Спосіб відновлення деталі турбіни, пристрій для осадження матеріалу на деталь (варіанти) та відновлена металева деталь
Номер патенту: 81401
Опубліковано: 10.01.2008
Автори: Кузмічев Анатолій І., Белоусов Ігор В., Меммен Роберт Л.
Формула / Реферат
1. Спосіб відновлення деталі турбіни, яка втратила матеріал з місця пошкодження, у якому деталь розміщують у камері осадження, до деталі прикладають перший електричний потенціал, випаровують компоненти для утворення матеріалу відновлення, іонізують випарені компоненти та модулюють перший електричний потенціал таким чином, щоб притягати іонізовані компоненти до деталі, так щоб матеріал відновлення нарощувався у місці втрати матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що деталь являє собою деталь турбіни з Ті сплаву, а матеріал відновлення являє собою матеріал на основі Ті.
3. Спосіб за п. 1, який відрізняється тим, що модуляція містить імпульсну модуляцію першого електричного потенціалу у такий спосіб, щоб запобігти утворенню дуги від деталі.
4. Спосіб за п. 1, який відрізняється тим, що деталь додатково нагрівають та модулюють нагрівання деталі у відповідності з модуляцією першого електричного потенціалу.
5. Спосіб за п. 1, який відрізняється тим, що модуляція містить прикладання негативних імпульсів, що чергуються з позитивними імпульсами короткої тривалості по відношенню до тривалості негативних імпульсів.
6. Спосіб за п. 1, який відрізняється тим, що іонізація є модульованою.
7. Спосіб за п. 1, який відрізняється тим, що додатково видаляють матеріал з місця пошкодження для утворення базової поверхні та фізично осаджують покриття матеріалу відновлення на базову поверхню замість першого матеріалу та додатково видаленого матеріалу.
8. Спосіб за п. 7, який відрізняється тим, що додаткове видалення матеріалу містить видалення матеріалу з неушкоджених частин деталі.
9. Спосіб за п. 1, який відрізняється тим, що осаджений матеріал відновлення замінює втрачений матеріал.
10. Спосіб за п. 1, який відрізняється тим, що матеріал відновлення включає Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo, Ti-8Al-lV-lMo або Ti-6Al-2Sn-4Zr-6Mo.
11. Спосіб за п. l, який відрізняється тим, що додатково прикладають елемент підкладки до деталі, причому елемент підкладки має першу поверхню, де прикладаючи розташовують задню частину першої поверхні вздовж деталі, а передню частину першої поверхні висовують суміжно місцю пошкодження, так що осаджуваний матеріал відновлення нарощується на деталі та передній частині першої поверхні.
12. Спосіб за п. 11, який відрізняється тим, що додатково принаймні частково зміщують елемент підкладки і обробляють осаджений матеріал та матеріал деталі з утворенням другої базової поверхні та фізично осаджують додаткову кількість матеріалу відновлення на другу базову поверхню.
13. Спосіб за п. 1, який відрізняється тим, що здійснюють при тиску менше 0,01 Па.
14. Спосіб за п. 1, який відрізняється тим, що перший електричний потенціал є імпульсно-модульованим з номінальною напругою 50 В - 10 кВ, частотою повторення імпульсів 0,05-150 кГц, шириною імпульсу принаймні 5 мкс, робочим циклом 0,1-0,99 та щільністю іонного струму 1-50 мА/см2 при швидкості осадження 10-50 мкм/хвилину.
15. Спосіб за п. 14, який відрізняється тим, що номінальна напруга становить 1-3 кВ, частота повторення імпульсів 0,5-5 кГц та щільність іонного струму 2-10 мА/см при швидкості осадження 15-20 мкм/хвилину.
16. Спосіб за п. 1, який відрізняється тим, що зазначена іонізація є імпульсно-модульованою з частотою повторення імпульсів 100-1000 Гц та робочим циклом 0,5-0,9.
17. Пристрій для осадження матеріалу на деталь, що містить камеру осадження, джерело матеріалу осадження, засоби для формування плазми із зазначеного джерела матеріалу осадження, засоби для прикладання до оброблюваної деталі модульованої напруги зміщення для притягання іонів із плазми до оброблюваної деталі, засоби для моніторингу щільності плазми та іонного струму, що подається до оброблюваної деталі, та систему керування, зв'язану із засобами для формування, засобами для прикладання і засобами для моніторингу, та запрограмовану таким чином, щоб забезпечити контроль осадження матеріалу по контуру зворотного зв'язку.
18. Пристрій за п. 17, який відрізняється тим, що додатково містить засоби для нагрівання оброблюваної деталі.
19. Пристрій для осадження матеріалу на деталь, що містить камеру осадження, матеріал осадження, що розміщений, принаймні частково, всередині камери осадження, джерело першого електронного пучка, що встановлене для спрямування першого електронного пучка для випарювання частини матеріалу осадження, іонізуючий електрод та електромагнітну котушку, оточуючу потік від матеріалу осадження, джерело напруги зміщення, приєднане для прикладання до деталі електричного потенціалу, та пристрій керування, з'єднаний з джерелом напруги зміщення і сконфігурований для прикладання електричного потенціалу як переважно негативного потенціалу з проміжними позитивними імпульсами.
20. Пристрій за п. 19, який відрізняється тим, що пристрій керування зв'язаний із іонізуючим електродом для імпульсної модуляції іонізації.
21. Пристрій за п. 19, який відрізняється тим, що джерело напруги зміщення містить електронну лампу для обмеження струму, що подається до оброблюваної деталі.
22. Пристрій за п. 19, який відрізняється тим, що додатково містить джерело другого електронного пучка, встановлене для спрямування другого електронного пучка на оброблювану деталь.
23. Пристрій за п. 19, який відрізняється тим, що матеріал осадження містить Ті, Al та V.
24. Відновлена металева деталь, що містить основу та матеріал відновлення, що має першу поверхню контакту з основою, де міцність зв'язку між матеріалом відновлення та основою перевищує 50 кілофунтів/кв.дюйм.
25. Деталь за п. 24, яка відрізняється тим, що матеріал відновлення являє собою перший матеріал відновлення, та деталь додатково містить другий матеріал відновлення, що має другу поверхню контакту з основою та третю поверхню контакту з першим матеріалом відновлення, де міцність другого і третього зв'язків між другим матеріалом відновлення і основою та першим матеріалом відновлення, відповідно, перевищують 50 кілофунтів/кв.дюйм.
26. Деталь за п. 24, яка відрізняється тим, що основа і матеріал відновлення містить сплави Ті або суперсплави на основі нікелю або кобальту подібного номінального складу, міцність зв'язку становить від 100 до 200 кілофунтів/кв.дюйм, матеріал відновлення має товщину принаймні 2,0 мм, основа має товщину, що перевищує товщину матеріалу відновлення, і основа містить первинний невідновлений матеріал.
Текст
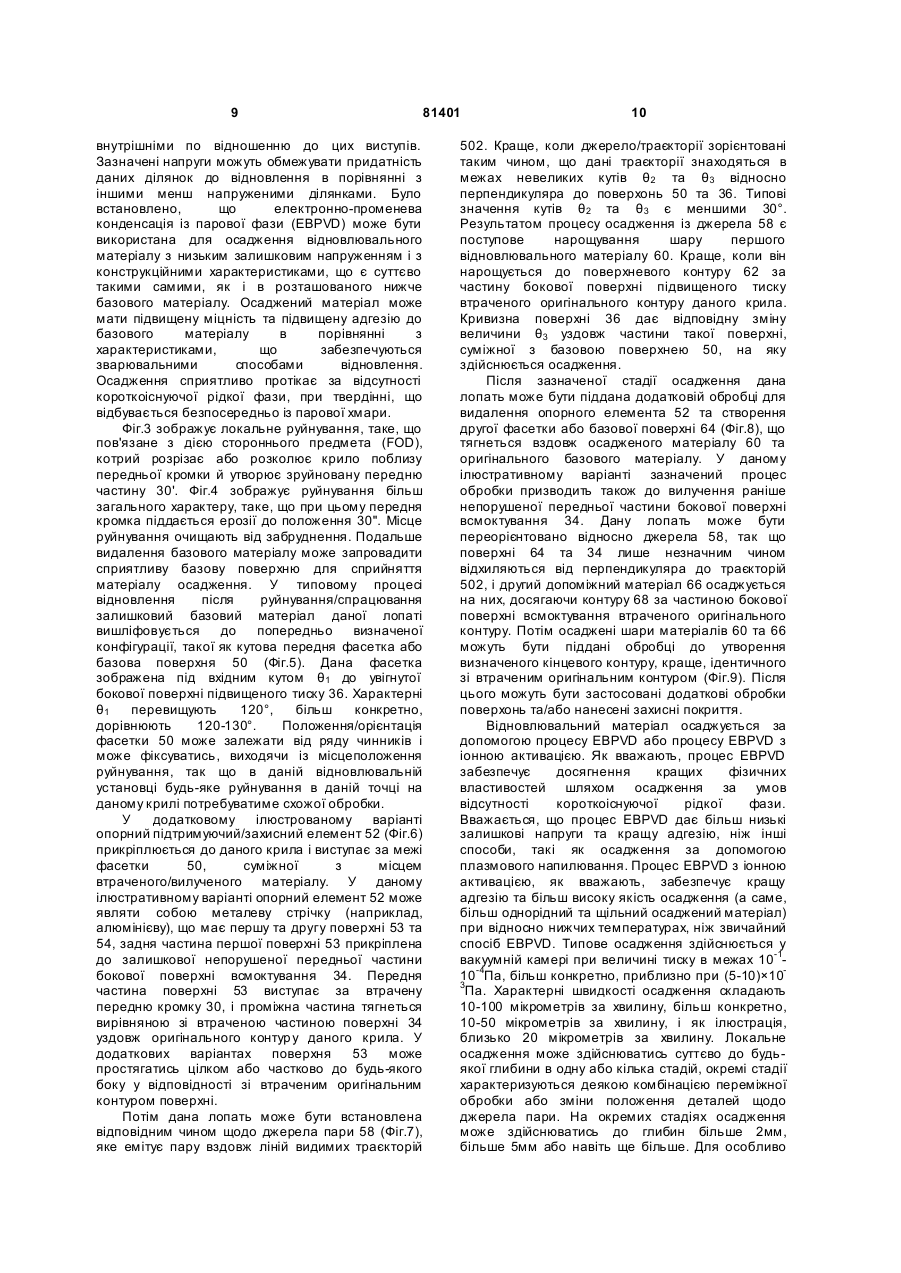
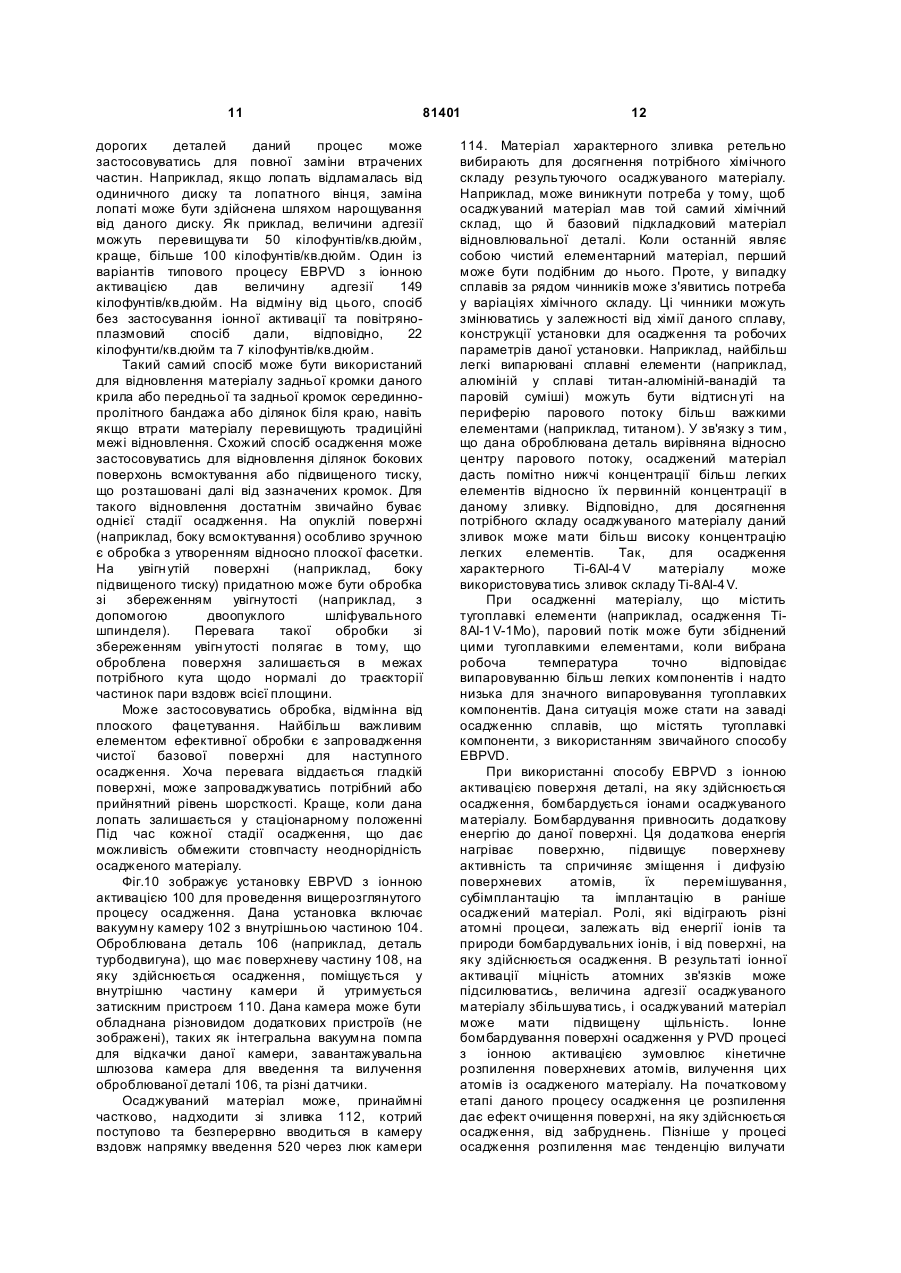
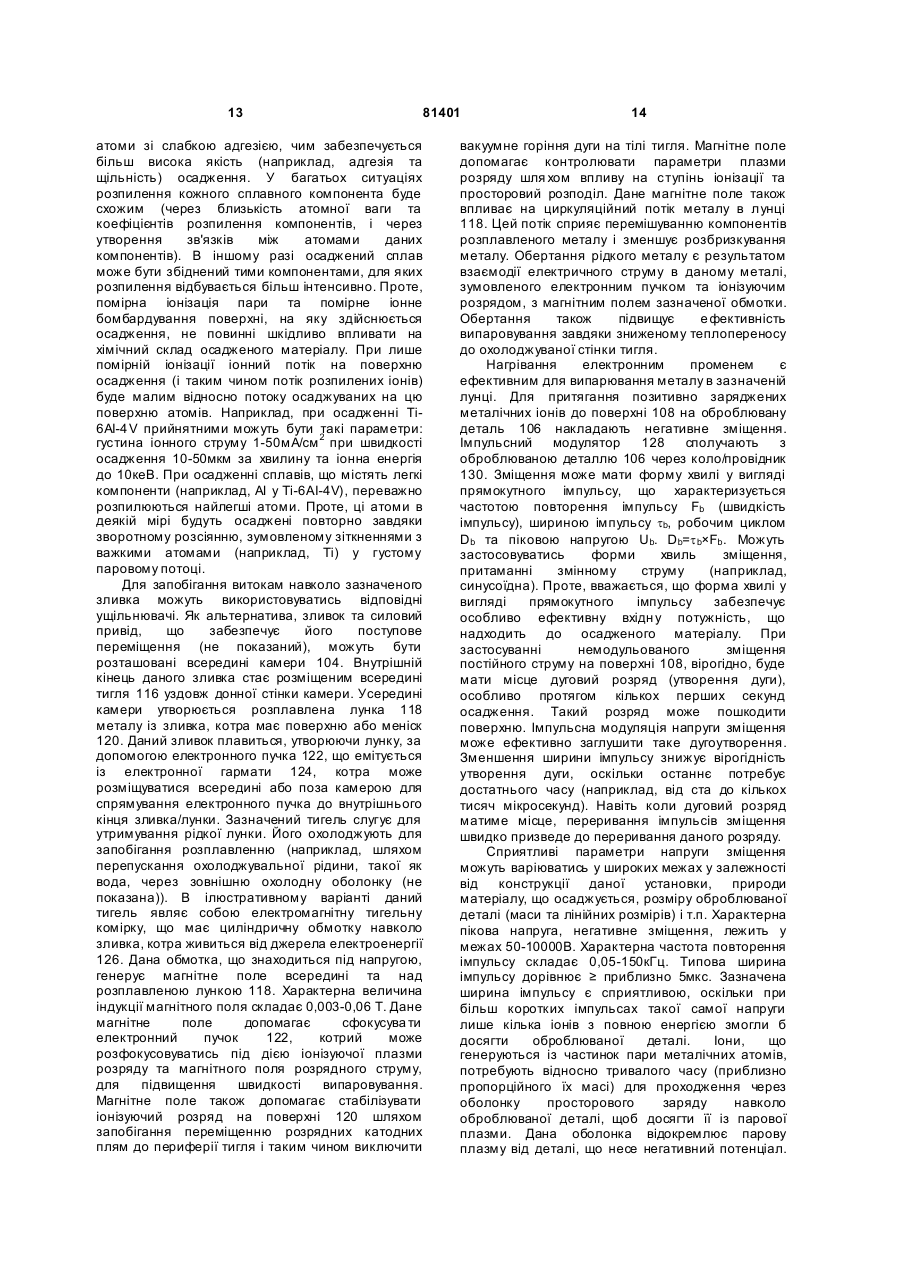
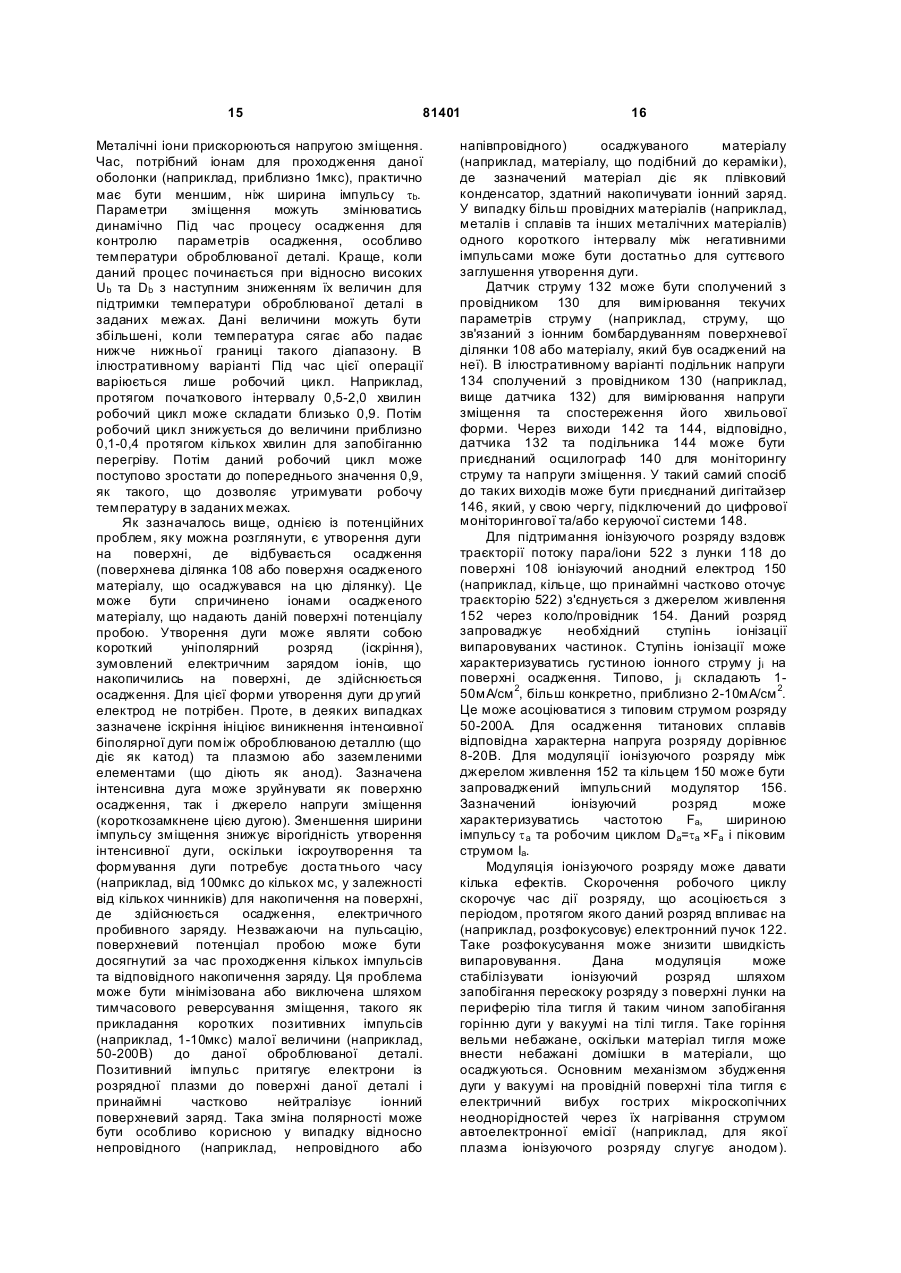
1. Спосіб відновлення деталі турбіни, яка втратила матеріал з місця пошкодження, у якому деталь розміщують у камері осадження, до деталі прикладають перший електричний потенціал, випаровують компоненти для утворення матеріалу відновлення, іонізують випарені компоненти та модулюють перший електричний потенціал таким чином, щоб притягати іонізовані компоненти до деталі, так щоб матеріал відновлення нарощувався у місці втрати матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що деталь являє собою деталь турбіни з Ті сплаву, а матеріал відновлення являє собою матеріал на основі Ті. 3. Спосіб за п. 1, який відрізняється тим, що модуляція містить імпульсну модуляцію першого електричного потенціалу у такий спосіб, щоб запобігти утворенню дуги від деталі. 4. Спосіб за п. 1, який відрізняється тим, що деталь додатково нагрівають та модулюють нагрівання деталі у відповідності з модуляцією першого електричного потенціалу. 5. Спосіб за п. 1, який відрізняється тим, що модуляція містить прикладання негативних імпульсів, що чергуються з позитивними 2 (19) 1 3 81401 4 15. Спосіб за п. 14, який відрізняється тим, що номінальна напруга становить 1-3 кВ, частота повторення імпульсів 0,5-5 кГц та щільність іонного струму 2-10 мА/см при швидкості осадження 15-20 мкм/хвилину. 16. Спосіб за п. 1, який відрізняється тим, що зазначена іонізація є імпульсно-модульованою з частотою повторення імпульсів 100-1000 Гц та робочим циклом 0,5-0,9. 17. Пристрій для осадження матеріалу на деталь, що містить камеру осадження, джерело матеріалу осадження, засоби для формування плазми із зазначеного джерела матеріалу осадження, засоби для прикладання до оброблюваної деталі модульованої напруги зміщення для притягання іонів із плазми до оброблюваної деталі, засоби для моніторингу щільності плазми та іонного струму, що подається до оброблюваної деталі, та систему керування, зв'язану із засобами для формування, засобами для прикладання і засобами для моніторингу, та запрограмовану таким чином, щоб забезпечити контроль осадження матеріалу по контуру зворотного зв'язку. 18. Пристрій за п. 17, який відрізняється тим, що додатково містить засоби для нагрівання оброблюваної деталі. 19. Пристрій для осадження матеріалу на деталь, що містить камеру осадження, матеріал осадження, що розміщений, принаймні частково, всередині камери осадження, джерело першого електронного пучка, що встановлене для спрямування першого електронного пучка для випарювання частини матеріалу осадження, іонізуючий електрод та електромагнітну котушку, оточуючу потік від матеріалу осадження, джерело напруги зміщення, приєднане для прикладання до деталі електричного потенціалу, та пристрій керування, з'єднаний з джерелом напруги зміщення і сконфігурований для прикладання електричного потенціалу як переважно негативного потенціалу з проміжними позитивними імпульсами. 20. Пристрій за п. 19, який відрізняється тим, що пристрій керування зв'язаний із іонізуючим електродом для імпульсної модуляції іонізації. 21. Пристрій за п. 19, який відрізняється тим, що джерело напруги зміщення містить електронну лампу для обмеження струму, що подається до оброблюваної деталі. 22. Пристрій за п. 19, який відрізняється тим, що додатково містить джерело другого електронного пучка, встановлене для спрямування другого електронного пучка на оброблювану деталь. 23. Пристрій за п. 19, який відрізняється тим, що матеріал осадження містить Ті, Al та V. 24. Відновлена металева деталь, що містить основу та матеріал відновлення, що має першу поверхню контакту з основою, де міцність зв'язку між матеріалом відновлення та основою перевищує 50 кілофунтів/кв.дюйм. 25. Деталь за п. 24, яка відрізняється тим, що матеріал відновлення являє собою перший матеріал відновлення, та деталь додатково містить другий матеріал відновлення, що має другу поверхню контакту з основою та третю поверхню контакту з першим матеріалом відновлення, де міцність другого і третього зв'язків між другим матеріалом відновлення і основою та першим матеріалом відновлення, відповідно, перевищують 50 кілофунтів/кв.дюйм. 26. Деталь за п. 24, яка відрізняється тим, що основа і матеріал відновлення містить сплави Ті або суперсплави на основі нікелю або кобальту подібного номінального складу, міцність зв'язку становить від 100 до 200 кілофунтів/кв.дюйм, матеріал відновлення має товщину принаймні 2,0 мм, основа має товщину, що перевищує товщину матеріалу відновлення, і основа містить первинний невідновлений матеріал. Даний винахід стосується відновлення деталей турбіни. У більш конкретному викладі даний винахід стосується відновлення спрацьованих або зруйнованих вентиляторних лопатей газотурбінного двигуна та інших лопатей і лопаток. Компоненти газотурбінних двигунів піддаються спрацюванню та руйнуванню. Навіть помірне спрацювання та руйнування деяких компонентів може зашкодити оптимальній роботі даного двигуна. Особливі ділянки, що викликають занепокоєння, включають крила різних лопатей та лопаток. Спрацювання та руйнування може впливати на їх аеродинамічну ефективність, спричиняти дисбаланси динамічних сил і навіть конструкційний ризик спрацьованих/зруйнованих деталей у більш екстремальних випадках. Звичайно для спрацьованих або зруйнованих у незначній мірі профілів застосовується обмежене відновлення, де допоміжний матеріал вилучається нижче спрацьованої/зруйнованої ділянки для запровадження конфігурації з відносно ефективним та чистим поперечним профілем, хоча й меншим, ніж оригінальний або попередній профіль. Типові критерії обстеження, що встановлюють межі, до яких може проводитись таке відновлення, наведені у [довіднику Pratt & Whitney JT8D Engine Manual (Ρ/Ν 773128), ΑΤΑ 7233-21, Inspection - 01, United Technologies Corp., East Hartford Connecticut]. Зазначені межі можуть відрізнятись для різних профілів, у залежності від місця розташування та конкретного застосування. Ці межі типово базуються на конструкційних та експлуатаційних характеристиках, що обмежують кількість матеріалу, який може бути вилучений. Для більш екстенсивного відновлення спрацьованих або зруйнованих деталей газотурбінних двигунів запропоновані різні способи. Патент [США №4822248] розкриває використання плазмового пальника для нанесення жароміцного матеріалу на основі нікелю або кобальту. У [патенті США за №5732467] 5 81401 розкривається застосування способів високошвидкісного окси-паливного (HVOF) плазмового напилювання та плазмового напилювання низького тиску (LPPS) для замуровування тріщин у таких турбінних елементах. Патент [США №5783318] також розкриває способи LPPS на додаток до лазерного зварювання та дугового зварювання з плазмовим перенесенням. У [патенті США за №6049978] висвітлюється подальше застосування способів HVOF. Такі способи мають обмежену здатність щодо нарощування матеріалу-замісника для відновлення оригінального або близького до оригінального поперечного перерізу. Однак, конструкційні властивості зазначеного матеріалузамісника можуть бути суттєво обмежені відносно властивостей базового матеріалу. Особливо для більш значних руйн увань відоме застосування попередньо сформованих вкладок, котрі можуть бути вварені на місце для відновлення зруйнованої ділянки. У випадку використання таких вкладок зруйнована ділянка вирізається до попередньо визначеної форми даної вкладки, котра, у свою чергу, вварюється на це місце. Конструкційні обмеження, що пов'язані зі зварюванням, обмежують придатність таких способів відновлення ділянками профілю з відносно низькими напругами, як і в випадку інших способів. У довідниках з відновлення двигунів звичайно визначаються ділянки з низькими напругами, де дозволяється застосовувати відновлення зварюванням. Широкий різновид міри спрацювання/руйнування та напруги, якій піддається спрацьована/зруйнована ділянка, можуть обмежити застосування зазначених способів. Області високих напруг часто включають ділянки поблизу (наприклад, трохи всередині) серединно-пролітного бандажа вентиляторної лопаті. Один із аспектів даного винаходу включає спосіб відновлення деталі машини, котра втратила перший матеріал зі свого місцеположення (наприклад, із деталі турбомашини, що виготовлена із Ті сплаву, під час роботи даної турбомашини). Дану деталь поміщують у камеру осадження. До даної деталі прикладається перший електричний потенціал. Компоненти для утворення матеріалу, що використовується для відновлення, піддаються іонізації. Зазначений перший електричний потенціал модулюється в такий спосіб, щоб притягнути іонізовані компоненти до даної деталі, так що нарощування відновлювального матеріалу принаймні частково замінює зазначений перший матеріал. У різних варіантах зазначена модуляція першого електричного потенціалу може здійснюватись у такий спосіб, щоб запобігти утворенню електричної дуги від даної деталі. Дана деталь може нагріватись, і нагрівання може модулюватись згідно з модуляцією першого електричного потенціалу. Модуляція першого електричного потенціалу може включати встановлення, головним чином, негативного потенціалу і прикладання позитивних імпульсів відносно малої тривалості. Іонізація може також 6 модулюватись. Допоміжний матеріал може видалятись, принаймні частково, з даного місцеположення для формування базової поверхні. Відновлювальний матеріал може наноситись на вказану базову поверхню, принаймні частково, замість першого матеріалу та допоміжного матеріалу. Зазначений відновлювальний матеріал може включати або цілком складатись із Ti-6AI-4V, Ti-6AI-2Sn-4Zr-2Mo, Ti-8AMV-1Mo або Ті-6 АІ-2Sn-4Zr-6Mo. Допоміжний матеріал може бути вилучений, в основній своїй частині, із незруйнованих частин даної деталі. Дана деталь може являти собою лопать, що має хвостовик та крило, і зруйнована ділянка може бути розташована вздовж передньої кромки даного крила всередині серединно-пролітного бандажа даного крила. Перший матеріал може бути втрачений до глибини 2,0мм або більше. Опорний елемент може прикріплюватись до частини, що виступає поряд з даною дефектною ділянкою, так що відновлювальний матеріал, що осаджується, нарощується на базовій поверхні та зазначеному опорному елементі. Даний опорний елемент може бути, принаймні частково, вилучений, і суміжний осаджений матеріал та матеріал, що існував раніше, можуть бути оброблені з утворенням другої базової поверхні. На другу базову поверхню може бути нанесено більше відновлювального матеріалу. Даний спосіб може виконуватись при величині тиску нижче 0,01Па. Інший аспект даного винаходу включає спосіб відновлення деталі турбіни із Ті сплаву, котра втратила перший матеріал. Дану деталь помішують у камеру осадження. До даної деталі прикладається перший електричний потенціал. Компоненти для утворення відновлювального матеріалу на основі Ті піддаються іонізації. Зазначений перший електричний потенціал модулюється в такий спосіб, щоб притягнути іонізовані компоненти до даної деталі, при підтриманні температури даної деталі у визначених межах, так що нарощування відновлювального матеріалу, принаймні частково, замінює перший матеріал і забезпечує потрібні властивості. У різних варіантах першому електричному потенціалу може відповідати номінальна напруга 50 В-10кВ, більш конкретно, 1-3кВ. Частота повторення імпульсів може складати 0,05-150кГц, більш конкретно, 0,5-5кГц. Робочий цикл може складати 0,01-0,99, більш конкретно, 0,1-0,95. Густина іонного струму може складати 1-50мА/см 2 при швидкості осадження 10-50мкм/хвилину, більш конкретно, 2-10мА/см 2 при швидкості осадження 15-20мкм/хвилину. Іонізація може бути імпульсномодульованою з частотою повторення імпульсів 100-1000Гц та робочим циклом 0,5-0,9. Модуляція зовнішнього нагрівання даної деталі може здійснюватися згідно з модуляцією зазначеного першого електричного потенціалу. Інший аспект даного винаходу включає установку для осадження матеріалу на оброблювану деталь. Дана установка включає камеру осадження та джерело матеріалу, що 7 81401 осаджується. Запроваджуються засоби для формування плазми із зазначеного джерела осаджуваного матеріалу. Запроваджуються засоби для прикладання до даної оброблюваної деталі модульованої напруги зміщення для притягання іонів із плазми до даної оброблюваної деталі. Запроваджуються засоби для моніторингу густини плазми та іонного струму, що подається до оброблюваної деталі. Система регулювання сполучається із засобами для формування, засобами для прикладання і засобами для моніторингу, і програмується в такий спосіб, щоб запровадити контроль осадження матеріалу через контур зворотного зв'язку. У різних варіантах дана установка може додатково включати засоби для зовнішнього нагрівання даної оброблюваної деталі. Інший аспект даного винаходу включає установку для осадження матеріалу на оброблювану деталь. Дана установка включає камеру осадження та осаджуваний матеріал, що розміщений, принаймні частково, всередині даної камери осадження. Установлюють джерело першого електронного пучка для випарювання частини осаджуваного матеріалу. Іонізуючий електрод та електромагнітна обмотка оточують траєкторію потоку осаджуваного матеріалу. Приєднують джерело напруги зміщення для прикладання до оброблюваної деталі електричного потенціалу. Регулюючий пристрій сполучають з джерелом напруги зміщення та задають таку конфігурацію, щоб зазначений електричний потенціал був у вигляді, головним чином, негативного потенціалу, що модулюється позитивними імпульсами. У різних варіантах зазначений регулюючий пристрій може бути сполучений з іонізуючим електродом для імпульсної модуляції іонізації. Може бути запроваджене також джерело другого електронного пучка для спрямування на оброблювану деталь другого електронного пучка. Ще один аспект даного винаходу включає відновлену металеву деталь, що має підкладку. Відновлювальний матеріал має першу поверхню розділу з даною підкладкою. Міцність зв'язку між відновлювальним матеріалом та даною підкладкою перевищує 50 кілофунтів/кв.дюйм. У різних варіантах відновлювальний матеріал може бути першим відновлювальним матеріалом. Другий відновлювальний матеріал може мати другу поверхню розділу з підкладкою та третю поверхню розділу з першим відновлювальним матеріалом. Друга та третя міцності зв'язку між другим відновлювальним матеріалом та підкладкою і першим відновлювальним матеріалом, відповідно, можуть перевищувати 50 кілофунтів/кв.дюйм і можуть бути в межах 100-200 кілофунтів/кв.дюйм. Дана підкладка та відновлювальний матеріал можуть включати Ті сплави або жароміцні сплави на основі нікелю чи кобальту схожого номінального складу (суттєво такого самого складу, щоб мати суттєво схожі властивості, або, крім того, ідентичного складу у відповідності з даним концентраційним розділенням (наприклад, 2%, 1%, 0,5% або 0,1%, 8 за вагою другорядних складових або всіх складових)). Відновлювальний матеріал може мати глибину принаймні 2,0мм. Дана підкладка може мати локальну товщину, що перевищує глибину відновлювального матеріалу. Дана підкладка може включати оригінальний невідновлений матеріал або попередньо відновлений матеріал. Подробиці одного або більшої кількості варіантів даного винаходу викладені в поданих нижче супровідних фігурах та детальному описі. Інші особливості, цілі та переваги даного винаходу стануть очевидними із зазначеного опису та фігур, а також формули винаходу. Фіг.1 являє собою зображення крила вентилятора газотурбінного двигуна. Фіг.2 являє собою інтроспективний вид з верхнього краю крила Фіг.1. Фіг.3 являє собою частковий переріз крила Фіг.1 після руйнування. Фіг.4 являє собою частковий переріз крила Фіг.1 після спрацювання. Фіг.5 являє собою частковий переріз крила Фіг.1 після обробки для видалення зруйнованих/спрацьованих поверхонь. Фіг.6 являє собою частковий переріз крила Фіг.5 після прикріплення опорного елемента. Фіг.7 являє собою частковий переріз крила Фіг.6 після осадження первинного матеріалу для відновлення крила. Фіг.8 являє собою частковий переріз крила Фіг.7 після додаткової обробки та осадження допоміжного матеріалу для відновлення крила. Фіг.9 являє собою зображення крила Фіг.8 після додаткової обробки. Фіг.10 являє собою схематичне зображення установки конденсації із парової фази з іонною активацією для осадження первинного та допоміжного матеріалу Фіг.7 та 8. Однакові цифрові позначення позицій на фігурах та посилання на них у тексті відповідають однаковим елементам. Фіг.1 зображує вентиляторну лопать 20 від газотурбінного двигуна. Дана лопать має внутрішній хвостовик лопаті 22, якому надана відповідна форма для приєднання даної лопаті до диску (не показаний). Платформа 24 відокремлює хвостовик лопаті від крила 26, що тягнеться від платформи до краю лопаті 28. Дане крило має передню кромку 30 та задню кромку 32 з боками всмоктування 34 та підвищеного тиску 36, що простягаються між ними. У даній типовій лопаті, у проміжному положенні вздовж прольоту між платформою та краєм лопаті від кожної з бокових поверхонь підвищеного тиску та всмоктування тягнеться серединно-пролітний демпферний бандажний виступ 40. Виступи 40 боків підвищеного тиску та всмоктування можуть взаємодіяти, відповідно, з виступами боків всмоктування та підвищеного тиску суміжних лопатей для гасіння осциляцій лопаті. Обертова маса серединно-пролітних бандажних виступів сумісно з силами їх взаємодії з суміжними виступами піддає дану лопать впливу високих напруг на ділянках, що є найближчими і 9 81401 внутрішніми по відношенню до цих виступів. Зазначені напруги можуть обмежувати придатність даних ділянок до відновлення в порівнянні з іншими менш напруженими ділянками. Було встановлено, що електронно-променева конденсація із парової фази (EBPVD) може бути використана для осадження відновлювального матеріалу з низьким залишковим напруженням і з конструкційними характеристиками, що є суттєво такими самими, як і в розташованого нижче базового матеріалу. Осаджений матеріал може мати підвищену міцність та підвищену адгезію до базового матеріалу в порівнянні з характеристиками, що забезпечуються зварювальними способами відновлення. Осадження сприятливо протікає за відсутності короткоіснуючої рідкої фази, при твердінні, що відбувається безпосередньо із парової хмари. Фіг.3 зображує локальне руйнування, таке, що пов'язане з дією стороннього предмета (FOD), котрий розрізає або розколює крило поблизу передньої кромки й утворює зруйновану передню частину 30'. Фіг.4 зображує руйнування більш загального характеру, таке, що при цьому передня кромка піддається ерозії до положення 30". Місце руйнування очищають від забруднення. Подальше видалення базового матеріалу може запровадити сприятливу базову поверхню для сприйняття матеріалу осадження. У типовому процесі відновлення після руйнування/спрацювання залишковий базовий матеріал даної лопаті вишліфовується до попередньо визначеної конфігурації, такої як кутова передня фасетка або базова поверхня 50 (Фіг.5). Дана фасетка зображена під вхідним кутом θ 1 до увігнутої бокової поверхні підвищеного тиску 36. Характерні θ1 перевищують 120°, більш конкретно, дорівнюють 120-130°. Положення/орієнтація фасетки 50 може залежати від ряду чинників і може фіксуватись, виходячи із місцеположення руйнування, так що в даній відновлювальній установці будь-яке руйнування в даній точці на даному крилі потребуватиме схожої обробки. У додатковому ілюстрованому варіанті опорний підтримуючий/захисний елемент 52 (Фіг.6) прикріплюється до даного крила і виступає за межі фасетки 50, суміжної з місцем втраченого/вилученого матеріалу. У даному ілюстративному варіанті опорний елемент 52 може являти собою металеву стрічку (наприклад, алюмінієву), що має першу та другу поверхні 53 та 54, задня частина першої поверхні 53 прикріплена до залишкової непорушеної передньої частини бокової поверхні всмоктування 34. Передня частина поверхні 53 виступає за втрачену передню кромку 30, і проміжна частина тягнеться вирівняною зі втраченою частиною поверхні 34 уздовж оригінального контур у даного крила. У додаткових варіантах поверхня 53 може простягатись цілком або частково до будь-якого боку у відповідності зі втраченим оригінальним контуром поверхні. Потім дана лопать може бути встановлена відповідним чином щодо джерела пари 58 (Фіг.7), яке емітує пару вздовж ліній видимих траєкторій 10 502. Краще, коли джерело/траєкторії зорієнтовані таким чином, що дані траєкторії знаходяться в межах невеликих кутів θ2 та θ3 відносно перпендикуляра до поверхонь 50 та 36. Типові значення кутів θ 2 та θ3 є меншими 30°. Результатом процесу осадження із джерела 58 є поступове нарощування шару першого відновлювального матеріалу 60. Краще, коли він нарощується до поверхневого контуру 62 за частину бокової поверхні підвищеного тиску втраченого оригінального контуру даного крила. Кривизна поверхні 36 дає відповідну зміну величини θ3 уздовж частини такої поверхні, суміжної з базовою поверхнею 50, на яку здійснюється осадження. Після зазначеної стадії осадження дана лопать може бути піддана додатковій обробці для видалення опорного елемента 52 та створення другої фасетки або базової поверхні 64 (Фіг.8), що тягнеться вздовж осадженого матеріалу 60 та оригінального базового матеріалу. У даному ілюстративному варіанті зазначений процес обробки призводить також до вилучення раніше непорушеної передньої частини бокової поверхні всмоктування 34. Дану лопать може бути переорієнтовано відносно джерела 58, так що поверхні 64 та 34 лише незначним чином відхиляються від перпендикуляра до траєкторій 502, і другий допоміжний матеріал 66 осаджується на них, досягаючи контуру 68 за частиною бокової поверхні всмоктування втраченого оригінального контуру. Потім осаджені шари матеріалів 60 та 66 можуть бути піддані обробці до утворення визначеного кінцевого контуру, краще, ідентичного зі втраченим оригінальним контуром (Фіг.9). Після цього можуть бути застосовані додаткові обробки поверхонь та/або нанесені захисні покриття. Відновлювальний матеріал осаджується за допомогою процесу EBPVD або процесу EBPVD з іонною активацією. Як вважають, процес EBPVD забезпечує досягнення кращих фізичних властивостей шляхом осадження за умов відсутності короткоіснуючої рідкої фази. Вважається, що процес EBPVD дає більш низькі залишкові напруги та кращу адгезію, ніж інші способи, такі як осадження за допомогою плазмового напилювання. Процес EBPVD з іонною активацією, як вважають, забезпечує кращу адгезію та більш високу якість осадження (а саме, більш однорідний та щільний осаджений матеріал) при відносно нижчих температурах, ніж звичайний спосіб EBPVD. Типове осадження здійснюється у вакуумній камері при величині тиску в межах 10-110-4Па, більш конкретно, приблизно при (5-10)×103 Па. Характерні швидкості осадження складають 10-100 мікрометрів за хвилину, більш конкретно, 10-50 мікрометрів за хвилину, і як ілюстрація, близько 20 мікрометрів за хвилину. Локальне осадження може здійснюватись суттєво до будьякої глибини в одну або кілька стадій, окремі стадії характеризуються деякою комбінацією переміжної обробки або зміни положення деталей щодо джерела пари. На окремих стадіях осадження може здійснюватись до глибин більше 2мм, більше 5мм або навіть ще більше. Для особливо 11 81401 дорогих деталей даний процес може застосовуватись для повної заміни втрачених частин. Наприклад, якщо лопать відламалась від одиничного диску та лопатного вінця, заміна лопаті може бути здійснена шляхом нарощування від даного диску. Як приклад, величини адгезії можуть перевищува ти 50 кілофунтів/кв.дюйм, краще, більше 100 кілофунтів/кв.дюйм. Один із варіантів типового процесу EBPVD з іонною активацією дав величину адгезії 149 кілофунтів/кв.дюйм. На відміну від цього, спосіб без застосування іонної активації та повітряноплазмовий спосіб дали, відповідно, 22 кілофунти/кв.дюйм та 7 кілофунтів/кв.дюйм. Такий самий спосіб може бути використаний для відновлення матеріалу задньої кромки даного крила або передньої та задньої кромок серединнопролітного бандажа або ділянок біля краю, навіть якщо втрати матеріалу перевищують традиційні межі відновлення. Схожий спосіб осадження може застосовуватись для відновлення ділянок бокових поверхонь всмоктування або підвищеного тиску, що розташовані далі від зазначених кромок. Для такого відновлення достатнім звичайно буває однієї стадії осадження. На опуклій поверхні (наприклад, боку всмоктування) особливо зручною є обробка з утворенням відносно плоскої фасетки. На увігн утій поверхні (наприклад, боку підвищеного тиску) придатною може бути обробка зі збереженням увігнутості (наприклад, з допомогою двоопуклого шліфувального шпинделя). Перевага такої обробки зі збереженням увігн утості полягає в тому, що оброблена поверхня залишається в межах потрібного кута щодо нормалі до траєкторії частинок пари вздовж всієї площини. Може застосовуватись обробка, відмінна від плоского фацетування. Найбільш важливим елементом ефективної обробки є запровадження чистої базової поверхні для наступного осадження. Хоча перевага віддається гладкій поверхні, може запроваджуватись потрібний або прийнятний рівень шорсткості. Краще, коли дана лопать залишається у стаціонарному положенні Під час кожної стадії осадження, що дає можливість обмежити стовпчасту неоднорідність осадженого матеріалу. Фіг.10 зображує установку EBPVD з іонною активацією 100 для проведення вищерозглянутого процесу осадження. Дана установка включає вакуумну камеру 102 з внутрішньою частиною 104. Оброблювана деталь 106 (наприклад, деталь турбодвигуна), що має поверхневу частину 108, на яку здійснюється осадження, поміщується у внутрішню частину камери й утримується затискним пристроєм 110. Дана камера може бути обладнана різновидом додаткових пристроїв (не зображені), таких як інтегральна вакуумна помпа для відкачки даної камери, завантажувальна шлюзова камера для введення та вилучення оброблюваної деталі 106, та різні датчики. Осаджуваний матеріал може, принаймні частково, надходити зі зливка 112, котрий поступово та безперервно вводиться в камеру вздовж напрямку введення 520 через люк камери 12 114. Матеріал характерного зливка ретельно вибирають для досягнення потрібного хімічного складу результуючого осаджуваного матеріалу. Наприклад, може виникнути потреба у тому, щоб осаджуваний матеріал мав той самий хімічний склад, що й базовий підкладковий матеріал відновлювальної деталі. Коли останній являє собою чистий елементарний матеріал, перший може бути подібним до нього. Проте, у випадку сплавів за рядом чинників може з'явитись потреба у варіаціях хімічного складу. Ці чинники можуть змінюватись у залежності від хімії даного сплаву, конструкції установки для осадження та робочих параметрів даної установки. Наприклад, найбільш легкі випарювані сплавні елементи (наприклад, алюміній у сплаві титан-алюміній-ванадій та паровій суміші) можуть бути відтисн уті на периферію парового потоку більш важкими елементами (наприклад, титаном). У зв'язку з тим, що дана оброблювана деталь вирівняна відносно центру парового потоку, осаджений матеріал дасть помітно нижчі концентрації більш легких елементів відносно їх первинній концентрації в даному зливку. Відповідно, для досягнення потрібного складу осаджуваного матеріалу даний зливок може мати більш високу концентрацію легких елементів. Так, для осадження характерного Ti-6AI-4 V матеріалу може використовува тись зливок складу Ti-8AI-4 V. При осадженні матеріалу, що містить тугоплавкі елементи (наприклад, осадження Ti8AI-1 V-1Mo), паровий потік може бути збіднений цими тугоплавкими елементами, коли вибрана робоча температура точно відповідає випаровуванню більш легких компонентів і надто низька для значного випаровування тугоплавких компонентів. Дана ситуація може стати на заваді осадженню сплавів, що містять тугоплавкі компоненти, з використанням звичайного способу EBPVD. При використанні способу EBPVD з іонною активацією поверхня деталі, на яку здійснюється осадження, бомбардується іонами осаджуваного матеріалу. Бомбардування привносить додаткову енергію до даної поверхні. Ця додаткова енергія нагріває поверхню, підвищує поверхневу активність та спричиняє зміщення і дифузію поверхневих атомів, їх перемішування, субімплантацію та імплантацію в раніше осаджений матеріал. Ролі, які відіграють різні атомні процеси, залежать від енергії іонів та природи бомбардувальних іонів, і від поверхні, на яку здійснюється осадження. В результаті іонної активації міцність атомних зв'язків може підсилюватись, величина адгезії осаджуваного матеріалу збільшува тись, і осаджуваний матеріал може мати підвищену щільність. Іонне бомбардування поверхні осадження у PVD процесі з іонною активацією зумовлює кінетичне розпилення поверхневих атомів, вилучення цих атомів із осадженого матеріалу. На початковому етапі даного процесу осадження це розпилення дає ефект очищення поверхні, на яку здійснюється осадження, від забруднень. Пізніше у процесі осадження розпилення має тенденцію вилучати 13 81401 атоми зі слабкою адгезією, чим забезпечується більш висока якість (наприклад, адгезія та щільність) осадження. У багатьох ситуаціях розпилення кожного сплавного компонента буде схожим (через близькість атомної ваги та коефіцієнтів розпилення компонентів, і через утворення зв'язків між атомами даних компонентів). В іншому разі осаджений сплав може бути збіднений тими компонентами, для яких розпилення відбувається більш інтенсивно. Проте, помірна іонізація пари та помірне іонне бомбардування поверхні, на яку здійснюється осадження, не повинні шкідливо впливати на хімічний склад осадженого матеріалу. При лише помірній іонізації іонний потік на поверхню осадження (і таким чином потік розпилених іонів) буде малим відносно потоку осаджуваних на цю поверхню атомів. Наприклад, при осадженні Ti6AI-4 V прийнятними можуть бути такі параметри: густина іонного струму 1-50мА/см 2 при швидкості осадження 10-50мкм за хвилину та іонна енергія до 10кеВ. При осадженні сплавів, що містять легкі компоненти (наприклад, АІ у Ti-6AI-4V), переважно розпилюються найлегші атоми. Проте, ці атоми в деякій мірі будуть осаджені повторно завдяки зворотному розсіянню, зумовленому зіткненнями з важкими атомами (наприклад, Ті) у густому паровому потоці. Для запобігання витокам навколо зазначеного зливка можуть використовуватись відповідні ущільнювачі. Як альтернатива, зливок та силовий привід, що забезпечує його поступове переміщення (не показаний), можуть бути розташовані всередині камери 104. Внутрішній кінець даного зливка стає розміщеним всередині тигля 116 уздовж донної стінки камери. Усередині камери утворюється розплавлена лунка 118 металу із зливка, котра має поверхню або меніск 120. Даний зливок плавиться, утворюючи лунку, за допомогою електронного пучка 122, що емітується із електронної гармати 124, котра може розміщуватися всередині або поза камерою для спрямування електронного пучка до внутрішнього кінця зливка/лунки. Зазначений тигель слугує для утримування рідкої лунки. Його охолоджують для запобігання розплавленню (наприклад, шляхом перепускання охолоджувальної рідини, такої як вода, через зовнішню охолодну оболонку (не показана)). В ілюстративному варіанті даний тигель являє собою електромагнітну тигельну комірку, що має циліндричну обмотку навколо зливка, котра живиться від джерела електроенергії 126. Дана обмотка, що знаходиться під напругою, генерує магнітне поле всередині та над розплавленою лункою 118. Характерна величина індукції магнітного поля складає 0,003-0,06 Т. Дане магнітне поле допомагає сфокусува ти електронний пучок 122, котрий може розфокусовуватись під дією іонізуючої плазми розряду та магнітного поля розрядного струму, для підвищення швидкості випаровування. Магнітне поле також допомагає стабілізувати іонізуючий розряд на поверхні 120 шляхом запобігання переміщенню розрядних катодних плям до периферії тигля і таким чином виключити 14 вакуумне горіння дуги на тілі тигля. Магнітне поле допомагає контролювати параметри плазми розряду шля хом впливу на ступінь іонізації та просторовий розподіл. Дане магнітне поле також впливає на циркуляційний потік металу в лунці 118. Цей потік сприяє перемішуванню компонентів розплавленого металу і зменшує розбризкування металу. Обертання рідкого металу є результатом взаємодії електричного струму в даному металі, зумовленого електронним пучком та іонізуючим розрядом, з магнітним полем зазначеної обмотки. Обертання також підвищує е фективність випаровування завдяки зниженому теплопереносу до охолоджуваної стінки тигля. Нагрівання електронним променем є ефективним для випарювання металу в зазначеній лунці. Для притягання позитивно заряджених металічних іонів до поверхні 108 на оброблювану деталь 106 накладають негативне зміщення. Імпульсний модулятор 128 сполучають з оброблюваною деталлю 106 через коло/провідник 130. Зміщення може мати форму хвилі у вигляді прямокутного імпульсу, що характеризується частотою повторення імпульсу Fb (швидкість імпульсу), шириною імпульсу tb, робочим циклом Db та піковою напругою Ub. Db=t b×Fb . Можуть застосовуватись форми хвиль зміщення, притаманні змінному струму (наприклад, синусоїдна). Проте, вважається, що форма хвилі у вигляді прямокутного імпульсу забезпечує особливо ефективну вхідн у потужність, що надходить до осадженого матеріалу. При застосуванні немодульованого зміщення постійного струму на поверхні 108, вірогідно, буде мати місце дуговий розряд (утворення дуги), особливо протягом кількох перших секунд осадження. Такий розряд може пошкодити поверхню. Імпульсна модуляція напруги зміщення може ефективно заглушити таке дугоутворення. Зменшення ширини імпульсу знижує вірогідність утворення дуги, оскільки останнє потребує достатнього часу (наприклад, від ста до кількох тисяч мікросекунд). Навіть коли дуговий розряд матиме місце, переривання імпульсів зміщення швидко призведе до переривання даного розряду. Сприятливі параметри напруги зміщення можуть варіюватись у широких межах у залежності від конструкції даної установки, природи матеріалу, що осаджується, розміру оброблюваної деталі (маси та лінійних розмірів) і т.п. Характерна пікова напруга, негативне зміщення, лежить у межах 50-10000В. Характерна частота повторення імпульсу складає 0,05-150кГц. Типова ширина імпульсу дорівнює ≥ приблизно 5мкс. Зазначена ширина імпульсу є сприятливою, оскільки при більш коротких імпульсах такої самої напруги лише кілька іонів з повною енергією змогли б досягти оброблюваної деталі. Іони, що генеруються із частинок пари металічних атомів, потребують відносно тривалого часу (приблизно пропорційного їх масі) для проходження через оболонку просторового заряду навколо оброблюваної деталі, щоб досягти її із парової плазми. Дана оболонка відокремлює парову плазму від деталі, що несе негативний потенціал. 15 81401 Металічні іони прискорюються напругою зміщення. Час, потрібний іонам для проходження даної оболонки (наприклад, приблизно 1мкс), практично має бути меншим, ніж ширина імпульсу tb. Параметри зміщення можуть змінюватись динамічно Під час процесу осадження для контролю параметрів осадження, особливо температури оброблюваної деталі. Краще, коли даний процес починається при відносно високих Ub та Db з наступним зниженням їх величин для підтримки температури оброблюваної деталі в заданих межах. Дані величини можуть бути збільшені, коли температура сягає або падає нижче нижньої границі такого діапазону. В ілюстративному варіанті Під час цієї операції варіюється лише робочий цикл. Наприклад, протягом початкового інтервалу 0,5-2,0 хвилин робочий цикл може складати близько 0,9. Потім робочий цикл знижується до величини приблизно 0,1-0,4 протягом кількох хвилин для запобіганню перегріву. Потім даний робочий цикл може поступово зростати до попереднього значення 0,9, як такого, що дозволяє утримувати робочу температуру в заданих межах. Як зазначалось вище, однією із потенційних проблем, яку можна розглянути, є утворення дуги на поверхні, де відбувається осадження (поверхнева ділянка 108 або поверхня осадженого матеріалу, що осаджувався на цю ділянку). Це може бути спричинено іонами осадженого матеріалу, що надають даній поверхні потенціалу пробою. Утворення дуги може являти собою короткий уніполярний розряд (іскріння), зумовлений електричним зарядом іонів, що накопичились на поверхні, де здійснюється осадження. Для цієї форми утворення дуги др угий електрод не потрібен. Проте, в деяких випадках зазначене іскріння ініціює виникнення інтенсивної біполярної дуги поміж оброблюваною деталлю (що діє як катод) та плазмою або заземленими елементами (що діють як анод). Зазначена інтенсивна дуга може зруйнувати як поверхню осадження, так і джерело напруги зміщення (короткозамкнене цією дугою). Зменшення ширини імпульсу зміщення знижує вірогідність утворення інтенсивної дуги, оскільки іскроутворення та формування дуги потребує доста тнього часу (наприклад, від 100мкс до кількох мс, у залежності від кількох чинників) для накопичення на поверхні, де здійснюється осадження, електричного пробивного заряду. Незважаючи на пульсацію, поверхневий потенціал пробою може бути досягнутий за час проходження кількох імпульсів та відповідного накопичення заряду. Ця проблема може бути мінімізована або виключена шляхом тимчасового реверсування зміщення, такого як прикладання коротких позитивних імпульсів (наприклад, 1-10мкс) малої величини (наприклад, 50-200В) до даної оброблюваної деталі. Позитивний імпульс притягує електрони із розрядної плазми до поверхні даної деталі і принаймні частково нейтралізує іонний поверхневий заряд. Така зміна полярності може бути особливо корисною у випадку відносно непровідного (наприклад, непровідного або 16 напівпровідного) осаджуваного матеріалу (наприклад, матеріалу, що подібний до кераміки), де зазначений матеріал діє як плівковий конденсатор, здатний накопичувати іонний заряд. У випадку більш провідних матеріалів (наприклад, металів і сплавів та інших металічних матеріалів) одного короткого інтервалу між негативними імпульсами може бути достатньо для суттєвого заглушення утворення дуги. Датчик струму 132 може бути сполучений з провідником 130 для вимірювання текучих параметрів струму (наприклад, струму, що зв'язаний з іонним бомбардуванням поверхневої ділянки 108 або матеріалу, який був осаджений на неї). В ілюстративному варіанті подільник напруги 134 сполучений з провідником 130 (наприклад, вище датчика 132) для вимірювання напруги зміщення та спостереження його хвильової форми. Через виходи 142 та 144, відповідно, датчика 132 та подільника 144 може бути приєднаний осцилограф 140 для моніторингу струму та напруги зміщення. У такий самий спосіб до таких виходів може бути приєднаний дигітайзер 146, який, у свою чергу, підключений до цифрової моніторингової та/або керуючої системи 148. Для підтримання іонізуючого розряду вздовж траєкторії потоку пара/іони 522 з лунки 118 до поверхні 108 іонізуючий анодний електрод 150 (наприклад, кільце, що принаймні частково оточує траєкторію 522) з'єднується з джерелом живлення 152 через коло/провідник 154. Даний розряд запроваджує необхідний ступінь іонізації випаровуваних частинок. Ступінь іонізації може характеризуватись густиною іонного струму ji на поверхні осадження. Типово, ji складають 150мА/см 2, більш конкретно, приблизно 2-10мА/см 2. Це може асоціюватися з типовим струмом розряду 50-200А. Для осадження титанових сплавів відповідна характерна напруга розряду дорівнює 8-20В. Для модуляції іонізуючого розряду між джерелом живлення 152 та кільцем 150 може бути запроваджений імпульсний модулятор 156. Зазначений іонізуючий розряд може характеризуватись частотою Fa, шириною імпульсу t а та робочим циклом Da=tа ×Fa і піковим струмом Іа. Модуляція іонізуючого розряду може давати кілька ефектів. Скорочення робочого циклу скорочує час дії розряду, що асоціюється з періодом, протягом якого даний розряд впливає на (наприклад, розфокусовує) електронний пучок 122. Таке розфокусування може знизити швидкість випаровування. Дана модуляція може стабілізувати іонізуючий розряд шляхом запобігання перескоку розряду з поверхні лунки на периферію тіла тигля й таким чином запобігання горінню дуги у вакуумі на тілі тигля. Таке горіння вельми небажане, оскільки матеріал тигля може внести небажані домішки в матеріали, що осаджуються. Основним механізмом збудження дуги у вакуумі на провідній поверхні тіла тигля є електричний вибух гострих мікроскопічних неоднорідностей через їх нагрівання струмом автоелектронної емісії (наприклад, для якої плазма іонізуючого розряду слугує анодом). 17 81401 Достатнє нагрівання потребує достатнього часу. Пульсування іонізуючого розряду запроваджує періодичне переривання нагрівання через автоелектронну емісію від мікроскопічних неоднорідностей тигля, чим забезпечується достатнє охолодження і стабільний розряд. Параметри модуляції вибираються таким чином, щоб запровадити потрібну густин у струм у на поверхні осадження оброблюваної деталі при необхідній стабільності іонізуючого розряду, з урахуванням припустимих ефектів щодо електронного пучка та швидкості випаровування. Характерні параметри модуляції включають частоту F a у межах 1-10000Гц, більш конкретно, 100-1000Гц, та робочий цикл Da у межах 0,1-0,95, більш конкретно, 0,5-0,9. Під час процесу осадження може варіюватись один або більше параметрів розрядних імпульсів. Наприклад, робочий цикл може поступово зменшуватись протягом деякого періоду після початку процесу осадження. Зниження його до нуля може запровадити м'який перехід від процесу EBPVD з іонною активацією до звичайного процесу EBPVD. Як альтернатива до прямокутних імпульсів, можуть застосовуватись різні хвильові форми. Датчик струму 158 може бути сполучений з колом 154 з подільником напруги 160, приєднаним до даного кола нижче цього датчика, для запровадження виходів 162 та 164, котрі можуть бути з'єднані з осцилографом, коли останній приєднаний як показано позицією 140'. Дигітайзер (не показаний) може бути підключений до цифрової моніторингової та/або керуючої системи (не показана) і може бути використаний замість або як доповнення до осцилографа 140'. Електромагнітне кільце 170 також, принаймні частково, оточує траєкторію 522 і з'єднане через коло/провідник 172 з джерелом живлення 174. В ілюстративному варіанті зазначене електромагнітне кільце 170 розміщене вище анодного кільця 150 уздовж траєкторії 522. Проте, як альтернатива, воно може бути розміщене нижче, як показано позицією 170', або навіть за (нижче) оброблюваною деталлю 106. Типове кільце 170 утворене кількома витками провідника навколо траєкторії 522, які формують обмотку. Дане кільце/обмотка 170 може бути активоване для створення магнітного поля порядку 0,0030,03Т, щоб підсилити іонізацію пари електронами, котрі емітуються катодом, і контролювати просторовий розподіл розрядної плазми завдяки впливу даного магнітного поля на траєкторію плазмових електронів. Плазмові електрони рухаються, головним чином, уздовж ліній магнітного поля (наприклад, рухаються по спіралі навколо ліній поля). Таким чином, підвищена напруженість поля продукує підвищену густину плазми. Відповідне конфігурування магнітного поля дає відповідний розподіл плазми. Це може включати впровадження розподіленої густини плазми поблизу поверхні оброблюваної деталі та відповідним чином розподілений іонний струм по даній поверхні (наприклад, впровадження збільшеного іонного струму вздовж більш масивних частин даної оброблюваної деталі для 18 забезпечення більш однорідного нагрівання шляхом іонного бомбардування). Варіювання струму в зазначеному електромагнітному кільці або його положення Під час осадження дозволяє здійснювати динамічний контроль за розподілом іонів по поверхні осадження і може бути використане для досягнення потрібного нагрівання. Засувка 178 може мати перше положення (суцільна лінія), що відкриває потік 522, та друге положення (пунктирна лінія) 178', що блокує потік 522. Дана засувка може бути розміщена нижче анодного кільця 150 уздовж траєкторії потоку 522. Засувка може знаходитись у другому положенні 178' Під час підготовчих операцій, коли дану установку виводять на вихідний заданий робочий режим. На цій стадії матеріал зливка плавиться з утворенням лунки, встановлюється іонізуючий розряд, до оброблюваної деталі прикладається негативне зміщення, й оброблювана деталь може піддаватись попередньому нагріванню. Оброблювана деталь 106 може піддаватись попередньому нагріванню електронним променем 190, що емітується другою електронною гарматою 192 на поверхневу ділянку 194, на яку осадження не здійснюється. Попереднє нагрівання може слугувати для очищення поверхні, на яку здійснюється осадження, шляхом піролізу та десорбції поверхневих забруднень. Це може підсилити зв'язування та адгезію осаджуваного матеріалу та запобігти термічному удару на початкових стадіях осадження. В ілюстративному варіанті попереднє нагрівання може варіюватись для поступового досягнення температури оброблюваної деталі, котра є ефективною для забезпечення потрібної швидкості термодесорбції пари з поверхні деталі, з урахуванням обмежених можливостей апаратури щодо відкачки цієї пари, і в той самий час потреби запобігти неприйнятному окисленню даної деталі. Параметри попереднього нагрівання у значній мірі залежать від геометрії та маси оброблюваної деталі. Попереднє нагрівання має сприятливим чином довести оброблювану деталь до температури, що не перевищує заданої максимальної робочої температури, і, загалом, до будь-якої температури в заданій температурній області. При досягненні потрібних первинних робочих параметрів зазначену засувку відчиняють для проведення процесу осадження матеріалу на дану деталь. Під час осадження оброблювана деталь може нагріватись за допомогою другої електронної гармати 192, іонним бомбардуванням, тепловипромінюванням (наприклад, від розплавленого металу в лунці) та за рахунок прихованої теплоти конденсації атомів при осадженні. Другу електронну гармату вимикають, якщо дана температура перевищує максимальну температуру робочого діапазону, і вона може залишатись вимкненою доти, доки дана температура знаходиться в робочому діапазоні. Проте, якщо дана температура впаде нижче мінімальної температури робочого діапазону, зазначена електронна гармата може бути знову ввімкнена. Наприклад, якщо на кінець процесу осадження швидкість осадження знизиться, може 19 81401 виникнути потреба у повторному ввімкненні зазначеної електронної гармати на цей період. Під час роботи густин у плазми можна контролювати плазмовим зондом або матрицею зондів 200 усередині камери, з'єднаних з системою реєстрації 202, котра може мати вихідні порти 204 та 206 для моніторингу (наприклад, через осцилограф, приєднаний як зображено позицією 140"). Типовим зондом може слугува ти електрод з негативним потенціалом відносно плазми для вимірювання насиченого іонного струму. Шля хом розміщення навколо траєкторії потоку 522 матриці зондів можна проводити моніторинг азимутальної неоднорідності іонізуючого розряду. Зазначена азимутальна неоднорідність може бути зумовлена асиметричним нагріванням лунки електронним пучком та асиметричним розподілом іонізуючого розряду по лунці та всередині парового потоку. Також зонди можуть використовува тись для моніторингу просторового розподілу парового потоку. Дані зонди можуть використовуватись як у процесі EBPVD з іонною активацією, так і у звичайному EBPVD процесі, у тій мірі, як електронний пучок 122, що здійснює випаровування, забезпечує деяку іонізацію пари, достатню для генерування струму в колах зондів. Даний струм може бути пропорційним густині пари та швидкості випаровування. При імпульсній модуляції іонізуючого розряду струм зонду Під час проходження імпульсів використовується для моніторингу розряду. Струм зонду між розрядними імпульсами може використовуватись для моніторингу випаровування. Зазначений моніторинг дозволяє швидко виявляти вади процесу та може використовуватись для його стабілізації через контур зворотного зв'язку. Наприклад, можливо стабілізувати швидкість випаровування шляхом контролю електронного пучка 122, підтримуючи однакову величину стр уму в зонді у період між імпульсами. В ілюстративному варіанті імпульсний модулятор 128 включає електронну лампу 208. Дана електронна лампа 208 (наприклад, тріод, тетрод чи подібне) слугує швидкодіючим перемикачем, що періодично з'єднує основне джерело живлення постійного струму негативної полярності з оброблюваною деталлю 106, генеруючи в такий спосіб імпульси негативного зміщення. Напругу основного джерела живлення постійного струму можна регулювати для визначення пікового значення напруги зміщення. Даний імпульсний модулятор містить також генератор (не показаний) керуючих імпульсів, що подаються на керувальну сітку 209 даної електронної лампи. Параметри керуючих імпульсів визначають параметри імпульсів зміщення (Fb, tb, Ub та відповідний робочий цикл). Зонд струму 210 та подільник напруги 212 можуть бути сполучені з лампою 208, запроваджуючи виходи 214 та 216, котрі можуть піддаватись моніторингу, наприклад, через осцилограф, приєднаний як показано на позиції 140"'. Такий моніторинг може слугува ти для перевірки нормальної роботи імпульсного модулятора. Для генерування напруги зміщення 20 можуть використовува тись також альтернативні модулятори напруги (наприклад, основані на тиратронах, тиристорах, транзисторах та підвищувальних трансформаторах). Проте, електронно-лампові модулятори можуть забезпечити більш надійний контроль струму, що подається на оброблювану деталь для обмеження іскріння та утворення дуги. Однією з особливостей звичайних електронно-лампових модуляторів є те, що анодний струм лампи визначається, головним чином, напругами на керувальній сітці (і на екранній сітці у випадку тетродів та пентодів) та слабо напругою на аноді. Тому, у випадку утворення дуги на оброблюваній деталі анодна напруга лампи може різко зрости і стати рівною напрузі на аноді основного джерела живлення постійного струму, тоді як напруга на керувальній сітці залишиться тією самою. Відповідно, анодний струм (тобто стр ум на оброблюваній деталі) буде практично таким самим, як і без утворення дуги. Так, анодний струм може трохи зрости, і цей незначним чином збільшений струм є максимальним струмом, що подається на оброблювану деталь Під час утворення дуги. Таким чином, електронна лампа автоматично обмежує струм навантаження. У випадку альтернативних модуляційних пристроїв може виникнути утр уднення щодо обмеження величини струму в колі навантаження, і тому може виникнути потреба у вельми швидкодіючій системі безпеки для вимкнення струму у випадку утворення на поверхні оброблюваної деталі дуги. Можуть бути також запроваджені додаткові датчики напруги (не показані) для контролю напруги на тиглі або інших деталях усередині даної камери. Параметри характерного процесу можуть варіюватись у залежності від матеріалу підкладки, матеріалу, що осаджується, геометрії підкладки та можливостей установки. Для характерного процесу осадження Ti-6AI-4V робоча температура може дорівнювати 600-700°С, більш конкретно, 620-650°С. Напруга зміщення Ub може складати 13кВ, швидкість імпульсів Fb може сягати 0,05150кГц, більш конкретно, 0,5-5кГц (наприклад, близько 1кГц). Робочий цикл може дорівнювати 0,5-0,99, більш конкретно, 0,8-0,95 (наприклад, близько приблизно 0,9) на початку осадження з поступовим зниженням до відносно низьких величин (наприклад, менше половини вихідного значення або приблизно 0,1) і з наступним зворотним підвищенням до первинного значення. Густина струм у jb уздовж поверхневої ділянки, на яку здійснюється осадження, 108, може дорівнювати 2-10мА/см 2. Потік енергії через зазначену ділянку може складати 2-30Вт/см 2. Тиск у камері може бути нижчим 0,01Па. Швидкості осадження можуть дорівнювати 5-30мкм/хвилину, більш конкретно, 15-20мкм/хвилину. Були описані один або більше варіантів даного винаходу. Проте, слід розуміти, що можуть бути зроблені й інші різні модифікації зі збереженням суті та обсягу даного винаходу. Наприклад, хоча розглянуті способи особливо корисні для лопатей, що мають серединно-пролітний бандаж, вони 21 81401 можуть бути використані і для інших лопатей та інших деталей турбіни, і для деталей, які не стосуються турбін. Подробиці, що стосуються конкретних деталей турбодвигуна або іншої деталі, а також особливостей спрацювання або руйнування, можуть вплинути на специфіку будьякого відновлення. Відповідно, інші варіанти даного винаходу підпадають під обсяг пунктів наступної формули винаходу. 22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for renewal of turbine part, appliance for material deposition on part (variants) and renewed metal part
Автори англійськоюMemmen Robert L., Belousov Ihor V., Kuzmichev Anatolii I.
Назва патенту російськоюСпособ восстановления детали турбины, устройство для осаждения материала на деталь (варианты) и восстановленная металлическая деталь
Автори російськоюМеммен Роберт Л., Белоусов Игорь В., Кузмичев Анатолий И.
МПК / Мітки
МПК: F01D 25/00, F02C 7/00
Мітки: спосіб, матеріалу, металева, пристрій, турбіни, відновлення, деталі, відновлена, варіанти, деталь, осадження
Код посилання
<a href="https://ua.patents.su/11-81401-sposib-vidnovlennya-detali-turbini-pristrijj-dlya-osadzhennya-materialu-na-detal-varianti-ta-vidnovlena-metaleva-detal.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталі турбіни, пристрій для осадження матеріалу на деталь (варіанти) та відновлена металева деталь</a>
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 4/10, C23C 14/08, C23C 4/12, C23C 14/28
Мітки: варіанти)та, покриття, металевої, деталі, варіанти, металева, термобар'єрного, деталь, спосіб, матеріал, виготовлення
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Спосіб відновлення деталі турбіни із титанового сплаву
Номер патенту: 79258
Опубліковано: 11.06.2007
Автори: Ніл Джеімс В., Меммен Роберт Л.
МПК: C22C 14/00, F02C 7/00, F01D 5/00, C23C 14/00, B23K 15/00
Мітки: титанового, відновлення, деталі, турбіни, сплаву, спосіб
Формула / Реферат:
1. Спосіб відновлення деталі турбіни із титанового сплаву, що втратила матеріал з місця руйнування, у якому: прикріпляють елемент підкладки, який має першу поверхню, до деталі, причому елемент підкладки розміщують таким чином, що першу частину першої поверхні розташовують вздовж деталі, а другу частину першої поверхні розміщують поруч з місцем руйнування, осаджують матеріал на основі Ti шляхом осадження з парів у місці втрати матеріалу таким...
Спосіб захисту деталі з композиційного матеріалу від окислення та деталь з композиційного матеріалу з захисним протиокислювальним покриттям
Номер патенту: 79272
Опубліковано: 11.06.2007
Автори: Лаксаге Мішель, Дісс Паскаль, Тебол Жак
МПК: C04B 41/85, C04B 41/89, C04B 41/87, F02K 9/97, F16D 69/02
Мітки: деталі, деталь, спосіб, матеріалу, композиційного, покриттям, захисту, окислення, захисним, протиокислювальним
Формула / Реферат:
1. Спосіб захисту деталі з композиційного матеріалу від окислення, згідно з яким на деталь наносять склад, який містить суміш принаймні одного бориду у формі порошку, принаймні одного термостійкого склоподібного оксиду у формі порошку, який має здатність заживляти тріщини шляхом утворення скла, і сполучної речовини, що містить смолу-джерело термостійкого керамічного матеріалу, і здійснюють структурування смоли, який відрізняється тим, що...
Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття
Номер патенту: 46761
Опубліковано: 17.06.2002
Автор: Беелє Вольфрам
МПК: C23C 14/02, C23C 28/00
Мітки: металеву, металева, високотемпературною, захисною, покриття, спосіб, системою, нанесення, деталь
Формула / Реферат:
1. Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар.2. Спосіб за п. 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює її...
Лопатка турбіни для газотурбінного двигуна , деталь газової турбіни та способи підвищення їх довговічності
Номер патенту: 65619
Опубліковано: 15.04.2004
Автори: Сітел Елан Девід, Аллен Вільям Патрік, Олсон Уолтер Е., Шах Діліп М.
МПК: F01D 5/00, F01D 5/28, F02C 7/00, C23C 14/04, C23C 14/00, F01D 5/12
Мітки: газової, газотурбінного, довговічності, лопатка, способи, підвищення, турбіни, деталь, двигуна
Формула / Реферат:
1. Лопатка турбіни для газотурбінного двигуна, що містить підкладку із суперсплаву, яка визначає перо лопатки (2), хвостовик (3) і бандажну полицю (4), розміщену між пером лопатки і хвостовиком, причому полиця має нижню сторону (5), яка відрізняється тим, що має корозійностійке чи інгібуюче корозію покриття (7,10), нанесене на нижню сторону бандажної полиці.2. Лопатка турбіни за п. 1, яка відрізняється тим, що згадане покриття є...
Попередній патент: Грохот
Наступний патент: Пристрій для керування стрілковим електроприводом
Випадковий патент: Спосіб одномоментної мастектомії і tram-реконструкції молочної залози