Спосіб виготовлення механічно обробленої металевої деталі, механічно оброблена металева деталь, застосування металевої деталі та елемент конструкції
Номер патенту: 82859
Опубліковано: 26.05.2008
Автори: Ейме Фабріс, Мюззоліні Рафаель, Уорнер Тімоті, Годар Давід, Бозеллі Жюльєн, ван дер Вен Сьюрд
Формула / Реферат
1. Спосіб виготовлення механічно обробленої металевої деталі, який включає в себе наступні операції:
a) виготовлення металевого листа з термооброблюваного сплаву, що включає: а1) лиття плити під прокатку, а2) одну або декілька операцій гарячої або холодної прокатки плити для одержання листа,
b) попередню механічну обробку згаданого листа на одній або двох лицьових поверхнях для одержання попередньо механічно обробленої заготовки,
c) термообробку згаданої попередньо механічно обробленої заготовки на твердий розчин,
d) обробку загартуванням термообробленої заготовки з одержанням металевої деталі.
2. Спосіб за п. 1, який відрізняється тим, що лиття плити під прокатку проводять з подальшою гомогенізацією.
3. Спосіб за п. 1, який відрізняється тим, що одну або декілька операцій гарячої або холодної прокатки для одержання листа проводять з однією або декількома операціями повторного нагрівання.
4. Спосіб за п. 1, який відрізняється тим, що він включає після етапу а2) одну або декілька операцій розрізування або чистової обробки листа.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що додатково включає в себе після обробки загартуванням термооброблюваної заготовки один або декілька наступних етапів:
e) контрольоване розтягнення,
f) відпуск,
g) розрізування металевої деталі.
6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що лист виконаний з алюмінієвого сплаву.
7. Спосіб за п. 6, який відрізняється тим, що алюмінієвий сплав являє собою сплав серії 2ххх, 6ххх або 7ххх за стандартом IACLWA.
8. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що сплав містить від 5,5 до 11 мас. % цинку, переважно - щонайменше 8 мас. %, від 1,5 до 3 мас. % магнію і від 1,0 до 3,0 мас. % міді.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що профіль механічно обробленої металевої деталі утворений одним або декількома одержаними механічною обробкою каналами, паралельними напряму прокатки.
10. Спосіб за п. 9, який відрізняється тим, що вказаний профіль є по суті постійним по своїй довжині.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що механічну обробку здійснюють зі швидкістю щонайменше 5000 обертів за хвилину, а переважно - більше 10000 обертів за хвилину.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що одержану деталь піддають одній або декільком додатковим операціям механічної обробки або свердлення після загартування або після контрольованого розтягнення.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що контрольоване розтягнення здійснюють таким чином, щоб одержати залишкове подовження у межах від 0,5 % до 5 %.
14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що при потребі прокатаний лист зі сплаву механічно розрізають за допомогою пилки або ножиць, або лазерного променя, або струменя рідини.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що плиту під прокатку з термооброблюваного сплаву відливають шляхом додавання до складу шихти, в масових відсотках щонайменше 5 %, а переважно – щонайменше 15 %, стружки від механічної обробки, яку збирають після механічної обробки попередньо виготовлених листів.
16. Спосіб за будь-яким з пп. 1-15, який відрізняється тим, що попередню механічну обробку листа з термооброблюваного сплаву виконують на частині його довжини, що становить 50-1000 мм, переважно - 50-500 мм, з відступом від початку і кінця листа так, що механічно необроблені частини листа мають постійну товщину та їх називають п'ятами.
17. Спосіб за п. 16, який відрізняється тим, що лист між двома п'ятами, його частиною без одержаних механічною обробкою каналів і центральною частиною з одержаними механічною обробкою каналами, має перехідну частину, товщина якої зменшується від п'яти без одержаних механічною обробкою каналів до центральної частини з одержаними механічною обробкою каналами.
18. Спосіб за будь-яким з пп. 1-17, який відрізняється тим, що лист має ширину більше 60 см, а переважно - більше 120 см.
19. Спосіб за будь-яким з пп. 1-18, який відрізняється тим, що лист має довжину більше 200 см, а переважно - більше 500 см.
20. Спосіб за будь-яким з пп. 1-19, який відрізняється тим, що перед механічною обробкою лист має товщину більше 15 мм, а переважно - більше 30 мм.
21. Спосіб за будь-яким з пп. 1-20, який відрізняється тим, що механічно необроблену п'яту і перехідну частину листа обрізують після контрольованого розтягнення.
22. Спосіб за будь-яким з пп. 1-21, який відрізняється тим, що контрольоване розтягнення механічно обробленої заготовки здійснюють між двома затискачами до одержання контрольованого залишкового подовження більше 0,5 %, а переважно - більше 1 %, і при цьому під час щонайменше частини тривалості розтягнення до згаданої щонайменше однієї з лицьових поверхонь заготовки притискують поперечну опору.
23. Спосіб за п. 22, який відрізняється тим, що залишкове подовження складає більше 1,5 %.
24. Спосіб за будь-яким з пп. 22 або 23, який відрізняється тим, що опору, яку притискують до лицьової поверхні або лицьових поверхонь заготовки, виконують у вигляді одного або декількох роликів, що притискують до заготовки.
25. Спосіб за п. 24, який відрізняється тим, що ролики виконані з можливістю поздовжнього переміщення по лицьовій поверхні заготовки.
26. Механічно оброблена металева деталь, яку одержано способом за будь-яким з пп. 1-25.
27. Механічно оброблена металева деталь за п. 26, яка відрізняється тим, що згаданий лист виконаний зі сплаву 7449, і на дні одержаного механічною обробкою каналу заготовка має:
- значення Kapp(L-T) 90 МПа Öм, а переважно - навіть 95 МПа Öм при W = 75 мм згідно з ASTM E561-98, і
- виміряне при розтяганні значення Rm(L) більше 550 МПа, де Kapp(L-T) - уявний коефіцієнт інтенсивності напружень на зразку при розриві в напрямі L-T, W - ширина зразка, Rm(L) - межа міцності на розрив зразка в напрямі його довжини L.
28. Застосування металевої деталі, яку одержують способом за будь-яким з пп. 1-25, як елемента конструкції в авіаційній промисловості.
29. Застосування металевої деталі за п. 28 як панелі обшивки крила, елемента фюзеляжу, лонжерона, нервюра або центрального кесона крила.
30. Елемент конструкції з алюмінієвого сплаву для авіаційної промисловості, який одержано способом за будь-яким з пп. 1-25.
Текст
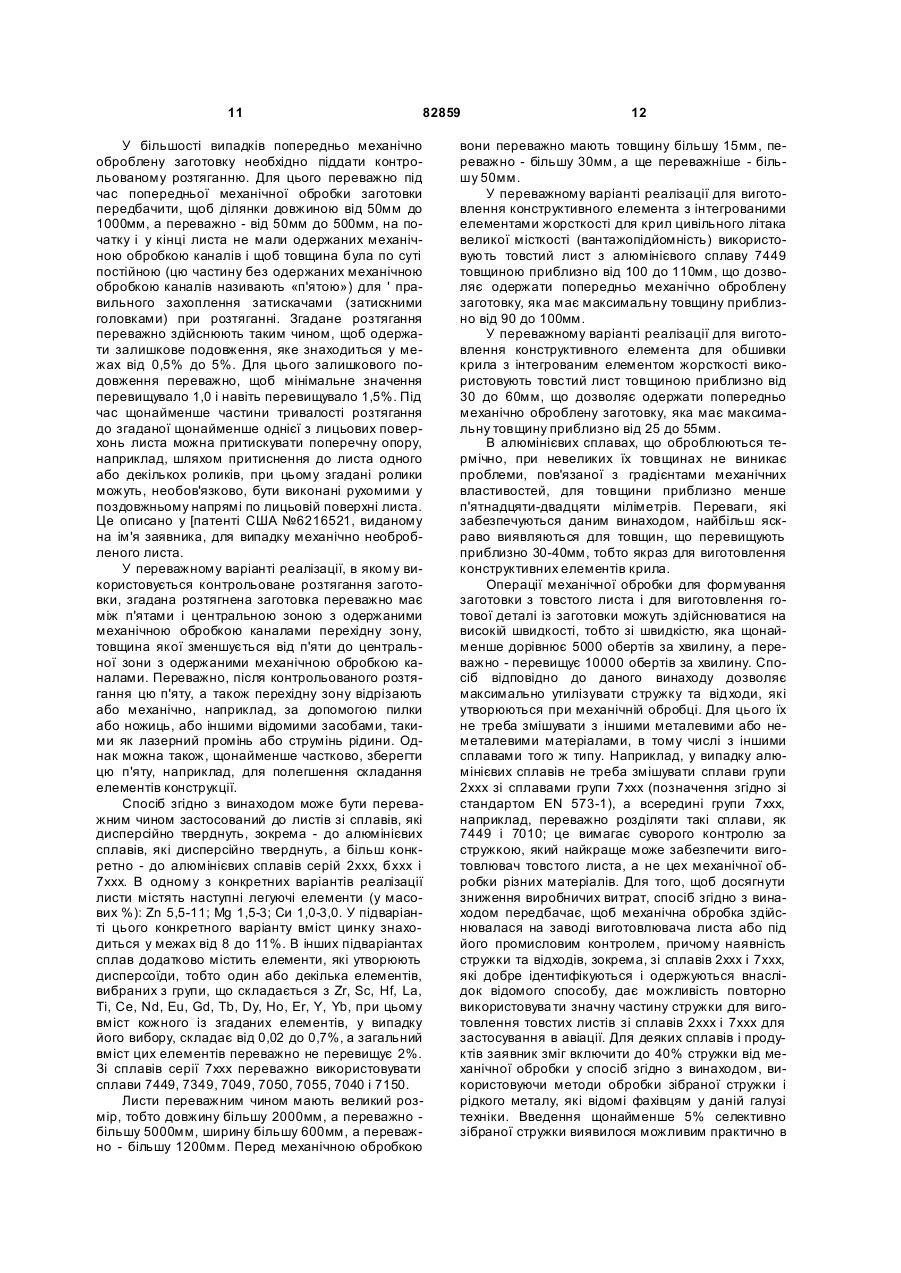
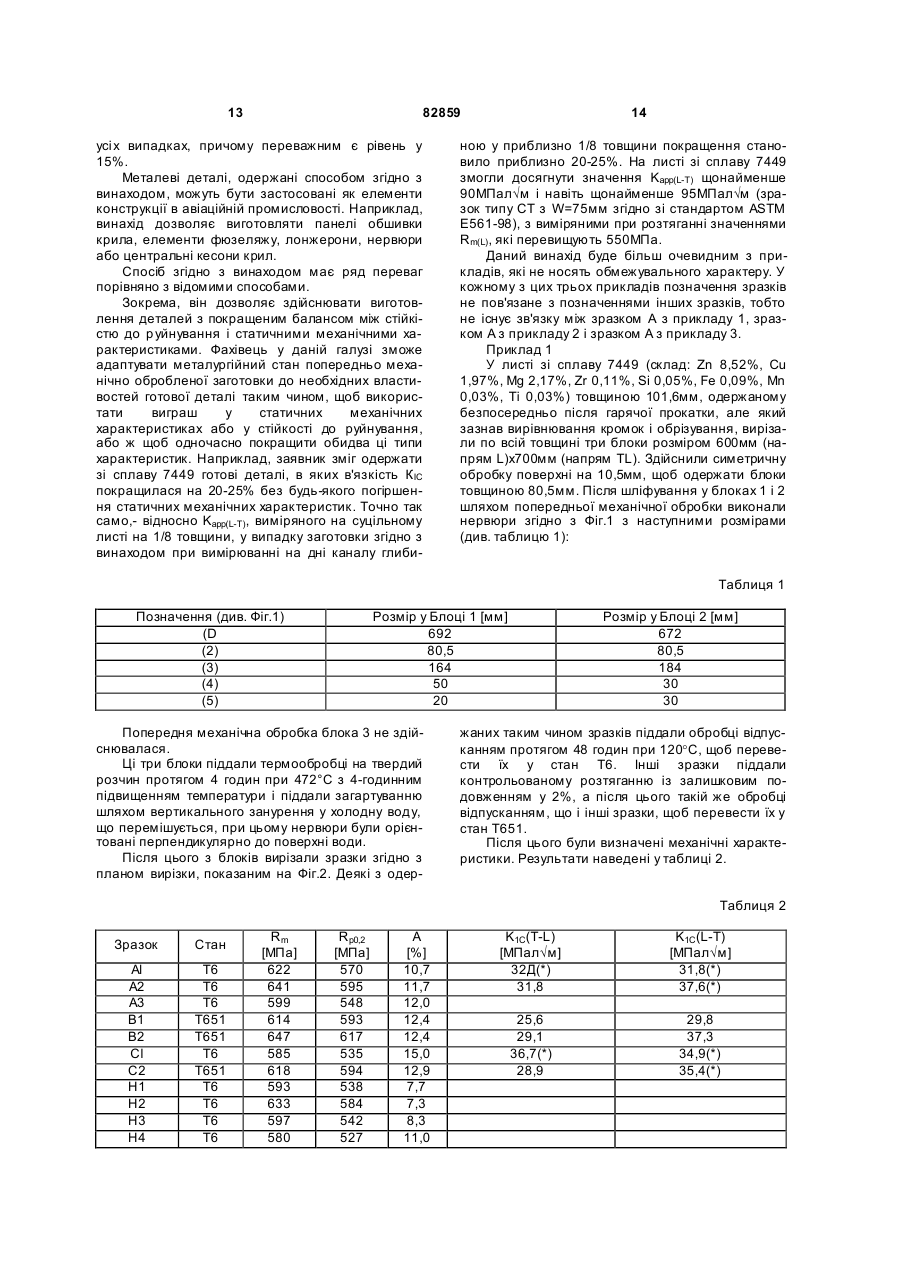
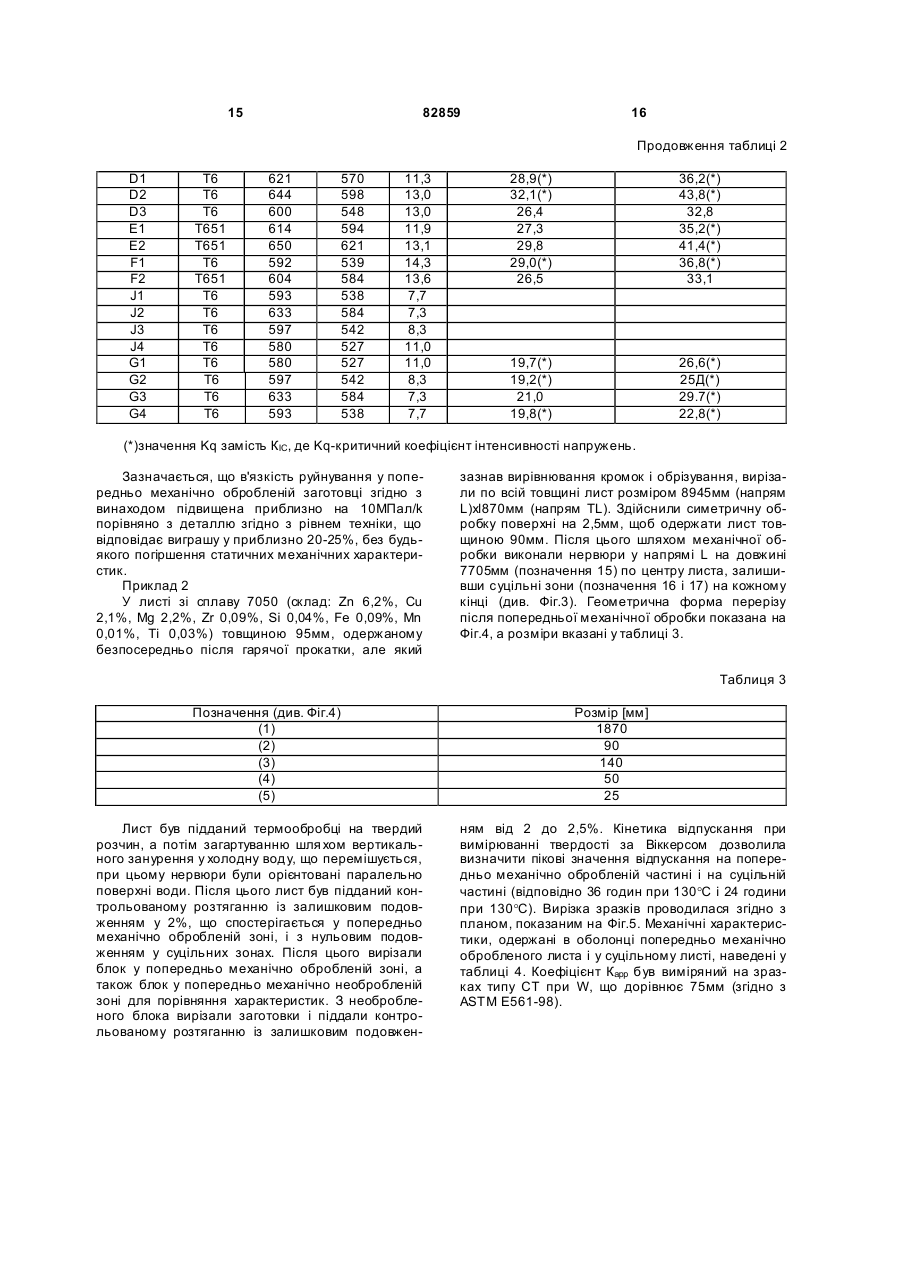
1. Спосіб виготовлення механічно обробленої металевої деталі, який включає в себе наступні операції: a) виготовлення металевого листа з термооброблюваного сплаву, що включає: а1) лиття плити під прокатку, а2) одну або декілька операцій гарячої або холодної прокатки плити для одержання листа, 2 (19) 1 3 82859 4 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що профіль механічно обробленої металевої деталі утворений одним або декількома одержаними механічною обробкою каналами, паралельними напряму прокатки. 10. Спосіб за п. 9, який відрізняється тим, що вказаний профіль є по суті постійним по своїй довжині. 11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що механічну обробку здійснюють зі швидкістю щонайменше 5000 обертів за хвилину, а переважно - більше 10000 обертів за хвилину. 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що одержану деталь піддають одній або декільком додатковим операціям механічної обробки або свердлення після загартування або після контрольованого розтягнення. 13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що контрольоване розтягнення здійснюють таким чином, щоб одержати залишкове подовження у межах від 0,5% до 5%. 14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що при потребі прокатаний лист зі сплаву механічно розрізають за допомогою пилки або ножиць, або лазерного променя, або струменя рідини. 15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що плиту під прокатку з термооброблюваного сплаву відливають шляхом додавання до складу шихти, в масових відсотках щонайменше 5%, а переважно – щонайменше 15%, стружки від механічної обробки, яку збирають після механічної обробки попередньо виготовлених листів. 16. Спосіб за будь-яким з пп. 1-15, який відрізняється тим, що попередню механічну обробку листа з термооброблюваного сплаву виконують на частині його довжини, що становить 50-1000мм, переважно - 50-500мм, з відступом від початку і кінця листа так, що механічно необроблені частини листа мають постійну товщину та їх називають п'ятами. 17. Спосіб за п. 16, який відрізняється тим, що лист між двома п'ятами, його частиною без одержаних механічною обробкою каналів і центральною частиною з одержаними механічною обробкою каналами, має перехідну частину, товщина якої зменшується від п'яти без одержаних механічною обробкою каналів до центральної частини з одержаними механічною обробкою каналами. 18. Спосіб за будь-яким з пп. 1-17, який відрізняється тим, що лист має ширину більше 60см, а переважно - більше 120см. 19. Спосіб за будь-яким з пп. 1-18, який відрізняється тим, що лист має довжину більше 200см, а переважно - більше 500см. 20. Спосіб за будь-яким з пп. 1-19, який відрізняється тим, що перед механічною обробкою лист має товщину більше 15мм, а переважно - більше 30 мм. 21. Спосіб за будь-яким з пп. 1-20, який відрізняється тим, що механічно необроблену п'яту і перехідну частину листа обрізують після контрольованого розтягнення. 22. Спосіб за будь-яким з пп. 1-21, який відрізняється тим, що контрольоване розтягнення механічно обробленої заготовки здійснюють між двома затискачами до одержання контрольованого залишкового подовження більше 0,5%, а переважно - більше 1%, і при цьому під час щонайменше частини тривалості розтягнення до згаданої щонайменше однієї з лицьових поверхонь заготовки притискують поперечну опору. 23. Спосіб за п. 22, який відрізняється тим, що залишкове подовження складає більше 1,5%. 24. Спосіб за будь-яким з пп. 22 або 23, який відрізняється тим, що опору, яку притискують до лицьової поверхні або лицьових поверхонь заготовки, виконують у вигляді одного або декількох роликів, що притискують до заготовки. 25. Спосіб за п. 24, який відрізняється тим, що ролики виконані з можливістю поздовжнього переміщення по лицьовій поверхні заготовки. 26. Механічно оброблена металева деталь, яку одержано способом за будь-яким з пп. 1-25. 27. Механічно оброблена металева деталь за п. 26, яка відрізняється тим, що згаданий лист виконаний зі сплаву 7449, і на дні одержаного механічною обробкою каналу заготовка має: - значення Kapp(L-T) 90 МПа Öм, а переважно - навіть 95МПа Öм при W = 75 мм згідно з ASTM E561-98, і - виміряне при розтяганні значення Rm(L) більше 550МПа, де Kapp(L-T) - уявний коефіцієнт інтенсивності напружень на зразку при розриві в напрямі LT, W - ширина зразка, Rm(L) - межа міцності на розрив зразка в напрямі його довжини L. 28. Застосування металевої деталі, яку одержують способом за будь-яким з пп. 1-25, як елемента конструкції в авіаційній промисловості. 29. Застосування металевої деталі за п. 28 як панелі обшивки крила, елемента фюзеляжу, лонжерона, нервюра або центрального кесона крила. 30. Елемент конструкції з алюмінієвого сплаву для авіаційної промисловості, який одержано способом за будь-яким з пп. 1-25. Даний винахід відноситься до виготовлення елементів конструкції (конструктивних елементів) зі сплаву, що оброблюється термічно, зокрема, з алюмінієвого сплаву, за допомогою механічної обробки товстих листів. Ці елементи конструкції можуть бути використані в авіаційній промисловості. Щоб одержати конструктивні елементи літаків, які характеризуються відмінною механічною міцністю, у цей час в основному застосовують два різних підходи. Згідно з першим підходом, використовують листи з товщиною, що звичайно знаходиться у межах від 10мм до 40мм (що називаються у даному випадку «середніми листами»), які знаходяться 5 82859 у металургійному стані, що відповідає кінцевому застосуванню конструктивного елемента, і надають їм жорсткості, закріплюючи на них, наприклад, шляхом клепання, елементи жорсткості у вигляді фасонних профілів, наприклад, таврових профілів. Згідно з другим підходом, за допомогою механічної обробки елементи жорсткості виконують безпосередньо у листі більшої товщини, яка як правило складає від 30мм до 200мм, який також знаходиться у металургійному стані, що відповідає кінцевому застосуванню конструктивного елемента. Для виготовлення конструктивного елемента шляхом з'єднання середніх листів і профілів необхідно здійснювати велику кількість операцій клепання, які, з урахуванням додержання умов надійності, необхідних для авіаційного конструктивного елемента, досить дорого коштують. При виконанні інтегрованого конструктивного елемента шляхом механічної обробки товстого листа потрібно набагато більше металу, оскільки значна частина товстого листа йде у стружку, але зате воно дозволяє скоротити число операцій клепання, які дорого коштують. Можливість механічної обробки на великій швидкості (high speed machining), що складає приблизно від 5000 до 15000 обертів за хвилину, істотно змінює економічні показники при виборі способу виробництва, оскільки тривалість операції механічної обробки значно скорочується, при цьому можна передбачити механічну обробку з наданням все більш складних форм за економічно прийнятних умов. Цей висновок є правильним як для деталей розміром приблизно один метр, так і для деталей дуже великих розмірів, які можуть досягати більше 20 м у довжину і більше 3м у ширину. Разом з тим, другий підхід має інші недоліки. Перед механічною обробкою товстий лист знаходиться у металургійному стані, який відповідає його кінцевому застосуванню, оскільки згідно з попереднім- рівнем техніки після механічної обробки не здійснюють термомеханічну обробку. Зокрема, цього кінцевого металургійного стану досягають шляхом термообробки на твердий розчин і загартування. Однак швидкість загартування у товстому листі обмежують два фізичних механізми: теплопровідність матеріалу, з якого виготовлений згаданий товстий лист, і теплообмін між поверхнею листа і гартувальним середовищем. Це призводить до того, що механічні властивості загартованого товстого листа варіюються залежно від товщини. Фактично, деякі механічні характеристики погіршуються в міру віддалення від поверхні листа. Згідно з попереднім рівнем техніки, при механічній обробці знімаються ті зони, в яких загартований лист демонструє найкращі механічні характеристики, і тому навантаження на конструктивний елемент в умовах експлуатації впливає на ті зони металу, механічні властивості яких можуть істотно змінюватися залежно від глибини відносно зони, яка знаходиться поблизу початкової поверхні листа. З обережності розрахунок конструкцій здійснюють на основі досить консервативних моделей реальних характеристик деталі, 6 при цьому згадані моделі звичайно базуються на механічних характеристиках тих зон листа, які віддалені від поверхні і тому мають найгірші механічні характеристики. При розрахунку розмірів деталей це заважає оптимальному використанню реальних властивостей матеріалу. Іншим недоліком цього відомого з попереднього рівня техніки способу є те, що навіть після контрольованого розтягання загартовані товсті листи можуть мати залишкові напруження, які призводять до деформації деталей під час механічної обробки. Згідно з третім підходом, конструктивні елементи виготовляють з елементами жорсткості, інтегрованими безпосередньо під час видавлювання (екструзії). Цей підхід має ряд недоліків і практично не застосовується. Щоб одержувати профілі досить великої ширини, необхідно використовувати дуже потужні екструзійні преси, які характеризуються високими експлуатаційними витратами. Максимальна ширина, яку можна одержати таким способом, залишається набагато меншою ширини звичайного катаного листа. Крім того, деякі сплави погано піддаються видавлюванню. I5 нарешті, мікроструктура екструдованої деталі, і, зокрема, фасонного профілю не є однорідною ні по перерізу профілю, ні по довжині профілю. Для керування викривленнями продукції або її механічних властивостей були запропоновані різні засоби. У багатьох патентах робилися спроби оптимізувати спосіб загартування таким чином, щоб звести до мінімуму деформації металургійної продукції під час її загартування. Як правило, ці способи ставили задачею компенсувати деформацію за рахунок неоднорідного охолодження під час загартування. У [німецькому патенті DE 955042 (Friedrichshiitte Aktiengesellschaft)] описаний спосіб горизонтального загартування, в якому краї листа охолоджують сильніше, ніж центр, а нижню лицьову сторону - сильніше, ніж верхню лицьову сторону. У [патенті EP 578607] запропоновано оптимізувати спосіб загартування фасонних профілів шляхом індивідуального або групового керування водорозпилювальними насадками; такий пристрій, керований оператором, в принципі дозволяє адаптувати положення насадок до кожного виду профілю, але остаточне доведення залишається на емпіричному рівні. У патенті EP 695590 розвивається аналогічна ідея для загартування листів. У [публікації Міжнародної заявки на патент WO 98/42885 (Aluminium Company of America)] описаний комбінований спосіб загартування у воді і загартування на повітрі для зменшення деформації тонких листів при загартуванні і для покращення їх статичних механічних характеристик. У [французькому патенті 1503835 (Commissariat a l'Energie Atomique)] пропонується підвищити швидкість загартування під час занурення деталі у холодну рідину шляхом нанесення тонкого шару з низькою теплопровідністю, що дозволяє обмежити випаровування гартівного середовища. 7 82859 У [французькому патенті 2524001 (Pechiney Rhenalu)] пропонується наносити на певні сторони продукту покриття, яке проводить тепло гірше, ніж метал, що лежить нижче. За допомогою такого покращеного регулювання швидкості охолодження можна було б уникнути погіршення робочих властивостей кінцевого продукту. Однак цей досить складний спосіб має декілька недоліків. Він обмежується листами або профілями по суті постійної товщини; у випадку алюмінієвих сплавів ця товщина не повинна перевищува ти приблизно 15 мм. Покриття, які пропонуються у цьому патенті, можуть призвести до забруднення ємності з гартівною рідиною. Інші підходи передбачають зниження чутливості алюмінієвих сплавів до загартування. Жоден з цих способів не вирішує проблеми зміни механічних властивостей залежно від товщини, що пов'язано з температурними (термічними) градієнтами під час загартування. Розкриття винаходу Метою даного винаходу є розробка нового способу виготовлення механічно оброблених металевих деталей, призначених для застосування як елементів конструкції або заготовки для таких деталей, який дозволяє досягнути кращого балансу між статичними механічними характеристиками (межа пружності, межа міцності при розтяганні, подовження при розриві) і стійкістю до руйнування (зокрема, в'язкістю руйнування) в об'ємі деталі і мінімізувати викривлення, що виникають під час загартування, і який може бути здійснений з особливо вигідними експлуатаційними витратами. Замість того, щоб покращувати окремі етапи способів виробництва, заявник розробив новий комплексний спосіб, який дозволяє виготовляти механічно оброблені конструктивні елементи великого розміру з товсти х листів з відмінними розмірними допусками, які мають покращені механічні характеристики. У даному винаході пропонується новий спосіб виготовлення, який дозволяє одержувати механічно оброблені деталі, які характеризуються кращим балансом між мінімальними значеннями статичних механічних характеристик (умовна межа пружності, подовження при розриві, межа міцності при розтяганні) і стійкістю до руйнування у порівнянні з деталями аналогічної форми, одержаними за допомогою способу згідно з попереднім рівнем техніки. В одному з варіантів способу згідно з винаходом зміна механічних характеристик всередині деталі є незначною у порівнянні з механічно обробленою деталлю аналогічної форми, одержаною за допомогою способу згідно з попереднім рівнем техніки. Першим об'єктом даного винаходу є спосіб виготовлення механічно обробленої металевої деталі, який включає в себе: a) виготовлення металевого листа способом, що включає в себе: а1) лиття пластини під прокатку, з необов'язковою подальшою гомогенізацією; а2) одну або декілька операцій гарячої або холодної прокатки, необов'язково -з однією або декі 8 лькома операціями повторного нагрівання, для одержання листа; а3) необов'язково, одну або декілька операцій розрізування або чистової обробки листа; b) попередню механічну обробку згаданого листа на одній або двох лицьових поверхнях для одержання попередньо механічно обробленої заготовки; c) термообробку згаданої попередньо механічно обробленої заготовки на твердий розчин; d) обробку загартуванням. Цей спосіб може, необов'язково, супроводжуватися одним або декількома наступними етапами: є) контрольоване розтягання; f) відпускання; g) розрізування. Другим об'єктом є застосування металевої деталі, одержаної згаданим способом, як елемент конструкції в авіаційній промисловості. Третім об'єктом є елемент конструкції з алюмінієвого сплаву для авіаційної промисловості, одержаний згаданим способом. Короткий опис креслень Фіг.1 показує розміри і план вирізки зразків попередньо механічно оброблених товсти х листів згідно з винаходом, що уточнюється у прикладі 1. Фіг.2 показує зразок, який використовується для визначення механічних властивостей продукту. Фіг.3 і 4 схематично показують попередньо механічно оброблену заготовку згідно з винаходом. Фіг.5 схематично показує форму попередньо механічно обробленого товстого листа і план вирізки зразків із попередньо механічно оброблених (Фіг.5а) або необроблених (Фіг.5b) товсти х листів, що пояснюється у прикладі 2. Фіг.6 схематично показує форму попередньо механічно обробленого товстого листа і план вирізки зразків із попередньо механічно оброблених (Фіг.6а) або необроблених (Фіг.6b) товсти х листів, що пояснюється у прикладі 3. Докладний опис винаходу а) Термінологія Якщо немає іншого уточнення, усі вказівки, які відносяться до хімічного складу сплавів, подані у масових процентах. Отже, вираз «0,4 Zn» означає 0,4-процентний вміст цинку, виражений у масових процентах; це відноситься відповідно і до інших елементів. Позначення сплавів відповідає правилам «Алюмінієвої асоціації» (The Aluminium Association), відомим фахівцям у даній галузі техніки. Визначення металургійних станів подані в європейському стандарті EN 515. Хімічний склад стандартизованих алюмінієвих сплавів заданий, наприклад, у стандарті EN 573-3. Якщо не уточнюється інше, статичні механічні характеристики, тобто межа міцності при розриві Rm, умовна межа пружності Rp0,2 і подовження при розриві А визначаються шляхом випробування на розтягання згідно зі стандартом EN 10002-1, причому місце і напрям взяття зразків задані у стандарті EN 485-1. В'язкість КІС вимірюють згідно зі стандартом ASTM E 399. Криву R визначають за стандартом ASTM 9 82859 561-98. На основі кривої R розраховують критичний коефіцієнт інтенсивності напружень KC, тобто коефіцієнт інтенсивності напружень, який призводить до нестабільності тріщини. Розраховують також коефіцієнт інтенсивності напружень КCO піддаючи впливу критичного навантаження початкову довжину тріщини на початку монотонного навантаження. Ці два значення розраховують для зразка шуканої форми. Карр означає коефіцієнт Ксо5 Щ° відповідає зразку, який використали для проведення випробування на криву R. Стійкість до розшаровувальної корозії визначають шляхом випробування EXCO, описаного у стандарті ASTM G3472. Якщо тільки не уточнюється інше, то застосовують визначення згідно з європейським стандартом EN 12258-1. На відміну від термінології цього стандарту EN 12258-1, у даному випадку «тонким листом» називають лист з товщиною, яка не перевищує 6мм, «середнім листом» - лист з товщиною, яка знаходиться у межах від 6мм до 20-30мм, а «товстим листом» - лист з товщиною, яка звичайно перевищує 30мм. Термін «механічна обробка» відноситься до будь-якого способу зняття матеріалу, такого як токарна обробка, фрезування, свердлення, розточування, нарізування різі, електроерозійна обробка, шліфування, полірування. Термін «елемент конструкції» («конструктивний елемент») відноситься до елемента, що використовується у машинобудуванні, для якого статичні і/або динамічні механічні характеристики мають особливе значення для ефективної роботи і цілісності конструкції і по якому звичайно рекомендується проводити або фактично проводиться розрахунок конструкції. Звичайно мова йде про механічну деталь, відмова якої може позначитися на безпеці згаданої конструкції, її користувачів, її споживачів і т.д. У випадку літака ці елементи конструкції є, зокрема, елементами, які утворюють фюзеляж (такими як обшивка фюзеляжу (fuselage skin на англійській мові), елементи жорсткості або стрингери фюзеляжу (stringers), герметичні перегородки або гермошпангоути (bulkheads), каркаси або силові набори фюзеляжу (обводові шпангоути від англ. circumferential frames), крила (такі як обшивка крила), елементи жорсткості (стрингери або підкріпні елементи від англ. stringers або stiffeners), нервюри (ribs) і лонжерони (spars)) і хвостове оперення, яке складається, зокрема, з вертикальних і горизонтальних стабілізаторів (horizontal or vertical stabilisers), а також профілі підлоги (балки перекриття від англ. floor beams), напрямні крісел (seat tracks) і люки. б) Опис винаходу і декількох конкретних варіантів реалізації Відповідно до даного винаходу, проблему вирішують, загартовуючи не товстий лист, з якого потім шляхом механічної обробки одержують необхідну металеву деталь, а попередньо механічно оброблену заготовку. Внаслідок попередньої механічної обробки одержують форму, більш або менш близьку до необхідної кінцевої форми. У переважному варіанті реалізації даного винаходу ця попередньо механічно броблена заго 10 товка має профіль, що утворений одним або декількома каналами. Ці канали можуть бути паралельними напряму прокатки, однак можливі й інші їх орієнтації, наприклад, орієнтація по діагоналі. Якщо після загартування передбачають здійснення розтягання, цей профіль переважно виконують паралельним напряму прокатки і по суті постійним по довжині, хоча можливі й інші типи профілів. Під час загартування заготовка може знаходитися у горизонтальному положенні, у вертикальному положенні або у будь-якому іншому положенні. Загартування можна здійснювати шляхом занурення у гартівне середовище, шляхом зрошення струменями або будь-яким іншим відповідним способом. Як згадане гартівне середовище можна використовувати воду або будь-яке інше середовище, таке як гліколь; температуру гартівного середовища можна вибирати між його температурою затвердіння і температурою кипіння, при цьому може підходити і температура навколишнього середовища (приблизно 20°C). Спосіб згідно з винаходом включає в себе: a) виготовлення металевого листа за допомогою способу, який включає в себе: а1) лиття пластини під прокатку, з необов'язковою подальшою гомогенізацією; а2) одну або декілька операцій гарячої або холодної прокатки, необов'язково -з однією або декількома операціями повторного нагрівання, для одержання листа; а3) необов'язково, одну або декілька операцій розрізування або чистової обробки листа; b) попередню механічну обробку згаданого листа на одній або двох лицьових поверхнях для одержання попередньо механічно обробленої заготовки; c) термообробку згаданої попередньо механічно обробленої заготовки на твердий розчин; d) обробку загартуванням. Одержану заготовку можна піддати одному або декільком наступним етапам: є) контрольоване розтягання; f) відпускання; g) розрізування. У кінці цього способу, представленого етапами з а) по d), тобто після загартування, а переважно після контрольованого розтягання (при його наявності) і після відпускання (при його наявності), попередньо механічно оброблену заготовку можна піддати іншим операціям механічної обробки для одержання механічно обробленої металевої деталі, враховуючи, що форма заготовки повинна бути сумісною з формою необхідної механічно обробленої деталі. Крім того, форму згаданих каналів заготовки, що утворені мех. обробкою необхідно вибирати таким чином, щоб звести до мінімуму деформацію заготовки при загартуванні та оптимізувати механічні характеристики кінцевої механічно обробленої деталі. Переважно, щоб одна з лицьових поверхонь заготовки була плоскою. У цьому випадку переважно, щоб під час горизонтального загартування одержані механічною обробкою канали у листі були направлені вниз. 11 82859 У більшості випадків попередньо механічно оброблену заготовку необхідно піддати контрольованому розтяганню. Для цього переважно під час попередньої механічної обробки заготовки передбачити, щоб ділянки довжиною від 50мм до 1000мм, а переважно - від 50мм до 500мм, на початку і у кінці листа не мали одержаних механічною обробкою каналів і щоб товщина була по суті постійною (цю частину без одержаних механічною обробкою каналів називають «п'ятою») для ' правильного захоплення затискачами (затискними головками) при розтяганні. Згадане розтягання переважно здійснюють таким чином, щоб одержати залишкове подовження, яке знаходиться у межах від 0,5% до 5%. Для цього залишкового подовження переважно, щоб мінімальне значення перевищувало 1,0 і навіть перевищувало 1,5%. Під час щонайменше частини тривалості розтягання до згаданої щонайменше однієї з лицьових поверхонь листа можна притискувати поперечну опору, наприклад, шляхом притиснення до листа одного або декількох роликів, при цьому згадані ролики можуть, необов'язково, бути виконані рухомими у поздовжньому напрямі по лицьовій поверхні листа. Це описано у [патенті CШA №6216521, виданому на ім'я заявника, для випадку механічно необробленого листа. У переважному варіанті реалізації, в якому використовується контрольоване розтягання заготовки, згадана розтягнена заготовка переважно має між п'ятами і центральною зоною з одержаними механічною обробкою каналами перехідну зону, товщина якої зменшується від п'яти до центральної зони з одержаними механічною обробкою каналами. Переважно, після контрольованого розтягання цю п'яту, а також перехідну зону відрізають або механічно, наприклад, за допомогою пилки або ножиць, або іншими відомими засобами, такими як лазерний промінь або струмінь рідини. Однак можна також, щонайменше частково, зберегти цю п'яту, наприклад, для полегшення складання елементів конструкції. Спосіб згідно з винаходом може бути переважним чином застосований до листів зі сплавів, які дисперсійно тверднуть, зокрема - до алюмінієвих сплавів, які дисперсійно тверднуть, а більш конкретно - до алюмінієвих сплавів серій 2ххх, бххх і 7ххх. В одному з конкретних варіантів реалізації листи містять наступні легуючі елементи (у масових %): Zn 5,5-11; Mg 1,5-3; Си 1,0-3,0. У підваріанті цього конкретного варіанту вміст цинку знаходиться у межах від 8 до 11%. В інших підваріантах сплав додатково містить елементи, які утворюють дисперсоїди, тобто один або декілька елементів, вибраних з групи, що складається з Zr, Sc, Hf, La, Ti, Ce, Nd, Eu, Gd, Tb, Dy, Ho, Er, Y, Yb, при цьому вміст кожного із згаданих елементів, у випадку його вибору, складає від 0,02 до 0,7%, а загальний вміст цих елементів переважно не перевищує 2%. Зі сплавів серії 7ххх переважно використовувати сплави 7449, 7349, 7049, 7050, 7055, 7040 і 7150. Листи переважним чином мають великий розмір, тобто довжину більшу 2000мм, а переважно більшу 5000мм, ширину більшу 600мм, а переважно - більшу 1200мм. Перед механічною обробкою 12 вони переважно мають товщину більшу 15мм, переважно - більшу 30мм, а ще переважніше - більшу 50мм. У переважному варіанті реалізації для виготовлення конструктивного елемента з інтегрованими елементами жорсткості для крил цивільного літака великої місткості (вантажопідйомність) використовують товстий лист з алюмінієвого сплаву 7449 товщиною приблизно від 100 до 110мм, що дозволяє одержати попередньо механічно оброблену заготовку, яка має максимальну товщину приблизно від 90 до 100мм. У переважному варіанті реалізації для виготовлення конструктивного елемента для обшивки крила з інтегрованим елементом жорсткості використовують товстий лист товщиною приблизно від 30 до 60мм, що дозволяє одержати попередньо механічно оброблену заготовку, яка має максимальну товщину приблизно від 25 до 55мм. В алюмінієвих сплавах, що оброблюються термічно, при невеликих їх товщинах не виникає проблеми, пов'язаної з градієнтами механічних властивостей, для товщини приблизно менше п'ятнадцяти-двадцяти міліметрів. Переваги, які забезпечуються даним винаходом, найбільш яскраво виявляються для товщин, що перевищують приблизно 30-40мм, тобто якраз для виготовлення конструктивних елементів крила. Операції механічної обробки для формування заготовки з товстого листа і для виготовлення готової деталі із заготовки можуть здійснюватися на високій швидкості, тобто зі швидкістю, яка щонайменше дорівнює 5000 обертів за хвилину, а переважно - перевищує 10000 обертів за хвилину. Спосіб відповідно до даного винаходу дозволяє максимально утилізувати стружку та відходи, які утворюються при механічній обробці. Для цього їх не треба змішувати з іншими металевими або неметалевими матеріалами, в тому числі з іншими сплавами того ж типу. Наприклад, у випадку алюмінієвих сплавів не треба змішувати сплави групи 2ххх зі сплавами групи 7ххх (позначення згідно зі стандартом EN 573-1), а всередині групи 7ххх, наприклад, переважно розділяти такі сплави, як 7449 і 7010; це вимагає суворого контролю за стружкою, який найкраще може забезпечити виготовлювач товстого листа, а не цех механічної обробки різних матеріалів. Для того, щоб досягнути зниження виробничих витрат, спосіб згідно з винаходом передбачає, щоб механічна обробка здійснювалася на заводі виготовлювача листа або під його промисловим контролем, причому наявність стружки та відходів, зокрема, зі сплавів 2ххх і 7ххх, які добре ідентифікуються і одержуються внаслідок відомого способу, дає можливість повторно використовува ти значну частину стружки для виготовлення товстих листів зі сплавів 2ххх і 7ххх для застосування в авіації. Для деяких сплавів і продуктів заявник зміг включити до 40% стружки від механічної обробки у спосіб згідно з винаходом, використовуючи методи обробки зібраної стружки і рідкого металу, які відомі фахівцям у даній галузі техніки. Введення щонайменше 5% селективно зібраної стружки виявилося можливим практично в 13 82859 усі х випадках, причому переважним є рівень у 15%. Металеві деталі, одержані способом згідно з винаходом, можуть бути застосовані як елементи конструкції в авіаційній промисловості. Наприклад, винахід дозволяє виготовляти панелі обшивки крила, елементи фюзеляжу, лонжерони, нервюри або центральні кесони крил. Спосіб згідно з винаходом має ряд переваг порівняно з відомими способами. Зокрема, він дозволяє здійснювати виготовлення деталей з покращеним балансом між стійкістю до р уйнування і статичними механічними характеристиками. Фахівець у даній галузі зможе адаптувати металургійний стан попередньо механічно обробленої заготовки до необхідних властивостей готової деталі таким чином, щоб використати виграш у статичних механічних характеристиках або у стійкості до руйнування, або ж щоб одночасно покращити обидва ці типи характеристик. Наприклад, заявник зміг одержати зі сплаву 7449 готові деталі, в яких в'язкість КІС покращилася на 20-25% без будь-якого погіршення статичних механічних характеристик. Точно так само,- відносно Kaрр(L-T) , виміряного на суцільному листі на 1/8 товщини, у випадку заготовки згідно з винаходом при вимірюванні на дні каналу глиби 14 ною у приблизно 1/8 товщини покращення становило приблизно 20-25%. На листі зі сплаву 7449 змогли досягнути значення Kapp(L-T) щонайменше 90МПал√м і навіть щонайменше 95МПал√м (зразок типу CT з W=75мм згідно зі стандартом ASTM Е561-98), з виміряними при розтяганні значеннями Rm(L), які перевищують 550МПа. Даний винахід буде більш очевидним з прикладів, які не носять обмежувального характеру. У кожному з цих трьох прикладів позначення зразків не пов'язане з позначеннями інших зразків, тобто не існує зв'язку між зразком А з прикладу 1, зразком А з прикладу 2 і зразком А з прикладу 3. Приклад 1 У листі зі сплаву 7449 (склад: Zn 8,52%, Cu 1,97%, Mg 2,17%, Zr 0,11%, Si 0,05%, Fe 0,09%, Mn 0,03%, Ті 0,03%) товщиною 101,6мм, одержаному безпосередньо після гарячої прокатки, але який зазнав вирівнювання кромок і обрізування, вирізали по всій товщині три блоки розміром 600мм (напрям L)x700мм (напрям TL). Здійснили симетричну обробку поверхні на 10,5мм, щоб одержати блоки товщиною 80,5мм. Після шліфування у блоках 1 і 2 шляхом попередньої механічної обробки виконали нервюри згідно з Фіг.1 з наступними розмірами (див. таблицю 1): Таблиця 1 Позначення (див. Фіг.1) (D (2) (3) (4) (5) Розмір у Блоці 1 [мм] 692 80,5 164 50 20 Попередня механічна обробка блока 3 не здійснювалася. Ці три блоки піддали термообробці на твердий розчин протягом 4 годин при 472°С з 4-годинним підвищенням температури і піддали загартуванню шляхом вертикального занурення у холодну воду, що перемішується, при цьому нервюри були орієнтовані перпендикулярно до поверхні води. Після цього з блоків вирізали зразки згідно з планом вирізки, показаним на Фіг.2. Деякі з одер Розмір у Блоці 2 [мм] 672 80,5 184 30 30 жаних таким чином зразків піддали обробці відпусканням протягом 48 годин при 120°C, щоб перевести їх у стан Т6. Інші зразки піддали контрольованому розтяганню із залишковим подовженням у 2%, а після цього такій же обробці відпусканням, що і інші зразки, щоб перевести їх у стан Т651. Після цього були визначені механічні характеристики. Результати наведені у таблиці 2. Таблиця 2 Зразок Стан Al А2 A3 B1 В2 Cl С2 H1 Н2 Н3 Н4 Т6 Т6 Т6 Т651 Т651 Т6 Т651 Т6 Т6 Т6 Т6 Rm [МПа] 622 641 599 614 647 585 618 593 633 597 580 Rp0,2 [МПа] 570 595 548 593 617 535 594 538 584 542 527 А [%] 10,7 11,7 12,0 12,4 12,4 15,0 12,9 7,7 7,3 8,3 11,0 K1C(T-L) [МПал√м] 32Д(*) 31,8 K1C(L-T) [МПал√м] 31,8(*) 37,6(*) 25,6 29,1 36,7(*) 28,9 29,8 37,3 34,9(*) 35,4(*) 15 82859 16 Продовження таблиці 2 D1 D2 D3 E1 Е2 F1 F2 J1 J2 J3 J4 G1 G2 G3 G4 Т6 Т6 Т6 Т651 Т651 Т6 Т651 Т6 Т6 Т6 Т6 Т6 T6 Т6 Т6 621 644 600 614 650 592 604 593 633 597 580 580 597 633 593 570 598 548 594 621 539 584 538 584 542 527 527 542 584 538 11,3 13,0 13,0 11,9 13,1 14,3 13,6 7,7 7,3 8,3 11,0 11,0 8,3 7,3 7,7 28,9(*) 32,1(*) 26,4 27,3 29,8 29,0(*) 26,5 36,2(*) 43,8(*) 32,8 35,2(*) 41,4(*) 36,8(*) 33,1 19,7(*) 19,2(*) 21,0 19,8(*) 26,6(*) 25Д(*) 29.7(*) 22,8(*) (*)значення Kq замість КІС, де Kq-критичний коефіцієнт інтенсивності напружень. Зазначається, що в'язкість руйнування у попередньо механічно обробленій заготовці згідно з винаходом підвищена приблизно на 10МПал/k порівняно з деталлю згідно з рівнем техніки, що відповідає виграшу у приблизно 20-25%, без будьякого погіршення статичних механічних характеристик. Приклад 2 У листі зі сплаву 7050 (склад: Zn 6,2%, Cu 2,1%, Mg 2,2%, Zr 0,09%, Si 0,04%, Fe 0,09%, Mn 0,01%, Ті 0,03%) товщиною 95мм, одержаному безпосередньо після гарячої прокатки, але який зазнав вирівнювання кромок і обрізування, вирізали по всій товщині лист розміром 8945мм (напрям L)xl870мм (напрям TL). Здійснили симетричну обробку поверхні на 2,5мм, щоб одержати лист товщиною 90мм. Після цього шляхом механічної обробки виконали нервюри у напрямі L на довжині 7705мм (позначення 15) по центру листа, залишивши суцільні зони (позначення 16 і 17) на кожному кінці (див. Фіг.3). Геометрична форма перерізу після попередньої механічної обробки показана на Фіг.4, а розміри вказані у таблиці 3. Таблиця 3 Позначення (див. Фіг.4) (1) (2) (3) (4) (5) Лист був підданий термообробці на твердий розчин, а потім загартуванню шля хом вертикального занурення у холодну воду, що перемішується, при цьому нервюри були орієнтовані паралельно поверхні води. Після цього лист був підданий контрольованому розтяганню із залишковим подовженням у 2%, що спостерігається у попередньо механічно обробленій зоні, і з нульовим подовженням у суцільних зонах. Після цього вирізали блок у попередньо механічно обробленій зоні, а також блок у попередньо механічно необробленій зоні для порівняння характеристик. З необробленого блока вирізали заготовки і піддали контрольованому розтяганню із залишковим подовжен Розмір [мм] 1870 90 140 50 25 ням від 2 до 2,5%. Кінетика відпускання при вимірюванні твердості за Віккерсом дозволила визначити пікові значення відпускання на попередньо механічно обробленій частині і на суцільній частині (відповідно 36 годин при 130°C і 24 години при 130°C). Вирізка зразків проводилася згідно з планом, показаним на Фіг.5. Механічні характеристики, одержані в оболонці попередньо механічно обробленого листа і у суцільному листі, наведені у таблиці 4. Коефіцієнт Карр був виміряний на зразках типу CT при W, що дорівнює 75мм (згідно з ASTM Е561-98). 17 82859 18 Таблиця 4 Зразок Rp0,2(L) [МПа] (*) 514 547 545 553 591 592 A(L) [%] (**) 17,4 K app(T-L) [МПал√м] 64,2 65 67,9 506 524 493 Rm(L) [МПа] (**) 551 Kapp(L-T) [МПал√м] 82,9 82,5 А В C D E F G Rp0,2(L) [МПа] (**) 514 58,7 17,6 13,8 12,5 (*) значення, визначене при стисканні (**) значення, визначене при розтяганні Зазначається, що в'язкість руйнування при плоскому напруженому стані (Kapp(L-T)) У попередньо механічно обробленій заготовці згідно з винаходом підвищена приблизно на 14 MTIaV м порівняно з деталлю згідно з попереднім рівнем техніки, що відповідає виграшу у приблизно 2025%, без будь-якого погіршення статичних механічних характеристик. Приклад 3 У листі зі сплаву 7449 (склад: Zn 8,8%, Cu 1,8%, Mg 1,8%, Zr 0,12%, Si 0,04%, Fe 0,06%, Mn 0,01%, Ті 0,03%) товщиною 90 мм, одержаному безпосередньо після гарячої прокатки, але який зазнав вирівнювання кромок і обрізування, вирізали по всій товщині лист розміром 9950 мм (напрям L)x2000 мм (напрям TL). Цей лист розрізали по довжині (напрям L), щоб одержати перший лист розміром 9950мм (напрям L)x775мм (напрям TL) і другий лист розміром 9950мм (напрям L)xl225мм (напрям TL). У цьому другому листі шляхом механічної обробки виконали нервюри у напрямі L на довжині 8400мм по центру листа, залишивши суцільні зони на кожному кінці (див. Фіг.3). Геометрична форма попередньо механічно обробленої ділянки показана на Фіг.4, а розміри наведені у таблиці 5. Таблиця 5 Позначення (див. Фіг.4) (1) (2) (3) (4) (5) Розмір [мм] 1275 90 122 32 16 Суцільний лист і попередньо механічно оброблений лист піддали термообробці на твердий розчин, а потім загартуванню шля хом вертикального занурення у холодну воду, що перемішується, при цьому нервюри були орієнтовані паралельно поверхні води. Після цього обидва листи піддали контрольованому розтяганню із залишковим подовженням від 2 до 2,5% (що спостерігається у попередньо механічно обробленій зоні попередньо механічно обробленого листа). Після цього вирі зали блок у попередньо механічно обробленому листі, а також блок у листі суцільної товщини для порівняння характеристик. Вирізка зразків проводилася згідно з планом вирізки, показаним на Фіг.6. Щоб оцінити виграші від попередньої механічної обробки, були застосовані різні види відпускання. Характеристики, одержані в оболонці попередньо механічно обробленого листа і на 1/8 товщини під поверхнею суцільного листа, наведені у таблиці 6. Таблиця 6 Зразок Стан A1 А2 A3 B1 В2 В3 Т651 Т7951 Т7651 Т651 Т7951 Т7651 Rp0,2(L) [МПа] (*) 551 566 528 545 553 524 R p0,2(L) [МПа] (**) 564 564 534 552 561 535 (*) значення, визначене при стисканні (**) значення, визначене при розтяганні Rm(L) [МПа] (*) 598 580 558 581 571 556 A (L) [%] (**) 18,0 14,8 16,5 16,7 13,7 15,0 Kapp(L-T) [МПал√м]] 93,7 91,5 95,0 77,7 83,9 77,6 EXCO EA EA EA EB EA EA 19 82859 Для вимірювань в'язкості руйнування використали такий же зразок, як і описаний у прикладі 2. Зазначається, що в'язкість руйнування при плоскому напруженому стані у напрямі L-T (Kapp(LT) ) у попередньо механічно обробленій заготовці згідно з винаходом підвищилася на величину від 8 20 до 8МПал√м порівняно з відпусканням, виконаним на деталі згідно з попереднім рівнем техніки, що відповідає виграшу у приблизно 10-25%, без будьякого погіршення статичних механічних характеристик і стійкості до розшаровувальної корозії. 21 82859 22 23 Комп’ютерна в ерстка В. Клюкін 82859 Підписне 24 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of machining metal part, machined metal part, use of metal part and desing element
Автори англійськоюHEYMES FABRICE, GODARD DAVID, WARNER TIMOTHY, BOSELLI JULIEN, MUZZOLINI RAPHAEL, VAN DER VEEN SJOERD
Назва патенту російськоюСпособ изготовления механически обработанной металлической детали, механически обработанная металлическая деталь, использование металлической детали и элемент конструкции
Автори російськоюЭйме Фабрис, Годар Давид, Уорнер Тимтот, Бозелли Жюльен, Мюззолини Рафеэль, ван дер Вег Сьюрд
МПК / Мітки
МПК: C21D 1/62, C22F 1/047, C22F 1/057, C22F 1/053, B21C 29/00, B21D 25/00, C22C 21/12, C22C 21/10, C21D 1/68, B21C 9/00
Мітки: металева, механічної, застосування, оброблена, металевої, конструкції, виготовлення, деталі, елемент, деталь, спосіб, обробленої
Код посилання
<a href="https://ua.patents.su/12-82859-sposib-vigotovlennya-mekhanichno-obrobleno-metalevo-detali-mekhanichno-obroblena-metaleva-detal-zastosuvannya-metalevo-detali-ta-element-konstrukci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення механічно обробленої металевої деталі, механічно оброблена металева деталь, застосування металевої деталі та елемент конструкції</a>
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 14/28, C23C 4/10, C23C 4/12, C23C 14/08
Мітки: деталі, спосіб, варіанти)та, матеріал, деталь, покриття, термобар'єрного, варіанти, виготовлення, металевої, металева
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Спосіб відновлення деталі турбіни, пристрій для осадження матеріалу на деталь (варіанти) та відновлена металева деталь
Номер патенту: 81401
Опубліковано: 10.01.2008
Автори: Кузмічев Анатолій І., Меммен Роберт Л., Белоусов Ігор В.
МПК: F01D 25/00, F02C 7/00
Мітки: спосіб, деталі, турбіни, пристрій, відновлена, матеріалу, осадження, варіанти, деталь, металева, відновлення
Формула / Реферат:
1. Спосіб відновлення деталі турбіни, яка втратила матеріал з місця пошкодження, у якому деталь розміщують у камері осадження, до деталі прикладають перший електричний потенціал, випаровують компоненти для утворення матеріалу відновлення, іонізують випарені компоненти та модулюють перший електричний потенціал таким чином, щоб притягати іонізовані компоненти до деталі, так щоб матеріал відновлення нарощувався у місці втрати матеріалу.2....
Спосіб виготовлення деталі та деталь, виготовлена зі сталі, яка має абразивну стійкість
Номер патенту: 81134
Опубліковано: 10.12.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C22C 38/14, C21D 1/18
Мітки: сталі, спосіб, стійкість, деталь, деталі, виготовлена, абразивну, має, виготовлення, яка
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, яка має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С не менше 0,1 і менше ніж 0,23Si не більше 2Аl не більше 2Si + Аl не менше 0,5 і не більше 2Мn не більше 2,5Ni не більше 5Сr не більше 5Мо не більше 1W не більше 2Мо + W/2 не менше 0,05 і не більше 1В не більше 0,02Ті...
Деталь та спосіб виготовлення деталі або листа із конструкційної сталі, що придатна до зварювання
Номер патенту: 80010
Опубліковано: 10.08.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 8/02, C22C 38/54, C22C 38/44
Мітки: конструкційної, деталі, листа, виготовлення, придатна, зварювання, сталі, спосіб, деталь
Формула / Реферат:
1. Деталь із конструкційної сталі, що придатна для зварювання, яка відрізняється тим, що до хімічного складу сталі входять, мас. %:С не менше 0,10 і не більше 0,22 Si не менше 0,50 і не більше 1,50 Аl не більше 0,9Мn не більше 3 Мо + W/2 не більше 1,5 В не менше 0,0005 і не більше 0,010 N не більше 0,025, щонайменше...
Спосіб виготовлення термоструктурної монолітної композитної деталі з подвійною стінкою та одержана деталь
Номер патенту: 74263
Опубліковано: 15.11.2005
Автори: Каюзак Жорж, Сальмон Тьєррі, Буше Марк, Фалампен Франсуа
МПК: B29C 70/10, B29C 70/04, B32B 7/08
Мітки: подвійною, деталь, спосіб, деталі, термоструктурної, монолітної, стінкою, композитної, одержана, виготовлення
Формула / Реферат:
1. Спосіб виготовлення термоструктурної монолітної композитної волокнисто-матричної деталі (20), що містить два поверхневих шари з композитного матеріалу (21, 22), віддалених один від одного і зв'язаних один з одним множиною ниткоподібних перемичок з композитного матеріалу (23), при цьому:а) формують м'яку структуру-сендвіч (4), що містить м'яке проміжне осердя (1), виконане з матеріалу, що легко проколюється голкою і є проникним для...
Попередній патент: Спосіб і пристрій керування орієнтованою ракетою за допомогою приводу, що стежить за орієнтацією траєкторії
Наступний патент: Спосіб (варіанти) і система прокачування текучої субстанції по системі свердловин (варіанти)
Випадковий патент: Гальмівна колодка