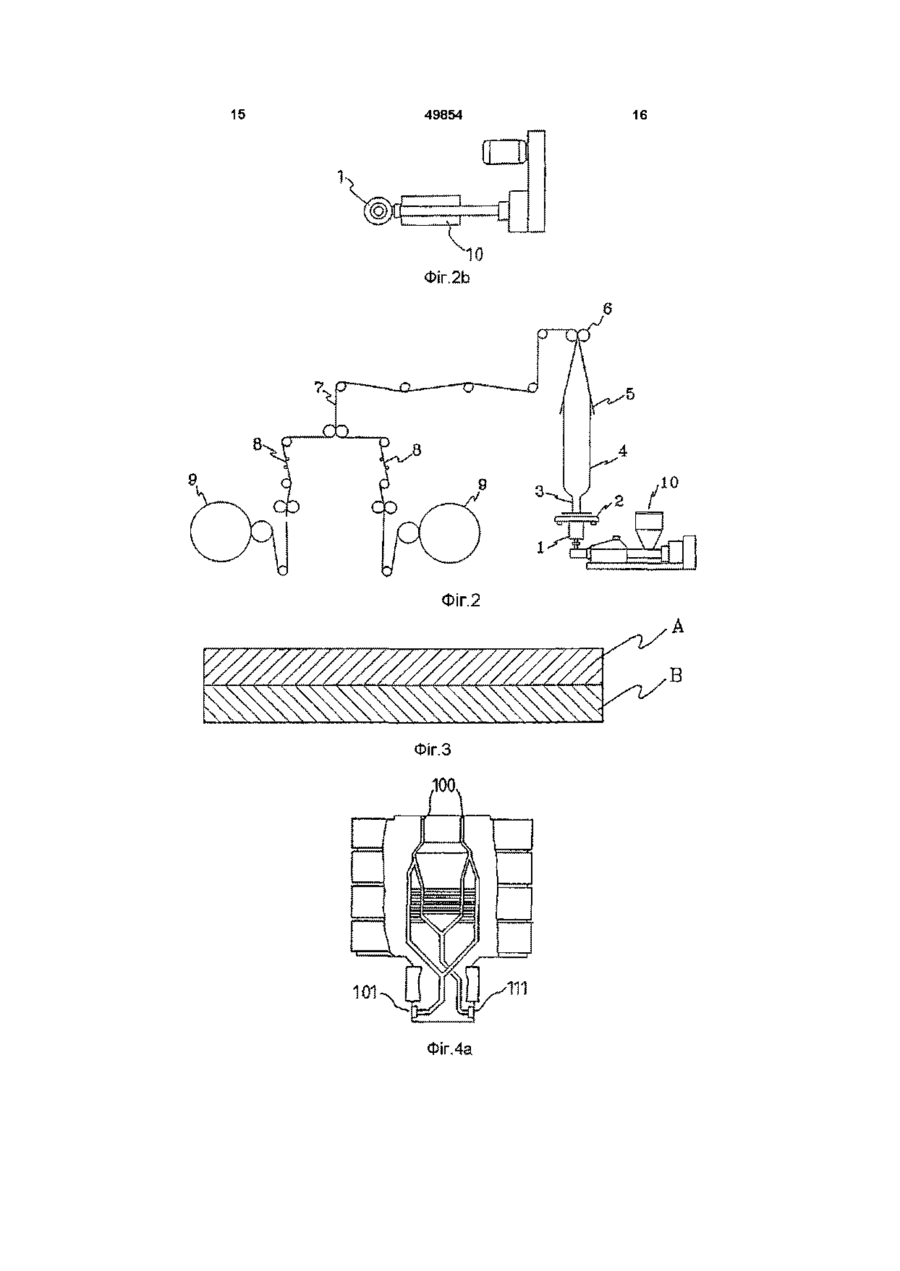
1 Спосіб виготовлення паперу, який включає приготування гранулята з композиції, що містить 70 - 80 мас % неорганічних мінеральних порошків, 1 8 - 2 9 мас % поліетилену і 1 - 2 мас % добавок, шляхом змішування компонентів, екструзії, подрібнення і полімеризації, подачу гранулята у пристрій для виробництва паперової плівки, що включає принаймні один екструдер і формуючий інструмент з кільцевою вихідною щілиною, при цьому формуючий інструмент має принаймні один вхідний отвір, а кожен із вхідних отворів переходить у внутрішній канал формуючого інструмента, що сполучається з вихідною щілиною формуючого інструмента, розплавлення гранулята в екструдері, подачу розплавленого гранулята у вхідний отвір формуючого інструмента і формування розплавленого гранулята в рукавну плівку, форма перерізу рукава котрої відповідає формі кільцеподібної вихідної щілини, охолоджування рукавної плівки, роздування рукавної плівки і витягування рукавної плівки за її кінець, що забезпечує розтягування рукавної плівки одночасно по двох осях, з отриманням паперу товщиною 73 -116 мкм 2 Спосіб за п 1, який відрізняється тим, що включає введення паперу в фальцювальний пристрій з отриманням складеного в два шари паперу 3 Спосіб за п 2, який відрізняється тим, що включає введення паперу в різальний пристрій, котрий розрізає складений у два шари папір на два аркуші паперу 4 Спосіб за п 1, який відрізняється тим, що екструдер нагрівають до температури 150-220 °С 5 Спосіб за п 1, який відрізняється тим, що сформовану в формуючому інструменті рукавну плівку подають вгору 6 Спосіб за п 1, який відрізняється тим, що рукавну плівку на відстані ЗО - 700 мм від вихідної щілини формуючого інструмента охолоджують до температури 80-120 °С 7 Спосіб за п 1, який відрізняється тим, що пристрій для виробництва паперової плівки включає один екструдер і формуючий інструмент, що має вхідний отвір і внутрішній канал 8 Спосіб за п 1, який відрізняється тим, що пристрій для виробництва паперової плівки включає два екструдери і формуючий інструмент, що має два ВХІДНІ отвори і два внутрішні канали 9 Спосіб за п 1, який відрізняється тим, що пристрій для виробництва паперової плівки включає три екструдери і формуючий інструмент, що має три ВХІДНІ отвори і три внутрішні канали 10 Спосіб за п 3, який відрізняється тим, що папір використовують для виготовлення ламінованого паперу, що має товщину 150 - 450 мкм 11 Спосіб за п 3, який відрізняється тим, що на папір додатково наносять покриття 12 Спосіб за п 1, який відрізняється тим, що мінеральні порошки вибирають з групи, яка складається з карбонату кальцію, сульфату кальцію, сульфату барію, каоліну, слюди, оксиду цинку, доломіту, скловолокна, порожнистих скляних кульок, кремнезему, крейди, тальку, пігменту, дюксиду титану, дюксиду кремнію, бентоніту, глини, діатомової землі та їх сумішей 13 Спосіб за п 1, який відрізняється тим, що поліетилен являє собою поліетилен високої ЩІЛЬНОСТІ або суміш поліетилену високої ЩІЛЬНОСТІ І принаймні одного поліетилену, вибраного з групи поліетиленів середньої та низької ЩІЛЬНОСТІ 14 Спосіб за п 1, який відрізняється тим, що до добавок належать в'яжучі речовини, мастила, антистатики та їх суміші 15 Композиція ДЛЯ виготовлення екологічно безпечного паперу, яка відрізняється тим, що містить 70 - 80 мас % неорганічних мінеральних порошків, 1 8 - 2 9 мас % поліетилену і 1 - 2 мас % добавок О ю 00 49854 16 Композиція за п 15, яка відрізняється тим, що неорганічні мінеральні порошки входять в групу, яка складається з карбонату кальцію, сульфату кальцію, сульфату барію, каоліну, слюди, оксиду цинку, доломіту, скловолокна, порожнистих скляних кульок, кремнезему, крейди, тальку, пігментів, дюксиду титану, дюксиду кремнію, бентоніту, глини, діатомової землі та їх сумішей 17 Композиція за п 15 яка відрізняється тим, що поліетилен являє собою поліетилен високої ЩІЛЬНОСТІ або суміш поліетилену високої ЩІЛЬНОСТІ І принаймні одного поліетилену, вибраного з групи поліетиленів середньої та низької ЩІЛЬНОСТІ 18 Композиція за п 15, яка відрізняється тим, що до добавок належать в'яжучі речовини, мастила, антистатики та їх суміші Винахід відноситься до способу виготовлення екологічно безпечного паперу, який містить до 80 мас % неорганічних мінеральних порошків Більш конкретно, винахід відноситься до способу виготовлення паперу з біаксіальдною МІЦНІСТЮ ШЛЯХОМ використання принаймні одного екструдера і формуючого інструмента з кільцевою вихідною щілиною Винахід відноситься також до композиції для виготовлення екологічно безпечного паперу, що містить до 80 мас % неорганічних мінеральних волокон Дотепер відомо багато видів синтетичного паперу Одношаровий і багатошаровий папір з поліпропіленом як основним компонентом і неорганічними мінеральними порошками як наповнювачами виготовляють із сумішей для звичайних пластмасових плівок Під час здійснення способу для виготовлення такого паперу один чи декілька шарів паперу екструдують з допомогою одного екструдера і формують у вигляді листа формуючим інструментом з прямолінійною вихідною щілиною Після розтягування в повздовжньому напрямку лист ламінують іншими листами з обох сторін, а потім витягують в поперечному напрямку В одержаному таким способом багатошаровому папері середній шар розтягнутий у двох напрямках, а ЗОВНІШНІ шари - тільки у одному напрямку Якщо лист, який був розтягнутий в подовжньому напрямку, розтягують в поперечному напрямку, одержаний одношаровий чи багатошаровий папір має біаксіальну МІЦНІСТЬ на розтягування по власній площині Хоча такі види паперу, виготовлені з поліпропілену, і мають деякі переваги, вони все ж поступаються паперу, виготовленому з целюлози Недоліками паперу, виготовленого з поліпропілену, є його погана здатність згинатися, велика різниця між подовжньою і поперечною МІЦНІСТЮ на розрив, або взагалі відсутність здатності до розривання і т ш До того ж папір, виготовлений з поліпропілену, перейшовши у якість сміття, не досить швидко розкладається в природному середовищі Крім того, собівартість синтетичного паперу набагато вища ніж паперу із целюлози 3 огляду на зазначені недоліки синтетичний папір не повністю відповідає потребам споживача кислоти і 0,05 - 5 частин по масі неорганічних порошків стабілізуючої композиції, що містить в основному фенольний стабілізатор Спосіб передбачає замішування компонентів при підвищеній температурі і екструзію при температурі 150 - 250° через кільцеподібну вихідну щілину формуючого інструменту Але спосіб і композиція, які забезпечують одержання потрібних характеристик етиленової плівки, не зовсім підходять для одержання паперу, вимоги до якого наведені вище Задачею винаходу є розробка способу виготовлення екологічно безпечного паперу, який забезпечує зменшення ЩІЛЬНОСТІ паперу від 2г/см3, що відповідає ЩІЛЬНОСТІ висхідної композиції, до 0,5г/см3, що дає економію об'єму сировини до 40% порівняно з целюлозою зі ЩІЛЬНІСТЮ 0,7 - 0,9г/см3 Наступною задачею винаходу є розробка способу виготовлення екологічно безпечного паперу, який має ті ж властивості, що і папір із целюлози, тобто такі ж самі здатність до згинання, жорсткість, світлонепроникність, здатність для друку, поздовжню поперечну МІЦНІСТЬ на розрив Ще однією задачею винаходу є розробка способу виготовлення екологічно безпечного паперу, який при спалюванні не виділяє ні токсичного газу, ні диму, оскільки в ньому міститься дуже незначна КІЛЬКІСТЬ поліетилену високої ЩІЛЬНОСТІ і оскільки папір є таким, що може використовуватися повторно Ще однією задачею винаходу є розробка способу виготовлення екологічно безпечного одношарового паперу, що розкладається в природному середовищі Ще однією задачею винаходу є розробка композиції для використання в зазначеному способі В способі виготовлення паперу поставлена задача вирішена тим, що він включає приготування гранулята з композиції, що містить 70 - 80 мас % неорганічних мінеральних порошків, 18 - 29 мас % поліетилену і 1 - 2 мас % добавок, шляхом змішування компонентів, екструзії, подрібнення і полімеризації, подачу гранулята у пристрій для виробництва паперової плівки, що включає принаймні один екструдер і формуючий інструмент з кільцевою вихідною щілиною, при цьому формуючий інструмент має принаймні один вхідний отвір, а кожен із вхідних отворів переходить у внутрішній канал формуючого інструмента, що сполучається з вихідною щілиною формуючого інструмента, розплавлення гранулята в екструдері, подачу розплавленого гранулята у вхідний отвір формую Найближчим до технічного рішення, що заявляється, по суті є технічне рішення, розкрите в патенті США 4219453 В ньому описано спосіб виготовлення етиленових полімерних плівок з використанням композиції, що містить 1 0 - 6 5 мас % неорганічних мінеральних порошків, 35 - 90 мас % етиленового полімеру і 0,1 - 10 частин по масі неорганічних порошків солі металу або вищої жирної 49854 чого інструмента і формування розплавленого гранулята в рукавну плівку, форма перерізу рукава котрої відповідає формі кільцеподібної вихідної щілини, охолоджування рукавної плівки, роздування рукавної плівки і витягування рукавної плівки за и кінець, що забезпечує розтягування рукавної плівки одночасно по двох осях, з отриманням паперу товщиною 73 - 116мкм В композиції для виготовлення екологічно безпечного паперу поставлена задача вирішена тим, що вона містить 70 - 80 мас % неорганічних мінеральних порошків, 18-29 мас % поліетилену і 1 - 2 мас % добавок Наведені вище ознаки і переваги винаходу будуть краще зрозумілими з посиланнями на креслення, детальний опис і приклади Зрозуміло, що конкретний екологічно безпечний папір, який ілюструє даний винахід, наведено тільки для прикладу і винахід ним не обмежується Далі ознаки і переваги винаходу описані з посиланнями на креслення, де Фіг 1 - схематичне зображення структури одношарового екологічно безпечного паперу, Фіг 2 - технологічна схема способу виготовлення одношарового екологічно безпечного папеРУ, Фіг 2а - зображення з місцевим розрізом формуючого інструменту з кільцевою вихідною щілиною і одним внутрішнім каналом, показаним на фіг 2, Фіг 2Ь - вид зверху формуючого інструменту з кільцевою вихідною щілиною і одного екструдера, показаних на фіг 2, Фіг 3 - схематичне зображення двошарового екологічно безпечного паперу, Фіг 4 - технологічна схема способу виготовлення двошарового екологічно безпечного паперу, Фіг 4а - зображення з місцевим розрізом формуючого інструменту з кільцевою вихідною щілиною і двома внутрішніми каналами, показаними на фіг 4, Фіг 4Ь - вид зверху формуючого інструменту з кільцевою вихідною щілиною і двох екструдерів, показаних на фіг 4, Фіг 5 - схематичне зображення тришарового екологічно безпечного паперу, Фіг 6 - технологічна схема способу виготовлення тришарового екологічно безпечного паперу, Фіг 6а - зображення з місцевим розрізом формуючого інструменту з кільцевою вихідною щілиною і трьома внутрішніми каналами, показаними на фіг 5, Фіг 6Ь - вид зверху формуючого інструменту з кільцевою вихідною щілиною і трьох екструдерів, показаних на фіг 6, Фіг 7а - схематичне зображення структури двійчастого ламінованого екологічно безпечного паперу, Фіг 7Ь - схематичне зображення структури трійчастого ламінованого екологічно безпечного паперу, Фіг 8 - зображення ламшувальної машини, Фіг 9а - схематичне зображення структури одношарового екологічно безпечного паперу з покриттям, Фіг 9Ь - схематичне зображення структури двошарового екологічно безпечного паперу з покриттям, Фіг 9С - схематичне зображення структури тришарового екологічно безпечного паперу з покриттям, Фіг 9d - схематичне зображення структури ламінованого екологічно безпечного паперу з покриттям, Фіг 10 - зображення машини для двостороннього нанесення покриття В способі виготовлення одношарового екологічно безпечного паперу використовується композиція, яка включає 56 - 80 мас % неорганічних мінеральних порошків як головного компоненту, 18 43 мас % поліетилену і 1 - 2 мас % добавок Неорганічні мінеральні порошки включають принаймні два компоненти, вибрані з групи, яка складається з карбонату кальцію, сульфату кальцію, сульфату барію, каоліну, слюди, оксиду цинку, доломіту, скловолокна, порожнистих скляних мікрокульок, кварцу, крейди, тальку, пігменту, дюксиду титану, дюксиду кремнію, бентоніту, глини і діатомової землі і їх сумішей, спечених або неспечених Поліетилен включає поліетилен високої ЩІЛЬНОСТІ або комбінацію поліетилену високої ЩІЛЬНОСТІ І принаймні одного поліетилену, вибраного з групи, яка складається з поліетилену середньої ЩІЛЬНОСТІ (тобто ЛІНІЙНОГО поліетилену низької ЩІЛЬНОСТІ) І поліетилену низької ЩІЛЬНОСТІ Добавки включають звичайні в цій галузі добавки, такі як в'яжучі, мастила, диспергатори і антистатики В'яжучим може бути, наприклад, сипанове в'яжуче, таке як бета-(3,4епоксициклогексил)етилтриметокси-силан Прикладом мастила може бути N-олеіл пальмітинової кислоти, а антистатика N,N-6ic(2пдроксиетил)кокоамш чи N,N-6ic(2пдроксиетил)стеариламін Після операцій змішування, екструдування, подрібнення і полімеризації комбінацію згаданих матеріалів перетворюють на гранулят Як показано на фіг 2 і 2а, гранулят подають в екструдер 10 (в даному випадку один) для одержання паперової плівки Формуючий інструмент 1 з кільцевою вихідною щілиною має на своїй поверхні вхідний отвір, який через внутрішній канал 101 сполучається з вихідною щілиною Після ТОГО, як температуру екструдера 10 доводять до значення, яке вище точки плавлення гранулята, наприклад до 150 - 220°С, гранулят розплавлюється і його подають через вхідний отвір по каналу 101 з допомогою зусиль двох шнеків екструдера 10, що обертаються Розплавлений гранулят видавлюється із кільцевої вихідної щілини формуючого інструмента 1 у вигляді циліндричної паперової рукавної плівки 3 На виході із кільцевої щілини паперова рукавна плівка має температуру 150 - 220°С її охолоджують потоком повітря Краще, коли цей потік вертикально направлений і утворюється охолоджувальними засобами 2, розташованими над вихідною щілиною формуючого інструменту 1 Вертикально направлений потік повітря забезпечує підтримання такої форми паперової рукавної плівки, яку має вихідна щілина формуючого інструменту 1 Для виконання наступної операції способу паперова 49854 рукавна плівка на відстані 700мм від вихідної щілини має бути охолоджена до температури 70 120°С Потім паперову рукавну плівку 3 надувають, наприклад стисненим повітрям, через канал (не показаний) в формуючому інструменті 1 Одночасно один кінець паперової рукавної плівки 3 натягують з допомогою ведучого валка 6 Швидкість обертання ведучого валка 6 регулюють так, щоб паперова рукавна плівка 3 залишалася повітронепроникною Швидкість обертання ведучого валка 6, КІЛЬКІСТЬ екструдованого з екструдера 10 матеріалу і товщину паперової рукавної плівки 3 регулюють таким чином, щоб паперова рукавна плівка З на відстані 200 - 700мм від вихідної щілини формуючого інструмента 1 була роздута в три - ВІСІМ разів Метою надування і натягування є розтягування паперової рукавної плівки 3 одночасно в двох напрямках, повздовжньому і поперечному, для одержання екологічно безпечного паперу 4 зі структурою, яка має біаксіальну МІЦНІСТЬ на розтягування Під час надування ЩІЛЬНІСТЬ екологічно безпечного паперу 4 може бути зменшена від 2г/см3, що відповідає ЩІЛЬНОСТІ ВИСХІДНОЇ КОМПОЗИ3 ЦІЇ, до 0,5г/см , що дозволяє зекономити до 40% об'єму сировини порівняно з целюлозою, що має ЩІЛЬНІСТЬ 0,7 - 0,9г/см3 Завдяки натягуючому зусиллю ведучого валка 6 екологічно безпечний папір 4 втягується у фальцювальний пристрій 5, розташований між ведучим валком 6 і охолоджувальними засобами 2, де він симетрично складається у плоский паперовий лист До функцій ведучого валка 6 належить також витягування сформованої паперової рукавної плівки 3 зі швидкістю обертання, достатньо малою, щоб потік повітря з охолоджувальних засобів 2 рівномірно и обдував і стабілізував, підтримуючи и повітронепроникність з тим, щоб вона рівномірно надувалась Швидкість обертання ведучого валка 6 є також фактором, від якого залежить, в якій мірі плівка з паперу буде розтягнута в подовжньому напрямі і яка буде її товщина Звичайно, швидкість обертання ведучого валка 6 повинна узгоджуватись з КІЛЬКІСТЮ матеріалу, що екструдується з екструдера 10 Складений вдвоє плоский паперовий екологічно безпечний папір подають на ріжучий пристрій 7 для розрізання його на два листи Кожний з отриманих двох листів екологічно безпечного паперу піддають поверхневій обробці з допомогою пристрою для створення коронного розряду 8 для утворення на обох поверхнях екологічно безпечного паперу мікропор, які поліпшують його адгезійну здатність Після цього екологічно безпечний папір намотують на валки 9 У процесі виготовлення одношарового екологічно безпечного паперу витримують товщину паперу в межах ЗО - 150мкм, ширину 0,2 - 3,2м, ЩІЛЬНІСТЬ 0,4-1г/см 3 Об'єктом винаходу є також спосіб виготовлення двошарового екологічно безпечного паперу Різниця МІЖ ЦИМ способом і способом виготовлення одношарового паперу розглядається в двох аспектах Спосіб виготовлення двошарового екологічно безпечного паперу подібний до способу виготовлення одношарового паперу за тим винятком, що 8 замість формуючого інструменту з одним внутрішнім каналом 101 і одним вхідним отвором використовують формуючий інструмент 1 а з двома внутрішніми каналами 101 і 111 і двома вхідними отворами Як показано на фіг 4, 4а і 4Ь, матеріали, що екструдуються екструдерами 10 і 11, подають у внутрішні канали 101 і 111 через їх ВІДПОВІДНІ ВХІДНІ отвори, потім матеріали сходяться в звуженому загальному каналі 100, утворюючи двошаровий матеріал Потім цей двошаровий матеріал формують у паперову рукавну плівку 3 циліндричної форми, пропускаючи його через кільцеву вихідну щілину формуючого інструменту 1 КІЛЬКІСТЬ матеріалу, що екструдується, і внутрішню температуру екструдерів 10 і 11 регулюють таким чином, щоб матеріали з внутрішніх каналів 101 і 111 об'єднувались в двошаровий матеріал Наступні операції способу такі ж, як і в способі виготовлення одношарового паперу Як показано на фіг 3, двошаровий екологічно безпечний папір має шар А з екструдера 10 і шар В з екструдера 11 Висхідна композиція шару А містить 56 - 80 мас % неорганічних мінеральних порошків, 1 0 - 4 3 мас % поліетилену і 1 - 2 мас % добавок Ці компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят, який подають в екструдер 10 Висхідна композиція шару В містить 56 - 80 мас % неорганічних мінеральних порошків, 18-43 мас % поліетилену і 1 - 2 мас % добавок Ці компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят, який подають в екструдер 11 При здійсненні способу виготовлення двошарового екологічно безпечного паперу витримують товщину паперу ЗО - 150мкм і ЩІЛЬНІСТЬ 0,4 1,0г/см3 Співвідношення товщин шарів А і В може бути витримане в потрібних межах, наприклад, 20% шару А і 80% шару В, 50% шару А і 50% шару В, 80% шару А і 20% шару В Двошаровий екологічно безпечний папір може використовуватись для друку, упаковки, оздоблення і т п При необхідності, додаючи в кожний шар різні пігменти, можна виготовити папір з шарами різного кольору (наприклад, один шар світлочервоний, другий світло-жовтий) Двошаровий екологічно безпечний папір має ті ж переваги, що і одношаровий Об'єктом винаходу є також спосіб виготовлення тришарового екологічно безпечного паперу Різниця МІЖ ЦИМ способом і способом виготовлення одношарового паперу розглядається в двох аспектах Спосіб виготовлення тришарового екологічно безпечного паперу подібний до способу виготовлення одношарового паперу за тим винятком, що замість формуючого інструмента з одним внутрішнім каналом 101 і одним вхідним отвором використовують формуючий інструмент з трьома внутрішніми каналами 101, 111 і 121 і трьома вхідними отворами Як показано на фіг 6, ба і 6Ь, матеріали, що екструдуються екструдерами 10, 11 і 12 подають в внутрішні канали 101, 111 і 121 через їх ВІДПОВІДНІ ВХІДНІ отвори, потім матеріали сходяться в звуженому загальному каналі 100, утворюючи тришаровий матеріал Потім цей тришаровий матеріал формують у паперову рукавну плівку 3 ци 49854 ліндричної форми, пропускаючи його через вихідну кільцеву щілину формуючого інструменту 1 КІЛЬКІСТЬ матеріалу, що екструдується, і внутрішню температуру екструдерів 10, 11 і 12 регулюють таким чином, щоб матеріали з каналів 101, 111 і 121 об'єднувались в тришаровий матеріал Наступні операції способу такі ж, як і в способі виготовлення одношарового паперу Як показано на фіг 4, тришаровий екологічно безпечний папір має шар А з екструдера 10, шар В з екструдера 11 і шар С з екструдера 12 Компонентами шару А є 56 - 80 мас % неорганічних мінеральних порошків, 18-43 мас % поліетилену і 1 - 2 мас % добавок Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят, який подається в екструдер 10 Компонентами шару В є 56 - 80 мас % неорганічних мінеральних порошків, 18-43 мас % поліетилену і 1 - 2 мас % добавок Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят, який подається в екструдер 11 Компонентами шару С є 56 - 80 мас % неорганічних мінеральних порошків, 1 8 - 4 3 мас % поліетилену і 1 - 2 мас % добавок Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят, який подається в екструдер 12 При здійсненні способу виготовлення тришарового екологічно безпечного паперу витримують товщину паперу ЗО - 150мкм і ЩІЛЬНІСТЬ 0,4 1,0г/см3 Співвідношення товщин шарів А, В і С може бути витримане в потрібних межах, наприклад, 10 - 25% шару А, 50 - 80% шару В і 10 - 25% шару С Тришаровий екологічно безпечний папір може використовуватись для друку, упаковки, оздоблення і т п При необхідності шляхом додавання в кожний ЗОВНІШНІЙ шар, тобто в шар А і шар С, різних пігментів можна виготовити папір з шарами різного кольору Комбінуванням компонентів шарів А, В і С можна збільшити МІЦНІСТЬ на розрив паперу різного призначення і одночасно шляхом використання підвищеного вмісту неорганічних порошків у шарі В можна значно зменшити собівартість виготовлення паперу Зрозуміло, що спосіб, який є об'єктом даного винаходу, може бути використаний для виготовлення екологічно безпечного паперу з більш ніж трьома шарами Одношаровий, двошаровий, тришаровий і навіть папір більш ніж з трьома шарами, що має товщину ЗО - 150мкм з однаковим або різним складом компонентів може бути ламінований з допомогою ламінувальної машини, показаної на фіг 8, з утворенням двійчастого ламінованого екологічно безпечного паперу (фіг 7а) або трійчастого ламінованого екологічно безпечного паперу (фіг 7Ь) товщиною 150 - 450мкм Одношаровий, двошаровий, тришаровий і навіть папір більш ніж з трьома шарами, виготовлений згідно з даним винаходом, може бути ламінований для одержання ламінованого екологічно безпечного паперу особливого призначення Як показано на фіг 8, перший лист екологічно безпечного паперу з живильного рулону 21 за допомогою направляючого пристрою подається на пристрій для нанесення клею 13, де на одну поверхню 10 першого екологічно безпечного паперу наноситься клей, після чого цей лист подається в сушильну камеру 14 Після ТОГО, ЯК клей на першому листі екологічно безпечного паперу висохне, його з'єднують другим листом екологічно безпечного паперу, який з живильного рулону 22 подається на пресуючий валок 15, утворюючи двійчастий ламінований екологічно безпечний папір Далі двійчастий ламінований екологічно безпечний папір з допомогою декількох направляючих пристроїв подають на усадочний пристрій 19 для того, щоб відбулася усадка паперу за рахунок його охолодження Після ЦЬОГО двійчастий ламінований екологічно безпечний папір проходить через регулятор натягу 20 і змотується в рулон 24 В іншому варіанті ламінований двійчастий ламінований екологічно чистий папір перед проходженням через усадочний пристрій 19 за допомогою кількох направляючих пристроїв спочатку може бути поданий на пристрій для нанесення клею 16, де на нього наноситься клей Покритий клеєм папір подають в сушильну камеру 17 для висушування клею Після чого двійчастий ламінований екологічно безпечний папір подають на пресуючий валок 18 і з'єднують з третім листом екологічно безпечного паперу, який подається з живильного рулону 23, одержуючи трійчастий ламінований екологічно безпечний папір Цей папір потім подають з допомогою декількох направляючих пристроїв на усадочний пристрій 19, щоб відбулася усадка паперу за рахунок його охолодження Після цього трійчастий ламінований екологічно безпечний папір проходить через регулятор натягу 20 і змотується в рулон 24 Екологічно безпечний папір, виготовлений згідно з цим винаходом, може використовуватись для друку, упаковки і оздоблення Деякі види цього паперу можуть використовуватись без попередньої обробки, деякі потребують відповідної попередньої обробки, наприклад, глянцювання або матування для особливих потреб Для нанесення покриття на поверхню паперу можуть використовуватись суміші як на основі води, так і на безводній основі До складу суміші для нанесення покриття на основі води входить акрилова смола, ізопропанол, ПОЛІВІНІЛОВИЙ спирт, глина, антистатик, 28% водяний аміачний розчин, чиста вода і вінілацетат Як показано на фіг 10, екологічно безпечний папір з живильного рулону 25 подається на пристрій для створення коронного розряду 26, де він обробляється розрядом високої інтенсивності для утворення численних мікропор на обох поверхнях, які покращують адгезивну здатність паперу під час нанесення покриття Папір пропускають через дві групи покривачів 27 (по три покривача в групі), завдяки чому належно контролюється товщина покриття Покритий папір подають на сушильні валки 28 з дзеркально відполірованою поверхнею, що забезпечує швидке висихання покриття і надає поверхні покриття глянцю В іншому варіанті папір може бути поданий на матувальний валок для матування поверхні Готовий папір змотується в рулон ЗО На фіг 9а показано одношаровий екологічно безпечний папір з покриттям, на фіг 9Ь - двошаро 11 49854 вий екологічно безпечний папір з покриттям, на фіг 9с - тришаровий екологічно безпечний папір з покриттям На фіг 9d показано ламінований екологічно безпечний папір з покриттям Далі наведені конкретні приклади способів і композицій для виготовлення екологічно безпечного паперу Приклад 1 Екологічно безпечний одношаровий папір Екологічно безпечний одношаровий папір виготовляють з композиції, яка містить 60 мас % неорганічних мінеральних порошків (28 мас % карбонату кальцію, 7 мас % дюксиду титану і 25 мас % діатомової землі), 38 мас % поліетилену (20 мас % поліетилену високої ЩІЛЬНОСТІ, 10 мас % поліетилену низької ЩІЛЬНОСТІ і 8 мас % поліетилену середньої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8 мас % Р-С3.4 епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят Як показано на рис 2, гранулят подають в екструдер, і в залежності від вибраних параметрів одержують екологічно безпечний одношаровий папір товщиною від 31 до 52мкм Приклад 2 Екологічно безпечний одношаровий папір Екологічно безпечний одношаровий папір виготовляють із композиції, яка містить 70 мас % неорганічних мінеральних порошків (35 мас % карбонату кальцію, 6 мас % дюксиду титану, 24 мас % діатомової землі і 5 мас % глини), 28 мас % поліетилену (20 мас % поліетилену високої ЩІЛЬНОСТІ І 8 мас % поліетилену середньої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8 мас % р-(3,4епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят Як показано на фіг 2, гранулят подають в екструдер і в залежності від вибраних параметрів одержують екологічно безпечний одношаровий папір товщиною від 73 до 82мкм Приклад 3 Екологічно безпечний одношаровий папір Екологічно безпечний одношаровий папір виготовляють із композиції, яка містить 80 мас % неорганічних мінеральних порошків (35 мас % карбонату кальцію, 5 мас % дюксиду титану, 35 мас % діатомової землі і 5 мас % тальку), 18 мас % поліетилену (поліетилену високої ЩІЛЬНОСТІ) І 1 мас % добавок (0,8 мас % Р-(3,4епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи гранулят Як показано на фіг 2, гранулят подають в екструдер і в залежності від вибраних параметрів одержують екологічно безпечний одношаровий папір товщиною від 102 до 116мкм Приклад 4 Екологічно безпечний двошаровий папір 12 Екологічно безпечний двошаровий папір складається з шару А і шару В Шар А виготовляють із композиції, яка містить 60 мас % неорганічних мінеральних порошків (ЗО мас % карбонату кальцію, 5 мас % дюксиду титану і 25 мас % діатомової землі), 38 мас % поліетилену (високої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8 мас % Р-(3,4епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи перший гранулят Шар В виготовляють з композиції, яка містить 70 мас % неорганічних мінеральних порошків (32 мас % карбонату кальцію, 3 мас % дюксиду титану, 32 мас % діатомової землі і 3 мас % червоного пігменту), 28 мас % поліетилену (18 мас % поліетилену високої ЩІЛЬНОСТІ і 10 мас % поліетилену середньої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8 мас % р(3,4-епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи другий гранулят Як показано на фіг 4, перший і другий грануляти подають ВІДПОВІДНО в екструдери 10 і 11 Наступні операції такі самі, як і в прикладах 1 - З В залежності від вибраних параметрів виготовляють екологічно безпечний двошаровий папір товщиною ЮОмкм Шар А складає 40%, а шар В - 6 0 % загальної товщини одержаного екологічно безпечного двошарового паперу Приклад 5 Екологічно безпечний тришаровий папір Екологічно безпечний тришаровий папір складається з шару А, шару В і шару С Шар А виготовляють із композиції, яка містить 60 мас % неорганічних мінеральних порошків (ЗО мас % карбонату кальцію, 3 мас % дюксиду титану, 24 мас % діатомової землі і 3 мас % червоного пігменту), 38 мас % поліетилену (високої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8мас % р-(3,4епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи перший гранулят Шар В виготовляють із композиції, яка містить 80 мас % неорганічних мінеральних порошків (45 мас % карбонату кальцію, 5 мас % дюксиду титану і ЗО мас % діатомової землі), 18 мас % поліетилену (середньої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8 мас % Р-(3,4-епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Компоненти змішують, екструдують, подрібнюють і полімеризують, одержуючи другий гранулят Шар С виготовляють із композиції, яка містить 60 мас % неорганічних мінеральних порошків (ЗО мас % карбонату кальцію, 3 мас % дюксиду титану, 24 мас % діатомової землі і 3 мас % жовтого пігменту), 38 мас % поліетилену (високої ЩІЛЬНОСТІ) І 2 мас % добавок (0,8 мас % Р-(3,4епоксициклогексил)етилтриметоксисилану, 0,4 мас % N-олеіламіду пальмітинової кислоти і 0,8 мас % г\І,г\І-біс(2-пдроксиетил)стеариламіну) Ком 14 13 49854 поненти змішують, екструдують, подрібнюють і ЮОмкм Шар В складає 70 %, а шари А і С 30% полімеризують, одержуючи третій гранулят Як загальної товщини одержаного екологічно безпечпоказано на фіг 6, перший, другий і третій грануляного тришарового паперу ти подають ВІДПОВІДНО в екструдери 10, 11 і 12 В таблиці наведено результати випробувань Наступні операції такі самі, як і в прикладах 1 - З В різних видів екологічно безпечного паперу, одерзалежності від вибраних параметрів виготовляють жаного в прикладах 1-3 екологічно безпечний тришаровий папір товщиною Таблиця Приклад № Середня товщина, мкм Питома маса, г/м^ 5 ЩІЛЬНІСТЬ В купці, г/см' Яскравість, % Непрозорість, % в поперечному МІЦНІСТЬ на прямку розрив, ге в подовжньому прямку в поперечному МІЦНІСТЬ на прямку розтягування, в подовжньому кгс/15мм прямку 1 2 3 31 26,8 0,86 82,6 76,3 нананана 52 44,9 0,86 79,2 90,8 73 55,7 0,76 80,9 94,2 82 64,1 0,78 80,5 95,7 102 66,4 0,65 81,6 97,7 106 74,6 0,64 81,5 98,0 14,2 36,9 22,0 29,5 22,8 26,3 22,0 20,0 18,3 24,8 22,8 23,0 0,91 0,73 0,97 1,08 1,14 1,03 0,63 1,09 1,09 1,22 1,26 1,13 Експериментальні дослідження проведено ВІДПОВІДНО до наступних стандартів - вимірювання товщини - ТАРР Т-411, - вимірювання питомої маси - ТАРРІ Т-410, - вимірювання ЩІЛЬНОСТІ в купці - ISO 534, - вимірювання яскравості - ТАРРІ Т-452, - вимірювання світлонепроникності - ТАРРІ Т425, - вимірювання зусилля розриву - ТАРРІ Т-414, - вимірювання МІЦНОСТІ на розтягування - ТАРРІ Т-404 Цей винахід може, звичайно, бути здійснений іншими способами, що відрізняються від розглянутих у цьому описі, але не відходять від задуму і сукупності суттєвих ознак винаходу Виходячи з цього, розглянуті варіанти винаходу слід розглядати як такі, що ілюструють його суть, але не обмежують можливості його здійснення Тому до конкретних форм здійснення винаходу можуть бути внесені будь-які зміни, що не виходять за межі об'єму винаходу, який визначається формулою винаходу, що додається ФІГ.1 Фіг.2а 15 16 49854 10 Фіг.2Ь Фіг.2 А Фіг.4а 17 18 Фіг. 4b ФІГ.4 С 111 Фіг.ба 19 49854 ФІГ.бЬ ФІГ.б Фіг.7а Фіг.7Ь 20 22 23 // A ///'// ///////%/////////// 20 / //////// ///////// Фіг.9а Фіг.9Ь D Фіг.Зсі 23 49854 29 28 28 28 ФІГ.10 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and composition for making environment-friendly paper
Назва патенту російськоюСпособ и композиция для изготовления экологически безопасной бумаги
МПК / Мітки
МПК: B29C 47/00, B32B 29/00
Мітки: безпечного, екологічної, спосіб, композиція, виготовлення, паперу
Код посилання
<a href="https://ua.patents.su/12-49854-sposib-i-kompoziciya-dlya-vigotovlennya-ekologichno-bezpechnogo-paperu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і композиція для виготовлення екологічно безпечного паперу</a>
Композиція добавки для виготовлення паперу, спосіб її приготування (варіанти) та спосіб проклейки паперу
Номер патенту: 46037
Опубліковано: 15.05.2002
Автори: Пьяцца Едуардо А., Ментзер Мерле Дж.
МПК: C09D 103/00, D21H 17/00
Мітки: приготування, композиція, варіанти, виготовлення, спосіб, паперу, добавки, проклейки
Формула / Реферат:
1. Композиція добавки для виготовлення паперу, що містить двофазову суспензію набухлого крохмалю з вмістом сухої речовини приблизно від 0,5 до приблизно 30 ваг. %, причому зварений набухлий об'єм становить приблизно від 1,6 мл/г до приблизно 100 мл/г, а вміст зварених розчинних речовин приблизно від 0,5 до приблизно 50 ваг. %.2. Композиція за п. 1, яка відрізняється тим, що зварений набухлий об'єм становить приблизно від 4 мл/г до...
Спосіб прискореного та екологічно безпечного контролю ростових властивостей сухого живильного середовища для культивування мікобактерій
Номер патенту: 49440
Опубліковано: 16.09.2002
Автор: Кассіч Володимир Юрійович
МПК: A61K 39/04
Мітки: екологічної, мікобактерій, ростових, культивування, безпечного, спосіб, живильного, середовища, прискореного, сухого, властивостей, контролю
Формула / Реферат:
Спосіб прискореного та екологічно безпечного контролю ростових властивостей сухого живильного середовища для культивування мікобактерій, що включає розчинення сухого середовища стерильною дистильованою водою та стерилізацію (коагуляцію) його в апараті АСІС з подальшим контролем його біологічної активності (ростових властивостей), який відрізняється тим, що як культури тест-штамів використовують культури не патогенних для тварин атипових...
Спосіб виготовлення паперу, переважно для офсетного друку
Номер патенту: 49567
Опубліковано: 16.09.2002
Автори: Кувелас Георгій Олегович, Лозовик Микола Терентійович, Коптюх Леонід Андрійович, Радченко Володимир Миколайович, Шевченко Володимир Олександрович, Коновал Михайло Іванович
МПК: D21H 11/00
Мітки: виготовлення, друку, спосіб, паперу, офсетного, переважно
Формула / Реферат:
1. Спосіб виготовлення паперу, переважно для офсетного друку, що включає розмелювання біленої целюлози, готування паперової маси, що містить розмелену білену целюлозу, проклеювальну речовину, коагулянт і мінеральний наповнювач, відливання паперового полотна, його сушіння й ущільнення, який відрізняється тим, що білену целюлозу розмелюють до ступеня млива 30-75 °ШР і середньої довжини волокна целюлози 30-70 дг.2. Спосіб за п. 1, який...
Папір-основа для виготовлення протикорозійного паперу
Номер патенту: 44784
Опубліковано: 15.03.2002
Автори: Макушина Алла Всеволодівна, Макушин Євген Михайлович
МПК: D21H 11/00, D21H 17/00
Мітки: папір-основа, паперу, протикорозійного, виготовлення
Формула / Реферат:
Папір-основа для виготовлення протикорозійного паперу, що містить целюлозне волокно та проклеювальну речовину на основі димеру алкілкетену, який відрізняється тим, що містить додатково як сорбент карбонат лужноземельного металу та як хімічну добавку - речовину, що містить оксиранове кільце.
Композиція для виготовлення каландрового паперу
Номер патенту: 1916
Опубліковано: 20.12.1994
Автори: Вознюк Микола Іванович, Задорожний Анатолій Власович, Харченко Станіслав Гордійович, Корнієнко Михайло Юрійович, Єнько Олександр Григорович, Дідковська Таіса Євгенівна, Якимук Василь Гаврилович, Заплатіна Віра Михайлівна, Воскобойник Яня Борисович, Ткаченко Наталія Іванівна, Ткач Лев Миколайович, Коваль Алла Андріївна, Панкратова Людмила Іллівна, Лук'яненко Трохим Михайлович
МПК: D21H 11/00
Мітки: композиція, виготовлення, паперу, каландрового
Формула / Реферат:
Композиция для изготовления каландровой бумаги, включающая растительное волокно, термостойкое минеральное волокно и связующее, отличающаяся тем, что в качестве термостойкого минерального волокна композиция содержит муллитокремнеземистое волокно, а в качестве связующего полиаминоэпихлоргидриновый сополимер или натриевую соль карбоксиметилцеллюлозы при следующем соотношении компонентов, мас. ч.: растительное волокно ...